
Fターム[4F211TD20]の内容
プラスチック等のライニング、接合 (31,000) | 結合構造 (1,495) | その他の特徴 (23)
Fターム[4F211TD20]に分類される特許
1 - 20 / 23
樹脂ライナーの製造方法
【課題】樹脂ライナーのパーツ同士の接合面での密着性の向上とレーザー溶着の実効性の向上とを簡便に達成できる新たな製造手法を提供する。
【解決手段】ライナーの軸方向に分割されたバルブ側ライナーパーツ10vとエンド側ライナーパーツ10eにて樹脂ライナー10を製造するに当たり、エンド側ライナーパーツ10eをレーザー透過性の樹脂成形品とし、バルブ側ライナーパーツ10vをレーザー光により溶融する樹脂成形品とする。この他、ライナーの軸から離れた側からバルブ側ライナーパーツ10vに重なるエンド側ライナーパーツ10eを、大きな熱収縮率とする。その上で、両ライナーパーツの接合後に、アニール処理とレーザー溶着とをこの順に行う。
(もっと読む)
医療用多連チューブとその製造方法及び製造装置

【課題】キンクが生じにくく、簡単な設備で製造可能な医療用多連チューブを低コストに提供する。
【解決手段】医療用多連チューブ11は、少なくとも3本の柔軟なチューブ12a,12b,12cを備え、隣り合うチューブがその側面で互いに接合されている。多連チューブの長手方向に垂直な断面において、少なくとも3本のチューブの全てが一直線上に配置されていない。
(もっと読む)
発泡補強部材が配設された中空構造物の製造方法
【課題】発泡補強部材の接着面部と中空構造物との間に設けられる発泡接着剤の発泡倍率を略均一化させ、補強部材による補強効果を向上させた中空構造物を製造することができる発泡補強部材が配設された中空構造物の製造方法を提供する。
【解決手段】発泡接着剤15を介して中空構造物10と接着結合される発泡補強部材30が配設された中空構造物10の製造において、中空構造物10との接着面部36が発泡成形された発泡補強部材30を中空構造物10の内部に配設するとともに発泡補強部材30の接着面部36と中空構造物10との間にシート状の発泡接着剤15を設け、その後、発泡接着剤15を発泡させて発泡補強部材30を中空構造物10と接着結合させると共に、発泡接着剤15として、発泡前の厚さが発泡補強部材30の接着面部36と中空構造物10との間隙が大きい部分では該間隙が小さい部分に比して厚く設けられたものを用いる。
(もっと読む)
繊維強化型プラスチックの接合構造及び接合方法
【課題】 多くの種類の高分子材料を、接着剤を使わずに、少ない工数で、繊維強化型プラスチック基板に強固に接合することが可能な、接合構造と接合方法を提供すること。
【解決手段】 繊維強化型プラスチック基板の合成樹脂と接着させたい部分の、表面の少なくとも一部のマトリックス2aを、物理的または化学的な手段により除去し、強化繊維1a、1bを表面に露出させ、マトリックスを除去した空間3に、可塑化した第二の高分子材料4を、付着、または成形することにより、露出した強化繊維間の空隙や凹凸に、可塑化した第二の高分子材料4が入り込み、そのまま硬化して、投錨効果が生じ、機械的結合による強固な接着を可能とする。
(もっと読む)
少なくとも2枚の平板を接合する装置
【課題】一方の平板がこれの上に配置された被支持板よりも強度が高い支持板である少なくとも2枚の平板を接合する装置を提供する。
【解決手段】回転フィーダ部11によって回転される接合要素5により、カラーを有する接合要素5が、被支持板2を支持板1に押圧して、シャフト部を介して、支持板1への摩擦溶接接合が行われる。回転フィーダ部11が、この回転フィーダ部11によって加えられる軸方向の力と各送り距離とを測定して、接合要素のシャフト部が支持板1に当接すると押圧力が高まり、回転フィーダ部11を前進させる測定器14を備える。回転フィーダ部11の送り動作が、被支持板2を貫通するように調整する第1の段階と、支持板1とシャフト部との摩擦溶接を調整する第2の段階と、接合要素5の軸方向の力を支持板1に加える第3の段階の少なくとも3つの連続した接合段階によって調整されて摩擦溶接プロセスを完了させる。
(もっと読む)
全ての方向での曲げに対して改善された耐久性を有するフィルム積層体の製造方法および製造装置
【課題】一般的な二次元構造の様な見栄えという積層体の特徴を犠牲にすることなく、穴あけおよび耐引裂伝播性に実質的に害を及ぼすことなく、“物質感”を加えそしてあらゆる方向においてフィルムの剛性および弾性を改善すること。
【解決手段】積層は、2つの層の積層用層を互いに直接接触させそして熱および圧力を適用することによって行われ、そして積層手段を、それにより積層の機械方向に一般に直角をなす方向に延在する連続するまたは不連続な直線的な線で配置された接合領域への接合を制限するように適応させ、そして積層が第一の層を固体状態でその収縮方向に収縮させた後に、それにより第二の層の非接合領域は曲がりそして該収縮方向に直角をなす方向に延在する溝を形成する。
(もっと読む)
振動溶着成形品及び自動車用エアースポイラー
【課題】外側部材と内側部材とを振動溶着成形した樹脂成形品であって、溶着部位がアンダーカット部に位置する場合にも溶着部の溶着強度が高く生産性向上に有効な構造からなる樹脂成形品及び自動車用エアースポイラーの提供する。
【解決手段】複数の樹脂部材10,20を振動溶着成形した樹脂成形品であって、複数の樹脂部材は、振動溶着時に、外側に位置する外側部材10と、当該外側部材の内側に振動溶着される内側部材20とを有し、外側部材10は、ベース部11と、当該ベース部11から鋭角に折り返した折り返し部12とを有し、内側部材20は、基底部21と、当該基底部21から鈍角に立設した立設部22とを有し、前記ベース部11の内側と前記基底部21との間に振動溶着部M1を有し、前記折り返し部12の内側と前記立設部22の先端部付近に振動溶着部M1を有していることを特徴とする。
(もっと読む)
微生物からの代謝副産物の存在を検出するための指標
有害な、または潜在的に有害な微生物由来の代謝副産物の存在を視覚的にモニターする、検出する、および/または決定するために、ポリマー性指標フィルムおよびpH表示ラップが提供される。そのポリマー性指標フィルムの使用および調製の方法も提供される。1つの局面において、本発明は、透明および無色の1つのポリマー層または複数のポリマー層および複数のpH表示部分を含む、ポリマー性指標フィルムに関連し、ここでそのpH表示部分は、ポリマー層内に、または2つもしくはそれより多くのポリマー層の間に閉じ込められており、そしてさらにここでそのpH表示部分は、中性pHにおいてそのポリマーフィルムの透明度および色の欠如を保持するが、酸性pHと接触した場合に、フィルムの少なくとも一部に色を与える。 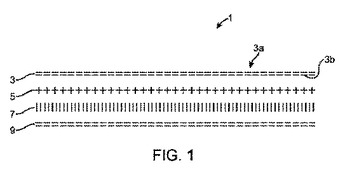 (もっと読む)
(もっと読む)
溶着リブを用いた2部品の固定構造
【課題】溶着リブの形状を変えなくても溶着リブが変形してしまうことを抑制できる、溶着リブを用いた2部品の固定構造の提供。
【解決手段】アウター部材10とインナー部材20とを有し、アウター部材10とインナー部材20とが、アウター部材10とインナー部材20の一方から突出して設けられる溶着リブ30の突出方向先端部を振動溶着によってアウター部材10とインナー部材20の他方に溶融固化させることで、互いに固定される、溶着リブを用いた2部品の固定構造であって、アウター部材10とインナー部材20の他方に、振動溶着時にアウター部材10とインナー部材20の他方に対して溶着リブ30が滑って変形したときに溶着リブ30が当接しそれ以上溶着リブ30がアウター部材10とインナー部材20の他方に対して滑って変形することを抑制する、滑り止めリブ40が設けられている。
(もっと読む)
包装容器、その製造装置および製造方法
【課題】開封視認が容易に行え、容易かつ安価に製造できる、再封可能な包装容器、その製造装置および製造方法の提供。
【解決手段】包装容器100Aは、容器本体200と容器本体200の開口部を塞ぐための蓋材300がフランジ部230のシール部240でヒートシールされている。容器本体200は、一角が外側に突き出して一連に形成された略三角形状の張出部250を有し、蓋材300は、張出部250と略同形状で、開封前は張出部250に重なる開封開始部400を有している。開封開始部400は、把持可能に形成された第一把持部410と、第一把持部410に隣接して配置され、張出部250にシールされた開封シール部420と、開封シール部420およびシール部240を連結する連結部430と、を備え、開封シール部420および連結部430の境界には破線部423が設けられている。
(もっと読む)
振動溶着方法
【課題】溶着部における樹脂母材の傾斜角度の影響を低減して、溶着品質の向上を図るとともに、傾斜角度の異なる複数の溶着部を1回の工程で同時に溶着する。
【解決手段】相対的に振動をするベース板20及び振動板22により、インストルメントパネル12と収納ボックス14、及び、インストルメントパネル12とダクト部材16とを層状に挟み込んで加圧及び加振をして溶着する。ベース板20の載置部21a〜21fにはウレタン材の保護材24が設けられている。保護材24の厚みA2、A3及びA4は、支持する箇所におけるインストルメントパネル12と載置部21a〜21eとの接触面の傾斜角度θ1及びθ2に基づいて設定されている。
(もっと読む)
振動溶着方法
【課題】樹脂母材に対して異なる材質の2以上の樹脂ワークを1回の工程で同時に溶着することができ、十分な溶け込み深さが得られるとともに、デフォームの発生を抑制する。
【解決手段】相対的に振動をするベース板20及び振動板22により、インストルメントパネル12と収納ボックス14、及び、インストルメントパネル12とダクト部材16とを層状に挟み込んで加圧及び加振をして溶着する。ベース板20の載置部20aにはウレタン材の保護材24が設けられている。保護材24の厚みは、収納ボックス14は比較的低融点の材質であり、ダクト部材16は比較的高融点の材質である。保護材24の厚みA1、A2は、支持する箇所の樹脂ワークの材質により異なる。
(もっと読む)
廃棄物被覆用のキャッピングシートおよびその製造方法
【課題】本発明は、防水透湿性及び耐候性を有すると共に、接合部の防水性及び接合強度にも優れる廃棄物被覆用のキャッピングシート及びその製造方法を提供する。
【解決手段】複数の防水性シートと、前記複数の防水性シートを縫製加工により接合してなる接合部とを有する廃棄物被覆用のキャッピングシートであって、
前記複数の防水性シートの少なくとも一部は、防水透湿性シートが、第1繊維シートと第2繊維シートの間に積層一体化されてなる少なくとも3層の積層構造を有する防水透湿性積層体であって、
前記接合部の耐水度水位が30cm以上、接合強度が350N/5cm以上であることを特徴とする廃棄物被覆用のキャッピングシート。
(もっと読む)
溶断シール袋及びその製造方法
【課題】柔軟性、機械強度及び耐熱性等の特性に優れるとともに、溶断シール部の外観に優れ、且つ、高い溶断シール強度を有する溶断フィルム袋及びその溶断フィルム袋を簡便で再現性良く作製可能な製造方法を提供すること。
【解決手段】ポリ乳酸及び脂肪族ポリエステルを95:5〜55:45の重量比率で含むポリ乳酸系樹脂100重量部、並びに、トリグリセリド系可塑剤5〜35重量部を含有するフィルムを延伸して得られる、引張弾性率が200〜950MPaの二軸延伸フィルムを積層し、溶断刃及び刃受けの間でピンチすることにより溶断シールし、二軸延伸フィルムの端部に形成される溶断シール部の破断強度を10N/10mm幅以上とする。
(もっと読む)
角隅部が強化されたサンドイッチ構造から物体を製造するための方法およびこのタイプの物体
本発明は、2つのカバー層(16)(そのうちの少なくとも1つがプラスチックカバー層である)間に配置される熱可塑性のコア層(18)を含むサンドイッチ構造から作製される物体の角隅部を製造し、かつそれを強化するための方法に関し、本方法は、2つの物体部分間に角隅部を含む物体を形成する工程と;さらなる繊維強化熱可塑性層(26)がコア部分(24)の露出された表面を実質的に覆うように、角隅部に適合させた形状を有する熱可塑性のコア部分(24)およびさらなる繊維強化熱可塑性層(26)を角隅部に位置決めする工程と;サンドイッチ構造のカバー層(16)をさらなる繊維強化熱可塑性層(26)に結合する工程とを含む。 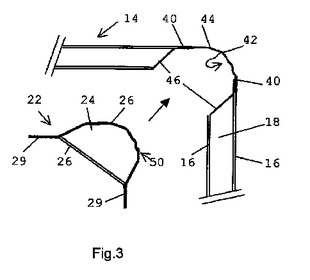 (もっと読む)
(もっと読む)
複合部品間の接続を生成するための方法
【課題】 複合部品間の接続を生成するための方法を提供することである。
【解決手段】 本発明は、複合材料でできており、および、互いに直角に延びる構造上の部品、例えばフランジ、および、形状のウェブを共に接続する方法に関する。この方法は、− 他の構造上の部品に対して当接し、または、近接する構造上の部品の1つに接続領域を形成するように互いに対して所望の位置に構造上の部品を配置する工程と、− 接続領域内に熱可塑性材料を流出をさせる工程と、− 熱および圧力の影響を受けて構造上の部品を共に融合させる工程とを含んでいる。
(もっと読む)
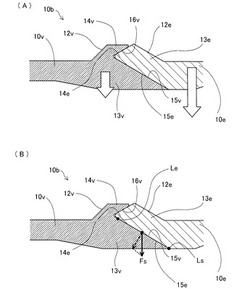
燃料タンク及び燃料タンク製造方法
【課題】内部の燃料の透過を抑制でき、設計自由度も高い燃料タンクと、このような燃料タンクを製造するための燃料タンク製造方法を得る。
【解決手段】2つの燃料タンク構成体16、18の接合部26では2つのバリアー層24A、24Bが接近されると共に折返し部30が構成されており、樹脂層22C、22Dは薄く且つ長くなっている。また、燃料タンク構成部品32の取付部34においても、フランジ部40が形成されて、樹脂層22A、22Cが薄く且つ長くなっている。燃料タンク12の車両への搭載性を向上させたり、より大きな容量の確保を確保したりすることが可能になり、また、接合部26での曲げ強度を高く確保できるので、設計自由度が高くなる。
(もっと読む)
高周波溶接に関する改良
高周波(RF)溶接に使用するマンドレル(230)を開示しており、当該マンドレルが絶縁材(234)によって隔離された第1及び第2の導電性の部分(232、236)を具え、異なる電位が前記第1及び第2の導電性の部分にかけられる。また、RF溶接方法及びマンドレルの製造方法を開示する。 (もっと読む)
レゾネータ
【課題】
解決しようとする課題は、溶着バリにより導伝管の導伝管有効内径が狭まり、レゾネータの固有音響周波数f0が小さくなってしまうので、該溶着バリを後加工にて処理する必要があるという点である。
【解決手段】
熱可塑性樹脂のブロー成形による共鳴箱と一体の導伝管の端部に該導伝管の径を太くする向きに広がる段部を設け、熱可塑性樹脂製の吸気管の溶着座に設けられた導伝穴の外周部と該段部の縁部とを溶着してなるレゾネータを提供することにより前記課題を解決した。
(もっと読む)
溶着された樹脂成形体の設計方法
【課題】溶着された樹脂成形体において、溶着部からの破壊を低減し、溶着部の信頼性を向上させる成形体の設計方法および該溶着成形体を提供する。
【解決手段】少なくとも2種類の熱可塑性樹脂AおよびBからなる成形体を溶着して得られる成形体において、樹脂Aで形成される成形品の少なくとも一部の厚みtAが下記式を満足する溶着製品の設計方法。tA≦((bW×LW)×σWAB×η)/(σA×LA)。tA:溶着された成形品の溶着部位に垂直に位置する、最も肉薄部分の厚み、bw:溶着部幅、Lw:溶着部の長さ、σWAB:樹脂Aと樹脂Bの溶着強度、安全係数η=0.05〜1、LA:tA部分の長さ、σA:樹脂Aの強度、σB:樹脂Bの強度、EA:樹脂Aの縦弾性率、EB:樹脂Bの縦弾性率、εA:樹脂Aの伸び、εB:樹脂Bの伸び。ただし、樹脂強度σA≦σB、樹脂縦弾性率EA≦EB、樹脂の伸びεB≦εA、5%≦εA≦150%である。
(もっと読む)
1 - 20 / 23
[ Back to top ]