
Fターム[4F209NK07]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 曲げ、直線化成形操作及びそのための装置 (274) | 押し付け部材を用いるもの (157)
Fターム[4F209NK07]に分類される特許
1 - 20 / 157
自由曲面の成形方法、その方法によって成形された自由曲面及びその自由曲面を用いた視覚表示装置
樹脂成形品矯正装置
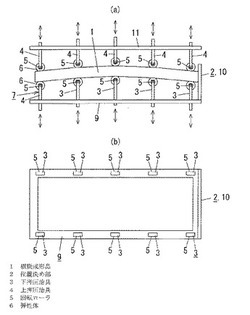
【課題】上押圧治具、下押圧治具の破損が抑制でき、所定の押さえ矯正が継続して実施可能となる。
【解決手段】成形後の冷却の際に収縮差により片面側が凸となるように反る成形直後の樹脂成形品1を矯正するための樹脂成形品1矯正装置である。前記樹脂成形品1を平面視で位置決めするための位置決め部2と、この位置決め部2で位置決めされた状態の前記樹脂成形品1を下から押し上げ支持する上下移動自在な複数の下押圧治具3と、前記樹脂成形品1を上から押圧するための上下移動自在な複数の上押圧治具4とを備える。前記下押圧治具3と上押圧治具4の各先端部に回転ローラ5を備える。下押圧治具3の回転ローラ5と上押圧治具4の回転ローラ5で前記成形直後の樹脂成形品1の上下面をそれぞれ押圧して冷却時の収縮差による反りと逆の矯正用変形を与える。
(もっと読む)
繊維強化複合板の成形方法

【課題】繊維強化複合板の少なくとも一方の面に金属板を当接させた状態で成形を行うことによって、繊維強化複合板の一部が破断したり、繊維強化複合板の一部にくびれ等の局所的不規則変形が生じたりすることがなく、繊維強化複合板を容易に、短時間で、かつ、低コストで安定的に変形させることができ、種々の形状の良質な成形品を安価で大量に生産することができるようにする。
【解決手段】繊維強化複合材から成る板状の繊維強化複合板を一対の金型を備える成形装置10によって成形する成形方法であって、前記繊維強化複合板を、その表面又は裏面の少なくとも一方に金属板を当接させた状態で、前記一対の金型の間に挟み込んで成形を行い、成形後に前記金属板を前記繊維強化複合板から取り外す。
(もっと読む)
樹脂成形体の製造方法および製造装置
【課題】縁が稜角となった樹脂成形体を簡単に形成する。
【解決手段】製造装置20では、ガイド32,42とローラ36,46,52との間に連続して繰り出される一連のシート10を通すことで、シート進行方向に沿って折り目を付けつつ該折り目で折り曲げて上方に開口する角溝部を形成し、該角溝部の少なくとも一方の側壁片に折り目を付けて該角溝部の開口と反対側に折り曲げた蓋部を形成する。角溝部に樹脂原料を注入した後に、角溝部と蓋部との間の折り目で該蓋部を折り曲げて角溝部の開口を塞ぐことで、得るべき樹脂成形体の外形に合わせた角筒状の型枠を形成して、型枠で保持した状態で樹脂原料を硬化させることで、樹脂成形体を連続的に形成する。
(もっと読む)
折板の製造方法
【課題】寸法が安定化された折板の製造方法を提供する。
【解決手段】本発明に係る折板の製造方法は、建築材料に用いられる折板の寸法を安定化させる工程を含む折板の製造方法であって、樹脂材料からなる平板を折り曲げることにより折板を形成する形成工程と、当該形成工程で形成された折板を加熱する加熱工程とを有する。加熱工程では折板の表面温度が100℃〜140℃になるまで当該折板を加熱する。形成工程では平坦な山部と谷部とが傾斜部を挟んで交互に並設された形状の折板を形成する。
(もっと読む)
金属複合体の製造方法
【課題】
金属材同士、又は金属材と他の構造材とを樹脂硬化層を介して複合化した金属複合体の製造方法であって、金属材の複雑形状への加工性と短時間での複合化を容易に達成し、且つ、接着強度に優れる金属複合体を製造可能な、製造方法を提供すること。
【解決手段】
金属材と該金属材に沿って設けられた樹脂硬化層とを備える金属複合体を製造する方法であって、特定の熱硬化性樹脂を含有するシート状基材を加熱して熱硬化性樹脂を半硬化させる第1−1の工程と、金属材をその表面温度が180℃を超えて400℃以下となるように予熱する第1−2の工程と、表面温度が180℃以下である成形金型内に、第1−1の工程を経たシート状基材と、第1−2の工程により予熱された金属材とを接するように配置または積層し、加圧により金属複合体に成形する第2の工程と、を備える、金属複合体の製造方法。
(もっと読む)
予備形成された真空絶縁パネルの曲げ
【課題】事前に製造された真空絶縁パネルの供給から始まるプロセスにおいて、真空絶縁パネルの形状を折り曲げる方法及び装置の提供。
【解決手段】事前に製造された真空絶縁パネル122の供給から始まるプロセスにおいて、真空絶縁パネルの形状を変更する。途切れのない密閉した気密被覆部によって囲まれた多孔質コア材を含む。気密被覆部は、密閉した気密被覆部が真空絶縁パネル内の圧力レベルを周囲の大気圧よりも低い状態にする(真空絶縁パネルによって真空を維持する)プロセスにおいて形成される。密閉した気密被覆部に穴を開けずに(および、真空絶縁パネル内の真空を遮断することなく)、真空絶縁パネルの外側および途切れのない多孔質コア材の表面に少なくとも一つの窪み126を形成する。このような窪みを形成した後、窪みに沿って真空絶縁パネルを折り曲げる。
(もっと読む)
樹脂段ボール板の罫線形成装置
【課題】長尺状の罫線であっても、効率的に罫線を形成する。また、加熱ローラを使用して罫線を形成する場合には、樹脂段ボール板に対する加熱ローラの移動量と該加熱ローラの回転量を等しくして回転抵抗が発生するのを回避し、罫線周縁の樹脂段ボール板が破断するのを防止する。
【解決手段】テーブル上に載置された樹脂段ボール板に対して罫線ローラを圧接しながら二次元方向へ移動して折り目になる罫線を形成する罫線形成装置において、罫線ローラには、樹脂段ボール板に対する罫線ローラの移動速度に同期した回転速度で回転する電動モータを駆動連結する。
(もっと読む)
中空板材の折り曲げ用溝加工装置及び中空板材の折り曲げ用溝加工方法
【課題】中空板材の折り曲げ用溝を短時間で、かつ、精度よく形成でき、生産性及び品質などを向上させることができる中空板材の折り曲げ用溝加工装置及び中空板材の折り曲げ用溝加工方法の提供を目的とする。
【解決手段】折り曲げ用溝加工装置1は、加熱部材2、冷却部材3、溝加工部材4を備え、加熱部材2及び溝加工部材4が気泡ボード10を加熱し、この加熱の後に、冷却部材3及び溝加工部材4が強制的に冷却することによって、折り曲げ用溝11を形成する構成としてある。
(もっと読む)
フィルタエレメント
【課題】簡易な構成で、濾過性能を損なうことなく、負圧による濾材シートの変形を抑えて濾材シート間の密着を抑制することができるフィルタエレメントを提供する。
【解決手段】フィルタエレメント10は、濾材シート11の長手方向と直交する方向に延びるように山折り部12と谷折り部13が山折りの折り線14aと谷折りの折り線14bにより交互に形成されて襞状に構成されている。そして、エアが谷折り部13側から山折り部12側へ通過するようになっている。山折り部12には折り筋16により突起17が平面菱形状に形成され、該突起17は隣り合う山折り部12に互いに対向するように形成されている。この突起17の前後には折り目18によって突起17を保持する保持部分19が形成されている。該保持部分19の少なくとも先端部19aにおける折り目18が加熱プレス加工により形成されている。
(もっと読む)
配線ダクトのダクト本体の製造方法及びダクト本体製造装置
【課題】 板状樹脂板を略樋状に形成する折曲加工の際に用いる複数の金型を1つで対応可能とする。
【解決手段】 平板状樹脂板500 のダクト本体100 の側面部120 の相当部分を折曲形成する折曲加工部600Aを備え、折曲加工部600Aは加熱された平板状樹脂板500 の側面部120 の相当部分を保持する保持ステージ610Aと、保持ステージ610Aの上側に設けられる雄型620Aと、保持ステージ610Aの下側に設けられる雌型630Aとを有し、保持ステージ210Aは側面部120 の相当部分を保持し、雌型630Aはダクト本体100 の外側幅寸法に対応した幅寸法に変更可能になった一対の雌側可動金型631Aを組み合わせて略樋状に配置され、雄型620Aは側面部120 の内側幅寸法に対応した幅寸法に変更可能になった一対の雄側可動金型621Aを組み合わせて構成され、雄型620Aが平板状樹脂板500 を上側から下側の雌型630Aに押し込んでダクト本体100 を形成する。
(もっと読む)
樹脂製連結チューブの製造方法、および樹脂製連結チューブ
【課題】樹脂チューブの開口端部同士を連結させた樹脂製連結チューブの製造技術に関し、接合強度を向上させ、もって製品品質を向上させ得る樹脂製連結チューブの製造方法、および樹脂製連結チューブを提供する。
【解決手段】樹脂製連結チューブの製造方法は、第1の樹脂チューブ20の開口端部21に第1のフランジ23を形成し、第2の樹脂チューブ50の開口端部51に第2のフランジ53を形成するフランジ形成工程と、第1の樹脂チューブの第1のフランジと第2の樹脂チューブの第2のフランジとを突き合わせた状態で第1と第2のフランジ同士を溶着させて溶着部60を形成する溶着工程とを含む。
(もっと読む)
樹脂管材の管端矯正機
【課題】構造が簡単で現場への持ち運びが容易であり、人力によって手軽に管端の矯正ができる樹脂管材の管端矯正機を提供する。
【解決手段】ベースプレート12の上面に起立配置した一対の支柱13間の途中に溝形の受けロール14を取付け、前記支柱13の上端部に上下の起伏揺動が可能となるよう取付けた揺動アーム15の途中に溝形の押さえロール16を前記受けロール14と並列する水平状態の配置で取付け、前記支柱13の上端部に対する揺動アーム15の枢止点を、前記受けロール14の軸心を通る垂直線に対してベースプレート12の前側寄りに位置させた。
(もっと読む)
多層シート
【課題】本発明の目的は、透明性、耐熱性、耐衝撃性に優れ、かつ表面硬度、耐溶剤性、耐候性等も良好であり、かつ熱曲げ加工性も良好な多層シートを提供することにある。
【解決手段】本発明は、ポリカーボネート樹脂およびポリエステル系熱可塑性エラストマーを含む層(A層)並びにアクリル系樹脂を含む層(B層)を有し、A層の少なくとも一方の面にB層が積層され、その総厚みが0.2mmを超え2mm以下の範囲にある多層シートである。
(もっと読む)
ケーブルフォーミング治具の製造方法及びケーブルフォーミング治具
【課題】ケーブルを曲げる際に、ケーブルを曲げる作業を行う作業者の心身状態や熟練度、又はケーブルの曲げる状態に依存せず、特定の曲げ方に対して同じような曲がり方となり、曲がり方の製造ばらつきを少なくし、ケーブル、及びケーブル以外の部品の損傷を防ぐことができ、更に、電気特性に与える影響を低減できるケーブルフォーミング治具の製造方法を提供する。
【解決手段】スカルピーからなる治具ベース2を用意する工程と、ケーブル3の曲げ形状に対応した形状を有するアクリル製のフォーミング型4を形成する工程と、フォーミング型4を治具ベース2に押し込んでケーブルフォーミング治具1の原型5を形成する工程と、フォーミング型4を治具ベース2から取り外す工程と、を有する方法である。
(もっと読む)
無延伸プラスチックからなる包装用成型品
【課題】平面視が種々の形状の無延伸プラスチックからなる包装用成型品について、その開口縁に縁巻き部を形成するのを可能にする。
【解決手段】包装用成型品を、椀型本体の開口縁に巻き代15を有する無延伸プラスチック製のプレ成型品pから作製する。プレ成型品pを、その本体が筒形のカーリング型21e、22dの内側になるように、かつその巻き代15の先端部がカーリング溝21g、22fに導入されるようにセットする。カーリング型をヒータ21f、22eで加熱しながら、カーリング溝21g、22fがプレ成型品pの本体の開口縁に接近するようにスライドさせる。加熱により軟化した巻き代15がプレ成型品pの本体の開口縁に向けて巻き上げられ、縁巻き部が形成される。
(もっと読む)
車両用内装部品及びその製造方法
【課題】容易に製造できるとともに、端部の端末精度を向上させつつ、外観の形状や見栄えが良好な車両用内装部品及びその製造方法を提供する。
【解決手段】本車両用内装部品(ドアトリム1)は、第1スキン層2A、樹脂発泡層2B及び第2スキン層2Cを順に備える基材2からなり、第2スキン層側の面が意匠面とされる車両用内装部品であって、その端部には、基材を第2スキン層側から第1スキン層側へ押しつぶした偏平状の舌片部3が形成され、この舌片部は、第1スキン層側に折り曲げられていることを特徴とする。また、第1スキン層側の面であって、折り曲げられた舌片部の先端が到達する位置よりも端部から離れた位置に、舌片部の厚さ寸法tよりも大きい寸法Tで第1スキン層側の面から突出するように形成された突出部4が設けられていることができる。
(もっと読む)
補強材付き帯状部材の巻き癖矯正装置および更生管の製管方法
【課題】剛性の大きな補強材付き帯状部材を用いて更生管を製管する際、輸送用ドラムから繰り出された補強材付き帯状部材の巻き癖を連続的に矯正する。
【解決手段】両側縁部に接合部が形成され、長手方向に連続する補強材が設けられた補強材付き帯状部材100を輸送用ドラムDから繰り出し、隣接する接合部同士を接合して更生管を製管するのに先立って補強材付き帯状部材の巻き癖を巻き癖矯正装置10によって矯正する。巻き癖矯正装置10は、マンホールM1に臨んで支持され、補強材付き帯状部材が挿通可能な直線状または略直線状の貫通路が形成されたガイドレーン11と、ガイドレーン11の入口側および出口側にそれぞれ回転自在に設けられた送りローラ12と、送りローラ12を回転駆動させるモータとから構成され、ガイドレーン11の貫通路に導いた補強材付き帯状部材を挟み込んで送り出し、略直線状に塑性変形させる。
(もっと読む)
ゴムシート貼付装置及びゴムシート貼付方法
【課題】精度よく、かつ層間のエア溜まりの発生を抑制しながら短時間でゴムシートを成形ドラムに貼り付け可能なゴムシートの貼付装置を提供することを目的とする。
【解決手段】ゴムシート3を搬送するコンベア2と、コンベア2によって搬送されたゴムシート3を巻き付ける成形ドラム4と、コンベア2及び成形ドラム4を相対的に離接させる離接機構8と、コンベア2、成形ドラム4及び離接機構8の駆動を制御する制御部とを備え、制御部は、離接機構8を駆動させて、コンベア2上のゴムシート3の先端を、成形ドラム4とコンベア2との間に挟み込み、その状態でコンベア2及び成形ドラム4を同時に駆動させるとともに、成形ドラムの回転周速度の方がコンベアの搬送速度よりも速くなるように制御することで、コンベア2上に載置されたゴムシート3を成形ドラム4に貼付するようにしたことを特徴とする。
(もっと読む)
植物性繊維含有ボード部材
【課題】基材を折り曲げる際に基材にヒビ割れや破断が発生することを防止ないし抑制できる植物性繊維含有ボード部材を提供する。
【解決手段】ラッゲージマット4は、ケナフ繊維とポリプロピレンを含む基材12と、当該基材12の一部が薄肉化されて構成されるヒンジ6とを備えている。ヒンジ6は、スジ状の厚肉部6aと、その厚肉部6aよりも相対的に薄肉であって、当該厚肉部6aによって隔てられた2つのスジ状の薄肉部6bとを有しており、その2つの薄肉部6bに沿って折り曲げ可能となっている。
(もっと読む)
1 - 20 / 157
[ Back to top ]