
Fターム[4F209AJ08]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 装置又は装置部材の材料の特徴 (2,124) | 構造の特徴 (1,126)
Fターム[4F209AJ08]の下位に属するFターム
積層構造(被覆層、表面層の構造など) (490)
多孔質 (13)
Fターム[4F209AJ08]に分類される特許
81 - 100 / 623
光学シートの製造方法
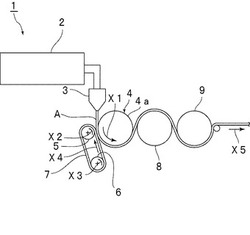
【課題】複数の光学シートを積層したときに、凸部に傷又は欠けを生じ難くすることができる光学シートの製造方法を提供する。
【解決手段】本発明に係る光学シートの製造方法は、複数の凹部と該凹部に連なる曲面状の複数の凸部とを表面に有する光学シートの製造方法である。本発明に係る光学シートの製造方法では、複数の凸部と該凸部に連なる複数の凹部とを表面に有する賦型ロール本体と、該賦型ロール本体の表面上に積層されており、かつ複数の凸部と該凸部に連なる曲面状の複数の凹部とを表面に有する離型層とを備える賦型ロール4が用いられる。本発明に係る光学シートの製造方法では、賦型ロール4の表面4a上に押出しされたシート状の熱可塑性樹脂Aを圧着させ、該シート状の熱可塑性樹脂Aに賦型ロール4の表面4aの形状を転写する。
(もっと読む)
ナノインプリント用テンプレート及びパターン転写装置

【課題】高精度な位置合わせを弊害なく実現する。
【解決手段】実施形態に係わるナノインプリント用テンプレートは、同一面に転写パターン16a及びアライメントマークAM2を備え、アライメントマークAM2は、偏光子又は位相差フィルム17により構成される。そして、ナノインプリント技術による基板上へのパターン転写時に、偏光を用いることにより、又は、光の位相差を検出することにより、基板とナノインプリント用テンプレートとの位置合わせを行う。
(もっと読む)
金型の製造方法、金型、光学機能シート、光学シート、及び映像表示装置
【課題】切れ味が良いときのバイトで切削した溝と、切れ味が悪くなってきたバイトで切削した溝とが隣り合った部分や外観の濃淡ムラが目立たない金型を製造することができる金型の製造方法、該方法によって製造される金型、該金型を用いて製造される光学機能シート、該光学機能シートを備えた光学シート、及び該光学シートを備えた映像表示装置を提供する。
【解決手段】円柱状体の外周面に平行に切削された複数の溝と、該溝間に形成された山部とを有する金型の製造方法であって、溝を切削する順番が溝の配列順と異なる、金型の製造方法、該方法によって製造される金型、該金型を用いて製造される光学機能シート、該光学機能シートを備えた光学シート、及び該光学シートを備えた映像表示装置とする。
(もっと読む)
円筒状モールドの製造方法、及びその方法に用いる装置
【課題】ナノインプリントに有利に使用することが出来る円筒状モールドの製造方法であって、高い生産性で高精度に製造する方法を提供する。
【解決手段】外周面に微細な凹凸パターンを有する円筒状モールドの製造方法であって、
光透過性の円筒部材12、及びその外周面に形成された加圧により変形可能な光硬化性転写層13からなる外側円筒部20を有する円筒状転写版50を回転させながら、
外側円筒部20の転写層13を、円筒状転写版50と同方向に移動する表面に微細な凹凸パターンを有する原版モールド70の当該微細な凹凸パターン72に押圧下に接触させ、微細な凹凸パターン72を転写層13に転写し、
前記転写と同時に、外側円周部20の内周側から、転写層13の転写領域15に紫外線を照射し、硬化させることにより、転写層13に反転凹凸パターンを連続的に形成することを特徴とする円筒状モールドの製造方法。
(もっと読む)
テンプレートチャック、インプリント装置、及びパターン形成方法
【課題】様々な厚さ、材料、形状のテンプレートの保持及び変形制御が可能なテンプレートチャック、インプリント装置、及びパターン形成方法を提供する。
【解決手段】インプリント装置用のテンプレートチャック111であって、前記テンプレートチャックは、テンプレート101の上面及び下面にそれぞれ接触させて、前記テンプレートを上下方向から挟み込むための第1及び第2の構造体401,402と、前記テンプレートの側面に接触させて、前記テンプレートを側面方向から挟み込むための複数の接触部材403とを備える。更に、前記テンプレートチャックは、前記複数の接触部材を介して前記テンプレートに応力を加えることで、前記テンプレートを変形させる変形制御装置404を備える。更に、前記第1の構造体、前記第2の構造体、及び前記複数の接触部材は、それぞれが個別に駆動可能なよう構成されている。
(もっと読む)
原版、及びそれを用いた物品の製造方法
【課題】目標とする形状に変形させるのに有利な原版を提供する。
【解決手段】転写されるパターンを有する原版であって、この原版は、負の実効ポアソン比を有する。又は、この原版は、石英板の実効ポアソン比より小さい実効ポアソン比を有する。
(もっと読む)
防眩フィルムの製造方法および防眩フィルム作製のための金型の製造方法
【課題】高い防眩効果を示しながら、白ちゃけを防止し、画像表示装置に配置してギラツキが発生せず、コントラストの低下がない防眩フィルムの凹凸形状を有する金型を製造し、その金型を用いて、優れた防眩フィルムを製造する。
【解決手段】金型用基材1の表面を研磨する研磨工程と、研磨された面に平坦部と凹部3からなる第1凹凸面4を形成する第1凹凸面形成工程と、第1凹凸面をエッチング処理によって鈍らせて第2凹凸面11を形成する第2凹凸面形成工程と、形成された第2凹凸面にクロムめっきを施すめっき工程とを含み、第1凹凸面における平坦部の占める面積をA(%)とし、凹部の平均深さをB(μm)とし、凹部の中心間直線距離の平均値をC(μm)とし、第2凹凸面形成工程におけるエッチング深さをD(μm)としたときに、特定の条件を満たすことを特徴とする防眩フィルム製造用金型の製造方法ならびに当該金型を用いた防眩フィルムの製造方法。
(もっと読む)
インプリント用離型層、インプリント用離型層付きモールド及びインプリント用離型層付きモールドの製造方法
【課題】充分な離型性を有し、元型モールド上のパターンへの被転写物の充填を良好に行い、精度良くパターンを転写させる。
【解決手段】インプリントにより所定の凹凸パターンを被転写物に転写するためのモールドに設けられる離型層において、前記モールドにおける前記凹凸パターンの凹部に前記離型層越しで前記被転写物を充填するため、エネルギーによる処理によって前記離型層の表面自由エネルギーを変動させることによる表面自由エネルギーの最適化がなされている。但し、前記エネルギーによる処理とは、熱エネルギー及び/又は光エネルギーによる処理のことである。
(もっと読む)
シームレス凹凸模様付きロールの製造方法
【課題】
工業的な規模で、表面にシームレスの凹凸模様を有するロールを安価に簡便に製造することを課題とする。
【解決手段】
円柱支持体に連続繊維を隙間なくスパイラル巻きにし、固定した後に、該スパイラル巻きした表面形状を内面に転写したシームレス凹凸模様を有する中空鋳型を作成し、該中空鋳型の内面形状を表面に転写することを特徴とするシームレス凹凸模様付きロールの製造方法。連続繊維は撚糸またはモノフィラメントのいずれでも良い。
(もっと読む)
光学フィルムの製造方法
【課題】生産性を高めるために、賦型速度を高めた場合であっても、フィルム幅方向に延びる横スジが発生し難く、かつ良好な光学性能を有する光学フィルムの製造方法を提供する。
【解決手段】溶融押出された熱可塑性樹脂フィルム6を金型ロール2と金属製無端ベルト3とで押圧することにより、前記熱可塑性樹脂フィルム6表面に微細構造を形成する光学フィルムの製造方法であって、前記熱可塑性樹脂のガラス転移温度をTgとしたときに、Tg+40℃の温度における前記金属製無端ベルト3と熱可塑性樹脂フィルム6との動摩擦係数が0.3以下であり、かつ前記金属製無端ベルト3の表面の表面粗さRaが0.2μm以下である、光学フィルムの製造方法。
(もっと読む)
パターン形成方法とナノインプリントモールドおよびナノインプリント用転写基材
【課題】モールドのパターン内部への樹脂充填性と、樹脂層に対するモールドの離型性を確保したパターン形成方法と、このパターン形成方法を利用したナノインプリント転写に使用するナノインプリントモールドとナノインプリント用転写基材とを提供する。
【解決手段】ナノインプリントモールド1を、基体2と、この基体2の一方の面2aに位置する転写形状部3と、少なくとも転写形状部3上に位置する濡れ性変化層4とを備えたものとし、濡れ性変化層4は第1の波長の光を照射することによる水に対する接触角の減少と、第2の波長の光を照射することによる水に対する接触角の増加が可逆的に起こるものとする。
(もっと読む)
ナノインプリント用モールドの製造方法およびレジストパターンの形成方法
【課題】電子線照射によるレジストパターンのドライエッチング耐性を向上させる手段において、酸素が存在する雰囲気中でも、レジストパターンの形状劣化を防止し、微細な転写パターンを形成することを可能とするナノインプリント用モールドの製造方法およびレジストパターンの形成方法を提供する
【解決手段】レジストパターン2を形成した後に、前記レジストパターンの上に、オゾンアッシングからレジストを保護する保護膜3を形成し、次に、大気中のように、酸素が存在する雰囲気中において、前記保護膜を介して前記レジストパターンに電子線4を照射し、その後、前記保護膜を除去してドライエッチング耐性が向上した前記レジストパターンを形成する。
(もっと読む)
ナノインプリント用モールドの製造方法、ナノインプリント法による樹脂パターンの製造方法、及び、ナノインプリント用モールド
【課題】樹脂部へのパターン転写の際に生じるバリに起因する悪影響を抑制することが可能なナノインプリント用モールドの製造方法等を提供する。
【解決手段】ナノインプリント用モールドの製造方法は、パターン5Pが形成された第1面5S1と、第1面5S1とは反対側の第2面5S2とを有し、紫外線が透過可能な材料からなるモールド本体部5を準備する工程と、モールド本体部5を固定するための表面3Sを有し、紫外線が透過可能な材料からなるモールド基体部3を準備する工程と、モールド本体部5の第2面5S2をモールド基体部3の表面3Sの一部に固定する工程とを備える。モールド本体部5において、第1面5S1から第2面5S2に向かう方向と垂直方向の幅が、一定、又は、第1面5S1から第2面5S2に向かうに従って減少する。
(もっと読む)
ナノインプリント用モールド
【課題】微細パターンを形成する際に生じるバリの高さを抑制することと、樹脂にパターン面を押し付ける際にモールドの基体部が樹脂に接触することを抑制することを両立することが可能なナノインプリント用モールドを提供する。
【解決手段】モールド1aは、モールド基体部3とモールド本体部5とを備える。モールド本体部5の表面5Sは、ナノインプリント用のパターン5Pが形成されたパターン面5S1と、パターン面5S1の外縁5S1X、5S1Yに沿って設けられた副表面5S2とを有する。表面3Sと垂直な方向における副表面5S2からモールド基体部3の表面3Sまでの最長距離H5S2は、モールド基体部3の表面3Sと垂直な方向におけるパターン面5S1からモールド基体部3の表面3Sまでの距離H5S1よりも短く、これらの差D5Sは、ナノインプリント用のパターン5Pの深さよりも大きい。
(もっと読む)
エンボス形成装置及びそのエンボス形成装置により製造されたフィルム
【課題】高速搬送によってエンボス形成した場合に発生する同伴エアーを低減させ、低速搬送時と同一形状を有するエンボスを形成する。
【解決手段】マットローラ31と、フィルムFをマットローラ31と挟持して搬送することで、フィルムFにエンボスを形成するエンボス形成ローラ32と、マットローラ31とフィルムFとの間に発生する同伴エアーを緩和させるエアー緩和手段とを備え、エアー緩和手段を、表面粗さ(Ra)が1.0μm≦Ra≦10μmで規定されるマットローラ31で構成した。
(もっと読む)
ナノインプリント用樹脂スタンパ及びこれを使用したナノインプリント装置
【課題】良好なスループットを維持できるように十分な光透過性を有すると共に、被転写体に対する微細パターンの転写精度に優れ、しかも繰り返し転写性にも優れるナノインプリント用樹脂スタンパ及びこれを使用したナノインプリント装置を提供する。
【解決手段】複数の重合性官能基を有する主成分としてのシルセスキオキサン誘導体と、複数の重合性官能基を有し、前記シルセスキオキサン誘導体とは別の重合性樹脂成分と、光重合開始剤とを含有する樹脂組成物の重合体からなる微細構造体層を、光透過性の支持基材上に備えるナノインプリント用樹脂スタンパ3であって、前記光重合開始剤は、前記シルセスキオキサン誘導体、及び前記重合性樹脂成分の合計の質量に対して、0.3質量%以上、3質量%以下であり、前記微細構造体層は、波長365nmの光を80%以上透過することを特徴とする。
(もっと読む)
インプリントモールドの製造方法
【課題】多段構造の寸法精度を向上したインプリントモールドの製造方法およびインプリントモールドを提供することを課題とする。
【解決手段】3次元の多段構造パターンを有するインプリントモールドの製造方法において、基板11に酸化膜12を形成する第1の工程と、第1の工程後に、感光性樹脂14を基板11に形成し、感光性樹脂14は酸化膜12を被覆する第2の工程と、感光性樹脂14をマスクにして基板11を選択的に除去して、基板11に第1凹部パターン15を形成する第3の工程と、感光性樹脂を除去した後、酸化膜12をマスクにして基板11を選択的に除去して、基板11に第2凹部パターン16を形成する第4の工程とを有することを特徴とする。
(もっと読む)
インプリントモールドの製造方法およびインプリントモールド
【課題】多段構造の寸法精度を向上したインプリントモールドの製造方法およびインプリントモールドを提供することを課題とする。
【解決手段】3次元の多段構造パターンを有するインプリントモールドの製造方法において、第1基板11を選択的に除去して第1凹部パターン14を形成する工程と、この工程で第1凹部パターン14が形成された第1基板11に、第2基板15を貼り合わせる工程と、第2基板15を選択的に除去して第2凹部パターン16を形成する工程とを有することを特徴とする。
(もっと読む)
インプリント用のテンプレート及びパターン形成方法
【課題】インプリント材料の充填速度を制御する。
【解決手段】実施形態のインプリント用のテンプレートは、一方の面に凹凸を有するパターンが形成された第1部材を備え、被加工基板上に塗布された光硬化性のインプリント材料に前記一方の面を接触させた状態で、前記第1部材の他方の面の上から照射された光により前記インプリント材料を硬化して前記パターンを前記インプリント材料に転写するインプリント用のテンプレートである。このテンプレートは、端部領域に第2部材が設けられている。前記第2部材の前記インプリント材料に対する接触角は、前記第1部材の前記インプリント材料に対する接触角より大きい。
(もっと読む)
モールドシートの製造方法
【課題】生産性が高いモールドシートの製造方法を提供する。
【解決手段】複数のエンボスパターンが形成された転写面を有する転写シートを準備し、転写シートの転写面上に、シリコーン組成物を含有する未硬化層を形成する。未硬化層が形成された転写シートを巻き取りロール105に巻き取る。未硬化層が巻き取られた巻き取りロール105を熱キュア装置200で熱処理する。このとき、未硬化層が熱硬化してモールドシートが製造される。
(もっと読む)
81 - 100 / 623
[ Back to top ]