
Fターム[4F213AG03]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 一般形状、構造物品(用途物品優先) (1,313) | 積層体 (336)
Fターム[4F213AG03]に分類される特許
81 - 100 / 336
レンズ及びその製造方法

レンズを製造するための方法において、第1の表面(102)に凹所(106)を備えている基板(100)が用意される。第1の所望のレンズ表面と第2の所望のレンズ表面とを有するレンズ構造(108)が前記基板の凹所(106)に形成される。 (もっと読む)
繊維強化複合材料成形品の製造方法

【課題】繊維強化複合材料の板状体と熱可塑性樹脂とが良好に密着して一体化した繊維強化複合材料成形品を生産性よく製造する。
【解決手段】繊維強化複合材料からなり、少なくとも一方の面11aが凹凸状に形成された板状体11を成形する板状体成形工程と、凹凸状に形成された面11aに熱可塑性樹脂12を射出成形して、板状体11と熱可塑性樹脂12とを一体化させる射出成形工程とを有し、板状体成形工程では、板状体11の成形と凹凸状の形成とを一括に行う。
(もっと読む)
耐候性多層システム
本発明は、第1層(A)、第2層(B)、第3層(C)および第4層(D)を含有する多層製品に関する。第1層(A)は340nmにて少なくとも0.2の吸光度を有する耐引掻保護層であり、第2層(B)は、340nmにて少なくとも2の吸光度を有するアルキルアクリレート層であり、第3層(C)および該第4層(D)は、紫外線安定化ポリカーボネートを含有する。また、本発明は、該多層製品の製造方法にも関する。 (もっと読む)
成形品及びその製造方法
【課題】外観や強度に優れた曲げ加工時の応力に耐えうるハニカム構造を持つ成形品及びその製造方法を提供する。
【解決手段】成形品Aは、塑性を有する1枚のシートが所定の形状に成形されてなるシート材を、内部に多角柱状又は円柱状をなす複数のセルSが並設されるように折り畳み成形したコア層と、コア層の上下両面に配されるスキン層とを有する構造体に曲げ加工による曲げ部Mが形成されているためコア層に存在する接合部分がスキン層が存在することにより剥がれにくくなる。
(もっと読む)
擬似藺草の製造方法
【課題】畳表を織製するのに適した擬似藺草を容易に製造することのできる擬似藺草の製造方法を提供する。
【解決手段】延伸された樹脂テープを第一の加熱金型10に導入して温度T1でフィラメント状に融着させることにより、擬似藺草100の中芯部を得る融着工程と、第一の加熱金型10から導出された中芯部を第一の加熱金型10とは別の第二の加熱金型20に導入することにより、その外面に樹脂を温度T2で延伸を受けない状態で溶融接着してコーティング部を形成するコーティング工程と、第二の加熱金型20から導出された擬似藺草100のコーティング部を温度T3で冷却する第一次冷却工程と、を経て擬似藺草を製造する。
(もっと読む)
樹脂容器の成形方法
【課題】自動車用の樹脂製燃料タンクなどの樹脂容器の成形方法において、異なる複数の機能を具備しつつ、複雑な金型構造を有することなく、確実に開口周縁部を接合可能な成形方法についての技術の提供を課題とする。
【解決手段】燃料透過防止機能を有する三層のフィルム材11と、該フィルム材11の表裏面に積層する溶融樹脂シート12・12と、を加圧ロール5によって圧着して積層し、積層シート10・10を成形する第一工程と、二組の成形金型20・20に積層シート10・10を配設して、積層シート10・10を所定形状の成形体23・23に加圧成形する第二工程と、凹型金型21・21同士を型合わせして成形体23・23同士を圧着結合する第三工程と、を備え、第二工程では、積層シート10・10の一面側の溶融樹脂シート12が凹型金型21・21側に配置され、他面側の溶融樹脂シート12が凸型金型22・22側に配置される。
(もっと読む)
調光光学素子を製造するための方法、および調光光学素子
本発明は、調光光学素子を調製するためのプロセスおよび対応する調光光学素子に関する。所定の光学体から開始して、本発明によるプロセスは、前記光学体の一部の上に少なくとも透明樹脂を含む第1の層を堆積させる工程と、先に堆積された前記第1の層の上に、調光色素を含む第2の層を堆積させる工程とを含む。 (もっと読む)
フィラー、およびポリマーを含有する平膜の製造方法
【課題】
本発明は、フィラー、およびポリマーを含有する平膜であって、および両面が平滑な膜の製造方法を提供することを課題とする。
【解決手段】
フィラー、およびポリマーを含有する平膜の製造方法であって、
工程1:フィラー、ポリマー、および溶媒を含有する塗料組成物を、第1の基材の片面上、および第2の基材の片面上に、それぞれ塗布すること、
工程2:前記塗布された組成物から前記溶媒を蒸発させることによって、前記塗料組成物から、自立可能かつ可塑変形可能な塗膜を形成させること、および
工程3:第1の基材の表面上に形成された塗膜と第2の基材の表面上に形成された塗膜とを、各基材とは反対側の面が接触するように貼り合わせること
を含む方法。
(もっと読む)
屈曲した形状のホースを製造する方法
【課題】本発明は、ホースの曲げ工程が簡単で、未加硫ゴムに不用意な熱履歴を与えない屈曲した形状のホースの製造方法を提供する。
【解決手段】本発明にて、樹脂マンドレルRMを押出形成し、樹脂マンドレルRMの外周部に未加硫ゴムからなるホース中間体を形成し、ホース中間体および樹脂マンドレルRMを所定長さに順次切断する。その後、樹脂マンドレルRMの中空部RMaにヒータ30bを挿入して、樹脂マンドレルRMを加熱しつつ樹脂マンドレルRMおよびホース中間体を所定形状に曲げ、その後加硫する。加硫工程を経た樹脂マンドレルRMが加硫時の余熱または外部加熱により軟化した状態にて、ホース中間体から樹脂マンドレルRMを抜き取る。
(もっと読む)
ポリマーテープの製造方法および製造装置
本発明は高配向、高分子量ポリマーテープの製造方法に関する。この方法は、a)非繊維性ポリマーシート(30)を成形する工程;b)前記シート(30)を圧延および伸長して部分配向ポリマーウェブ(31)を形成する工程;c)部分配向ポリマーウェブ(31)を延伸して配向非繊維性ポリマーテープ(33)を形成する工程を含み、この方法は、少なくとも1つの方法工程のライン入口速度が、その前段の方法工程のライン出口速度と異なる点で非連続的である。本発明はまた、この方法を実施する装置に関する。本発明は、さらに、ポリマーテープを含む素材シートに関する。素材シートを含む耐衝撃製品は、優れた耐衝撃性を示す。 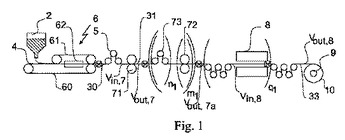 (もっと読む)
(もっと読む)
光学物品の製造方法
【課題】接着剤の厚みが均一な光学物品の製造方法を提供すること
【解決手段】接着剤18を介して複数の透光性部材の主面を互いに貼りあわせる、光学物品の製造方法であって、スペーサー13を含有していない光学接着剤液181と、前記スペーサー13が分散された光学接着剤液182と、をそれぞれ滴下する滴下工程と、複数の透光性部材の主面同士を互いに押圧して前記光学接着剤液を前記主面の間に押し広げて挟持する挟持工程と、を備え、前記滴下工程では、前記透光性部材14の中心部Aと前記中心部A以外の領域とに滴下されることを特徴とする光学物品の製造方法。
(もっと読む)
歯付きベルト
【課題】高温下で高い負荷が加えられるといった厳しい条件下で長期間使用されても、帆布および歯部を確実に保護できる耐久性に優れた歯付きベルトを実現する。
【解決手段】歯付きベルト10の歯ゴム層12を、歯表面帆布18および最外層の歯面保護層20で覆う。歯面保護層20はゴムシートにより形成されている。歯表面帆布18の外側を歯面保護層20で覆うことにより、耐摩耗性等を向上させつつ衝撃吸収性を良好に保つ。さらに、短繊維24を加えて歯ゴム層12を高硬度化して歯部全体の剛性を高め、歯付きベルト10の耐久性を向上させる。
(もっと読む)
複合歯車ブランクおよび複合歯車ブランクの製造方法
複合歯車ブランクの製造方法は、非回転式金型(10,12,28)に硬質のセンターピース(2)を入れるステップと、金型を不活性化するステップと、センターピースの周囲の金型を満たすまで液体反応混合物(M)を加えるステップと、満たされた金型に静圧をかけるステップと、センターピースを取り囲むプラスチック製外側部を形成するために反応混合物を重合させるステップとを備える。こうして作られた複合歯車ブランクは、室温および120℃までの高温のいずれにおいても垂直および剪断接着強度の値を改善しており、特に、自動車用電動ステアリングシステムのウォーム歯車部を製造するのに適している。 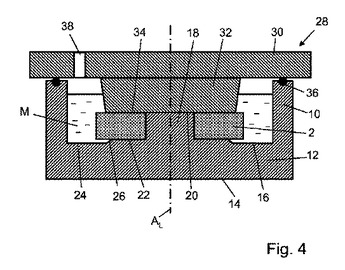 (もっと読む)
(もっと読む)
複合構造の予測可能な結合補修のためのテーパつきパッチ
複合構造の不整合領域の補修用のパッチは、不整合な領域を覆うように構成され、接着層により構造に結合される複合積層パッチを含んでいる。パッチは、テーパの付いた断面と、それぞれ異なる破壊靭性を有する少なくとも第1及び第2の領域とを有する複数の複合プライを含む。 (もっと読む)
プラスチックレンズの製造方法およびプラスチックレンズ
【課題】複雑な工程や特殊な装置を必要とせず、光学特性に優れたプラスチックレンズを低コストで製造する方法を提供する。
【解決手段】 プラスチックレンズの製造方法は、曲面形状を有するキャビティ部1aを備えた開放型1を準備し、液状の光硬化性または熱硬化性の樹脂をキャビティ部1aに充填する工程と、b)樹脂を硬化させて曲面形状が転写された転写面を有する樹脂成形体5を形成する工程と、c)板状基材11を準備する工程と、d)光硬化性または熱硬化性の樹脂を含有する接着樹脂層15を間に介在させて板状基材11と樹脂成形体5の開放面とを張り合わせた後、接着樹脂層15を硬化させることによって板状基材11と樹脂成形体5とを一体化させてプラスチックレンズを形成する工程と、e)開放型1から、プラスチックレンズを離型する工程と、を備えている。
(もっと読む)
適合させたパッチを用いた複合構造の予測可能な結合補修
複合構造の不整合領域の補修用のパッチは、複合積層パッチと、積層パッチを複合構造に結合する接着層とを含んでいる。積層パッチは、不整合領域周辺の歪みエネルギーをそれぞれ異なる速度で放出する少なくとも第1及び第2の領域を有している。 (もっと読む)
積層成形品の製造方法
【課題】ホットメルトを表皮側に設定して、表皮を加熱軟化処理した後、圧着金型で芯材と表皮とをプレス一体化する積層成形品の製造方法において、表皮の加熱工程時における表皮の熱的ダメージを抑え、かつ加熱時間を短縮化する。
【解決手段】表皮22にホットメルト22cをプレコート処理し、表皮22を加熱処理する際、熱電対46等の熱源を埋め込んだ加熱板44を表皮22のホットメルト22c面に接触加熱させることで、短時間で有効にホットメルト22cだけを加熱軟化させ、表皮22の加熱工程での熱的ダメージを最小限に抑え、かつ加熱時間を短縮化する。
(もっと読む)
導電性ローラーの再生方法
【課題】劣化した導電性ローラーをリサイクルし再利用できる導電性ローラーの再生方法を提供する。
【解決手段】所定の径を有すると共に、基材となるローラーシャフト31の周面31aに導電性を有する被覆層32を備える帯電ローラー3の再生方法であって、被覆層32を除去する除去工程と、上記除去工程の後、上記所定の径になるように被覆層32を再形成する被覆層形成工程とを有する手法を用いる。
(もっと読む)
レーザ彫刻およびインモールド転写技術によりプラスチック製品上にレーザ彫刻パターンを形成する方法およびその製品
【課題】
レーザ彫刻およびインモールド転写技術によりプラスチック製品上にレーザ彫刻パターンを形成する方法およびその製品を提供する。
【解決手段】
まず、透明薄膜21を有する転写薄膜20を製作し、透明薄膜21の底面に1層の紫外線硬化透明ワニスを塗布して保護層22を形成した後、保護層22の下方に1層の印刷層23を塗布する工程と、射出成形金型のキャビティ中に転写薄膜20を配置し、金型のキャビティ中にプラスチックを注入してプラスチック射出成形物品10を形成し、プラスチック射出成形物品10の表面に転写薄膜20を貼り付ける工程と、保護層22が貼り付けられたプラスチック射出成形物品10の表面に紫外線を照射し、保護層22を硬化させる工程と、レーザ彫刻機が生成させるレーザビーム31により、プラスチック射出成形物品10の表面上にレーザ彫刻パターンを形成させる工程とを含む。
(もっと読む)
センターベルトの製造方法
【課題】 凹凸のピッチが小さい場合や、帆布の剛性が高いような場合でも帆布には確実に凹凸形状をつけることができ、帆布の凹凸への沿いにくさの原因は解消され、センターベルトの凹凸形状が確実に形成されるセンターベルトの製造方法を提供する。
【解決手段】 ブロックを嵌合固定してなる高負荷伝動ベルトに用いるセンターベルトであって表面に保護材を積層したセンターベルトの製造方法において、凹凸形状を有する金型100上に保護材25を配置して、押圧部材104により保護材25を金型100の凹凸形状に沿わせ、押圧部材104を取り除いた後にゴムシート107を積層して加熱加圧することによって加硫する工程を有する。
(もっと読む)
81 - 100 / 336
[ Back to top ]