
Fターム[4F209AG28]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 一般形状、構造物品(用途物品優先) (3,776) | 部分(細部) (474) | リブ又は突起を有するもの(←凹部、孔) (80)
Fターム[4F209AG28]に分類される特許
21 - 40 / 80
合成樹脂製シートの製造装置および製造方法
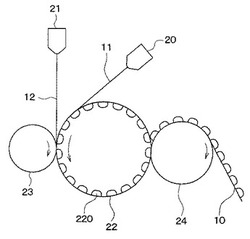
【課題】多数の突起部が形成された合成樹脂製シートの突起部表面に文字等の識別情報を設ける場合に、識別情報の安定性およびリサイクル性を向上させる。
【解決手段】外周面に突起部に対応する凹部220が形成され、凹部220の底部に配置された蓋部材に設けられた吸引口から空気を吸引可能に構成された成形ロール22に、融点以上となっている第1シート11を供給し、吸引口から空気を吸引して、成形ロール22の外周面上で第1シート11に突起部を形成する。蓋部材の表面には、視認可能な識別情報が形成されており、第1シート11を吸引する際に、蓋部材221の表面に第1シート11が押し付けられ、蓋部材221に形成された識別情報が第1シート11に転写される。
(もっと読む)
エンボスキャリアテープ及びその製造方法

【課題】
透明性が良好で、かつ形状精度および座屈強度の優れたエンボス部を有するエンボスキャリアテープ及びその製造方法を提供する。
【解決手段】
(a)スチレン系樹脂組成物を二軸延伸してなるシートをテープ状にスリットする工程と、(b)回転する円筒状の加熱器によりスリットしたテープを巻き取り、テープのエンボス部が形成される部分のみを部分的に加熱する工程と、(c)回転する円筒状の成形金型により加熱されたテープを巻き取り、ロータリー真空成形によりエンボス部を形成する工程と、を具備するエンボスキャリアテープの製造方法、及び該製造方法によって得られるエンボスキャリアテープ。
(もっと読む)
フィルム及びその製造方法
【課題】 手切れ性・直線カット性に優れたフィルムを提供する。
【解決手段】 MD方向における凹凸のJIS B 0601で規定される局部山頂間隔の平均値が8μm以下のフィルム。フィルムは、MD方向における凹凸の局部山頂間隔の平均値と、TD方向における凹凸の局部山頂間隔の平均間隔の差が2μm以上であることが好ましい。このようなフィルムは、フィルムに、超音波振発信器に取り付けられた凹凸賦形板を押し付けることにより得ることができる。
(もっと読む)
ナノインプリンティングによってリソグラフィのためのモールドを製造する方法
【課題】ポジタイプのインプリントを作るために使われるリソグラフィ技術を提供する。
【解決手段】
本発明は三次元のインプリントモールドを形成する装置であって、少なくとも、・基板であって、該基板の平面に垂直な少なくとも1つの部分を持つ少なくとも1つの交互層を有する、互いに対して選択的にエッチングされうる第1のタイプの材料と第2のタイプの材料の、基板と、・表面形態であって、少なくとも、a)前記形態のいずれかの側に配置された基板の表面に対する第1のレベルにその最上部が存在するような第1のパターンであって、これらの第1のパターンが第1のタイプの材料にあるもの、b)および、基板の前記表面に対して少なくとも第2のレベルを持ち、第1のレベルとは異なり、かつそれより低い第2のパターンであって、これらの第2のパターンが第2のタイプの材料にあるもの、を有する表面形態と、を有する装置に関する。
(もっと読む)
合成樹脂板の罫線加工用の罫線押刃およびこれを用いた打抜型
【課題】合成樹脂板に形成する溝状罫線を、1乃至複数、形成可能として、正確に折り曲げて包装用箱を組み立てることができる罫線押刃を提案する。
【解決手段】合成樹脂板の罫線加工用の罫線押刃として、熱伝導率の高い素材で構成した所定長さの棒材からなる押刃主体の一面の長さ方向に、所望形状の溝形成突条を設ける共に、前記溝形成突条の近傍の長さ方向にヒータ挿通孔を貫設した。そして、上記溝形成突条は、1本、乃至は互いに平行して複数本設けた。また、上記押刃主体の長さ方向に、さらに盗み部を設けた。また、打抜型として、板状の母型材に、箱の展開図の輪郭を描くように打抜刃を配設すると共に、その展開図の折り曲げ用罫線部分に、上記いずれかの罫線押刃を配設した。展開図における箱の側板部分に、打ち抜いた合成樹脂板の側板に凹凸部を形成するためのヒータ板を設けた。
(もっと読む)
ステッチ模様を設けた部材の製造方法
【課題】表面に該表面と異なる色のステッチ模様を設けた部材の製造方法を提供する。
【解決手段】前工程において所要形状に成形した合成樹脂製の基材10の表面に向けレーザー光を照射して、基材10の表面12を変色させてステッチ模様STの糸部20を形成すると共に、糸部20の端部には表面12から陥凹状に彫り込んだ針穴部22を形成する。なお、基材10を成形する樹脂材料には、レーザー光の照射により変色または発色する添加剤が添加されている。
(もっと読む)
針状体製造方法及び針状体複製版
【課題】本発明は、複数回の転写加工成型を好適に行なうことの出来る針状体製造方法を提供することを目的とする。
【解決手段】針状体形状が形成された針状体原版の針状体形状形成側に充填材料を充填する工程と、前記充填材料を硬化させる工程と、硬化させた前記充填材料を前記針状体原版から剥離して針状体用複製版を得る工程と、前記針状体用複製版の針状形状形成側に電離放射線を照射する工程と、を有することを特徴とする針状体用複製版の製造方法であり、さらに、該複製版を使用して針状体を複製する針状体製造方法である。
(もっと読む)
折り曲げ線入りプラスチックシートおよびプラスチックシートへの折り曲げ線加工方法
【課題】折り曲げ線の形成部位の強度が弱くなることがなく、折り曲げ線に沿って折り曲げられその折り曲げ部分に長期間にわたって光が照射されても、折り曲げ部分が劣化したり強度の低下を起こしたりすることがなく、折り曲げ線の形成部位において光線漏れが起こる心配も無く、折り曲げ線の形成部位におけるフィルムの厚みが薄くなったり折り曲げ線の形成部位に透孔が存在したりすることがなくてシート材の所望の絶縁性が保たれ、加工時に割れを生じることがなく、折り曲げ線の加工形状も比較的単純であるプラスチックシートを提供する。
【解決手段】プラスチックシート10の折り曲げ予定部位を一方の面側から見て多数の微細凹部14aが微小ピッチで線状に並び他方の面側から見て多数の微細凸部14bが微小ピッチで線状に並んだ折り曲げ線12を形成した。
(もっと読む)
芯材及びその製造方法と製造装置並びに押出成形品の製造方法
【課題】ウェザーストリップに埋設される芯材において、芯材が横断面U字状にロール成形加工される際の芯材片部の捩れ変形による不具合を防止できるようにする。
【解決手段】スリット加工により芯材素材の長手方向に所定間隔で複数のスリットを形成して各スリット間に芯材片部22を形成した後、圧延加工よりスリットを長手方向に拡大して空間部24を形成することで長手方向に芯材片部22と空間部24を交互に設けた芯材16を形成する。この際、スリット加工と同時に予備捻り加工を行って予め特定方向に芯材片部22を捻り塑性変形させることで、その後、芯材16が横断面U字状にロール成形加工されたときの芯材片部22の捩れ変形によって、予備捻り加工による芯材片部22の捻り塑性変形を矯正して芯材片部22の幅方向端末が長手方向で一直線になるように加工して、長手方向で隣り合う芯材片部22の縁部間に段差が生じることを回避する。
(もっと読む)
微細三次元構造の形成方法及び液体吐出ヘッドの製造方法
【課題】複数個のモールドを用いて複数回のプレスにより微細三次元構造を形成する。
【解決手段】まず、基板の上に、活性エネルギー線硬化性樹脂からなる樹脂層を形成する。次に、その樹脂層の上から、活性エネルギー線透過性材料で作製され、表面に凸部が形成されており、その凸部に活性エネルギー線遮蔽膜が形成された第一のモールドをプレスして、樹脂層に第一のモールドの凸部に対応した凹部を形成する。次に、第一のモールドを介して、樹脂層に活性エネルギー線を照射して、樹脂層に活性エネルギー線硬化性樹脂が硬化した領域を形成する。さらに、樹脂層の上から、活性エネルギー線透過性材料で作製され、表面に凸部が形成された第二のモールドをプレスして、活性エネルギー線硬化性樹脂が未硬化の領域に第二のモールドの凸部に対応した凹部を形成する。
(もっと読む)
排気溝形成方法、及び排気溝形成装置
【課題】高速運転、低速運転においても、排気溝を安定して形成でき、ゴムストリップ切れやエアー残りによる品質の低下を防止する。
【解決手段】 ゴム押出機により連続的に形成されかつ長さ方向に搬送されるゴムストリップの一面に、排気溝14を形成する。回転自在に枢支されかつ外周面に、周方向と交わる向きにのびる排気溝形成用の溝形成リブ20を突設した型付けローラ15を、ゴムストリップGに押し付けることにより排気溝14を形成するローラ押し付け工程を具える。前記ローラ押し付け工程は、ゴムストリップGの搬送速度Vが高速の時、型付けローラ15の押付け力Fを大に、かつ搬送速度Vが低速の時、前記押付け力Fを小に切り替える押付け力切り替えステップを有する。
(もっと読む)
微細貫通孔構造体の製造方法、微細貫通孔構造体、液滴吐出ヘッド、液滴吐出装置
【課題】型部材を破損することなく、生産性を損なわずに製造コストを軽減するとともに、高精度で微細な貫通孔を有する微細貫通孔構造体を製造する。
【解決手段】微細貫通孔構造体の製造方法において、被加工体11を保持する保持部材10と、被加工体11と対向して設けられ、被加工体11に微細貫通孔を穿孔する転写パターン13を形成した金型12とを加熱する工程であって、保持部材10と金型12の少なくともいずれか一方を、所定の加熱温度まで加熱する加熱工程と、金型12を被加工体11に押込む押込み工程と、保持部材10を加熱工程の加熱時における加熱温度より高い温度である膨張加熱温度まで加熱することで、保持部材10を膨張させる膨張工程と、保持部材10と金型12とを冷却する冷却工程と、被加工体11から金型12を引き離す離型工程と、を含むことを特徴とする。
(もっと読む)
凹凸シートの製造装置及び製造方法
【課題】効率的に凹凸シートを製造でき、製造時のエネルギー消費量の低減を図ることもできる凹凸シートの製造装置及び製造方法を提供すること。
【解決手段】本発明の凹凸シートの製造装置は、周面が凹凸形状となっている第1のロール11と、該ロール11の凹凸形状と噛み合い形状の凹凸形状を周面に有する第2のロール12とを備え、第1のロール11の凹部15内に係止材16が配設されている。本発明の凹凸シートの製造方法は、第1のロール11と第2のロール12との噛み合わせ部に第1のシート状物1を噛み込ませて第1のシート状物1を凹凸賦形し、噛み込み時に第1のロール11の凹部15内に押し込まれた第1のシート状物11の一部を該凹部15内の係止材16に係止させて、第1のロール11の周面に凹凸賦形された状態のまま保持しつつ、第2のシート状物2を、第1のロール11における凸部上に位置する第1のシート状物1と接合する。
(もっと読む)
針状体製造方法、針状体製造装置および針状体
【課題】脆性破壊および形状変形が抑制される針状体を製造できる針状体製造方法を提供することを目的とする。
【解決手段】本発明の針状体製造方法は、成形材料を結晶性ポリマーとし、加熱処理の際に、針状体形状の先鋭部に充填された成形材料を針状体形状の根元部に充填された成形材料よりも高温に維持することにより、針状体形状の先鋭部が針状体形状の根元部よりも結晶化度が高い針状体を製造できる。先鋭部の結晶化度を根元部と比べ相対的に大きくすることにより、先端部の剛性が高いために穿刺性能が高くかつ根元部に柔性が備わるため脆性破壊が抑制される針状体を提供することが出来る。
(もっと読む)
折り曲げ罫線入りプラスチックシート及びプラスチックシート用罫線刃
【課題】良好な折り曲げ特性及び柔軟性が得られ、反りや波打ち等が発生するのを抑えることができると共に、折り曲げる作業が機械的に行える折り曲げ罫線入りプラスチックシート及びそのプラスチックシート用罫線刃を提供する。
【解決手段】プラスチックシート1の折り曲げ部分に付設される折り曲げ罫線2を、その折り曲げ罫線2の底面部2bに沿って浅い溝部3を長手方向に対して所定間隔に隔てて形成すると共に、浅い溝部3よりも深い溝部4を、浅い溝部3,3間の底面部2bに沿って長手方向に対して複数形成している。その折り曲げ罫線2を付設するプラスチックシート用罫線刃6を、その罫線刃6の頂面部6bに沿って食込み量が浅い刃部7を長手方向に対して所定間隔に隔てて形成すると共に、その浅い刃部7よりも食込み量が深い刃部8を、浅い刃部7,7間の頂面部6bに沿って長手方向に対して複数形成している。
(もっと読む)
ロールプレス装置および樹脂シート
【課題】樹脂シートの表面に入り込む潤滑油が流動可能で密閉空間を形成しない油溜りを短時間で簡単に形成できるようにすることである。
【解決手段】外径面に複数の凹部1が設けられた成形ロール2と、フラットな円筒外径面の受けロール3とを平行に配置して、成形ロール2と受けロール3間のロールギャップに樹脂シートを通し、成形ロール2と受けロール3をモータ5で回転駆動して、ロールギャップでの圧縮によって、樹脂シートの表面に多数の凸部を成形することにより、これらの凸部の周囲の連なった凹部を油溜りとして、樹脂シートの表面に入り込む潤滑油が流動可能で密閉空間を形成しない油溜りを短時間で簡単に形成できるようにした。
(もっと読む)
傾斜した補強材並びにそれを形成する装置および方法
丸みを付けた肩部を有する、C字状断面のコンポーネントを形成するダイツールは、第1および第2の外側ダイであって、各外側ダイは、丸みを付けた丸め部分でフランジ部分に結合し、かつ各フランジ部分が最も外側になるように、共通軸線に沿って互いに対称的に配置した、截頭円錐状部分、並びに第1および第2外側のダイ間に配置した、円柱状の外側支持ダイを有する、該第1および第2の外側ダイを備える。ダイツールは、さらに、第1および第2の内側ダイであって、各内側ダイは、丸みを付けた丸め部分で周面に結合し、かつ円錐状表面が最も外側になるように、共通軸線に沿って互いに対称的に配置した、ほぼ円錐状の表面を有するディスク、並びに第1および第2の内側ダイ間に配置した、円柱状の内側支持ダイを有する、該第1および第2の内側ダイを備える。第1および第2の内側ダイ並びに内側支持ダイは、第1および第2の外側ダイにおけるフランジ部分間に離間させて配置し、形成すべきC字状断面のコンポーネントの所望断面に対応するキャビティを画定する。内側および外側のダイにおける、丸みを付けた丸め部分は、内側および外側のダイの周縁に沿って変化する曲率半径を有し、内側および外側のダイは、回転可能とし、これにより、キャビティにおける丸みを付けた肩部の曲率半径は、ダイが回転するに従って変化するよう構成する。 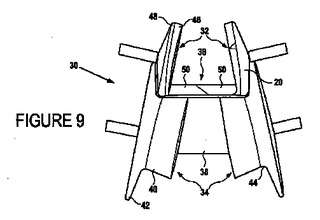 (もっと読む)
(もっと読む)
レーザーエッチング品の製造方法およびレーザーエッチング品
【課題】樹脂成形品の表面に樹脂組成物の樹脂色と異なる塗料を塗って塗膜を形成し、その塗膜の一部にレーザー光を照射して塗膜を除去してレーザーエッチング品を形成する工法では塗膜を除去した部分と除去しない部分の境界で凹部が生じてしまうが、レーザー光照射によっても、この凹部を生じさせないようにして、塗膜を除去した部分の鮮明な表示を維持でき、周囲が剥がれないレーザーエッチング品の製造方法を提供する。
【解決手段】レーザー光3照射によりレーザー光3が照射された領域が発泡する樹脂成形品1の上に加飾層2が積層された加飾成形品6に対し、表面に加飾層2が積層された側から加飾成形品6の一部にレーザー光3を照射して、レーザー光3が照射された領域の加飾層2を除去し、さらにレーザー光3の照射を継続してその領域の樹脂成形品1の表面を発泡させることにより発泡層4を形成する。
(もっと読む)
微細貫通孔構造体の製造方法、微細貫通孔構造体、液滴吐出ヘッド、液滴吐出装置
【課題】被加工体と緩衝薄膜層との固着を防止し、生産性を損なわずに製造コストを軽減するとともに、型部材を破損することなく、高精度で微細な貫通孔を有する微細貫通孔構造体を製造する。
【解決手段】保持部材10の上に、所定の加熱温度より高い軟化点を有する材料で形成された緩衝薄膜層11と被加工体12とを順に形成する形成工程と、被加工体12と、被加工体12と対向して設けられ、被加工体12に転写パターン14を形成した金型13とを加熱する工程であって、被加工体12と金型13の少なくともいずれか一方を、加熱温度まで加熱する加熱工程と、金型13を被加工体12に押込む押込み工程と、被加工体12と金型13とを冷却する冷却工程と、被加工体12から金型13を引き離す離型工程と、緩衝薄膜層11から被加工体12を引き離す離体工程と、を含むことを特徴とする。
(もっと読む)
回折微小構造体及びその製造方法
微小突起もしくは微小溝又はその組み合わせを備える回折微小構造体及びその製造方法である。微小構造体は,210℃より低いガラス転移点を有する熱可塑性炭水化物高分子又は炭水化物材料から誘導された高分子の層に形成されている。熱可塑性高分子は,好適には天然スターチ、デキストリン、天然ヘミセルロース、天然セルロース、ポリ(乳酸)、ポリラクチド、ポリカプロラクトン、スターチ誘導体、デキストリン誘導体、ヘミセルロース誘導体、セルロース誘導体及びそれらの混合物の群から選択される。本発明は,ホログラム及びバーコードなどの目視検査又は検出が可能な安全標識を製品に組み込む安価で信頼できる方法を提供する。 (もっと読む)
21 - 40 / 80
[ Back to top ]