
Fターム[4F208MK13]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形操作及びそのための装置 (567) | 温度調整 (52)
Fターム[4F208MK13]に分類される特許
21 - 40 / 52
繊維強化複合材料の製造方法
【課題】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板の賦形と打ち抜き、またはトリミングを1工程の型締めで可能とする繊維強化複合材料の製造方法を提供すること。
【解決手段】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板を、熱可塑性樹脂が結晶性の場合は融点以上の温度まで、非晶性の場合はガラス転移温度以上の温度まで予備加熱し、予備加熱温度よりも低い温度でありかつ結晶性樹脂の場合は融点以下、非晶性樹脂の場合はガラス転移温度以下の一定温度に保持された金型中で賦形し、金型中の切削機能部分にて打ち抜きまたはトリミングすることを特徴とする繊維強化複合材料の製造方法。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置

【課題】一対のローラーにより熱可塑性樹脂製シートの厚み調整をするに際し、成形効率を確保しつつローラーの外表面とシートの表面との間の滑りを防止する一方、二次成形に適した状態を保持しながら、シートのローラーの外表面による巻き付きを防止することが可能な樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置を提供する。
【解決手段】Tダイ28の押出スリット34から単位時間当たり所定押出量を間欠的に、かつ所定の厚みにて所定押出速度で下方に押し出された溶融状態のシートをそのシート温度より低い表面温度に設定され、外表面に凹凸状のシボを設けた一対のローラー30A,30Bで挟み込み、所定押出速度以上の速度で下方へ送り出し、シートと金型32A,32Bとの間に形成された密閉空間を減圧、および/または加圧によって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
プラスチックエンボスキャリアテープ装置および方法

【課題】 本発明の課題は、上下方向に配向されたキャリアテープ製造装置およびその方法を提供することにある。
【解決手段】 上下方向の面に位置させた複数の送り穴を有する平坦なテープを提供する工程と、第1装置の形成工具アセンブリ内の上下方向の面に位置された平坦なテープを受け入れる工程と、キャリアテープを形成すべく平坦なテープにポケットを形成する工程と、ポケットを充填する工程とを含むキャリアテープのエンボスポケットの充填方法、および対向する一対の加熱接触面と、少なくとも2つの上下方向に配向された熱シールドからなり加工が休止された時に熱シールドを前記各接触面とストリップの間に選択的に、且つ上下方向に挟むように構成される上下方向の熱シールドアセンブリとを備えるストリップにキャリアポケットを自動的にエンボス形成する装置。
(もっと読む)
ハニカム構造板の製造方法
【課題】簡易な方法で安価に生産可能なハニカム構造板の製造方法を提供し、これにより生産性の向上を図る。
【解決手段】ハニカム構造を有するコアと、コアの表裏に取付けられる一対の外板とを備えたハニカム構造板の製造方法は、コアを樹脂製のコア成形用シートから成形する工程を有し、コアの成形工程は、コア成形用シートであって、その表裏一方の面を凹まし他方の面を突出させた複数の突出部を相互に離隔して所定の間隔に形成したものを一対の板材の間に配置する段階と、この配置により突出部の凹面と板材との間に形成された密閉空間を膨張させ、密閉空間を区画する突出部の側壁部が相互に隣接する他の突出部の側壁部と接触を開始するまで、前記側壁部を膨張変形させる段階、および、側壁部の接触面積を増大させるように側壁部を変形させる段階とを含む。
(もっと読む)
樹脂組成物、樹脂ワニス、複合材料及びその製造方法、プリプレグ並びに樹脂フィルム
【課題】アンカー効果に頼らずに金属層(金属膜)と樹脂基材等との接着性に優れ、表面が平滑な複合材料を得ることができる樹脂組成物を提供する。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムを提供する。
【解決手段】少なくとも一部の表面を金属化する成形体に用いられ、加熱成形工程を経て成形される成形体用の樹脂組成物であって、(A)昇華性金属化合物と、(B)有機化合物とを含有し、(B)有機化合物が、熱硬化性樹脂及び熱可塑性樹脂から選ばれる少なくとも1種である樹脂組成物である。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムである。
(もっと読む)
車両用内装部品の製造方法
【課題】 本発明は、樹脂基材と表皮材の間の残留応力を減らして変形を防ぎ、また、表皮材の破断や透けの生じない車両用内装部品の製造方法を提供することを目的とする。
【解決手段】 樹脂基材と表皮を積層して成形する車両用内装部品の製造方法であって、樹脂基材2を加熱して軟化させる基材加熱工程と、基材加熱工程において加熱され軟化した樹脂基材2に、表皮4を積層して加熱するラミネート工程と、ラミネート工程において加熱軟化された樹脂基材2と表皮4の積層体を、所望の形状に成形する成形工程と、を備えることを特徴とする。さらに、ラミネート工程は、樹脂基材2に表皮を積層し、圧力を加えながら加熱することにより、樹脂基材に表皮を密着させることを特徴とする。
(もっと読む)
気泡シートの製造方法
【課題】キャップフィルムに形成された突起の最薄肉部の肉厚に応じてバックフィルムを薄肉化することにより、気泡シートの強度を確保しながらも、材料樹脂の使用量の削減と軽量化を図ることができる気泡シートの製造方法、及びそのような気泡シートを提供する。
【解決手段】気泡シート1が有する個々の気泡を形成する多数の突起2aから任意に一つの突起2aを選び、フィルム送り方向に直交する方向に沿った当該突起2aの中心を通る断面において、当該突起2aの最薄肉部の肉厚をT1、当該突起2aと対向する部位におけるバックフィルム3の最薄肉部の肉厚をT2としたときに、50%以上の突起において、0.9≦T2/T1≦1.1なる関係が成り立つようにして、気泡シート1の強度を確保しながら、バックフィルム3を薄肉化する。
(もっと読む)
断熱材を有する熱成形金型および関連方法
【課題】装飾が重なり合う領域では、装飾の厚さが2倍になり、装飾および/または食品用鉢上の装飾の2つの厚さの間に不完全な結合が通常観察される。これを解決する為の金型と方法を提供する。
【解決手段】装飾を有する食品用鉢を熱成形するための金型および関連方法に関し、前記金型(1)はプレートの形をしていて、その厚さ内に鉢を熱成形するための少なくとも1つのセル(2)が形成され、前記金型は、前記金型の熱浸透率より小さい熱浸透率を有するエレメント(3)を備え、前記エレメント(3)は前記セルの周壁(21)の少なくとも一部の上に配置され、前記一部は前記装飾の重なり合う領域に接触していることが意図される点を特徴とする。
(もっと読む)
真空成形機および真空成形品の製造方法
【課題】装飾用シートを用いた真空成形において、外観の悪化や貼り付け不良の発生を抑制する。
【解決手段】本発明による真空成形機は、装飾用シート10を保持する保持部材20と、装飾用シート10および保持部材20によって互いに区画される上側ボックス22および下側ボックス24と、上側ボックス22内および下側ボックス24内を減圧する減圧装置26と、上側ボックス22内の減圧状態を調整するための第1バルブ27aと、下側ボックス24内の減圧状態を調整するための第2バルブ27bと、装飾用シート10を加熱する加熱装置28と、装飾用シート10の温度に関する情報である温度情報を取得する温度情報取得装置32と、減圧装置26の駆動時に、温度情報に基づいて第1バルブ27aおよび第2バルブ27bの開閉動作を制御する制御装置40とを備える。
(もっと読む)
ポリ(ヒドロキシアルカン酸)および熱成形品
ポリ(ヒドロキシアルカン酸)(PHA)を押出成形して第一の物品を製造するステップ、≧約90℃の温度を有する加熱金型中でこの第一の物品を熱成形して第二の物品を製造するステップ、および熱成形品を製造するためにこの第二の物品をその加熱金型中に約40秒未満の間保持することによってその第二の物品を熱処理するステップを含む方法を開示する。このPHA組成物は、PHAと、その組成物の重量を基準にして0から約4%の成核剤とを含むか、またはこれらから実質上なり、かつその第一の物品はフィルムまたはシートであり、また部分的に結晶化されている。 (もっと読む)
包装容器、その製造方法および製造装置
【課題】安定した易開封性および密封性を備え、製造工程において手間とコストの低減を図ることのできる包装容器、その製造方法および製造装置を提供すること。
【解決手段】包装容器100は、内容物Pが凹部210に収納される平面略円形状の容器本体200を備え、この容器本体200は、その中心部に平面略円形に形成された開口部を塞ぐため蓋材300が開口部の周縁に配設されたフランジ部230にヒートシールされている。このフランジ部230と蓋材300とのヒートシールは環状のシール部240で行われる。容器本体200は、シール層251と隣接層252と基材層253とからなる多層シート250で形成されている。フランジ部230は、外縁部231から内縁部232にいたるまでにその厚みが次第に薄くなるように形成されている。
(もっと読む)
熱成形方法
最終的熱成形品がシート押出し加工流路(縦方向)と横方向に沿って示す収縮率に関して相対的に等方性である熱成形品を製造する方法。この製品の製造をプロピレンの重合をイソ特異的メタロセン触媒を用いて行うことで生じさせたイソタクティックポリプロピレンを用いて実施する。この重合体が示す溶融流れ速度は1−5グラム/10分の範囲内でありかつ溶融温度は160℃以下である。このポリプロピレンの押出し加工を行うことで少なくとも1方向に配向していて厚みが10−100ミルのシートを生じさせる。このシートを135−160℃の温度に加熱した後、熱成形を所望形態の鋳型と接触した状態で行うことで熱成形品を生じさせる。次に、この熱成形品を冷却した後、前記鋳型から取り出すことで最終的製品を得る。 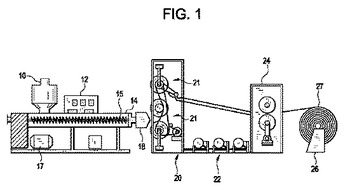 (もっと読む)
(もっと読む)
熱成形体の製造方法
【課題】耐衝撃性及び耐熱性を保持すると共に、熱成形時の成形加工性が良好な熱成形用ポリ乳酸系重合体組成物、及び熱成形用ポリ乳酸系重合体シート、並びにこの熱成形用ポリ乳酸系重合体シートを用いた熱成形体を提供することを目的とする。
【解決手段】所定の実質的に非晶性のポリ乳酸系重合体と、所定の結晶性のポリ乳酸系重合体とを所定割合で混合した熱成形用ポリ乳酸系重合体組成物を用いて熱成形用ポリ乳酸系重合体シートを得、得られた熱成形用ポリ乳酸系重合体シートを用いて、所定の条件を満たす成形温度で熱成形する。
(もっと読む)
内装品の真空成形機
【課題】表皮材の熱溶融性接着剤が塗布された発泡層を基材に接着させる際に、接着させたくない基材領域或は発泡層が直接セットされる型面領域に対する非着用の前処理を不要にし得る内装品の真空成形機を提供する。
【解決手段】吸気路付きの基材がセットされる基材用凸状真空吸引型18と、表皮全域の表面形状に対応する型面7bを有する表皮材用凹状真空吸引型7とを備え、表皮11が接合され、熱溶融性の接着剤13が塗布された熱可塑性の発泡層12付きの扁平状表皮材10が、基材に加温処理されてセットされた状態で型締めして双方の金型から真空吸引して、発泡層12を基材に接着して表皮材10を賦形するようになった内装品の真空成形機において、発泡層12を接着させたくない非着基材・型面領域を占める基材用凸状真空吸引型18の部分に、発泡層12を接着させない程度に非着基材・型面領域を冷却する冷却機構20が組込まれる。
(もっと読む)
弾道複合体のマイクロ波加工
本発明は弾道抵抗性製品の製造に関する。成形前に、慣用の予熱方法の代替手段としてマイクロ波エネルギーを用いて弾道抵抗性布帛を加熱すると、加熱時間が短縮し製造効率が向上する。 (もっと読む)
積層シートおよび積層シートの製造方法
【課題】高強度繊維からなる織編物の上下面にポリマー層を積層した積層シートであって、軽量かつ表面の平滑性、耐衝撃性に優れた積層シートおよびその製造方法を提供する。
【解決手段】高強度繊維からなる織編物の上下両面にポリマー層を有し、前記上面および下面のポリマー層が異なるガラス転移点を有する樹脂で構成されていることを特徴とする積層シート。この積層シートは、接着層の間に挟持された高強度繊維からなる織編物の上面および下面に、異なるガラス転移点を有する樹脂シートを積層して積層体と成し、該積層体を前記接着層および低ガラス転移点樹脂シートが軟化する温度まで加熱した後、賦形することにより製造しうるものである。
(もっと読む)
複合成形体の製造方法
【課題】上部に口部を有する成形体本体の内面に樹脂層が積層されてなる複合成形体の製造方法において、樹脂層の底部の周縁部近傍における肉厚が薄くなることを防止できる複合成形体の製造方法を提供すること。
【解決手段】上部に口部112を有する成形体本体11の内面111に樹脂層12が積層されてなる複合成形体10の製造方法であって、成形体本体11を成形型2のキャビティ21に収容し、軟化させた樹脂シート120を、樹脂シート120の温度よりも低い所定温度に制御されたプラグ6で押し込んで、成形体本体11の内面111側に導入し、成形体本体10の内面111に樹脂層12を積層させる。
(もっと読む)
熱成形の不要部分の冷却能率を向上させた機構をもつ型
【課題】 軽量容器などの熱成形の生産効率の向上
【解決手段】熱成形用プラグ型に不要部分冷却部を設け、成形シートの不要部分を強制的に冷却して、生産回数を増加したこと。
(もっと読む)
加飾シート、多層成形品およびその製造方法
【課題】簡便な方法で製造することができ、熱成形性に優れる加飾シートであって、しかも成形品の表層とする場合に耐擦傷性に優れる成形品が得られる加飾シートを提供する。
【解決手段】第1の熱可塑性樹脂からなる層を有する支持体の表面に、水酸基とカルボキシル基とを、水酸基:カルボキシル基=30:70〜95:5(個数比)で含む第1の重合体成分と、第1の無機層状化合物と、第1のアルカリ金属イオンとを含有する第1の樹脂組成物からなる第1の被膜が形成されてなる加飾シート。
(もっと読む)
熱成形用積層シートの成形方法
【課題】三次元的な形状と表面の凹凸模様を有する成形品を製造することが可能な熱成形用積層シートの成形方法を提供する。
【解決手段】熱可塑性フィルム層と、接着剤層と、前記接着剤層に接触する側の面は平滑でありその反対面にはエンボスロールにより凹凸模様が転写された支持基材層とがこの順に積層された熱成形用積層シートを熱成形する。通常の平滑な金型を使ってシートを三次元形状に熱成形したとき、熱成形用積層シートの支持基材層側の外面(裏面)に形成された凹凸模様が熱可塑性フィルム層側の外面(表面)に浮き出し、支持基材層に付けた凹凸模様が熱可塑性フィルム層の側にハッキリと存在する成形品を製造することができる。
(もっと読む)
21 - 40 / 52
[ Back to top ]