
Fターム[4F211SD01]の内容
プラスチック等のライニング、接合 (31,000) | ライニング材料の形態、特徴 (982) | シート、帯状材料 (286)
Fターム[4F211SD01]の下位に属するFターム
Fターム[4F211SD01]に分類される特許
1 - 20 / 282
熱ラミネート装置
ラミネート装置
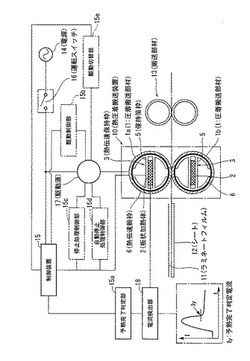
【課題】温度検出器を用いずに、ラミネート温度の立ち上がり速度を早くし、かつ、ラミネート温度を安定的に維持する。
【解決手段】少なくともラミネートフィルム11とシート12とを重ねて搬送しながら熱圧着する熱圧着搬送装置10と、熱圧着搬送装置10を制御する制御装置15と、運転時に電源14からの電力を通電する運転スイッチ16と、を備え、熱圧着搬送装置10として、対構成の圧着搬送部材1の少なくとも一方にPTCサーミスタが含まれる板状加熱体2を組み込み、制御装置15として、運転時にPTCサーミスタへの通電に伴う電流値を検出する電流検出器18と、電流検出器18にて検出される電流値が立上り変化してピークを経た後に立下り変化して所定の値に至った条件下で、圧着搬送部材1の表面温度がラミネート可能な温度に至る予熱完了状態を判定する予熱完了判定部15aと、を有する。
(もっと読む)
既設管更生部材

【課題】伸縮機能を持つとともに耐薬品性に優れた既設管更生部材を実現する。
【解決手段】既設管の内面に沿って、螺旋状に巻回または、既設管の長手方向に設置されるとともに、隣接する既設管更生部材の幅方向側縁と嵌合することによって、既設管の内部に内管を形成するようになっており、伸縮部が備えられている既設管更生部材であって、当該伸縮部はポリオレフィン系樹脂で構成されている。
(もっと読む)
フィルムラミネート装置及びフィルムラミネート方法
【課題】ラミネートされたフィルムの安定性や品質を向上し、回路基板上のラミネートされたフィルムの歩留まり率をさらに増加すること。
【解決手段】本発明にかかるフィルムラミネート装置は、フィルムをラミネートするための少なくとも1つの回路基板を運搬するラミネートプラットフォームと、フィルムのラミネート前後にラミネートプラットフォーム上の回路基板の品質を検出する光検出器と、を備える。フィルムのラミネート前に回路基板に付着されたほこりの状態と、フィルムのラミネート後の回路基板上で生じた気泡の状態とを検出するためのフィルムラミネート装置上の検出デバイスを利用する。
(もっと読む)
ラミネーターによる切断方法及びラミネーター
【課題】より確実にラミネートフィルムを切断することができるラミネーターの切断方法を得る。
【解決手段】前後端部を重ねた不連続な紙葉体と、長尺ラミネートフィルムを重ね合わせて接着し、この紙葉体接着長尺フィルムを複数対のニップローラの間で搬送し、前後の紙葉体の重なり部分において長尺ラミネートフィルムに切り込みFCを入れ、同切り込みを入れた後、複数対のニップローラの間で、紙葉体接着長尺フィルムの移送平面に交差させて切断ローラを移動させて紙葉体接着長尺フィルムのラミネートフィルムを切断するラミネーターによる切断方法において、切断ローラが紙葉体接着長尺フィルムFS移送平面を横切るときに、切断ローラよりも下流側に位置するニップローラ21,22による同フィルムの送り速度を同切断ローラよりも上流側のニップローラ21,22による送り速度よりも高速化する。
(もっと読む)
フィルム貼付装置
【課題】貼り付け位置精度が極めて高いフィルム貼付装置を提供する。
【解決手段】本発明に係るフィルム貼付装置1は、傾動機構7がフィルム保持ステージ4を傾動させて、接着面が露出したフィルム部材21の貼始端とパネル部材20とを接触させることにより、パネル部材20に対するフィルム部材21の貼り付け位置を確定させた後、貼始端保持部分4aを退避させ、さらにその後、貼始端保持部分4aが退避したことによりできたスペースにローラ8aを移動させて、フィルム部材21をパネル部材20に押し付けることを特徴とする。
(もっと読む)
管壁穴部の被覆方法、加圧加熱治具、及び管体の接続方法
【課題】本発明は、簡単な作業にて、管体の管壁に生じた穴部を被覆することができる新規な管壁穴部の被覆方法及び、簡単な作業にて、管体間に生じた継ぎ目を被覆すると共に隣接する管体同士を接続することができる新規な管体の接続方法を提供することを目的とする。
【解決手段】管体100における穴部101が生じている部分に対し、熱可塑性樹脂からなる板状の被覆部材1の一面12を、前記管体100内壁面側からあてがうことによって、前記穴部101を覆い、前記被覆部材1を、前記管体100の内壁面に向かって他面13側から加圧すると共に前記被覆部材1の融点以上の温度で加熱することによって、前記被覆部材1を、前記穴部101を覆った状態で、前記管体100の内壁面に溶着する。
(もっと読む)
ラミネート装置用の熱板
【課題】ラミネート加工中の熱板面内の温度を均一にできるような熱板及びその熱板を使用したラミネート装置を提供することを目的とする。
【解決手段】本発明のラミネート装置用の熱板は、押圧部材により仕切られた上チャンバと下チャンバとを有し、その下チャンバに設けられた熱板20上に被加工物10を配置し、前記熱板20により加熱した前記被加工物10を、前記下チャンバを真空とし前記上チャンバに大気を導入し前記熱板20と前記押圧部材とで挟圧してラミネートするラミネート装置用の熱板であって、前記熱板20内に、ヒータ203又は、ヒータ203及びヒートパイプ204を対として複数組設け、さらに前記熱板20には、前記熱板に載置される被加工物の搬送方向に3箇所以上に温度センサ207を設け、前記熱板面内の温度分布を均一にする。
(もっと読む)
ライニング材
【課題】 地盤沈下等の発生時や地震等の災害時にも、管路がその機能を維持することのできるライニング材を提供する。
【解決手段】 一実施形態としてのライニング材1は、液状の硬化性樹脂を主剤とする母材樹脂を含浸する樹脂含浸層2と、強化繊維材料からなるシート状基材31を当該ライニング材1の軸方向に沿ってオーバーラップするように配設した強化繊維基材層3と、不透水性表面材で被覆された繊維布帛からなる被覆保護層4とを備える。被覆保護層4は、繊維布帛41の少なくとも片面に不透水性表面材を積層し、加熱融着することにより、繊維布帛の厚みTに対し不透水性表面材が1/2T以上の厚みを具備するように接合一体化されている。
(もっと読む)
ライニング装置およびそれを用いたライニング方法
【構成】 ライニング装置10は、走行ユニット12に支持されるガイドフレーム14、およびガイドフレーム14上を移動可能な製管ユニット16を備えている。既設管200内にライニング管206を製管する際には、走行ユニット12を作動させるとともに、製管ユニット16にガイドフレーム14上を所定の速度で移動させる。そして、押し付けユニット84の押し付け手段112,114,116,124によってストリップ202を既設管内面との間に挟み込ん既設管200の内面に押し付けるとともに、押し付けユニットの後方を移動する嵌合ユニット82の嵌合手段98,100,102,106によって、押し付け手段112,114,116,124が既設管200内面に押し付けたストリップ202と、これに隣接するライニング管206とを嵌合させる。
【効果】 非円形の既設管に対しても、既設管の内面に密着させたライニング管を製管することが可能になる。
(もっと読む)
ライニング装置およびそれを用いたライニング方法
【構成】 ライニング装置10は、ガイドフレーム14を備え、このガイドフレーム14には、ガイドフレーム14上を移動可能な製管ユニット16が装着される。製管ユニット16は、ガイドフレーム14上を所定の速度で移動し、ストリップ202を既設管200内面に沿わせるとともに、そのストリップ202と、製管された後のライニング管206のストリップ202とをジョイナ204で接合する。また、ガイドフレーム14には、製管ユニット16よりも後方に、コーナ押さえユニット58が設けられる。コーナ押さえユニット58は、既設管200の角部208において、ライニング管206を押さえ付ける。
【効果】 ライニングによる断面縮小率を小さくすることができる。
(もっと読む)
鋼管内周の劣化部分を補修する補修機及び当該補修機を用いた補修方法
【課題】この発明は、鋼管の内部に導通する、著しく狭隘な挿入口から挿入可能であり、施工品質及び施工後の劣化進度を管理可能な補修機及び当該補修機を用いた補修方法の提供を目的とする。
【解決手段】鋼管内周の劣化部分を補修する補修機において、当該補修機は少なくとも、内部に空気が充填されると中央部が自身の直径方向に拡張する略筒状の弾性体1と、両端部が弾性体1の両端部に夫々固着され、弾性体1の外周に、弾性体1の直径方向への拡張に伴って中央部が直径方向に拡がるように巻き付けられている剥離シート2とからなり、弾性体1の両端部には、楕円形状の金具5が夫々設けられ、剥離シート2上には、一定時間の押圧により接着する硬化性樹脂が含浸されたライニング材7が固定され、内部に空気が充填されることにより弾性体1が直径方向に拡張すると、剥離シート2から離れてライニング材7が鋼管内周の劣化部分に圧着する構成とした。
(もっと読む)
複合管の製造方法、製造装置
【課題】大口径複合管を安価で短期間に製造する方法を提供する。
【解決手段】押出機で押出したポリエチレン管を切断し、切断したポリエチレン管1に端
末部材3a、3bおよびギア5を取り付けた端末処理管10を準備する。この端末処理管10を複合管製造装置20にセットし、端末処理管10の端末部材3aにテープフィーダ21から繰り出されるテープ端末を固定し、端末部材3aに取り付けたギア5を介して外部より端末処理管10を回転させるとともに、テープフィーダ21を端末処理管10に沿わせて移動させることによりテープをポリエチレン管1に巻き付け複合管を製造する。
(もっと読む)
ラミネート装置及びこれを用いた太陽電池モジュールの製造方法
【課題】太陽電池モジュールの構成部材をラミネートするときに、構成部材同士のズレや、ガラス基板の割れ等の問題を防止することができるラミネート装置及びこれを用いた太陽電池モジュールの製造方法を提供する。
【解決手段】太陽電池モジュールの構成部材が重ね合わされた被加工物80をヒータ板40上に載置し、該ヒータ板で前記被加工物80を加熱しながら可撓性シート20を下降させて上方から加圧することにより前記被加工物80をラミネート加工するラミネート加工工程を行うラミネート装置において、前記ヒータ板40と前記可撓性シート20との間の前記被加工物80の周囲のいずれかの箇所に、前記ラミネート加工工程中に前記可撓性シート20が前記被加工物の上面端部から垂れ下がることを防止するスペーサ50を設けたことを特徴とする。
(もっと読む)
ラミネート装置用真空ポンプシステム及びその真空ポンプシステムを用いたラミネート装置
【課題】本発明は、ラミネート装置用の真空ポンプシステムにおいて、オイル交換の周期が長く、そのメンテナンス周期が長く、しかも安価な真空ポンプを使用したラミネート装置用の真空ポンプシステムを提供することを目的としている。
【解決手段】ラミネート装置用の真空ポンプシステムを、上チャンバと下チャンバを真空引きする真空ポンプとして水封式真空ポンプおよび油回転式ポンプを配置し、真空引きの工程を2段階に分け、一段目の真空引きにおいては水封式真空ポンプを使用し、二段目の真空引きの工程は油気回転式真空ポンプを使用する構成とした。
(もっと読む)
複合管、及び複合管の製造方法
【課題】シート状部材の端部同士の接合を行わなくても、このシート状部材を管体の外周面を覆った状態で保持することが可能な複合管、及びこの複合管の製造方法を提供する。
【解決手段】複合管10は、管体12と、管体12の外周面を覆うシート状部材14と、シート状部材14の全外周面を覆う継ぎ目のない保持層16とによって構成されている。これにより、シート状部材14の端部が保持層16によって覆われるので、シート状部材14の端部同士の接合を行わなくても、このシート状部材14を管体12の外周面を覆った状態で保持することができる。
(もっと読む)
積層フィルムの製造方法
【課題】接着剤やアンカーコート剤を使用したときと同レベルの膜接着強度を有し、かつ接着層に由来する溶出物が一切ないクリーンな積層体を製造する。
【解決手段】第1の樹脂フィルムの表面に、窒素ガスを含み、実質的に酸素ガスを含まない窒素ガス雰囲気下のコロナ放電処理により表面処理を行う第1処理工程と、第2の樹脂フィルムの表面に、酸素ガスおよび/または窒素ガスを含む雰囲気下で、コロナ放電処理により表面処理を行う第2処理工程と、第1の樹脂フィルムの前記表面処理が行われた面に、第2の樹脂フィルムの前記表面処理が行われた面を重ね合わせて、2枚の樹脂フィルムを重ね合わせた状態で加熱して樹脂を軟化ないしは溶融させることにより熱ラミネートする積層工程とを含む積層フィルムの製造方法。
(もっと読む)
太陽電池モジュールの製造方法、および該製造方法によって製造した太陽電池モジュール
【課題】太陽電池モジュール裏面のバックシートのシワの発生を防止することができる製造方法、ならびに該製造方法で製造した太陽電池モジュールを提供すること。
【解決手段】本発明に係るラミネート装置1においては、ステージ6上に被ラミネート体である太陽電池モジュール10が複数載置されているが、各太陽電池モジュール10は上チャンバ2において梁部材15が設けられていない位置に対応するステージ6上の位置のみに載置されている。すなわち、各太陽電池モジュール10はパンチングメタル3が備えた梁部材15の直下にならぬように載置されている。
(もっと読む)
グラビア印刷フィルムによる織り布地のラミネート方法と装置及びその織り布地を使用した袋物
【課題】グラビア印刷フィルムで織り布地をラミネートすることができ、接着強度に優れ、縫製加工にも耐え得るグラビア印刷フィルムによる織り布地のラミネート方法を提供する。
【解決手段】織り布地の織目に感圧接着剤を介して熱可塑性ポリウレタン樹脂を熱圧着する樹脂圧着工程100を設定する。該織り布地の接着された熱可塑性ポリウレタン樹脂がわに感圧接着剤を介してグラビア印刷を施した延伸フィルムを重ね合わせるフィルム重合工程200を設定する。重合した織り布地と延伸フィルムとを熱圧着する接着工程300を設定する。織り布地に圧着した延伸フィルムを冷却する冷却工程400を設定する。これらの工程で織り布地にグラビア印刷フィルムによるラミネートを施す。
(もっと読む)
ガスタンクの製造方法及び製造装置
【課題】繊維配設工程の作業性を向上できて、この工程に要する時間を短縮でき、その上で、ライナーの交換作業を容易化することが可能なガスタンクの製造方法及び製造装置を提供する。
【解決手段】複数の繊維20を支持するヘリカルユニットをライナーの外側で移動させることによりライナーの周囲に複数の繊維20を配設する繊維配設工程と、切断用リング40により複数の繊維20をライナーに配設された既設部とヘリカルユニットとの間で切断する切断工程とを有し、切断工程にて切断用リング40により複数の繊維20の切断位置よりもヘリカルユニット側を吸着保持した状態で次のライナーに対する繊維配設工程を行う。
(もっと読む)
1 - 20 / 282
[ Back to top ]