
Fターム[4F211AA11]の内容
プラスチック等のライニング、接合 (31,000) | 樹脂材料等(主成形材料) (1,608) | ポリオレフィン (318) | ポリプロピレン系 (96)
Fターム[4F211AA11]に分類される特許
21 - 40 / 96
包装材料積層体の製造方法、包装材料積層体及びそれを用いた包装体
【課題】接着剤及びアンカーコート剤を使用することなくシーラント層が積層された包装材料積層体の製造方法、包装材料積層体及びそれを用いて作製された包装体を提供する。
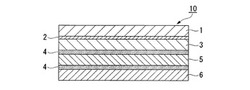
【解決手段】金属箔、金属または金属酸化物の蒸着膜、ガスバリア性を有する樹脂組成物層からなる群の中から選択された1つ以上のガスバリア層と、ヒートシール性を有する基材とを含む包装材料積層体及びその製造方法であって、該包装材料積層体10は、その片面に露出された第1の基材1と、それに隣接する熱可塑性樹脂フィルムからなる第2の基材3とが、接着剤及びアンカーコート剤を介することなく積層されてなるものであり、第1の基材1の接着面2と第2の基材3の接着面2のいずれか一方には、大気圧プラズマ処理装置を用いた表面改質により熱接着性改質層が形成され、他方にはエアコロナ処理がされた表面改質層または前記熱接着性改質層が形成されている。
(もっと読む)
合成樹脂シートのシール加工方法、袋の製造方法、シール加工装置、及び袋製造設備

【課題】内部に空洞を形成するための立体構造を有した合成樹脂シートシール加工方法、袋の製造方法、シール加工装置及び袋の製造設備を提供する。
【解決手段】内部に空洞を形成するための立体構造を有してなる合成樹脂シートを重ね合わせ、その重ね合わせた合成樹脂シートの接合すべき部位S1に超音波を作用させて前記合成樹脂シートの素材の一部を発熱させ溶融させるとともに、その接合すべき部位S1に前記空洞が潰れる方向の機械的な圧縮力を加えることによって前記合成樹脂シートの接合すべき部位S1を接合させる。
(もっと読む)
ポリプロピレン系高周波ウエルダー成形シートの成形方法
【課題】ポリプロピレン系高周波ウエルダー成形シート及びその成形方法を提供する。
【解決手段】プロピレン−エチレンブロック共重合体を用いたポリプロピレン系シートを重ね合わせた後、高周波ウエルダーを用いて、特定の条件下で成形することを特徴とする高周波ウエルダー成形シートの成形方法。(A−i)メタロセン系触媒を用いて、第1工程で、0.3〜7重量%のエチレンを含有するプロピレン−エチレンランダム共重合体成分(A1)を30〜95重量%、第2工程で、成分(A1)のエチレン含量より3〜20重量%多いエチレンを含有するプロピレン−エチレンランダム共重合体成分(A2)を5〜70重量%、逐次重合してなるプロピレン−エチレンブロック共重合体。(A−ii)MFRが0.1〜30g/10分の範囲。(A−iii)固体粘弾性測定(DMA)において、tanδ曲線が0℃以下に単一のピークを有する。
(もっと読む)
マイクロチップ基板の接合方法およびマイクロチップ
【課題】空隙部を有するマイクロチップ基板の熱融着による接合において、基板の熱変形を低減する接合方法を提供すること。
【解決手段】表面にマイクロチャネル有する第1のマイクロチップ基板と、第1のマイクロチップ基板のマイクロチャネルを有する面と密着する面を有する第2のマイクロチップ基板とを接合する方法であって、第1のマイクロチップ基板及び/又は第2のマイクロチップ基板が空隙部を有し、第1のマイクロチップ基板及び/又は第2のマイクロチップ基板がプラスチック材料からなり、空隙部に、空隙部と同様の形状を有する、プラスチック材料よりも熱膨張係数の低い素材よりなる基板を嵌め込み、加圧しながら加熱して融着するマイクロチップの接合方法。
(もっと読む)
シールを有する物品及びその物品を形成するためのプロセス
エンボス加工シールを有する物品は、少なくとも2つのウェブと、少なくとも2つのウェブの一部分を連結するエンボス加工シールと、を備え、このシールは、少なくとも2つのウェブ内に形成された共整合された同心の別個の延長要素を含み、別個の延長要素は開放基端を有する。 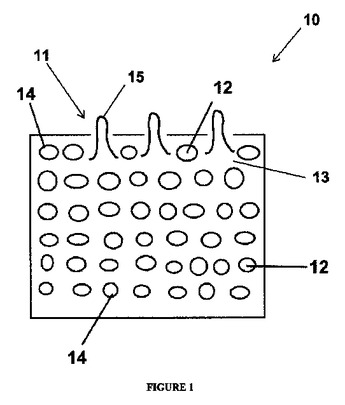 (もっと読む)
(もっと読む)
管ライニング材
【課題】構成が簡単で遮光性の高い管ライニング材を提供する。
【解決手段】管ライニング材1は光硬化性樹脂、あるいは光硬化性樹脂と熱硬化性樹脂を含浸した管状樹脂吸収材10の外表面に遮光性フィルム12を熱溶着してなる。このような構成では、管状樹脂吸収材の外表面全体が熱溶着した遮光性フィルムで被覆されるので、遮光性フィルムは、管状樹脂吸収材に対して位置ずれすることがなく、管状樹脂吸収材に含浸された光硬化性樹脂が不用意に外光に当たって硬化してしまうのを防止することができる。また、遮光性フィルムは、ポリエチレンなどの高気密性のプラスチックフィルムを製造する過程で、遮光顔料を該プラスチックフィルムに添加することにより容易に得られるので、従来から行われていたプラスチックフィルムによる被覆工程をそのまま利用して遮光性の高い管ライニング材を製造することができる。
(もっと読む)
中空耐圧成形品およびその製造方法
【課題】耐圧性と気密性とが要求される中空耐圧成形品の製造方法およびこの製造方法で得られる中空耐圧成形品を提供する。
【解決手段】少なくとも一方が開放している端部を有する筒部材の該端部を蓋部材で超音波溶着してなり、筒部材および蓋部材は、熱可塑性および結晶性を有する同じ樹脂の成形体であり、超音波溶着される接合部の筒方向断面は、一方が凸形状で、他方が凸形状の凸部に嵌合できる凹形状で、かつ凸形状の凸部先端面幅が凹形状の凹部底面幅よりも大きい形状であり、凹形状の凹部内側面の少なくとも一方の側面に凹部底面幅を凹部上面幅よりも狭くする方向の傾斜面を有し、かつ凸形状の突起高さが凹形状の溝深さよりも大きくなっており、超音波溶着は、凸部の側面と凹部の側面との接触溶融、および凸部先端面と凹部底面との接触溶融によりなされる。
(もっと読む)
溶着部材の溶着方法及び溶着部材
【課題】高い接着強度で溶着部材を成形体に溶着することができる方法を提供する。
【解決手段】溶着面3がポリプロピレン系樹脂及びポリエチレン系樹脂のうちの一方の樹脂である第1の樹脂から形成されている成形体1に、少なくとも溶着面14がポリプロピレン系樹脂及びポリエチレン系樹脂のうちの他方の樹脂である第2の樹脂から形成されている溶着部材10を溶着によって取り付ける溶着部材の溶着方法であって、第1の樹脂と同系統である樹脂からなる第1の接着樹脂層21を成形体1側に配置し、第2の樹脂と同系統である樹脂からなる第2の接着樹脂層22を溶着部材10側に配置し、成形体1の溶着面3と溶着部材10の溶着面14とを溶着させる方法であり、第1の接着樹脂層21及び第2の接着樹脂層22樹脂のうちの一方の樹脂が無水マレイン酸変性された樹脂であり、他方の樹脂がエポキシ基を有する樹脂であることを特徴としている。
(もっと読む)
金属材と樹脂材の接合方法、及び金属材と樹脂材の接合体
【課題】局部加熱を容易に実施でき、樹脂材にダメージを与えることなく金属材と樹脂材の接合体を得ることができる金属材と樹脂材の接合方法、及びそれにより接合された金属材と樹脂材の接合体を提供すること。
【解決手段】厚さ0.1mm以上の金属材1であって、その一方の面に熱可塑性樹脂よりなる膜厚0.1〜50μmの塗膜11を形成してなる当該金属材1と、塗膜11の熱可塑性樹脂と相溶可能な熱可塑性樹脂よりなり、厚みが0.1mm以上である樹脂材2とを接合する方法である。金属材1を塗膜11が形成されている面を樹脂材2側にして樹脂材2と重ね合わせ、金属材1側から円柱状の回転工具3を押し当てて回転させることにより摩擦熱を発生させ、塗膜11と樹脂材2との界面を加熱して両者を相溶させ、その後冷却し両者を一体化することにより金属材1と樹脂材2とを接合する。
(もっと読む)
多層構造緩衝材の製造方法、ダンプトラックの受け木の製造方法、多層構造緩衝材及びダンプトラックの受け木
【課題】耐久性が高く安価でありかつ衝撃吸収性に優れた多層構造緩衝材の製造方法及び多層構造緩衝材を提供する。
【解決手段】ポリエチレン、ポリプロピレンのいずれかの再生樹脂を主成分とし、その他の再生樹脂を混入した樹脂材料を押出機24,26内で混練して加熱溶融し、この加熱溶融した樹脂を、押出機に装着され、内部に発泡ポリエチレンシート55を挿入した金型40内に加圧注入し、成型することで樹脂材料を発泡ポリエチレンシート55と一体化する。
(もっと読む)
振動溶着方法
【課題】樹脂母材に対して異なる材質の2以上の樹脂ワークを1回の工程で同時に溶着することができ、十分な溶け込み深さが得られるとともに、デフォームの発生を抑制する。
【解決手段】相対的に振動をするベース板20及び振動板22により、インストルメントパネル12と収納ボックス14、及び、インストルメントパネル12とダクト部材16とを層状に挟み込んで加圧及び加振をして溶着する。ベース板20の載置部20aにはウレタン材の保護材24が設けられている。保護材24の厚みは、収納ボックス14は比較的低融点の材質であり、ダクト部材16は比較的高融点の材質である。保護材24の厚みA1、A2は、支持する箇所の樹脂ワークの材質により異なる。
(もっと読む)
振動溶着方法
【課題】溶着部における樹脂母材の傾斜角度の影響を低減して、溶着品質の向上を図るとともに、傾斜角度の異なる複数の溶着部を1回の工程で同時に溶着する。
【解決手段】相対的に振動をするベース板20及び振動板22により、インストルメントパネル12と収納ボックス14、及び、インストルメントパネル12とダクト部材16とを層状に挟み込んで加圧及び加振をして溶着する。ベース板20の載置部21a〜21fにはウレタン材の保護材24が設けられている。保護材24の厚みA2、A3及びA4は、支持する箇所におけるインストルメントパネル12と載置部21a〜21eとの接触面の傾斜角度θ1及びθ2に基づいて設定されている。
(もっと読む)
車両内装材用積層シート,ルーフライニング及びその製造方法
【課題】連続気泡の高発泡倍率ポリプロピレン系樹脂発泡ボードを芯材とした車両内装材用積層シート,ルーフライニング芯材及びその製造方法を提供する。
【解決手段】本発明は、ポリプロピレン系樹脂発泡ボード2を備えたルーフライニング芯材30に関する。ルーフライニング芯材30は板状に押出成形され、且つ連続気泡率が50%以上で、発泡倍率が10倍〜50倍であるポリプロピレン系樹脂発泡ボード2を熱板溶着法にて貼合せて構成される。
(もっと読む)
樹脂成形体の接合方法および樹脂接合体
【課題】熱可塑性樹脂成形体同士を、気密性、耐圧性、機械的強度、寸法精度、外観形状などの品質を確保しつつ接合する方法および該方法により得られた接合体を提供する。
【解決手段】熱可塑性樹脂成形体同士を超音波溶着により接合する方法であって、上記超音波溶着される接合部の断面は、一方が凸形状2aで、他方が上記凸形状2aの凸部に嵌合できる凹形状3aで、かつ上記凸形状2aの凸部先端幅が上記凹形状3aの凹部底面幅よりも大きい形状であり、上記凹形状3aの凹部内側面の少なくとも一方の側面に凹部底面幅を凹部上面幅よりも狭くする方向の傾斜面を有し、該凸部側面で超音波溶着されてなり、上記凸部先端面のエッジ部と、上記凹部内側面の傾斜面とが点接触で当接して、該当接部位より超音波溶着を開始する。
(もっと読む)
光沢を有する透明部品の製造方法
【課題】発光状態を表現する部品として、見栄えの良い光沢を有する透明部品を製造する方法を提供する。
【解決手段】透明部品の製造方法であって、ホログラムシートをラミネート加工する加工工程と、前記ラミネート加工がなされたシートに凹凸を付加する成形工程と、前記成形がなされたシートを、所定形状に切り抜く切抜工程とを備えることを特徴とする。
(もっと読む)
一軸延伸されたプラスチックテープからなるコーテッドファブリック、およびそのファブリックから製造される袋
コーテッドファブリック(11,11')は、一軸延伸されたポリマーテープ(12a,12b)、特に、ポリオレフィンまたはポリエステルテープ、好適には、ポリプロピレンまたはテレフタル酸ポリエチレンからなるファブリック(12)を備える。ファブリック(12)は、熱可塑性材料からなる密封層13に被覆されており、当該材料の融点は、ファブリックテープ材料の結晶子融点よりも低い。コーテッドファブリック(11,11')は、熱風溶接、超音波溶接、加熱工具による溶接、または、赤外線溶接またはレーザービーム溶接に最適である。  (もっと読む)
(もっと読む)
接着剤配合及び多層アセンブリ
本願に記載の発明は、様々な用途のための接着剤配合及び多層アセンブリの製造におけるその使用に関する。  (もっと読む)
(もっと読む)
複合成形体
【課題】熱可塑性エラストマー組成物からなる成形体とポリプロピレン系樹脂からなる成形体とが、振動溶着により強固に接合されて一体化されてなる複合成形体を提供する。
【解決手段】以下の要件を満たすポリプロピレン系樹脂(A)からなる成形体2と熱可塑性エラストマー組成物(B)からなる成形体1とが、振動溶着により一体化されてなる複合成形体。(A):曲げ弾性率が1000MPa以上であり、示差走査熱量計により測定される融解ピーク温度が160℃以上であるポリプロピレン系樹脂。(B):前記ポリプロピレン系樹脂(A)の融解ピーク温度との差が10℃以下の融解ピーク温度を有するポリプロピレン系重合体と、エチレン−プロピレン系共重合体ゴムとを含有し、曲げ弾性率が150〜800MPaである熱可塑性エラストマー組成物。
(もっと読む)
筒状シュリンクラベル、筒状シュリンクラベル付き容器およびこれらの製造方法
【課題】着色フィルムや厚手フィルムを超音波溶着してなる生産性に優れる筒状シュリンクラベルを提供する。
【解決手段】縦一軸延伸した熱収縮性基材フィルムを延伸方向の所定サイズに切断してラベルを切り出し、前記ラベルを筒状に成形して前記切断した両端を重ね、前記重ね部を超音波で溶着することを特徴とする。熱収縮率および接着強度に優れる。
(もっと読む)
筒状シュリンクラベル、筒状シュリンクラベル付き容器およびこれらの製造方法
【課題】炭酸ガスレーザー光で溶着してなる生産性に優れる筒状シュリンクラベルを提供する。
【解決手段】縦一軸延伸した熱収縮性基材フィルムを延伸方向の所定サイズに切断してラベルを切り出し、前記ラベルを筒状に成形して前記切断した両端を重ね、前記重ね部を炭酸ガスレーザー光で溶着することを特徴とする。筒状シュリンクラベル熱収縮率および接着強度に優れる。
(もっと読む)
21 - 40 / 96
[ Back to top ]