
Fターム[4F211SD01]の内容
プラスチック等のライニング、接合 (31,000) | ライニング材料の形態、特徴 (982) | シート、帯状材料 (286)
Fターム[4F211SD01]の下位に属するFターム
Fターム[4F211SD01]に分類される特許
21 - 40 / 282
表皮材の貼り付け装置および貼り付け方法
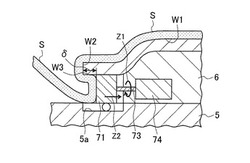
【課題】基材の端部に浮き等を生じさせることなく、精緻で綺麗に表皮材を基材の表面から裏面まで貼り付けることのできる表皮材の貼り付け装置と貼り付け方法を提供する。
【解決手段】少なくとも基材Wの表面W1に表皮材Sが貼り付けられた該基材Wを支持する治具6を具備する載置台5と、載置台5上で治具6の側方にてスライド自在な入れ子71と、入れ子71のスライドの駆動制御を実行する制御手段と、を少なくとも備え、表皮材Sが基材Wの表面W1から入れ子71の端面71aに貼り付けられた状態で入れ子71がスライドして表皮材Sを基材Wの表面W1から裏面W3に亘って貼り付けるようになっている貼り付け装置10である。
(もっと読む)
エアープレッシングによるラミネーティング装置及びそのラミネーティング方法

【課題】ラミネーティング過程で発生する接触面上の気泡を除去できるようなエアープレッシングパターンを形成できるラミネーティング装置及びそのラミネーティング方法を提供する。
【解決手段】ラミネーティング装置は、キャリア装置及び正圧プレス装置を含み、キャリア装置は、被加工物である基板などを収容し、真空を形成して基板と基板とを固定圧着させ、正圧プレス装置は、キャリア装置の弾性膜に向かってエアーを噴射して基板間の接着力を高めると同時に、噴射されたエアーがまるで基板をその中心から縁部に掃き出すような効果を持たせることによって、ラミネーティング過程で発生しうる基板間の気泡を除去する。このようなエアープレッシングによる加圧では、基板などをチャンバーではなく別の移送可能なキャリア装置に収容するため、正圧プレス装置が複数個のキャリア装置に対して反復的なエアープレッシング工程を行うことができる。
(もっと読む)
液晶表示素子の連続製造システムおよび液晶表示素子の連続製造方法
【課題】貼付時に偏光フィルムのシート片が振動することを抑制して貼付気泡の発生を防ぐことを目的とする。
【解決手段】キャリアフィルムからシート片を粘着剤とともに剥離する剥離手段と、キャリアフィルムを巻き取る巻取手段と、シート片を粘着剤を介して液晶パネルに貼り付けて液晶表示素子を形成する貼付手段と、貼付処理の貼付速度(Vh(t))が、剥離手段で剥離されるキャリアフィルムの搬送速度(Vs(t))より速く、かつ、貼付位置から剥離手段の先端部までの間で、貼付中のシート片に生じた撓みがなくなるように、貼付速度(Vh(t))およびキャリアフィルムの搬送速度(Vs(t))を設定し、および貼付位置から剥離手段の先端部までの距離(L)が、剥離手段の先端部からキャリアフィルムが折り返された部分である屈曲部までの距離(Ls)より長くなるように巻取手段および貼付手段の搬送速度を制御する。
(もっと読む)
シート圧着方法及びシート圧着装置
【課題】シートを圧着する場合に、シート間に隙間が発生しにくいシート圧着方法及びシート圧着装置を提供する。
【解決手段】第1工程にて、容器11内にて第1のシートと第2のシート9とを積層し、弾性部材内部空間19(ゴム部材51内)と容器内部空間とを真空状態とする。その後、第2工程にて、弾性部材内部空間19の真空度を容器内部空間の真空度よりも低下させることにより、ゴム部材51の中央部を下降させて、両シートの中央部の表面に接触させる。その後、第3工程にて、ゴム部材51内に加圧空気を供給する。これにより、ゴム部材51が第2のシート9の表面を押圧する面積が増加し、第2のシート9の表面全体を押圧して両シートを圧着する。
(もっと読む)
管路内周側構造体および管路内周面裏打工法
【課題】光ファイバの摩耗や断線などの損傷を防止した管路内周側構造体を提供する。
【解決手段】地中に埋設された延在する管路20の内周面を樹脂が含浸された裏打材11で裏打ちした管路内周側構造体10において、管路内周側構造体10は、裏打材11と管路20の内周面との間で管路20の延在方向に延びる光ファイバ12、および光ファイバ12と管路20の内周面との間で管路20の延在方向に延びた保護部材13とを有する。
(もっと読む)
フィルム成型装置及びフィルム成型方法
【課題】物品の大きさ、形状、数に限らず、より均質で、追従性のよいフィルムラミネートが可能なフィルム成型装置とその方法を提供する。
【解決手段】加熱手段50を備えた真空または加圧状態に保持可能な第1チャンバー10と、第1チャンバー10に対向して、接合または離間可能に配置され、物品を載置する稼動可能な載置台60を備えた、真空または加圧状態に保持可能な第2チャンバー20と、第1チャンバー10と第2チャンバー20間に配置され、フィルムを保持する枠状のフィルム保持部材30と、フィルムを物品表面にラミネートを行う際に、当該フィルムの浮き上がりを抑制するフィルム押圧部を持つフィルム補助押圧治具40とを有する、フィルム成型装置100。
(もっと読む)
ラミネート装置及びシートの切断装置
【課題】
切断位置を検知するセンサー及び複雑な構成のカッター装置を不要とした、安価で構造が簡単なラミネート装置を提供する。
【解決手段】
ラミネート装置1は、シート片Aを送る送り部35と、ラミネートフィルムPに小孔P1を形成する穿孔手段16と、シート片Aの表面にラミネートフィルムPを熱圧着する熱圧着部40と、シート片Aを切断部50側へ引き出す引出部45と、シート片A間のラミネートフィルムPを切断する切断部50と、切断されたシート片Aを装置本体2外に排出する排出部75とを有する。切断部50の切断手段51は、駆動モータ81の動力が摩擦力を介して伝達される切断軸60を有する。切断軸60は、シート片Aが熱圧着されたラミネートフィルムP上では切断することがなく、シート片Aが熱圧着されていないラミネートフィルムP上では摩擦力が切断力を上回ってラミネートフィルムPを切断する。
(もっと読む)
管継手への吸水膨張性不織布の取付方法
【課題】既に成形されている管継手の内周面に、吸水膨張性不織布をきっちりと沿わせながら精度良く取り付けることができる管継手への吸水膨張性不織布の取付方法を提供する。
【解決手段】
この取付方法は、吸水膨張性不織布52を内周面に巻き付けた管継手53を支持部材71によって支持するとともに、この管継手53の内側に複数の分割型材82・・からなる内金型81を挿入して、管継手53の吸水膨張性不織布52全周に亘って内金型81の分割型材82・・を数回に分けて押し付けることで、吸水膨張性不織布52を管継手53の内周面に一体的に取り付ける。この分割型材82・・の各回の押し付けに際して、各回の押し付け部位を管継手53の内周面に沿った周方向にずらしながら部分的にオーバーラップさせる。
(もっと読む)
ラミネート装置、ダイヤフラム引っ張り治具およびダイヤフラム取付方法
【課題】少人数で安全にダイヤフラムを取り付けるためのダイヤフラム引っ張り治具、このダイヤフラム引っ張り治具を取付可能なラミネート装置、および、ダイヤフラムの取付方法を提供する。
【解決手段】引っ張り治具200は、ベース21と、下プレート22と、上プレート23と、2つの下方圧え型トグルクランプ24と、押し引きトグルクランプ25と、固定ピン26と、回転防止ピン27とを備えている。引っ張り治具200を用いてダイヤフラム8を引っ張って固定する。1つずつ引っ張り治具200にダイヤフラム8を固定していくことで、少人数で、かつ、皺が生じることなく、ダイヤフラム8の取付作業を行える。また、引っ張り治具200でダイヤフラム8を固定するため、作業者がラミネート装置100から離れた状態で上ケース7を下降させて、ダイヤフラム8を上ケース7に取り付けることができ、安全に取付作業を行える。
(もっと読む)
ラミネート処理方法
【課題】ラミネート処理のスループットを向上させる。
【解決手段】まず、被保護部材である太陽電池セルをラミネート用の保護フィルムで挟んでプレス式のラミネート装置100内に配置する。次いで、保護フィルムを加熱するとともに、保護フィルムの温度がこの保護フィルムの軟化点以上である第1の温度になったときに、保護フィルム及び太陽電池セルのプレスを開始する。そして保護フィルム及び被保護部材をプレスしたまま、保護フィルムを、第1の温度よりも高い第2の温度(目標温度)に保持する。
(もっと読む)
ラミネート装置
【課題】装置の高さを抑えて、メンテナンス性を向上させ、コストを削減すると共に、被ラミネート体の品質低下を防止するラミネート装置を提供する。
【解決手段】ラミネート装置1は、ダイアフラムが取り付けられた上ケースと、下ケースとを用いて内部に前記ダイアフラムによって仕切られた上下のチャンバを形成し、被ラミネート体を加熱し、前記ダイアフラムによって前記被ラミネート体を狭圧することによりラミネート加工を行うラミネート部2、3を上下方向に複数備えるラミネート装置であって、ラミネート部2の上ケース22と、ラミネート部3の下ケース31とは一体的に構成され、上ケース22の下側及び下ケース31の上側を通過する無端状のシート101を備える。
(もっと読む)
コイルローラ
【課題】本発明は、プロファイルコイルから帯状部材を引き出す作業のために配された作業員によって、プロファイルコイルの回転状態を制御することを可能にする新規なコイルローラを提供することを目的とする。
【解決手段】更生管40の製管作業中において、円周方向に回転するプロファイルコイル10の回転状態を、フットスイッチ61が備えられた遠隔操作装置6を介して決定できるようにする。
(もっと読む)
既設管の更生方法、配管捌き機、圧送ポンプ、及び裏込め材供給装置
【課題】本発明は、地上と既設管との高低差が大きい場合であっても、配管輸送によって一定粘度の高粘度モルタルの注入を行うことができる新規な既設管の更生方法及び製管装置構造を提供することを目的とする。
【解決手段】低粘度モルタルとこの低粘度モルタルの粘度を増加させる添加剤とを裏込め材注入機10に供給する各配管22、23の経路中、立坑202に沿って垂下する位置において一軸偏心ねじ式ポンプ5を各々組み込み、各一軸偏心ねじ式ポンプ5をそれぞれ作動させることによって低粘度モルタルと添加剤とを裏込め材注入機10に輸送する。
(もっと読む)
スクレーパ装置、ラミネート装置およびラミネート装置の制御方法
【課題】剥離シートに付着した付着物を除去できるスクレーパ装置、ラミネート装置およびラミネート装置の制御方法を提供する。
【解決手段】スクレーパ装置11は、掻き取り部41と、インデックスプランジャ42と、ホルダ43と、ホルダプレート44と、アルミフレーム取付用プレート37と、回転機構46,47とを有する。掻き取り部41はラミネート装置100に固定されておらず、ローラチェーン32により牽引されるため、任意の回数、剥離シート8上で掻き取り部41を移動させることができる。そのため、剥離シート8に付着したEVA24aを確実に掻き取ることができる。
(もっと読む)
缶体へのフィルムラベル貼着方法及びその装置
【課題】薄肉化された缶体でも高速で貼着ムダなく安定してフィルムラベルを貼着でき、且つ樹脂被覆缶体であっても缶体内面の樹脂にダメージを与えることなく良好に貼着できる缶体へのフィルムラベルの貼着方法及び装置を提供する。
【解決手段】マンドレルに装着された缶体と、ラベルを接着可能な温度に加熱された加熱貼着ローラ3の間に、吸着搬送ベルトコンベヤ20からフィルムラベルfを缶体及び加熱貼着ローラ3の双方に非接触状態で供給し、加熱貼着ローラ3によりフィルムラベルを缶体に押圧することによりラベルを接着可能な温度に加熱して貼着する。
(もっと読む)
ラミネート装置
【課題】支持部材のたわみを抑制すると共に、装置コストの増加を防止するラミネート装置を提供する。
【解決手段】ラミネート装置は、ダイアフラム31が取り付けられた上ケース10と、上面が開放された内部空間を有する下ケース12と、複数の孔が設けられ、被ラミネート体を加熱するヒータ板33と、前記複数の孔を挿通して設けられ、上端部分で前記被ラミネート体を保持する保持部34と、保持部34の下端部分に連結された支持部材35と、前記支持部材を昇降させる昇降部37、38と、前記支持部材の下面と前記下ケースの内壁底面との間に設けられたバネ36と、を備える。
(もっと読む)
ラミネート装置、およびラミネート装置におけるダイヤフラムの取り付け方法
【課題】真空時におけるチャンバ内部への大気の流入を抑制することができ、かつ、ダイヤフラムに穴を開ける必要のないラミネート装置、およびラミネート装置のダイヤフラム取り付け方法を提供する。
【解決手段】下面が開放された内部空間を有する上ケース2と、上面が開放された内部空間を有する下ケース3と、上ケースの下面側に着脱可能で、ダイヤフラムの周縁部を支持するフレーム4と、上ケースと下ケースの少なくとも一方に設けられた排吸気手段11,12と、上ケースと下ケースとの間に配置された被ラミネート体を支持および加熱するための支持台および加熱手段7,8とを備える。そして、このラミネート装置はさらに、上ケースとフレームとの間にダイヤフラムを挟み込んだ状態で、上ケースおよびフレームの端面よりも内側で、上ケースとフレームを締め付けるための締付け具32を備える。
(もっと読む)
ラミネート装置用ダイヤフラムの破れ検知およびその破れ検知方法を使用したラミネート装置
【課題】 本発明は、ラミネート装置にて使用されるダイヤフラムの破れ検知方法およびそのダイヤフラムの破れ検知方法を使用したラミネート装置を提供するとを目的としている。
【解決手段】 ラミネート装置のダイヤフラムの破れ検知の方法を、上チャンバの真空度を確認する検出器を設け、上チャンバおよびダイヤフラムを有する上ケースと、下チャンバおよび熱板を有する下ケースが上下に離間した状態で、上チャンバを真空引きする工程(A)を設け、前記工程において上チャンバの真空度を確認し、前記真空度が所定の真空度に到達しない場合に、前記ダイヤフラムが破れたと判断する形態とした。
(もっと読む)
貼付け装置およびその貼付け装置を用いた表示用パネルの製造装置、ならびに貼付け方法およびその貼付け方法を用いた表示用パネルの製造方法
【課題】貼付けフィルムから剥離フィルムを剥離する際に発生する剥離帯電を十分に除電することができる貼付け装置を提供する。
【解決手段】本発明にかかる貼付け装置は、剥離フィルム2を剥離する剥離箇所に配置される案内部材5と、剥離フィルム2に切れ目を入れる刃7と、刃7により剥離フィルム2に形成された切れ目から前記剥離箇所へ、除電器により送気されたイオン化エアを送るための開口部11と、を備える。
(もっと読む)
ラミネート装置およびダイヤフラムシートの取付方法
【課題】簡易な手法で確実にダイヤフラムシートを固定でき、上チャンバの側面形状を変更せずにダイヤフラムシートを取付可能とする。
【解決手段】ラミネート装置1は、上チャンバ2と、下チャンバ3と、ヒータ盤5と、ダイヤフラムシート6とを備えている。上チャンバ2の側面に偏芯ローラ11とロック機構12を設け、上チャンバ2の側面に沿って折り曲げられたダイヤフラムシート6を偏芯ローラ11で押圧して固定する。このとき、折り曲げられたダイヤフラムシート6が自重により下方に下がろうとすると、ダイヤフラムシート6が偏芯ローラ11に接触して自動的にロック機構12をロック方向に移動させるため、作業者がロック機構12のレバー14を操作しなくてもロックさせることができ、ダイヤフラムシート6の取付が容易に行える。
(もっと読む)
21 - 40 / 282
[ Back to top ]