
Fターム[4F211TN71]の内容
プラスチック等のライニング、接合 (31,000) | 接合操作 (2,918) | 機械的接合方法 (188)
Fターム[4F211TN71]の下位に属するFターム
Fターム[4F211TN71]に分類される特許
1 - 20 / 33
金属部材及び金属部材付き樹脂製品
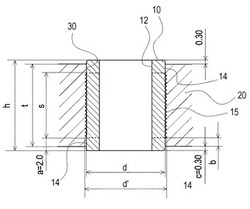
【課題】金属部材を樹脂製品に圧入またはインサート成形のいずれの行程においても利用して固定できる金属部材を提供し、かつ圧入工程で固定する場合においてはバリ発生を回避できる技術を提供する。
【解決手段】カラー10の外径のうち、側面端部14の外径(第1の外径d)は、貫通穴30の内径rと等しい。ローレット加工部15の部分の外径d’(第2の外径d’)は、第1の外径dより、僅かに大きく設定されている。樹脂製品20の貫通穴30の深さtは、カラー10の高さhより僅かに長く設定されている。より具体的には、上下の各環状円面からの突出量cがそれぞれ0.3mmである。
(もっと読む)
一体化成形品およびその製造方法

【課題】導電性繊維と強化繊維樹脂を含む母材と、金属製部材の一体化成形品において、金属製部材の耐電蝕性と高い接合強度とを両立した一体化成形品を提供する。
【解決手段】導電性繊維2と熱可塑性樹脂を含む母材1に、金属からなる部材3が嵌め込まれてなる一体化成形品であって、該母材1と該部材3とが絶縁層4を介して一体化されてなり、該母材1と該絶縁層4との界面において該導電性繊維2が該絶縁層4に貫入して接合されてなる一体化成形品。
(もっと読む)
部品取付け構造
【課題】樹脂部材に部品を取付ける際に、取付け工数が少なく、取付け状態がガタなく安定し、樹脂部材表面からの位置も自由に設計できる部品取付け構造を提供する。
【解決手段】樹脂部材に裏面側から部品を取付ける部品の取付け構造であって、前記樹脂部材には、前記部品の外形より大きく、表面から裏面に貫通する開口と、前記開口の縁に沿って、裏面方向に延設された枠状の縦壁とが設けられ、前記縦壁のうち、対向する縦壁には、内側に向かい合った爪と、前記対向する縦壁の前記爪が設けられた位置と異なる位置に、前記縦壁の端面に設けられ、裏面側から挿入される前記部品と当接する管理面とを有し、前記部品には前記爪に係合する一対の外向きの爪と、前記管理面に当接する当接面と、管理面が設けられた縦壁を外側から内側に挟み込み、前記当接面の外側に連続して形成された一対の押圧片を有することを特徴とする部品取付け構造を提供する。
(もっと読む)
CFRP体と金属体との連結構造
【課題】電食反応の防止に有効で、連結強度に優れ、設計自由の高いCFRP体と金属体との連結構造の提供を目的とする。
【解決手段】炭素繊維強化樹脂体(CFRP体)に絶縁性の熱可塑性樹脂からなる取付体を接合し、当該取付体に金属体を連結したことを特徴とする。
(もっと読む)
樹脂部品接合方法および樹脂部品接合構造
【課題】樹脂部品の過熱による変形をさせることなく、樹脂部品と被着部品との接合を可能とする樹脂部品接合方法および樹脂部品接合構造を得ること。
【解決手段】樹脂部品1に形成された孔部に、金属材料からなる結合皮膜4を形成する工程と、結合皮膜4に活性化処理を施す工程と、被着部品に形成された凸部に活性化処理を施す工程と、孔部へ凸部を挿入し、結合皮膜4と被着部品との常温接合を形成する工程と、を含み、孔部へ挿入された凸部によって、孔部に締まりバメ圧力を発生させ、活性化処理を経て結合皮膜4に残存する付着物層を締まりバメ圧力の印加によって破砕し、常温接合を形成する。
(もっと読む)
装飾シートの端末処理構造及び端末処理方法並びにそれに使用する圧着装置
【課題】装飾シートの周縁端末をトリム本体の木目込み溝内に圧入する装飾シートの端末処理構造及び端末処理方法において、シワ発生を防止して、外観見栄えを高める。
【解決手段】ドアトリム本体20には、装飾シート30の周縁形状に沿う木目込み溝21が形成され、この木目込み溝21は、直線状の一般部木目込み溝21Aとこれに繋がる曲線状のコーナー部木目込み溝21Bとを備えており、コーナー部木目込み溝21Bの溝深さd2を一般部木目込み溝21Aの溝深さd1よりも深く設定することで、コーナー部に集中するダブリやシワを解消するための引き伸ばし部位を溝深部分で収容し、シワ発生を防止する。また、木目込みバー71を木目込み溝21の溝センターPよりも内側に設定することで木目込み溝21A,21Bの内側壁面24に装飾シート30の周縁端末31を擦り付け、シワ発生を抑えながら装飾シート30を圧入処理する。
(もっと読む)
樹脂成形物の成形方法及び成形装置
【課題】幅の違うボックス等、多種類の収納箱等、車両用の樹脂成形物を、一つの金型内で製造し、収納箱のコストダウンにつなげること。
【解決手段】合成樹脂製の2個の分割部材または3個の分割部材の組み合わせで、嵌合し、組み付けられる樹脂成形物の成形方法で、当該成形方法は前記各分割部材である第1分割部材11と第3分割部材13と第1、第3分割部材の間にある第2分割部材12とを同一の成形金型内でそれぞれ独立的に成形し、第1分割部材11と第3分割部材13を各々仮保持し金型内を移動する移動型部材24、25の移動手段により、第1分割部材11と第3分割部材13を共通にした前記2個の分割部材の組み合わせと、前記3個の分割部材の組み合わせとの2種類の樹脂成形物31、32を得られるようにした。
(もっと読む)
金属ワークとプラスチックワークとを接合する方法
【課題】不都合点を有することなく重ね接合を行うことができる、金属ワークとプラスチックワークとを接合する方法を提供することを目的とする。
【解決手段】接合工具5を用いて金属ワーク1とプラスチックワーク3とを接合する方法であって、金属ワーク1とプラスチックワーク3とを位置決めするステップと、ピン7、スリーブ9、外側締め付けリング11の先端を金属ワーク1の外側面に接触させるステップと、ピン7及びスリーブ9の先端と金属ワーク1の外側面との間に摩擦を発生させるために、ピン7及びスリーブ9を回転させるステップと、スリーブ9を金属ワーク1に貫入させる一方、ピン7を金属ワーク1の外側面から離すステップとを含み、スリーブ9を金属ワーク1の接触面に到達する前に停止させた後に、スリーブ9及びピン7の先端が同じ高さになるまで、スリーブ9を金属ワーク1から離す一方、ピン7を金属ワーク1の外側面の方へ動かす。
(もっと読む)
膜材同士の接合装置
【課題】2枚の膜材の重ね合わせ部同士を接合させる接合作業をする場合に、接合作業が容易にできるようにし、かつ、両膜材に所望の接合精度が得られるようにする。
【解決手段】膜材同士の接合装置は、両膜材2,3を前、後から挟むよう作業面4側にそれぞれ固定され、両膜材2,3の各前端部側と、各後端部側とをそれぞれ一体的に把持してこれら両膜材2,3に前後方向に向かう張力を付与する前、後張力付与装置7,8と、これら前、後張力付与装置7,8の間に配置されて作業面4上を前、後方に自走可能とされ、その前方自走と共に両重ね合わせ部2a,3a同士を順次接合する接合機19と、前張力付与装置7と接合機19との間における両膜材2,3の前部分2F,3Fを作業面4上の所定高さに維持するようその下方から支持し、支持状態を維持したまま接合機19の前、後方自走に連動して前後方向で収縮、伸長する支持装置42とを備える。
(もっと読む)
シェルボディの製造方法および関連するボディ
【解決手段】
本発明は、シェルボディ(19)の製造方法に関するものである。少なくとも2つのシェル部(20、22)は、コンポジットファイバー材料によってつくられており、塑性変形材料をからなる少なくとも1つの補正ボディ(32、34、36、38)は、少なくとも1つのシェル部(20、22)の少なくとも1つの境界エッジ(24、26、28、30)に固定されており、シェル部(20、22)は、平坦な継ぎ目(40、42)が形成されたシェルボディを形成するためにオーバーラップされており、少なくとも1つの補正ボディ(32、34、36、38)は、継ぎ目(40、42)の少なくとも1つに配置されている。それぞれオーバーラップ部における形状のずれを補正するために、対応する補正ボディの形状が変化し、シェル部(20、22)は、継ぎ目(40、42)において互いに結合される。 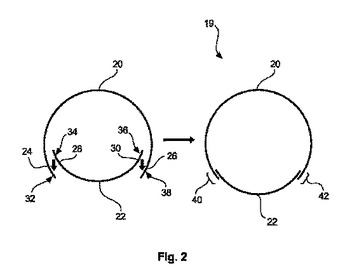 (もっと読む)
(もっと読む)
接合方法及び接合装置
本発明は、熱可塑性接合部分(16、17)と、加熱することができる金属部分(18)とを有するハイブリッド型接合部品(10)を加工物(12)に軸方向に接合する方法(80)であって、接合部品(10)を加工物(12)の表面の上に軸方向に下降させ、接合部分(16、17)が少なくとも部分的に溶融するように、金属部分(18)を加熱し、金属部分(18)の加熱を終了し、接合部品(10)が、加工物(12)の表面と、圧力嵌め結合部、インターロック結合部、及び/又は一体の結合部を形成するようにする、ステップを含む方法に関する。この場合、接合部品(10)は、いずれの対向する支持もなしに、接合部品(10)を加工物(12)の表面に接合できるように、少なくとも金属部分(18)の加熱中、加工物(12)に対して力調整及び/又は位置調整された状態で保持される。 (もっと読む)
樹脂成形体の接合部構造
【課題】樹脂成形体同士を水密性を持たせて組み合わせるようなもので、接合部において厚みを必要とする場合に、ヒケや変形を防止する構造として使用することができる接合部構造を提供する。
【解決手段】樹脂成形体2は接合部5と接合部5以外の一般部とからなり、接合部5は一般部よりも大きな厚みを有しており、該接合部5の端縁には、肉抜き溝7を形成するとともに、該肉抜き溝7を形成した端縁よりも内方には中空部8を形成してなる。
(もっと読む)
圧力容器及びその製造方法
【課題】前記内殻と外殻を有した二層構造の圧力容器において、内殻を構成するライナの変形することを抑制する圧力容器及びその製造方法を提供する。
【解決手段】樹脂製のライナ構成部材11A,11B同士を接合して樹脂ライナ11を形成し、樹脂ライナ11の外面13A,13Bに補強材を被覆して圧力容器1を製造する方法であって、補強材20が被覆される各ライナ構成部材11A,11Bの表面13A,13Bに、ライナ構成部材11A,11Bの厚さ方向に対して傾斜した多数の溝部15A,15Bを形成する工程と、一方のライナ構成部材11Aの溝部15Aと、他方のライナ構成部材11Bの溝部15Bとが、異なる方向に傾斜するように、複数のライナ構成部材同士を接合面14A,14Bにおいて接合して樹脂ライナ11を形成する工程と、補強材20を、前記溝部15A,15Bに充填すると共に樹脂ライナ11の外面に被覆する工程と、を含む。
(もっと読む)
接合方法及び接合体
【課題】安定した接合強度を得ることができる接合方法を提供する。
【解決手段】第一部材11と、当該第一部材11よりも融点が低く、かつ、レーザを透過する第二部材12とを圧接した状態で加工用パルスレーザLwを照射して、前記第一部材11の前記第二部材12との対向面13に加工凹部14を形成しながら、前記第二部材12の前記第一部材11に接する部位を加熱手段Lhにより溶解させ、前記加工凹部14に前記第二部材12を充填して前記第一部材11と前記第二部材12とを接合させる。
(もっと読む)
樹脂部品の締結部構造
【課題】簡便な構成で、樹脂部品の挿入孔に熱圧入されたカラーが確実に抜止めされる樹脂部品の締結部構造を提供する。
【解決手段】クリープを生じ得る樹脂部品本体3と、樹脂部品本体に設けられた挿入孔10と、挿入孔に熱圧入されてその内部を締結部材が貫通するカラー20、30と、を備え、挿入孔の壁部は、樹脂部品本体のクリープにより、挿入孔の径方向に突出するように変形する変形部3a〜3dを生じ得て、カラーは、大径部21、31と大径部に連続した小径部22、32、33とを有し、大径部は、挿入孔の壁部に圧着して装着され、小径部は、樹脂部品本体のクリープによる変形部の発生を許容し、カラーは、変形部により挿入孔から抜け止めされる。
(もっと読む)
部品の固定方法及び部品の固定構造
【課題】 異なる部品に対してケースを共通にでき、長穴やフローティング取り付けにも対応できる部品の固定方法。
【解決手段】 小断面積部2Aと大断面積部2Bの少なくとも2つの異なる断面積の部位からなり、レーザ光透過性を有する樹脂製係止部品2を用意し、レーザ光吸収性を有するケース1に固定用貫通孔3Aを備えた部品3を載置し、固定用貫通孔3Aに樹脂製係止部品2の小断面積部2Aを挿入することでその先端をケース1に当接させて当接面を形成し、固定用貫通孔3Aに挿通不可能な大断面積部2Bを前記当接面の方向に押圧すると共に、この大断面積部2Bと小断面積部2Aとを透過させたレーザ光を前記当接面に照射し、この当接面を挟むケース1と樹脂製係止部品2とを溶着することを特徴とする部品の固定方法
(もっと読む)
樹脂成形品における取付構造
【課題】 従来技術の樹脂成形品と車体との取付構造では、ダクトの取付部は押圧力により拡開変形して、拡開変形を維持可能な形状に形成された変形部をもうけている。
しかしながら、拡開変形部は、板状部材が単に拡開しているだけなので、取付部の基部は板状断面のため、断面係数が低く横方向に対する剛性が低いという問題がある。
【解決手段】 樹脂成形品の基部14に当接部2を形成して、該当接部2に複数のヒンジ3を介して左右各々に延設片1を延設し、前記延設片1が回動して重合することで、係止片4を形成する樹脂成形品における取付構造。
(もっと読む)
繊維強化プラスチック製補剛部材
【課題】
本発明は、軽量かつ高剛性な補剛部材を提供せんとするものである。
【解決手段】
本発明の繊維強化プラスチック製補剛部材は、自動車用プラットフォームのトンネル間を補剛する部材であって、該補剛部材が、車体前後方向に湾曲し、かつ車両幅方向に延在しており、かつ中空構造を有するものであることを特徴とするものである。
(もっと読む)
遮水シートの接合方法
【課題】 異なる材質からなる2枚の遮水シートの端部間を強固に接合可能な遮水シートの接合方法を提供する。
【解決手段】 一方の遮水シート1の端部に、一方の遮水シート1と同一材質からなる孔無し接合片3と孔付き接合片4とを重ね合わせてなる一方の接合部材2を設け、他方の遮水シート11の端部に、他方の遮水シート11と同一材質からなる孔無し接合片13と孔付き接合片14とを重ね合わせてなる他方の接合部材12を一体に設け、両接合部材2、12を、一方の接合部材2の孔無し接合片3、他方の接合部材12の孔付き接合片14、一方の接合部材2の孔付き接合片4、他方の接合部材12の孔無し接合片13の順に重ねあわせ、この状態で、一方の接合部材2の孔無し接合片3と孔付き接合片4との間、及び他方の接合部材12の孔無し接合片13と孔付き接合片14との間を、それらの間に介在している孔付き接合片4、14の孔を介してそれぞれ一体に接合する。
(もっと読む)
支持コイル、支持コイルの製造方法、及びチューブ構造
【課題】低コストで製造できると共に、外部から半径方向に作用する圧縮力に信頼性高く耐え、小さな解除力で容易に解くことができ、チューブ材料から容易に除去することができる、改良された支持コイルの提供。
【解決手段】弾性的に拡張されたチューブ材料8を半径方向に支持するためのチューブ状の支持コイル1は、複数の巻線33を形成するように巻回された少なくとも1本の押出し成形本体2を具備し、押出し成形された本体の端面3,4同士は、少なくとも複数個所で支持コイルの縦方向Lに沿って互いに接続され、縦方向に沿ってラチェット構造12,13により、及び半径方向に沿って舌片及び溝構造10,11により互いにロックされる。拡張されたチューブ材料の圧縮力に信頼性高く耐え、しかもチューブ材料から容易に除去することができる支持コイルを得るために、舌片及び溝構造10,11はラチェット構造12,13から空間的に分離されている。
(もっと読む)
1 - 20 / 33
[ Back to top ]