
Fターム[4F209AA03]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 樹脂材料等(主成形材料) (2,599) | ポリオレフィン (192)
Fターム[4F209AA03]の下位に属するFターム
ポリエチレン系 (56)
ポリプロピレン系 (57)
C4以上のポリマー系(←ノルボルネン、ブテン) (28)
Fターム[4F209AA03]に分類される特許
1 - 20 / 51
プロピレン系樹脂成形体
【課題】射出成形により微細構造パターンが表面に転写された成形品であって、微細凹凸の転写性に優れ、また寸法精度に優れた精密成形体を提供する。
【解決手段】下記(i)〜(iv)を満たすプロピレン系樹脂を溶融して押出し、押出された樹脂を、表面に微細凹凸構造パターンを有する連続冷却装置を用いて固化させることにより微細凹凸構造パターンが表面に転写された成形体であって、前記微細凹凸構造パターンは、幅が0.01〜100μmの範囲にあり、高さ又は深さが0.1〜500μmの範囲にある凸部及び/又は凹部から構成されていることを特徴とするプロピレン系樹脂成形体。
(i)プロピレンと0.8〜10重量%のエチレンとの共重合体である。
(ii)示差走査熱量測定(DSC)による結晶化開始温度が111℃以下。
(iii)MFRが0.1〜30g/10分。
(iv)曲げ弾性率が1100MPa以下。
(もっと読む)
エンボス模様を有する長尺材の製造方法
【課題】高温加熱されたロールとの当たりよる欠陥を発生させることなくシート生地表面にエンボス模様を効率的に形成させることができる長尺材の製造方法を提供する。
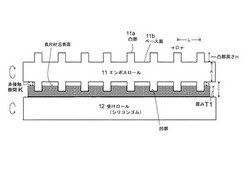
【解決手段】加熱されたエンボスロール11とその受けロール12と間に、長尺材Sを通過させてエンボスロールのベース面11bから立設するように形成された凸部11aを長尺材S表面を押圧することによって、長尺材表面にエンボス模様を形成させる長尺材の製造方法であって、
長尺材がエンボスロール11を通過する際にエンボスロールのベース面が長尺材表面に接触しないようにする。
(もっと読む)
微細構造転写成形方法

【課題】微細構造を有するスタンパに溶融樹脂を押圧し、冷却・固化させてその微細構造が転写成形された微細構造体を成形する方法において、高精度、高生産性で肉厚の微細構造体を成形することができる微細構造転写成形方法を提供する。
【解決手段】本微細構造転写成形方法は、微細構造を有するスタンパに溶融樹脂を塗布して固体状の転写素材を形成した後、その転写素材を転写成形温度まで加熱するとともに押圧し前記微細構造の転写成形を行うことにより実施される。
(もっと読む)
積層体およびその製造方法
【課題】本発明の課題は、波状の凹凸欠陥の発生が抑制された積層体を提供することである。
【解決手段】本発明の積層体は、熱可塑性樹脂からなるマットフィルムのマット面に、ポリオレフィン樹脂からなる保護フィルムが直接積層されてなり、260℃、100sec−1のせん断速度における、該熱可塑性樹脂の溶融粘度(a)と該ポリオレフィン樹脂の溶融粘度(b)とが、式:a/b≧2.5を満たす。前記マットフィルムと、前記保護フィルムとが、溶融共押出成形により積層されたものであるのが好ましい。
(もっと読む)
樹脂フィルムの加工方法、及び、樹脂フィルム
【課題】 レーザー光を用いて樹脂フィルムにハーフカット部等の凹部を形成した際に、凹部が形成された領域の両面から容易に破断可能な樹脂フィルムを得ることができる樹脂フィルムの加工方法を提供すること、及び、該加工方法によって形成された樹脂フィルムを提供することを課題とする。
【解決手段】 樹脂フィルムの他方の面に、樹脂フィルムよりも高い割合でレーザー光を吸収して発熱する発熱層を形成し、樹脂フィルムの一方の面における発熱層に対応した領域にレーザー光を照射することで、樹脂フィルムにおけるレーザー光が照射された領域の一方の面側を発熱させると共に、樹脂フィルムを透過したレーザー光を吸収して発熱した発熱層によって樹脂フィルムにおけるレーザー光が照射された領域の他方の面側を加熱し、樹脂フィルムの両面の対応する位置に一対の凹部を形成することを特徴とする。
(もっと読む)
微細構造体及びその製造方法
【課題】従来にない新規な手法によりパターン形成層を硬化させ、モールドの凹凸パターンを転写し得る微細構造体及びその製造方法を提案する。
【解決手段】転写部2となるパターン形成層2aにPTFE分散液を用いたことにより、モールド5の凹凸パターン上に形成したパターン形成層2aに対し電離放射線を照射することで、当該パターン形成層2aを硬化させることができる。かくして、本発明の微細構造体1の製造方法では、熱インプリント方式や、光インプリント方式とは全く異なる電離放射線Rによりパターン形成層2aを硬化させるインプリント方式であり、従来にない新規な手法によりパターン形成層2aを硬化させ、モールド5の凹凸パターンを転写し得る。
(もっと読む)
インプリント用樹脂スタンパ及びその製造方法
【課題】微細な凹凸パターンが高い寸法精度で形成された樹脂製のインプリント用スタンパ及びその製造方法を提供する。
【解決手段】一方の表面に微細な凹凸パターンを有するインプリント用樹脂製スタンパであって、前記凹凸パターンがミーリング方式又はシェーパー方式で行われる切削加工により形成され、前記樹脂が、炭化水素系樹脂、フッ素系樹脂又はシリコーン系樹脂である。
(もっと読む)
押出成形用エンボス型ロール、及びそれを用いたエチレン系共重合体樹脂シートの製造方法
【課題】 添加剤を含有するエチレン系共重合体樹脂シートの成形においても、ラバーとられが発生せず、生産性を低下させないうえ、エンボス加工性などに優れた押出成形用エンボス型ロール、及びそれを用いたエチレン系共重合体樹脂シートの製造方法を提供する。
【解決手段】 エチレン系共重合体樹脂シートの押出成形用エンボス型ロールであって、軸芯部の外周にシリコーンゴム層、接着層およびフッ素樹脂層が順次積層されてなり、かつ、算術平均粗さ(Ra)が5.0μm以上であり、最大高さ粗さ(Rz)が25〜40μmであることを特徴とする。このとき、シリコーンゴムのJIS K 6253 デュロメータ タイプAによるゴム硬度が30〜80であることが好ましい。
(もっと読む)
積層された両面導光板を有する光学シート
【課題】両面にマイクロパターンを有する光学シートを低コストで製造する。
【解決手段】両面にマイクロパターンを有する光学シートは、第1の加圧ローラー478aと第1のパターン形成ローラー480aとの間のニップに第1の樹脂450aを押出して、前記第1の層はパターン形成されていない面とパターン形成された面とを有し、前記パターン形成された面は第1のパターン形成ローラーから転写されたマイクロパターンを有し;第2の加圧ローラー478bと第2のパターン形成ローラー480bとの間のニップに第2の樹脂450bを押出して、前記第2の層はパターン形成されていない面とパターン形成された面とを有し、前記パターン形成された面は第2のパターン形成ローラーから転写されたマイクロパターンを有し;並びに前記第1の層と前記第2の層とをそれらのパターン形成されていない面で積層して形成する。
(もっと読む)
マイクロパターン形成されたキャリアを用いて製造された光学シート
【課題】最適な光利用効率、低い製造コスト、薄さおよび明るさを達成しながら、薄い導光板を実現する。
【解決手段】光を放射するためのマイクロパターン形成された出射面、および前記出射面の反対側のマイクロパターン形成された底面を有する光学シート300dであって、パターン形成ローラー480aとパターン形成されたキャリア膜474aとの間のニップに樹脂を押出して、パターン形成ローラー温度T1およびニップ圧力P1で光学シートを形成し、前記光学シートは第1のパターン252形成された面と第2のパターン254形成された面とを有し、前記第1のパターン形成された面はパターン形成ローラーから転写されたマイクロパターンを有し、かつ前記第2のパターン形成された面はパターン形成されたキャリア膜から転写されたマイクロパターンを有し;並びに前記光学シートから前記パターン形成されたキャリア膜を剥ぎ取る;ことを含む工程で製造される。
(もっと読む)
貫通孔を有する微細構造成形体の製造方法及び微細構造成形体素材
【課題】針状、円錐あるいは台形状等種々の形状の貫通孔を明けることができ、形状・寸法精度に優れた高品質の貫通孔を有する微細構造成形体を製造する方法及びその方法により製造される微細構造成形体素材を提供する。
【解決手段】本発明に係る貫通孔を有する微細構造成形体を製造する製造方法は、溶融状態の熱可塑性樹脂に貫通孔を明け、これを冷却し固化させることにより微細な貫通孔を含む微細構造成形体を製造する製造方法であって、微細構造成形体となる樹脂溶融体54、分離層55及び付加樹脂溶融体58の三層構造を形成させた状態で貫通孔を明けることにより実施される。
(もっと読む)
表皮材用エンボス加飾シート、該エンボス加飾シートと接着剤層との積層体、および該エンボス加飾シートを用いたエンボス加飾一体成形品
【課題】射出成形時のエンボス潰れとシートの白化の両者を同時に解決することが出来るエンボス加飾シート、及び、エンボス加飾シートにコア材が充分に密着するための、エンボス加飾シートと接着剤層が積層された積層体を提供する。
【解決手段】射出成形による成形法において表皮材として使用するエンボス加飾シートであって、折り曲げ試験において白化せず、60°反射率を用いて測定された射出成形後のエンボス残留率が70%以上、及び、エンボス加飾面のゲートダメージ面積率が20%以下であることを特徴とするエンボス加飾シート。
(もっと読む)
熱可塑性樹脂製エンボスシートの製造方法および製造装置
【課題】簡単な構成で高転写率の熱可塑性樹脂製エンボスシートを製造する。
【解決手段】溶融状態の熱可塑性樹脂シート11を、周面にエンボスパターンを有した第3ロール16と金属製エンドレスベルト15との間に導入し、金属製エンドレスベルト15の第一の温度制御手段30Aにより熱可塑性樹脂シート11片面側から冷却した後、第3ロール16と第4ロール19間に加わる線圧にて熱可塑性樹脂シート11にエンボスパターンを転写させる。その後、金属エンドレスベルト15の第二の温度制御手段30Bにより転写後の熱可塑性樹脂シート11を金属製エンドレスベルト15および第3ロール16から剥離させ、反り矯正ロール17にて反りを矯正し、熱可塑性樹脂製エンボスシート21を得る。エンボスパターンを転写する熱可塑性樹脂シート11が比較的に肉厚でも、バンク不良などの外観不良を生じることなくエンボスパターンを高転写率で効率よく形成できる。
(もっと読む)
エンボス加工ウェブの作製プロセス
エンボス加工ウェブの作製プロセス。前駆体ウェブを成形構造体と静圧プレナムとの間に供給する。成形構造体は複数の離散型突出要素を有する。圧力は、前駆体ウェブを成形構造体の離散型突出要素と適合させるために、前駆体ウェブ及び成形構造体に対して静圧プレナムによって提供されて、エンボス加工ウェブを形成する。得られるエンボス加工ウェブは、開口近位端部を有する複数の離散型伸長要素を有する。 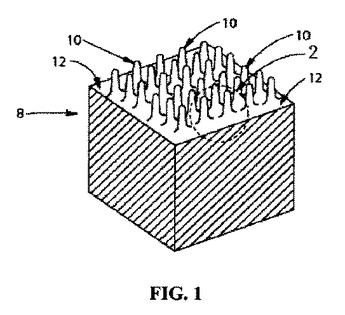 (もっと読む)
(もっと読む)
合成樹脂表皮材の製造方法
【課題】絞押された合成樹脂シートで製造される製品・部品の所定に位置・場所に所望の加飾(デザイン)を連続的に生産性よく施すのに好適な合成樹脂表皮材の製造方法の提供
【解決手段】長尺の合成樹脂シート10をアキュームレータ12を介して連続的に供給する第1の工程と、供給された長尺の合成樹脂シート10をプレス盤18Aと該プレス盤に対応する絞プレス盤18Bとの間で挟圧して絞押する第2の工程と、絞押された長尺の合成樹脂シートを裁断する第3の工程と、を有する合成樹脂表皮材の製造方法である。
(もっと読む)
表面材の製造方法及び製造装置、並びに、表面材
【課題】高品質の表面材を効率良く製造することができる表面材の製造方法を提供する。
【解決手段】本発明に係る表面材の製造方法は、エンボスパターンを有するエンボスロールと、このエンボスロールに隣接する冷却ロールとの間隙に、バッカー層用シート及び表面シートを給送する給送ステップと、この表面シートの表面を前記エンボスロールに対向させると共に、裏面をバッカー層用シートに重ね合わせた状態で、表面シート及びバッカー層用シートを間隙に通し、当該2つのシートが前記間隙を通過するときに当該2つのシートを前記エンボスロール及び前記冷却ロールにより押圧する押圧ステップと、を備え、バッカー層用シートは、溶融状態の熱可塑性樹脂からなり、表面シートは、表面側及び裏面側において熱可塑性樹脂を備える。
(もっと読む)
滑り止めマット及びその製造方法
【課題】本発明は、かかる技術的背景に鑑みてなされたものであって、建築物や、鉄道車両、バス等の乗物の出入口部に敷設する凹凸形状のある滑り止めマットにおいて、エンボス加工によって発現しうる基材層の裏面側の凹凸差を無くし、粘着剤層との間に空気が入り込むことがなく、床材との接着強度を確保したオレフィン系樹脂製の滑り止めマットを提供することを目的とする。
【解決手段】オレフィン系樹脂組成物からなる基材層に粘着剤層が積層されてなる滑り止めマットであって、基材層の表面に連続する凹凸エンボスが施され、且つ基材層の裏面の凹凸差が200μm以下で、前記基材層裏面から基材層表面の凸部までの厚さが3.0mm以下とすることによって、粘着剤層との間に空気が入り込むことがなく、床材との接着強度を確保したオレフィン系樹脂製の滑り止めマットを得る。
(もっと読む)
熱可塑性プラスチックを使用する迅速な微細加工のためのプロセスおよびそのデバイス
感熱・熱可塑性プラスチック受容材料に、像形成材料を、デザインされたパターン状に付着させること、および該熱可塑性プラスチック受容材料のサイズを少なくとも約60%縮小させる条件下で該材料を加熱することによって、受容材料上に1つまたはそれ以上のマイクロ流体チャンネルを調製するための方法が提供される。代わりの様態において、感熱・熱可塑性プラスチック受容材料・支持体中に、デザインされたパターンをエッチング加工すること、および次に、熱可塑性プラスチック受容材料のサイズを少なくとも約60%縮小させる条件下で、該材料を加熱することによって、受容材料上にマイクロ流体チャンネルが調製される。  (もっと読む)
(もっと読む)
筒状保温材、保温材付きパイプ、筒状保温材の製造方法、及び保温材付きパイプの製造方法
【課題】生産性を低下させることなく、保温材による保温性能を向上させる。
【解決手段】保温材付きパイプ10は、樹脂製のパイプ12の外周面12Aに積層された第一発泡材14、第二発泡材16、第三発泡材18で被覆された構成とされている。よって、第一発泡材14、第二発泡材16、第三発泡材18の三層分の層厚となる(全体(合計)の層厚が厚くなる)。一方、各第一発泡材14、第二発泡材16、第三発泡材18の単体の層厚自体は薄くできるので(厚くならないので)、各第一発泡材14、第二発泡材16、第三発泡材18単体の反発力を小さくできる(大きくならない)。よって、第一発泡材14、第二発泡材16、第三発泡材18の端部14A,16A,18A同士の接合強度を高くする必要がない。したがって、生産性を低下させることなく、保温性能が向上される。
(もっと読む)
熱インプリント用樹脂、熱インプリント用樹脂溶液、熱インプリント用射出成型体、熱インプリント用薄膜およびその製造方法
【課題】熱インプリントによる微細加工において、パーティクル状物の発生を抑制するために、耐熱劣化性に優れ、かつ流動化時の樹脂弾性率が低く微細パターン転写性の良好な熱インプリント用樹脂、当該樹脂を用いた熱インプリント用樹脂溶液、当該樹脂を用いた熱インプリント用射出成型体、当該樹脂を用いた熱インプリント用薄膜およびその製造方法を提供する。
【解決手段】空気中、昇温速度5℃/minでの示差走査熱量計測定において、酸化に伴う発熱ピークの発熱開始温度(酸化開始温度)が、当該樹脂のガラス転移温度+35℃以上であり、窒素気流中、周波数1rad/secでの動的粘弾性率測定おいて、樹脂のガラス転移温度+35℃での複素弾性率が0.24MPa未満である熱インプリント用樹脂。また、これを用いた熱インプリント用樹脂溶液、熱インプリント用射出成型体、熱インプリント用薄膜およびその製造方法。
(もっと読む)
1 - 20 / 51
[ Back to top ]