
Fターム[4F213AD03]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (746) | 材料 (191) | 無機物質 (133) | 金属 (97)
Fターム[4F213AD03]に分類される特許
21 - 40 / 97
複合歯車ブランクおよび複合歯車ブランクの製造方法
複合歯車ブランクの製造方法は、非回転式金型(10,12,28)に硬質のセンターピース(2)を入れるステップと、金型を不活性化するステップと、センターピースの周囲の金型を満たすまで液体反応混合物(M)を加えるステップと、満たされた金型に静圧をかけるステップと、センターピースを取り囲むプラスチック製外側部を形成するために反応混合物を重合させるステップとを備える。こうして作られた複合歯車ブランクは、室温および120℃までの高温のいずれにおいても垂直および剪断接着強度の値を改善しており、特に、自動車用電動ステアリングシステムのウォーム歯車部を製造するのに適している。 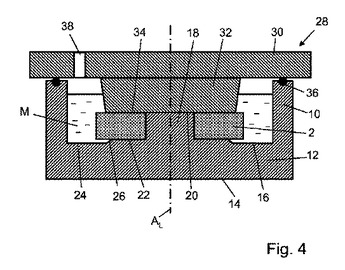 (もっと読む)
(もっと読む)
すべり要素およびその製造方法
金属支持層(2)と、支持層上に施与された多孔質金属担持層(3)と、マトリクス材料として少なくとも1種類の熱可塑性樹脂を有する、前記担持層上に施与された厚さDのすべり層とを有するすべり要素が記載されている。すべり層(6)は、熱可塑性樹脂マトリクスを含む第1の材料(4)と、前記第1の材料のある表面領域においてD以下の深さTまで勾配を形成するPTFEを含む第2の材料(5)とを有する。 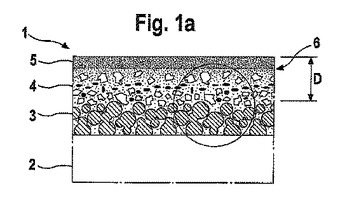 (もっと読む)
(もっと読む)
ゴムロール、ゴムロールの製造方法、帯電装置、画像形成装置及びプロセスカートリッジ
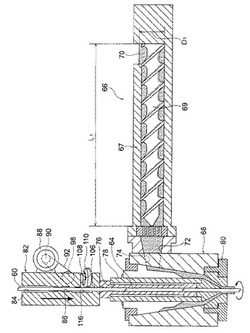
【課題】残留歪による変形が抑制されたゴムロール、ゴムロールの製造方法、帯電装置、画像形成装置及びプロセスカートリッジを得る。
【解決手段】芯金供給部材82内へ供給された芯金64を、回転送りロール110によって回転させる。この芯金64の外周面に、押出機66から供給されたゴム材料70が被覆する。このため、ゴム材料70を再加硫させることができ、ゴム材料70に残留する歪が緩和され、残留歪による帯電ロール54の変形が抑制される。
(もっと読む)
ゴムロールの製造方法
【課題】耐久性及び表面性に優れたゴムロールの製造方法を提供することを課題とする。
【解決手段】芯金の外周に弾性層を具備するゴムロールの製造方法であって、前記芯金の外周にハロゲンを有さないゴム基材を含むゴム組成物を硬化させて弾性体を成形する工程と、前記弾性体の軸方向端部を加工する工程と、加工された弾性体を具備する前記芯金をめっき処理する工程と、めっき処理後に前記弾性体の表面を研磨して弾性層とする工程とを具備する。
(もっと読む)
ゴムクローラの製造方法

【課題】品質の高いゴムクローラを効率的に製造できる方法を提案する。
【解決手段】複数のセグメントを配列して円形状に固定保持した下型U1とこの下型U1に合わさる上型U2との相互間にてモールドキャビティを形成し、このモールドキャビティ内に、インナーゴム3b、補強材4、芯体5及びアウターゴムシート3dをそれぞれ巻き回して成型したのち型締めし、次いで、加圧、加硫、脱型することによりゴムクローラを製造するに当たり、前記芯体5を、インナーゴム3bの外表面に巻き掛けられた少なくとも二層の接着性ゴムシート5b、5cと、この接着性ゴムシート5b、5cの相互間にて挟持され該内型U1の周りにスパイラル状に巻き回されたスチールコード5aにて形成する。
(もっと読む)
電子写真機器用帯電ロールおよび電子写真機器用帯電ロールの製造方法
【課題】導電性ゴム組成物を押出成形する際に生じる導電性ゴム組成物と押出機のダイスとの間の摩擦を低減して抵抗調整層の表面に斑状の微細な凹凸が生じるのを抑制するとともに、使用時において接触する像担持体の削れを防止することが可能な電子写真機器用帯電ロールを提供すること。
【解決手段】軸体12の外周に導電性弾性層14と抵抗調整層16とを有する帯電ロール10であり、抵抗調整層16が、平均粒径が2〜5μmの球状粒子を配合した導電性ゴム組成物を押出成形し、これを架橋してなるものであり、架橋後における抵抗調整層16の表面粗さ(Rz)を2〜5μmの範囲内とした帯電ロール10とする。この際、導電性ゴム組成物の粘度はMV50以下であることが好ましい。
(もっと読む)
成形されたポリウレタンフォーム製品の後硬化
発泡製品を製造する方法であって、型穴に液体材料を注入することによって発泡製品を形成(10)すること、型穴から発泡製品を取り出して、型抜き(11)すること、型抜き(11)をした後、そして、圧縮(40)する前に、補助熱を加えることにより、発泡製品を後硬化(20)して、セットダメージを減少し、かつ発泡製品上に表面層を形成すること、及び発泡製品を機械的に圧縮することによって、発泡製品を圧縮(40)して、予め定められた発泡製品の厚みの縮小を得ることを含む方法。本方法は、発泡製品を後硬化(20)した後、そして、圧縮(40)する前に、発泡製品に加えられた補助熱を取り除くことによって、発泡製品を冷却(30)することを更に含む。 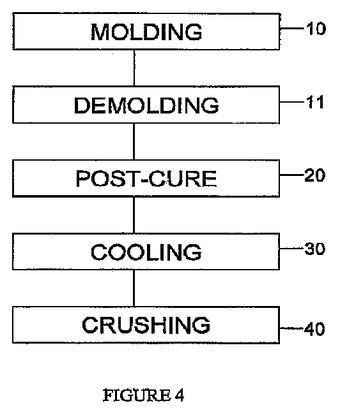 (もっと読む)
(もっと読む)
クリーニングブレード、現像ブレード及びその製造方法
【課題】摩擦低下剤、研磨剤、導電剤を適用したポリウレタン製弾性部材をもちいたクリーニングブレード又は現像ブレードを提供する。
【解決手段】エッジ部分又はニップ部分とバックアップ層を形成するポリウレタンの組成が異なるポリウレタン製弾性部材を金属製支持部材に接着したクリーニングブレード又は現像ブレードであって、エッジ部分又はニップ部分を形成するポリウレタンが添加剤を混入したポリウレタンであり、バックアップ層を形成するポリウレタンが前記添加剤を混入しないポリウレタンであるクリーニングブレード又は現像ブレード。
(もっと読む)
導電性ゴムローラの製造方法、導電性ゴムローラ及び画像形成装置
【課題】導電性ゴムローラのゴム層を成型する前工程である予備成型において、熱履歴によるゴム物性の変化、特に硬度低下の無い導電性ゴムローラの製造方法を提供する。
【解決手段】ゴム層材料が、ゴム成分として少なくともアクリロニトリルゴムとエピクロルヒドリンゴムを含み、前記ゴム成分の合計を100質量部としたとき、カーボンブラックを5〜30質量部含有するゴム組成物であって、前記押出成型の前工程として、2軸押出し機による前記ゴム層材料の押し出し直後の表面温度が40℃〜80℃であり、予備成型時間が2〜10分で、前記ゴム層材料を連続成型し、かつ、前記押出成型で用いる押出し機に連続的に該リボン状ゴムを供給する予備成型工程を有する導電性ゴムローラの製造方法。
(もっと読む)
ローラの製造方法、現像ローラ及び画像形成装置
【課題】硬化終了後冷却することなく金型から脱型することができ凹み不良を発生せずに寸法精度の高いローラを効率よく得ることのできるローラの製造方法を提供する。
【解決手段】金型の内面に離型剤の塗布面を形成する離型剤塗布工程、金型内に軸芯体を配置する軸芯体配置工程、金型内に軸芯体と同心状に液状シリコーンゴムをローラ状に射出する射出工程、金型内で液状シリコーンゴムを成形する一次硬化工程、軸芯体114aおよび成形された液状シリコーンゴム114bを金型から取り出す脱型工程、および、脱型工程後の液状シリコーンゴムの硬化を進める二次硬化工程を含むローラの製造方法において、離型剤がフッ素系離型剤と界面活性剤とを含む離型剤組成物であり、フッ素系離型剤と界面活性剤との質量比が1:9以上9:1以下である。この方法で製造された現像ローラおよびこの現像ローラを備える画像形成装置。
(もっと読む)
プラスチックから複合材構成要素を製造するための方法、その方法に従って製造された複合材構成要素、およびそのような複合材構成要素の使用
本発明は、複合材構成要素(100)を製造するための方法であって、
1.1 少なくとも1層の裏当て層(114)および少なくとも1層の着色層(112)でできた装飾複合材(110)を製造するステップと、
1.2 少なくとも1層の外層(132;136)およびそれに接続された少なくとも1つのスペーサ(134)でできた構造複合材(130)を製造するステップと、
1.3 装飾複合材(110)と構造複合材(130)との間に接続層(120)を導入するステップと、
1.4 接続層(120)を硬化させながら、構造複合材(130)と装飾複合材(110)を接合するステップと
を含む方法に関する。 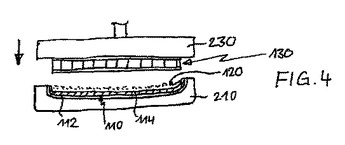 (もっと読む)
(もっと読む)
表皮材の製造方法
【課題】表皮材の構成を簡素化して貼合工程を減らすとともに、外観見栄えを向上させる。
【解決手段】本発明は、支持シート31と、反射層32が表面に形成された表面シート33とを備えた表皮材30の製造方法であって、赤外線透過顔料を含有した熱可塑性樹脂シートからなる表面シート33を成形する成形工程と、成形工程で成形された軟化状態の表面シート33を、反射層32を貼合面として表面シート33に貼り合わせる貼合工程とを備えた構成としたところに特徴を有する。
(もっと読む)
低電気抵抗率を有する補強ベルト
【解決手段】 コンベヤーベルトまたは動力伝達ベルトとして使用されるリンクベルトが提供されている。前記ベルトは、一連の連続して重複する関係を形成する複数のリンクで形成されている。各ベルトリンクの上面は導電層を含む。また、各ベルトリンクの下面も導電層を有することができる。前記導電層は前記ベルトに沿って電気経路を提供し、使用中、前記ベルトが駆動している時に静電気の蓄積を防げる。
(もっと読む)
弾性ローラ、弾性ローラの製造方法、画像形成装置用定着装置及び画像形成装置
【課題】発泡弾性層の端部が軸体から剥離すること、及び、記録体にしわが生じることを防止して高品質の画像を長期間にわたって形成することに貢献する弾性ローラ及びこの弾性ローラの製造方法を提供すること、並びに、高品質の画像を長期間にわたって形成することのできる画像形成装置用定着装置及び画像形成装置を提供すること。
【解決手段】軸体2の外周面に形成された発泡弾性層3を備え、前記発泡弾性層3は、その両端部3B、3CのアスカーC硬度が、その中央部3AのアスカーC硬度よりも大きいことを特徴とする弾性ローラ1、軸体2の外周面に配置した発泡ゴム組成物を特定の圧縮率となるように発泡させることを特徴とする弾性ローラの製造方法、並びに、この弾性ローラ1を備えて成ることを特徴とする画像形成装置用定着装置及び画像形成装置。
(もっと読む)
樹脂製回転体成形用半加工品の製造方法及び樹脂製回転体の製造方法ならびに樹脂製歯車
【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体を作業性よく製造する。
【解決手段】抄造法により、ブッシュ2の外周部の周囲に補強繊維を集積させてブッシュ2の外周部を囲む補強繊維集積体8を形成する第1のステップと、補強繊維集積体8を回転軸の軸線方向に圧縮して補強用繊維基材5を形成する第2のステップとからなる。そして、第1のステップと第2のステップとを、ブッシュと補強繊維集積体を収容している同一装置7内で連続して行う。
(もっと読む)
ベルト部材の製造装置および方法
【課題】所定角度および長さで切断したベルト材どうしを接合し、種々の所定コード角度の幅広のベルト部材を円滑に製造するベルト部材の製造装置および方法を提供する。
【解決手段】保持部5に載置したベルト材Bを、任意に設定された送り出し角度bで、引取りコンベヤ2に向って送り出し、ベルト材Bの先端を、送り出し角度bおよび送り出し長さLに応じて移動させた位置決め手段6の当接部7に当接させ、ベルト材Bの先端部を押え部8で引取りコンベヤ2上に押えつけ、この状態で保持部5を引取りコンベヤ2上から後退させ、この送り出したベルト材Bを、切断手段9で引取りコンベヤ2の長さ方向に沿って切断し、切断したベルト材Bを引取りコンベヤ2で所定距離搬送する工程を繰り返し、順次、引取りコンベヤ2上に切断したベルト材Bを並んで載置し、載置したベルト材Bの隣合う端部どうしを接合手段10で接合する。
(もっと読む)
繊維強化プラスチック製リンク構造体の製造方法、およびリンク構造体
【課題】所定の耐久性を有するリンク構造体の製造方法を提供すること。
【解決手段】リンク構造体の製造方法において、(A)繊維強化プラスチック本体8を成形する、(B)金属取付座9を作製する、(C)前記金属取付座を前記繊維強化プラスチック本体に接着する、(D)駆動部品が取り付けられる構造にするために、前記(C)の工程を経て接着された前記金属取付座と前記繊維強化プラスチック本体とを加工する工程を有し、前記(D)の工程は、前記金属取付座を、該金属取付座の軸線に対し凹凸構造に加工する工程、および/または、前記繊維強化プラスチック本体と前記金属取付座に、前記金属取付座に貫通穴を加工する工程と、前記繊維強化プラスチック本体と前記金属取付座に、前記金属取付座の軸線から略等距離になる箇所に貫通穴を加工する工程を有してなり、かつ、貫通穴を加工をする際には、前記繊維強化プラスチック本体側から加工をすること。
(もっと読む)
定着ベルト、定着装置、画像形成装置および定着ベルトの製造方法
【課題】界面における剥離の防止および脆性割れの防止を両立した定着ベルト、およびその製造方法の提供。
【解決手段】金属層同士が拡散接合され、厚さが0.01〜0.1μmである接合層101,102を有する定着ベルト10であって、2層以上の金属層10a,10b,10cを積層した積層体に、下記式の拡散面積が8.8×100〜6.8×102μm2の熱処理を施して接合層を形成し、該積層体に塑性加工を施して無端ベルト状に形成する。A=D0×exp(−QNA/kT)×t[Aは拡散面積、D0は拡散振動数、Qは自己拡散の活性化エネルギー、NAはアボガドロ数、kはボルツマン定数、Tは熱処理の温度、tは熱処理の時間を表す。]
(もっと読む)
可圧縮性印刷スリーブ担体及びその製造方法
【解決手段】 本発明は、複合ファイバー補強可圧縮性重合体で形成されたオフセットリソグラフィに使用される可圧縮性印刷スリーブ担体を提供する。印刷スリーブ担体は、補強フィラメント(22)を可圧縮性重合体(28)で被膜し、そのフィラメントを、心棒(26)の周りに巻き付けて、中空円筒形ベースを形成する。そのとき、ベースの内側面に近い第一部分は、可圧縮性重合体で覆われた巻回補強フィラメントを含んでおり、ベースの外側面に近い第二部分は、可圧縮性重合体を含んでいる。 (もっと読む)
焼結多孔性構造物及びその製法
多孔度の非常に高い構造物を製造する簡単で安価な方法を提供する。この方法は、構造物の所望の強度、多孔性、孔構造を与える複数の要素で構造物を製造することと、それから要素を共に焼結して構造物を得ることを含む。更に、焼結された非球形要素からなる新規な焼結された多孔性構造物を提供する。特定の実施形態においては、成形されたグリーン要素及び多孔性構造物が同時に焼結される。更に、焼結された非球形要素からなる新規な焼結された多孔性構造物を提供する。  (もっと読む)
(もっと読む)
21 - 40 / 97
[ Back to top ]