
Fターム[4F209AG28]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 一般形状、構造物品(用途物品優先) (3,776) | 部分(細部) (474) | リブ又は突起を有するもの(←凹部、孔) (80)
Fターム[4F209AG28]に分類される特許
41 - 60 / 80
微細貫通孔構造体の製造装置、微細貫通孔構造体の製造方法、微細貫通孔構造体、液滴吐出ノズル、液滴吐出フィルタ、液滴吐出ヘッド、および液滴吐出装置

【課題】微細貫通孔構造体を効率的に製造することができる微細貫通孔構造体の製造装置、微細貫通孔構造体の製造方法、微細貫通孔構造体、液滴吐出ノズル、液滴吐出フィルタ、液滴吐出ヘッド、および液滴吐出装置を提供する。
【解決手段】 保持部材104に微細孔を穿孔する被加工体105を保持し、保持部材104に保持される被加工体105を加熱して軟化させ、被加工体105の厚みより高い突起103aが配置された転写パターンを有する金型103を加熱し、被加工体105および金型103を加熱した状態で、被加工体105の応力が軟化した被加工体105の破断応力以上かつ金型103の耐力以下となるような荷重で金型103の転写パターンを被加工体105に押し付けることにより、金型103の転写パターンに配置された突起103aによって被加工体105に微細孔を穿孔する。そして、被加工体105が硬化した後、金型103から被加工体105を取り出す。
(もっと読む)
押出成形品

【課題】輸送時に起こる押出成形品同士の擦れ、梱包状態からの引き抜き、他の物体との接触により押出成形品の表面に傷が付きにくい。
【解決手段】表面の一部又は全部に押出成形方向と同方向に連続する深さ5μm〜50μmの溝1が、該表面の押出成形方向と直交する方向に50μm〜500μmのピッチで多数連続して形成してある。
(もっと読む)
プラスチック薄膜の製造方法
【課題】貫通孔を成形すると同時に上記残膜の発生を防止することができるプラスチック薄膜の製造方法を提供する。
【解決手段】厚み方向に貫通する複数の貫通孔を備えるプラスチック薄膜の製造方法であって、材料薄膜をこの材料薄膜より塑性変形能の低い樹脂材料から形成された対向基材に積層するとともに、これら積層体を少なくとも材料薄膜の塑性変形可能温度まで加熱する加熱工程(S1)と、上記材料薄膜を、上記貫通孔を形成する押し型と上記対向基材との間で加圧して、上記押し型を上記材料薄膜に貫通させるとともに、上記対向基材に押し入れる加圧工程(S2)と、上記押し型を押し込んだ材料薄膜及び対向基材を冷却する冷却工程(S3)と、上記押し型を、上記材料薄膜及び上記対向基材から離脱させる脱型工程(S4)とを含んで構成される。
(もっと読む)
ステム付きウェブを製造する装置、およびこの装置を通じて得ることのできるステム付きウェブ
ベース・ストリップと、ストリップから突き出て、ストリップの一部を形成する少なくとも1つのステム、特に、ストリップと同じ材料製の少なくとも1つのステムとによって構成される、ステム付きウェブであって、少なくとも1つのステムが、真直軸と、真直軸に垂直な一定の断面またはベースからステムの先端へと縮小する断面とを有する、ステム付きウェブにおいて、少なくとも1つのステムが、その軸に沿って測定される高さと、ストリップの平面に平行に測定されるその最大寸法に相当する幅とを有しており、幅が、0.05mm〜0.250mmの間にあり、ステムの高さとその幅との比が、少なくとも2よりも大きく、好ましくは3以上であることを特徴とする、ステム付きウェブ。 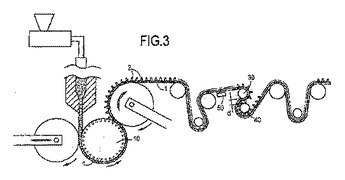 (もっと読む)
(もっと読む)
ホットメルト接着シートならびにホットメルト接着シート製造方法
【課題】接着作業性を向上させ得るホットメルト接着シートならびにその製造方法を提供することを課題としている。
【解決手段】シート状に形成され、少なくとも表面に熱可塑性樹脂を含む樹脂組成物が用いられており、前記表面を被着体に接着させて用いられるホットメルト接着シートであって、前記表面に凹凸形状が形成されていることを特徴とするホットメルト接着シートならびにホットメルト接着シートの製造方法を提供する。
(もっと読む)
成形シートの製造方法
【課題】離型性を大幅に改善し、形状品質及び生産効率に優れた凹凸形状を有する成形シートの製造方法を提供する。
【解決手段】表面に凹凸形状パターンを有するロール状成形型に電離放射線硬化樹脂を充填する塗工工程と、基材シートに前記充填された電離放射線硬化樹脂を積層して積層体を作成する積層工程と、前記基材シートと前記電離放射線硬化樹脂との積層体に対して電離放射線を照射して、前記積層体の前記電離放射線硬化樹脂を硬化する硬化工程と、前記電離放射線を前記積層体に照射しつつ前記積層体を前記ロール状成形型から分離する離型工程により成形シートの製造を行う。
(もっと読む)
周期的な構造が形成された樹脂フィルムの製造方法
【課題】周期的な微細凹凸を有する樹脂フィルムを形成する方法であって、安価かつ簡便なプロセスを提供すること。また、周期的な微細凹凸を有する樹脂フィルムを形成する方法において、樹脂フィルムの材質や、樹脂フィルムに周期的な構造を形成する材質を、多様な材料から選択することができる製造方法を提供すること。
【解決手段】周期的なドットパターンを有する樹脂フィルムを収縮するステップを含む、周期的な構造が形成された樹脂フィルムの製造方法であって、前記周期的なドットパターンを有する樹脂フィルムは、ハニカム状多孔質フィルムを鋳型として、そのハニカムパターンを転写された樹脂フィルムである製造方法。
(もっと読む)
立体モデルの製造方法及び立体モデル製造装置
【課題】立体モデルの製造方法及び立体モデル製造装置を提供する。
【解決手段】熱収縮性を有する被加工部材を用いて立体モデルを作成する立体モデル製造装置1であって、位置情報を有するドットパターンを有する被加工部材にレーザーを照射するレーザー照射部11と、ドットパターンを撮像するCCDカメラ12と、レーザー照射部11及びCCDカメラ12を被加工部材の変形に追従して移動させるアーム部16と、被加工部材のレーザー照射領域及び照射量を記憶するデータ記憶部13と、データ記憶部13に格納された情報に基づいて、レーザー照射部11、CCDカメラ12、アーム部16を制御するコントローラー14と、を有して構成されている。
(もっと読む)
管渠におけるライニング用管状体の製管装置及びその製管方法
【課題】
帯状部材を螺旋状に捲回して管状体を形成し、該形成された管状体の後方に新たに供給される帯状部材をもって該管状体を送出し形成する元押し式の製管において、帯状部材は管状体の内面側より供給され、機構の簡素化をなすとともに、所定の押込み力を導入をなしえる機構を得ること。
【解決手段】
外面ローラ2と内面ローラ3とからなり、帯状部材の閉合部位に、少なくとも1巻目と2巻目とに跨がって配される第1駆動機構部4において、外面ローラ2の1巻目に当接する外径を2巻目以後に当接する規定径の外径よりも大径となす。
(もっと読む)
筒状構造
【課題】 少なくとも一対の対向面を備えた筒状構造において、各対向面の一方の開口側端縁が比較的短い湾曲形状で他方の開口側端縁が比較的長い直線形状である場合にも、歪の発生を良好に抑制する。
【解決手段】 筒状構造の一例としてのフード部の左右側面を構成する側面部41は、先端側端縁41aの方が基端側端縁41bよりも短く、先端側端縁41aから基端側端縁41bに向かって互いの間隔が徐々に広がる複数の溝47が切削加工によって形成されている。この溝47は、いずれも全体に亘って同一深さの矩形断面を有し、隣接する溝47同士の間隔は、先端側端縁41aにおける間隔と基端側端縁41bにおける間隔との比が先端側端縁41aの長さと基端側端縁41bの長さとの比に等しくなるように徐々に広がっている。このため、先端側端縁41aを外に凸に湾曲させても基端側端縁41bが同様に湾曲してしまうのが抑制され、長期間放置しても歪が発生し難い。
(もっと読む)
多孔質PTFE層の形成方法、ならびにこの形成方法により得られる多孔質PTFE層および成型品
【課題】表面にシワや変形を発生させることなく多孔質PTFE層を簡便に形成することができ、しかも気体透過量等の性状の調節を容易に行うことが可能となる、多孔質PTFE層の形成方法を提供する。
【解決手段】本発明の多孔質PTFE層の形成方法は、(1):1枚または2枚以上の未焼成多孔質PTFEフィルムと、下記工程(2)における加熱条件に耐えうる支持体(メッシュ等からなる棒状または板状の支持体が好ましい)とを、所定の手段を用いて下記工程(2)の加熱の際にスベリが生じないように組み合わせる工程、および(2):工程(1)の結果物を150℃以上、PTFEフィルムの融点未満の温度で5〜120分間(工程(1)で熱可塑性樹脂繊維等を用いられている場合は、好ましくはその融点〜320℃の温度で10〜60分間)加熱する工程を有することを特徴とする。
(もっと読む)
包装容器用金型装置における折り込み罫線形成用面版
【課題】打抜時のダイ型上に貼り付けた面彫り用の面版の出っ張りのためにできた段差によるシート素材の歪みの発生を解消する。
【解決手段】切断刃11、罫線刃12を配設した抜型10に対向配置したダイ型20上面に固着し、抜型10とダイ型20との間で挟持したシート素材Pに対して、組み立てるべき包装容器に対応した展開形態の外形で打ち抜き分離する切断刃11の切断線と、罫線刃12のシート素材Pに対する押圧によって当該シート素材Pにおける折目線となる筋目部位を押し込む罫線溝2とを形成して成る。面版1はシート素材Pとほぼ同じ大きさであるか、少なくとも抜型10における切断刃11の縦横総刃渡りよりも大きくし、また抜型10の切断刃11をシート素材P切断後の当該面版1表面に触れた位置で停止可能にし、さらに面版1をシート素材Pとの硬度差を小さくした化成品素材によって形成する。
(もっと読む)
合成樹脂成形品のヒンジ部の構造
【課題】折り曲げに対する強度が高く、しかも折り曲げられる部分に相手物への固定部を有する合成樹脂成形品であっても、合成樹脂成形品の固定部と相手物の固定部位との位置関係のバラツキを吸収して合成樹脂成形品を正しく固定することが可能な合成樹脂成形品のヒンジ部の構造を提供する。
【解決手段】合成樹脂成形品の表面に形成された折り曲げ用溝からなるヒンジ部11において、折り曲げ用溝を、互いに平行にかつ溝幅方向に位置をずらして形成した第1折り曲げ用溝13と第2折り曲げ用溝15で構成し、第1折り曲げ用溝13と第2折り曲げ用溝15の何れか一方の溝底厚み14を他方の溝底16厚みよりも薄くした。
(もっと読む)
折り曲げ線入りプラスチックシートおよびプラスチックシートへの折り曲げ線加工方法
【課題】折り曲げ線に沿って折り曲げられた部分に長期間にわたって光が照射されても、折り曲げ部分が劣化したり強度の低下を起こしたりする心配が無く、折り曲げ線をなす均一な深さの凹溝が形成され、折り曲げ線に沿って折り曲げる作業が容易であり、シート材料が高い弾性を有しているような場合において、折り曲げ線をなす凹溝の深さをそれほど深くしなくても、折り曲げ部分の形状を保持することができるプラスチックシートを提供する。
【解決手段】プラスチックシート10の折り曲げ予定部位を押圧し圧縮して帯状に薄肉に成形し、その帯状薄肉部14を線状に押圧し圧縮して折り曲げ線12を形成した。
(もっと読む)
折り曲げ罫線入りプラスチックシート及び包装ケース
【課題】折り曲げたときの罫線部の手ざわりを良くすることができる折り曲げ罫線入りプラスチックシートの提供。
【解決手段】折り曲げ罫線となる凹溝内に、その長さ方向に沿って深い凹溝部と浅い凹溝部が設けられた構成を備えた折り曲げ罫線入りプラスチックシートにおいて、深い凹溝部と浅い凹溝部の境界線が罫線方向に対して傾斜して設けらることとした。
(もっと読む)
多孔シートの製造装置
【課題】1台のユニットによりエンボス加工処理と開孔処理とを行い、かつエンボス底面に位置ズレすることなく開孔処理が行える多孔シート製造装置とする。
【解決手段】表面に多数の凹状部11aが配置された凹側エンボスロール11と、この凹側エンボスロール11に対向配置されるとともに、表面に前記凹状部11aに対応する多数の凸状部12aが配置された凸側エンボスロール12と、前記凹側エンボスロール11に対向配置されるとともに、表面に前記凹状部11aに対応する多数のニードル状突起13aが配置されたニードルロール13とを備え、シートSを前記凹側エンボスロールと凸側エンボスロールとの間を通過させエンボス加工処理を行い、シートSの凹状エンボス加工部分を前記凹側エンボスロール11の凹状部11aに保持したまま、前記凹側エンボスロールとニードルロールとの間を通過させることによりエンボス底部に開孔処理を行う。
(もっと読む)
複合ガラス用のエンボス加工されたプラスチックシート
本発明は、少なくとも1つの面上に、突起(a)の平行に配置された列からなる表面構造を有するプラスチックシートであって、前記の突起(a)が少なくとも10%低い高さを有するウェブ(b)により相互に連結されているプラスチックシートに関する、該シートは複合ガラス積層体の製造に使用することができる。 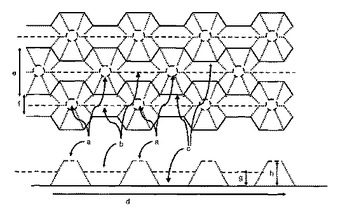 (もっと読む)
(もっと読む)
成形型からリブ付き基板を製造する方法
【課題】誘電体層の不均一性やリブの欠陥を容易に低減することができる、PDP用基板の製造装置を提供すること。
【解決手段】平板上にリブを備えたプラズマディスプレイパネル用基板を製造する装置において、平板の支持台、平板上にリブの前駆体を設けるためのリブ前駆体供給部、平板上に設けられたリブの前駆体の上に設置されるものであって、一定の間隔をあけて平行に配設された溝部を少なくとも有する可とう性の成形型、成形型に圧力を与えて、その成形型をリブの前駆体を介して平板と密着させるための成形型押圧部、そして成形型押圧部を成形型の溝部に沿って移動させるための駆動部を含んでなるように構成する。
(もっと読む)
複合建築要素の製造方法
複合建築要素(10)の製造方法は、
a)2つの繊維強化熱可塑性カバー層(14、16)間に熱可塑性コア層(12)を備える、複合建築要素(10)を提供するステップと、
b)パネル(10)の繊維強化熱可塑性カバー層(14)に1つ以上の中断部(50)を設けるステップと、
c)繊維強化熱可塑性強化層(70)を、中断部(50)上および/または付近に配置するステップと、
d)繊維強化熱可塑性壁によって画成された凹部を有する熱可塑性建築要素が得られるように、中断部(50)に沿って位置する縁を、必要な場合には、熱可塑性強化層(70)を変形する一方で、有利には同時にコア層(12)を局所的に圧縮するステップとを含んで成る。 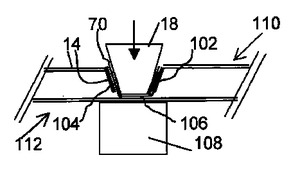 (もっと読む)
(もっと読む)
シート材加工装置およびシート材加工方法
【課題】シート材に溝や窪みを効率的かつ精度よく形成することができ、しかも、設備コストおよびランニングコストが比較的安く、さらには、削りカスの処理が不要なシート材加工装置、および、そのシート材加工装置が用いられるシート材加工方法を提供すること。
【解決手段】シート材加工装置1に、シート材7の表面に裂け目の起点となる切れ目16を形成する起点付与部3と、その搬送方向下流側にチャック延伸部5とを設ける。シート材7は、起点付与部3において、その表面に切れ目16が形成された後、チャック延伸部5において、搬送方向上流側から搬送方向下流側へ向かうに従って、各チャック13により幅方向両外側に向かって引っ張られることにより、次第に幅方向に広がるように延伸される。これによって、切れ目16が、搬送方向に沿って裂ける裂け目となって、シート材7の表面に溝17が形成される。
(もっと読む)
41 - 60 / 80
[ Back to top ]