
Fターム[4F212UA09]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 全体的特徴(発泡成形技術) (490) | 発泡性予備成形品(←発泡性シート)の発泡 (90)
Fターム[4F212UA09]に分類される特許
1 - 20 / 90
発泡樹脂ブロック、及びその製造方法
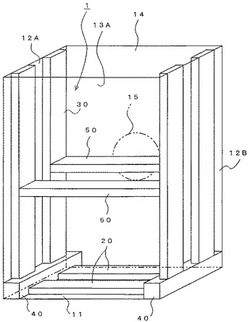
【課題】支持材を後付することなく、その表面にビスなどの金具を固定できる発泡樹脂ブロックを提供する。
【解決手段】発泡樹脂ブロックを成型するための型枠の内部空間1の中に、第1補助材40、第2補助材50で位置決めして、底支持材20と、側面支持材30を、型枠の底面11と、側面12A、12Bにその一面を沿わせて配し、その状態で主発泡樹脂の予備発泡物を内部空間1に供給して二次発泡させる。第1補助材40、第2補助材50、底支持材20と、側面支持材30はいずれも、主発泡樹脂よりも予備発泡倍率が小さい発泡樹脂でできている。
(もっと読む)
発泡体の成形方法

【課題】極めて複雑な形状を呈する発泡体の作製に際して、発泡体の充填不良と密度ばらつきを抑制することができ、所望の密度分布を備えた高品質の発泡体を得ることのできる発泡体の成形方法を提供する。
【解決手段】それぞれが固有の発泡倍率を備えた複数の1次発泡体11〜21を成形型K内に配置する第1の工程と、成形型K内を1次発泡体11〜21の発泡開始温度以上に昇温させて成形型K内の複数の1次発泡体11〜21を発泡させ、複数の1次発泡体11〜21を一体として2次発泡体100を成形する第2の工程と、からなる。
(もっと読む)
発泡補強部材が配設された中空構造物及びその製造方法
【課題】中空本体の内部に発泡接着剤を介して発泡補強部材が接着結合される中空構造物において、発泡接着剤の発泡倍率の高い部分において中空構造物への補強部材の補強効果が低下することを抑制する。
【解決手段】中空本体17の内部に発泡接着剤15を介して接着結合される発泡補強部材30が配設された中空構造物10において、発泡補強部材30の接着面部36は、発泡接着剤15の発泡倍率が発泡接着剤15の他の部分より高い部分によって中空本体17と接着結合される部分33aの板厚が発泡接着剤15の他の部分によって中空本体17と接着結合される部分33bの板厚に比して厚く形成するようにする。
(もっと読む)
筒状部材の発泡充填材
【課題】環状発泡材の共通化を可能にしてコストを低減できるとともに、発泡基材の幅寸法を大きくすることなく発泡量を増やすことができる筒状部材の発泡充填材を提供する。
【解決手段】一方向に配列された矩形板状の複数のブロック部2同士を連結部3により連結し、両端のブロック部2に連結部3を介して連結された結合部4同士を結合することにより概ね環形状をなす環状発泡材1とし、前記連結部3は、前記ブロック部2の、前記環形状の軸線a方向寸法の幅寸法wより小さく、かつ径方向b厚みtよりも薄く形成され、前記軸線aを挟んで対向するブロック部2同士を近づける屈曲変形及び前記軸線a回りの捩れ変形を許容し、前記両端の結合部4は、該結合部4同士を結合し、かつ前記環状発泡材1を筒状部材に取付けるための支持部材(クリップ)7が装着可能となっている。
(もっと読む)
裏面材、及びシートクッションの製造方法
【課題】シートクッション用成形型の型内面にセットした際に、型内面から浮き難い裏面材を提供する。
【解決手段】裏面材100は、シートクッションの背もたれ部の裏面に一体化される背部布110と、シートクッションのヘッドレスト部の凹部の内面に一体化され、下方に開口するとともに頂辺が円弧状に形成される袋状の頭部布120とを備える。頭部布120の先端部分は、凹部の前方側の内面形状に合わせて形成される頭前面部121と、凹部の後方側の内面形状に合わせて形成される頭後面部122とからなり、頭後面部122は、3つに分割された状態で頭前面部121の円弧状の頂辺から3方向に延出された第1頭部分割片122a〜cを、頂辺に沿って折り返すとともに互いを縫い合わせて形成されている。
(もっと読む)
吸水性発泡成形品の製造方法
【課題】製造される吸水性発泡成形品の吸水率を従来の吸水性発泡成形品よりも向上させ得る吸水性発泡成形品の製造方法を提供すること。
【解決手段】連続気泡層を有する樹脂発泡シートの表面に樹脂フィルムをラミネートしたフィルム積層発泡シートに前記樹脂フィルム側から該樹脂フィルムを貫通して前記連続気泡層に至る複数の吸水孔を穿設する吸水孔形成工程と、該吸水孔の形成されたフィルム積層発泡シートを2次発泡させる2次発泡工程と、該2次発泡工程後のフィルム積層発泡シートを熱成形する熱成形工程とを実施する吸水性発泡成形品の製造方法であって、前記樹脂フィルムとして延伸フィルムを用いるとともに前記吸水孔の穿設においては、該穿設に用いる刃によって前記延伸フィルムの一部を破断させ、該破断した断片を吸水孔の底部に侵入させることを特徴とする吸水性発泡成形品の製造方法を提供する。
(もっと読む)
吸水性発泡成形品の製造方法
【課題】製造される吸水性発泡成形品の吸水率を従来の吸水性発泡成形品よりも向上させ得る吸水性発泡成形品の製造方法を提供すること。
【解決手段】連続気泡層を有する樹脂発泡シートの表面に樹脂フィルムをラミネートしたフィルム積層発泡シートに前記樹脂フィルム側から該樹脂フィルムを貫通して前記連続気泡層に至る複数の吸水孔を穿設する吸水孔形成工程と、該吸水孔の形成されたフィルム積層発泡シートを2次発泡させる2次発泡工程と、該2次発泡工程後のフィルム積層発泡シートを熱成形する熱成形工程とを実施する吸水性発泡成形品の製造方法であって、前記2次発泡工程において前記吸水孔の開口部を広げる方向に前記樹脂フィルムに張力を発生させることにより該2次発泡工程前よりも大きく開口された吸水孔を備えた吸水性発泡成形品を作製することを特徴とする吸水性発泡成形品の製造方法を提供する。
(もっと読む)
吸水性発泡成形品の製造方法
【課題】吸水孔の穿設された樹脂発泡シートの成形性向上を図ること。
【解決手段】連続気泡層を有する樹脂発泡シートの少なくとも一面側から、前記連続気泡層に至る複数の吸水孔を穿設する吸水孔形成工程を実施した後に、該樹脂発泡シートを2次発泡させて熱成形する吸水性発泡成形品の製造方法であって、前記樹脂発泡シートの2次発泡を前記吸水孔形成工程に連続して実施することを特徴とする吸水性発泡成形品の製造方法を提供する。
(もっと読む)
生分解性容器の製造方法およびその製造方法により製造された生分解性容器
【課題】表面が生分解性フィルムで被覆された生分解性容器を生産性よく製造できる生分解性容器の製造方法を提供すること。
【解決手段】生分解性容器の製造方法は、ヒータを内蔵すると共に真空引きするための真空引き孔が形成された嵌合可能な一対の雄型4と雌型5とからなる発泡成形用の金型を用い、雄型4と雌型5の表面にそれぞれ生分解性フィルム3を真空引きにより密着させてプレフォームしつつ生分解性材料を介在させて前記雄型4と雌型5を嵌合させ、前記雄型4と雌型5が嵌合した金型内で生分解性材料を加熱して発泡・焼成することにより発泡基材層の成形と同時に前記基材層の表面を前記生分解性フィルム3で被覆する工程を備える。
(もっと読む)
発泡体およびその製造方法
【課題】不均一発泡層の高発泡部と紫外線遮蔽層とが、同一のパターンに分布し、かつ、そのパターンの重ね位置精度が高く、パターン形状がより精度よく一致している発泡体およびその製造方法を提供することを目的とする。
【解決手段】気泡が多数形成した高発泡部と、前記高発泡部より気泡の形成密度および/または気泡直径が小さい低発泡部とが所定のパターンに分布している不均一発泡層と、
前記不均一発泡層の高発泡部の少なくとも片側に形成する紫外光を遮蔽する紫外光遮蔽層とを備えることを特徴とする発泡体である。
(もっと読む)
車両用内装部材の製造方法
【課題】スタンパブルシート内に加熱膨張性粒子を含むことでシート膨張時の厚さを厚くできるようにして、且つスタンパブルシートと表皮材とからなる貼合部材の剛性確保、及びスタンパブルシートと表皮材との接着性の両方を十分に満足できる貼合部材を得る。
【解決手段】熱可塑性樹脂、強化繊維及び加熱膨張性粒子を分散含有するスタンパブルシート1を用意する。スタンパブルシート1に表皮材2を重ねてから平板型のホットプレス機21で加熱圧縮してスタンパブルシート1表面に表皮材2を押付けて、スタンパブルシート1に表皮材2が貼り付けられた貼付部材3を製造する。その後ホットプレス機21を開き、加熱された貼付部材3のスタンパブルシート1中の加熱膨張性粒子を膨張させて所定の厚さの膨張貼付部材4を形成する。その後膨張貼付部材4をコールドプレス機に入れて加圧成形し車両用内装部材を成形する。
(もっと読む)
生分解性容器の製造方法
【課題】生分解性容器を生産性よく製造することを可能とする製造方法を提供すること。
【解決手段】生分解性容器の製造方法は、ヒータを内蔵した嵌合可能な一対の雄型4と雌型5からなる発泡成形用の金型6を用い、2枚の生分解性フィルム3の間に生分解性材料7を挟んだ状態で該生分解性フィルム3を雌型5の上方に配置し、雄型4で前記生分解性フィルム3を延伸しながら雄型4と雌型5を嵌合させ、金型内で生分解性材料7を加熱して発泡・焼成することにより発泡基材層2の成形と同時に前記基材層2の表面を前記生分解性フィルム3で被覆する工程を備え、前記生分解性フィルム3はポリ乳酸からなり145〜150℃の融点を有し、前記生分解性材料7は澱粉、パルプおよび水を混練した混練物からなり、金型内6で生分解性材料7を加熱する前記工程は金型6を120〜135℃の範囲内に保ちながら前記生分解性材料7を水蒸気発泡させて焼成する工程である。
(もっと読む)
発泡樹脂積層金属板、発泡樹脂積層金属板からなる構造体、及びその製造方法
【課題】溶接等の加熱を伴う取り付け方法においても、構造物への取り付け施工性に優れた発泡樹脂積層金属板、発泡樹脂積層金属板からなる構造体、及びその製造方法を提供する。
【解決手段】発泡樹脂積層金属板1を製造する際には、先ず、加熱により発泡する未発泡状態の発泡樹脂材12を2枚の金属板11間の所定の位置に配置する。引き続き、断面がU溝状をなす金属製の縁部材のU溝内に金属板11の縁部を挿入する。発泡樹脂材12が金属板11の縁部に配置されている場合には、金属板11及び発泡樹脂材12により構成された積層体の縁部を縁部材のU溝内に挿入する。そして、縁部材13と金属板11とを固定する。必要に応じて、発泡樹脂材12を発泡温度まで加熱して発泡させる。縁部材13の固定方法としては、例えば縁部材13を1対の電極2により挟持して、電極2に通電することによるスポット溶接を行う。
(もっと読む)
発泡性充填具
【課題】射出成形のみに依存せずに成形することの容易な発泡性充填具を提供する。
【解決手段】
発泡性充填具11は、加熱されることで発泡及び硬化して発泡体を形成する発泡性部材14を備えている。発泡性部材14は、本体部12とインナパネル51に取り付けられる取付部13とを有している。取付部13は、発泡性部材14に第1切れ込み部15を設けることにより、本体部12と連結された状態で本体部12から突設される。
(もっと読む)
成形体の製造方法
【課題】二次発泡の発泡倍率が高く、かつ、高いクッション性を有する成形体の製造方法を提供する。また、型形状の賦形性が良く、特に絞り形状部を有する場合、絞り形状部における成形体の外観に優れる成形体の製造方法を提供する。
【解決手段】第一の発泡シートからなる基材層と、この基材層の上に設けられた第二の発泡シートからなる中間層と、この中間層の上に設けられた非発泡シートからなる表皮層と、を有する積層体からなる成形体の製造方法であって、前記積層体の基材層側の面を、前記表皮層側の面の表面温度よりも高い温度となるよう加熱する加熱工程と、密閉可能な成形型のキャビティ内に、加熱された前記積層体を、この積層体の少なくとも一方の面が、対向する成形型のキャビティ面に直接接触しないよう配置し、前記成形型を型締する型締工程と、前記キャビティ内の圧力を減少させて前記積層体を膨張させる減圧工程と、前記減圧工程を経た積層体を冷却する冷却工程と、を有する。
(もっと読む)
発泡性充填材
【課題】部品点数を削減することが可能であり、貫通孔を有するパネルへの取り付けに際して、所定の形状に曲成した状態で維持することができる発泡性充填材を提供する。
【解決手段】発泡性充填材11は、湾曲可能な本体部12と、第1及び第2取付挿通部13,14とを備えている。第1及び第2取付挿通部13,14は、本体部12の第1及び第2端縁12a,12bにそれぞれ連結する第1及び第2本体連結部15,16に設けられている。本体部12は、第1及び第2取付挿通部13,14が挿通される第1及び第2挿通孔17,18を有している。第1及び第2取付挿通部13,14が第1及び第2貫通孔51a,51bに挿通されるとともに係止されることで、本体部12はインナパネル51に取り付けられる。本体部12、第1及び第2取付挿通部13,14、並びに第1及び第2本体連結部15,16は一体に成形されている。
(もっと読む)
発泡充填具、その取付構造及び取付方法
【課題】複数の発泡部材又は複数の支持部材の相対的な位置を規定することが容易であり、かつ、構成部材を簡素化することの容易な発泡充填具、その取付構造及び取付方法を提供する。
【解決手段】発泡充填具11は、加熱されることで発泡体を形成する第1及び第2発泡部材12,13から構成されている。第1及び第2発泡部材12,13は、それぞれ第1及び第2取付部14,15を有している。第1発泡部材12には、嵌合凸部16が形成されるとともに、第2発泡部材13には嵌合凹部17が形成されている。発泡充填具11は、ピラーのリンフォースパネルに取り付けられる。このとき、嵌合凸部16及び嵌合凹部17の嵌合により、第1及び第2発泡部材12,13は連結されるとともに第1及び第2発泡部材12,13の離間が規制される。
(もっと読む)
樹脂成形体およびその製造方法
【課題】金属調光沢を有しながら、リサイクル性が高く、かつ安価な樹脂成形体、および、金属調光沢を有しながらリサイクル性が高い樹脂成形体を、簡易な工程かつ低コストで製造できる樹脂成形体の製造方法を提供すること。
【解決手段】複数の非球形の空隙を内部に有し、該複数の空隙は、特定の方向に対して樹脂と空隙との繰り返し構造を形成するように分散している。また、原料樹脂成形体に、第一温度において不活性ガスを含浸させる第一含浸工程と、前記不活性ガスを含浸させた原料樹脂成形体に、前記第一温度よりも低い第二温度において、不飽和状態となるように不活性ガスをさらに含浸させる第二含浸工程と、前記不活性ガスをさらに含浸させた原料樹脂成形体を加熱する加熱工程と、を含む。
(もっと読む)
ポリ乳酸樹脂組成物気孔体およびその製造方法
【課題】本発明は、量産時に気孔径が微細であるとともに当該気孔径のばらつきが少ないポリ乳酸樹脂気孔体を安価に安定して提供することを目的とする。
【解決手段】ポリ乳酸樹脂(A)に、JIS K2398 による水との接触角が87度以上のポリマー(B)を含有し、内部に平均気孔径50μm以下の気孔を有することを特徴とするポリ乳酸樹脂組成物気孔体。
(もっと読む)
多孔質膜の製造方法及び燃料電池用電解質膜
【課題】プロトン伝導性を損なうことなく、乾湿サイクル及び熱冷サイクルが付加された条件下においても、膜の耐久性を向上させることができる多孔質膜の製造方法、及びこれにより製造された電解質膜を提供する。
【解決手段】膜厚方向Dに対して交差する方向に延在した複数の空孔21aが形成された樹脂製の多孔質膜21Aを、流体Lに含浸させることにより、空孔21aに流体Lを充填する工程と、空孔21aに充填された流体Lを凍結しながら膨張させる工程と、凍結した流体Lを解凍し、空孔21aから液体Lを排出する工程と、を含む。
(もっと読む)
1 - 20 / 90
[ Back to top ]