
Fターム[4F213AD18]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (746) | 形状、構造 (542) | 構造材(←芯材) (113)
Fターム[4F213AD18]に分類される特許
1 - 20 / 113
積層パネル
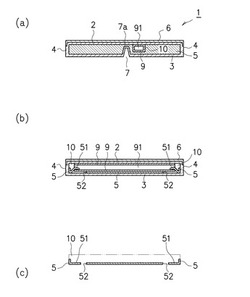
【課題】芯材に任意の補強板を収納する場合でも、芯材から補強材が外れ難い積層パネルを提供する。
【解決手段】 芯材(5)の少なくとも一面が他部材(表壁2または裏壁3)で覆われた積層パネル(1)であり、芯材(5)を変形して形成した保持部(51)を有し、その保持部(51)により、芯材(5)に収納された補強材(9)が保持されている。
(もっと読む)
ゴムロールの製造方法

【課題】金型の内部に芯金を入れる際、その芯金が金型の内壁や金型の内壁に設けられた被膜部材に接触するのを防止する。
【解決手段】芯金挿入工程において、治具40の貫通孔42の内径と芯金20の外径との差をA、第1金型12の内径と治具40の貫通孔42の内径との差の半分をB、治具40の貫通孔42の内壁面46の軸方向における長さをL、第1金型12の第2金型14側における他端面12Cから治具40の外端面40Aまでの軸方向における長さDから、長さLを減算した長さをCとしたときに、L>A×C÷Bの関係を満たすゴムロールRの製造方法とする。
(もっと読む)
円筒状積層体の製造方法
【課題】熱融着性シート材を加圧する条件を緩和しても、熱融着性シート材の熱融着を促進することができ、円筒状積層体の形状保持性を高めることの容易な円筒状積層体の製造方法を提供する。
【解決手段】円筒状積層体11の製造方法は、不織布12を加熱しながら巻芯に巻き取る巻取工程を備える。巻取工程では、巻芯21と駆動ローラー22とにより不織布12を加圧しながら、巻芯21と駆動ローラー22との間に不織布12を連続して通過させ、駆動ローラー22により不織布12を加熱して巻芯21に巻き取る。駆動ローラー22は、第1駆動ローラー22aと、それよりも下流側に位置する第2駆動ローラー22bとを備える。第2駆動ローラー22bの温度は熱融着性成分の融点以上とされる。第2駆動ローラー22bの周速度を第1駆動ローラー22aの周速度よりも速めるとともに、不織布12を第1駆動ローラー22aの周速度で供給する。
(もっと読む)
弾性ローラの製造方法
【課題】厚肉に形成した場合においても、寸法精度、特には振れ精度の良い弾性ローラの製造方法を提供する。
【解決手段】(1)内周面の全周にわたって形成された液状材料を吐出するための環状スリットを有する環状塗工ヘッドと軸芯体とを鉛直方向に相対的に移動させつつ、前記環状スリットから第一および第二の液状材料を吐出させて塗膜の積層体を軸芯体の周面に形成する工程と、(2)該積層体を硬化させる工程と、を有する、軸芯体とその周面に第1及び第2の弾性層を有する弾性ローラの製造方法。環状塗工ヘッドは、上流側から順に、2つの液状材料の供給口、第一及び第二の環状流路、連結流路、環状スリット(吐出口)を有し、連結流路の長さは1.0〜50mmである。液状材料Bの吐出時の温度における降伏応力Y2は、液状材料Aの吐出時の降伏応力Y1より小さく、かつ、Y1及びY2は共に20Pa以上600Pa以下の範囲内である。
(もっと読む)
中間転写ベルト、その製造方法、及び該中間転写ベルトを用いた画像形成装置
【課題】屈曲などに対しても粒子が抜け落ちず、良好な耐久性を持ち、トナーの離型性が初期状態を維持できる中間転写ベルトを提供する。
【解決手段】少なくとも弾性層、該弾性層上に球形樹脂粒子からなる樹脂層を設けた電子写真装置用中間転写ベルトであって、該弾性層の深さ方向に該球形樹脂粒子が埋没されており、該弾性層の露出部分の投影面積と該球形樹脂粒子の投影面積との和の70%以上が該球形樹脂粒子の投影面積であり、及び該球形樹脂粒子の露出部分において、平均粒子径aの球形樹脂粒子A群と平均粒子径bの球形樹脂粒子B群とが混在して存在し、該平均粒子径がb≦4a/5を満たし、かつ該球形樹脂粒子A群と該球形樹脂粒子B群との数量の割合(個数比)が2:8〜8:2の範囲で存在することを特徴とする。
(もっと読む)
スリーブゴムロールおよびその製造方法
【課題】熱伝導性の良いゴムを使用することでスリーブ表面の高効率で且つ迅速な加熱・冷却が可能となり、被成型物の巻き付きを未然に防止できるようにする。
【解決手段】加熱・冷却可能な軸芯部2の表面にゴムロール4を介してスリーブ5を外嵌し、ゴムロール4内に熱伝導金属6を混入して成るスリーブゴムロール1を形成する。軸芯部2は、金属ロール内管2aと金属ロール外管2bとの間に加熱・冷却媒体流路Pを形成して成る。軸芯部2とスリーブ5との間には、当該軸芯部2に対するスリーブ5の位置ズレを元位置に自己復帰するためのテンションバネ12a,12b使用によるズレ防止装置11を備える。スリーブゴムロール1の製造に際し、熱伝導金属を混入して成るゴムロール4を形成し、ゴムロール4内に、加熱・冷却熱媒体流路Pを形成して成る軸芯部2を挿入してから、ゴムロール4に加熱膨張させたスリーブ5を外嵌する。
(もっと読む)
分級ローター用羽根ピンの製造方法
【課題】芯材を再利用できる分級ローター用羽根ピンの製造方法を提供する。
【解決手段】ウレタン樹脂及び硬化剤を樹脂からなる容器に加えて攪拌し、原料溶液を調製する工程と、成形型に前記原料溶液を加える工程と、前記成形型の中心部に金属からなるピンを差し込む工程と、前記成形型を加熱炉内でウレタン樹脂を加熱硬化させる工程と、前記ウレタン樹脂を加熱炉から取り出し、前記金属ピンを抜き取る工程と、芯材を中空部に差し込む工程とを備え、前記芯材は、軸方向において前記中空円筒部よりも外側に配置される両端部を有し、前記両端部にビス穴が形成されている。
(もっと読む)
弾性ローラおよびその製造方法
【課題】発泡体層を用いて柔軟性を達成しつつ、圧縮永久変形性が良好な弾性ローラおよびその製造方法を提供すること。
【解決手段】導電性軸芯体と該導電性軸芯体の外周面上に発泡体層とを有し、該発泡体層の外周面上に被覆層を有する弾性ローラであって、該発泡体層は、エチレン−プロピレン−ジエンゴム、アクリロニトリル−ブタジエンゴム、水素化アクリロニトリル−ブタジエンゴムゴム、スチレン−ブタジエンゴム、ブタジエンゴム、イソプレンゴム、エピクロロヒドリンゴム、ブチルゴム、クロロプレンゴムおよびノルボルネンゴムのうちの少なくとも1つの原料ゴムと、明細書中に定義される式1〜3で示される化合物のうちの少なくとも1つの化合物とを含むことを特徴とする弾性ローラ。この弾性ローラの製造方法。
(もっと読む)
ビルドラインを有さない、シリコーンで被覆されたローラを製造する方法
【課題】ビルドラインを有さない、巻付け技術によってシリコーン表面被覆されたローラを製造する。
【解決手段】押し出された、顔料/充填剤を含有する付加硬化可能なシリコーンゴムストリップを、隣接し合うストリップのエッジが当接しながら接触するように支持体上に巻き付け、支持体上に一体の硬化させられたシリコーンゴム層を形成するために、硬化性シリコーンゴムを硬化させ、その後、表面被覆されたローラの露出したシリコーン表面を機械加工し、顔料及び/又は充填剤が、硬化したシリコーンエラストマがビルドラインを示さないような寸法及び形態のものである。
(もっと読む)
繊維質ライニングロールの製造方法
【課題】 繊維材料を巻付仮軸に巻き付けて、巻付仮軸表面に繊維層を形成し、この繊維層を軸方向に圧縮して、中空円筒体を製造する際、繊維層が外側に膨らむのを防止する方法を提供する。
【解決手段】 以下の(a)〜(d)工程を採用する。(a)工程:編組紐1を準備する。編組紐1は、芯材2と芯材2を被覆する編組構造体3とからなる。編組構造体3は、糸状物4を編組して構成される。(b)工程:編組紐1を巻付仮軸5の軸方向に螺旋状に巻き付ける。この結果、巻付仮軸5表面に繊維層が形成される。(c)工程:繊維層を巻付仮軸5の軸方向に圧縮する。また、硬化型樹脂を繊維層に含浸する。そして、硬化型樹脂を硬化させる。(d)工程:硬化型樹脂を硬化させた後、巻付仮軸5を取り外す。以上のようにして、繊維質中空円筒体を得る。これを、被ライニングロールに嵌装することによって、繊維質ライニングロールを得る。
(もっと読む)
中間転写ベルトの製造方法および中間転写ベルト
【課題】より低コストで製造可能なポリイミド樹脂を用いた中間転写ベルトの製造方法の提供。
【解決手段】ポリイミドフィルムからなる基材層を有する中間転写ベルトの製造方法において、該ポリイミドフィルム11を芯40に螺旋状に巻き付けて、基材層を形成する工程を含む。好ましくは、前記螺旋状に巻き付けたポリイミドフィルムの隣り合う側縁の突き合わせ幅21が1mm以下であり、ポリイミドフィルムの厚みが10〜50μmである。
(もっと読む)
無端帯状体の製造方法
【課題】無端帯状体を製造する場合に、円筒状の芯体の加熱時の温度ムラを低減し、無端帯状体の電気抵抗のムラを低減すること。
【解決手段】
円筒形状の芯体(1)の表面に皮膜形成樹脂溶液(6)を塗布する工程と、前記芯体(1)の軸方向を中心にして回転させて、前記芯体(1)に塗布された皮膜形成樹脂溶液(6)を乾燥させる工程と、前記芯体(1)の軸方向の一端側に、一端側からの風を遮蔽する遮蔽部材(16)を設ける工程と、前記遮蔽部材(16)が設けられた前記芯体(1)に対して、前記一端側から熱風を吹き出す送風手段(23)を有する加熱炉(21)に入れて加熱して、前記皮膜形成樹脂(6)が固化された無端帯状体(B)を製造する工程と、を有する無端帯状体(B)の製造方法。
(もっと読む)
電子写真用弾性ローラの製造方法
【課題】寸法精度、特には振れの小さいローコストな電子写真用弾性ローラの製造方法を提供する。
【解決手段】
軸芯体の両端部を鉛直方向に把持固定し中心軸の傾きを補正し、環状スリットを有する環状塗工ヘッドを用いて、軸芯体を鉛直方向に移動させ環状スリットから未硬化の弾性層材料を吐出して軸芯体外周上に塗工し硬化させる電子写真用弾性ローラの製造方法において、
前記吐出塗工前に、軸芯体の中心軸を基点座標として軸芯体の長手方向における最大振れ座標を検出する軸芯体振れ座標検出工程;
前記吐出塗工時に、環状塗工ヘッドの中心位置を基点座標から最大振れ座標の方向に一定の割合で移動し、最大振れ座標を検出した軸芯体の長手方向位置に環状塗工ヘッドが到達した後は環状塗工ヘッドの中心位置を基点座標の方向に一定の割合で移動する塗工時環状塗工ヘッド位置補正工程;
を有する方法。
(もっと読む)
ハードコート積層体の製造方法
【課題】打ち抜き加工を施すにもかかわらずハードコート層のクラックの発生を防止できる上に表面硬度を高くできるハードコート積層体の製造方法を提供する。
【解決手段】本発明のハードコート積層体1の製造方法は、未硬化塗膜をゲル分率が10質量%を超えかつ70質量%以下になるように予備硬化させて、半硬化状態のハードコート層を形成する予備硬化工程と、半硬化状態のハードコート層の基材11と反対側の面に保護フィルム20を貼合して半硬化積層体を得る半硬化積層体作製工程と、前記半硬化積層体を打ち抜き加工する打ち抜き工程と、打ち抜き加工した半硬化積層体の半硬化状態のハードコート層を、ゲル分率が75質量%を超えかつ100質量%以下になるように完全硬化させてハードコート層13を形成する本硬化工程とを有する。
(もっと読む)
ワイヤ補強層検査装置及びワイヤ補強層検査方法
【課題】内管の周囲に巻き付けられたワイヤの巻き付け不良をタイムリーに検出する。
【解決手段】ワイヤWを内管ゴム14の周囲に巻き付けるワイヤ巻き付け装置20にはワイヤ補強層検査装置10が設けられている。ワイヤ補強層検査装置10は、ワイヤ補強層16の表面形状を測定する表面形状測定装置50と、その表面形状に基づきワイヤ補強層16の巻き付け不良を検出するコントローラ70とを備えている。表面形状測定装置50は、ワイヤ補強層16にレーザ光54を照射するレーザ光射出部52と、反射したレーザ光55をイメージセンサに結像させてワイヤ補強層16の表面形状を測定する測定部56とを備えている。回転盤24が90度回転する毎に、表面形状測定装置50でワイヤ補強層16の表面形状を測定し、コントローラ70に取り込まれた最新の画像データと直近の画像データとを比較することで、ワイヤWの巻き付け不良を検出する。
(もっと読む)
ターンアップ装置
【課題】筒型ゴムシートの折り返し部分のダブつきやエア入り不良を防止することのできるターンアップ装置の提供。
【解決手段】ドラム12の外周側に筒型ゴムシート2を保持する。ドラム12の端部にシート端部2a及びビード3を保持するビードロック部13を設ける。ビードロック部13の保持するシート端部2aを広げて折り返すターンアップローラ14を設ける。シート端部2aをターンアップローラ14に押し付ける押付ローラ16を設ける。押付ローラ16をドラム12の中心軸方向に移動自在とする。押付ローラ16をターンアップローラ14側に付勢する。ターンアップローラ14と押付ローラ16とでシート端部2aを挟んで保持する。シート端部2aが十分に折り返されるまで広がった状態を維持する。
(もっと読む)
現像ローラの製造方法
【課題】
長期の使用によっても樹脂表面層が破断しにくい現像ローラを提供する。
【解決手段】
導電性軸体、ゴム弾性層およびポリウレタン樹脂を含有する膜厚が5μm以上20μm以下の樹脂表面層を有する現像ローラの製造方法であって、
(1)ゴム弾性層の表面に、体積平均粒子径が50〜400nmの金属酸化物の粒子を0.10mg/cm2以上1.00mg/cm2以下の密度で付着させる工程と、(2)該粒子を付着させた該ゴム弾性層の表面に、樹脂表面層の原料組成物を含む塗料を塗工し、硬化させて該樹脂表面層を形成する工程とを有することを特徴とする現像ローラの製造方法。
(もっと読む)
扉部材の製造方法
【課題】熱可塑性樹脂製積層化粧シートを用いて、木質基材の表面および木口面に異なる模様を、簡易につくるための方法を提供することである。また、枠付きの扉部材を簡易につくるための方法を提供することである。
【解決手段】転写箔と透明熱可塑性樹脂フィルムとを、該透明熱可塑性樹脂フィルムの一方の表面において押出ラミネートする工程と、前記透明熱可塑性樹脂フィルムの他方の表面に、スクリーン印刷により、二種以上の異なる模様を印刷し熱可塑性樹脂化粧シートを製造する工程と、略矩形立体形状をなす木質基材の表面部および木口部を前記熱可塑性樹脂化粧シートによって被覆する三次元ラミネート工程と、から少なくとも構成されていることを特徴とする扉部材の製造方法である。
(もっと読む)
電子写真用弾性ローラの製造
【課題】薄くて硬い接着剤層を形成することで、接着剤層が削れてしまうのを防ぎ、ローラの外観不良を低減する。
【解決手段】接着剤層103を介して弾性層102が軸芯体101に接着している電子写真用弾性ローラの製造方法において、該軸芯体の外周に接着剤を塗布する工程と、該接着剤を紫外線照射により硬化し、接着剤層を形成する工程と、該接着剤層が形成された該軸芯体の周囲にリング状部材を装着する工程と、環状塗工ヘッドを用いて該接着剤層の外周上に液状ゴムを吐出塗布する工程と、塗布された該液状ゴムを加熱硬化し弾性層を形成する工程とを有し、該接着剤は少なくとも、エポキシ基を有するオルガノアルコキシシラン、光カチオン重合開始剤、およびビニル基を有するシランカップリング剤を含有し、形成された該接着剤層の厚さは10nm乃至100nmであることを特徴とする。
(もっと読む)
伝動ベルト
【課題】歯用ゴムの原材料が、成型中に不織布を通過すると、歯用ゴムが、不織布のファイバと同一水準にある表面上に存在することになる。これにより発生するノイズを回避することが可能なベルトおよびその製造方法。
【解決手段】織られたまたは織られていない外側のカバーを備えたエチレンαオレフィンエラストマー系のエラストマー歯を示す伝動ベルトに関する。歯3が、特に熱可塑性材料からなるバリア層4で覆われ、歯3の少なくともフランク8上にある外側のカバー5がバリア層4の厚みの一部分内に部分的に含まれていることを特徴とする。
(もっと読む)
1 - 20 / 113
[ Back to top ]