
Fターム[4F213AG03]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 一般形状、構造物品(用途物品優先) (1,313) | 積層体 (336)
Fターム[4F213AG03]に分類される特許
101 - 120 / 336
センターベルトの製造方法

【課題】 凹凸のピッチが小さい場合や、帆布の剛性が高いような場合でも帆布には確実に凹凸形状をつけることができ、帆布の凹凸への沿いにくさの原因は解消され、センターベルトの凹凸形状が確実に形成されるセンターベルトの製造方法を提供する。
【解決手段】 ブロックを嵌合固定してなる高負荷伝動ベルトに用いるセンターベルトであって表面に保護材を積層したセンターベルトの製造方法において、凹凸形状を有する金型100上に保護材25を配置して、押圧部材104により保護材25を金型100の凹凸形状に沿わせ、押圧部材104を取り除いた後にゴムシート107を積層して加熱加圧することによって加硫する工程を有する。
(もっと読む)
架橋化された弾性フィルムを含む弾性積層体を作製する方法

架橋化弾性フィルム及び不織布表面材を含む積層体から複合材料を作製する方法を提供する。該作製方法は、架橋性弾性ポリマーを含む熱可塑性組成物を第1の不織布の表面上に直接的に押し出して第1のフィルムを成形するステップと、前記第1のフィルムを前記第1の不織布に対して結合させて積層体を形成するステップと、前記架橋性弾性ポリマーを架橋化するステップと、その後、前記第1のフィルムを、第2の不織布を含む第2の表面材に対して直接的に結合させるステップとを含むことを特徴とする。 (もっと読む)
3次元成形品およびその製造方法
a)単配向ポリマーからなる複数の一体化したフィルムまたはテープを含む構造体を提供する工程、b)配向ポリマーの融点未満の温度で圧力を加えることにより、構造体を3次元成形製品に成形する工程を含む3次元成形製品の製造方法。 (もっと読む)
偏光板の製造方法、偏光板、および液晶表示装置
【課題】製造コストが安く、視野角補償能が大きく、斜めから見たときの光漏れが改善された偏光板の製造方法および該製造方法で得られる偏光板を提供する。
【解決手段】偏光板保護フィルムAを製造する工程と、偏光子の一方の面に前記偏光板保護フィルムAを貼合する貼合工程とを含む偏光板の製造方法であって、前記偏光板保護フィルムAを製造する工程が、負の複屈折性樹脂を含む組成物の溶融物を挟圧装置挟圧装置を構成する第一挟圧面と第二挟圧面の間に通過させて帯状のフィルム状に成型する工程と、前記第一挟圧面の移動速度を前記第二挟圧面の移動速度よりも速くする工程とを有し、前記貼合工程が、前記偏光板保護フィルムAと帯状の前記偏光子とを各帯状のフィルムの長手方向どうしを一致させて重ね合わせて、貼り合せる工程を有することを特徴とする偏光板の製造方法。
(もっと読む)
加飾成形体の製造方法及び加飾成形体
【課題】シート体の縁を外観上視認し難くし、見映えを良くする技術の提供。
【解決手段】シート体13に対し本体12における外形面12aの面縁と整合する折込線13cを形成するため、シート体13を本体12における外形面12aの面縁に合わせて容易に屈曲でき、シート体13の縁を本体12の外形面12aから本体12の内形面12c側に回すことができる。よって外観上はシート体13の縁を視認し難くすることができ、見映えを良い加飾成形体11を製造することができる。
(もっと読む)
フェロエレクトレット多層複合材料および平行管状チャンネルを有するフェロエレクトレット多層複合材料の製造方法
本発明は、順に重ねられて一緒に結合された少なくとも2つのポリマーフィルムを含んでなるフェロエレクトレット多層複合材料(1)であって、ポリマーフィルムの間にボイドが形成され、ボイドが管状の特に平行なチャンネルである、フェロエレクトレット多層複合材料に関する。本発明は更に、平行な管状チャンネルを有するフェロエレクトレット多層複合材料の製造方法、および前記フェロエレクトレット多層複合材料の製造方法を実施するための装置に関する。前記フェロエレクトレット多層複合材料を含んでなる圧電素子も開示する。 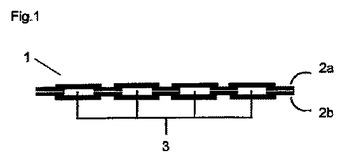 (もっと読む)
(もっと読む)
フェロエレクトレット2層および多層コンポジットおよびその製造方法
本発明は:第1ポリマーフィルム(1)の少なくとも1つの第1表面を構造化し、高さのある外形を形成し、工程a)で形成された第1ポリマーフィルム上の構造化表面に少なくとも1つの第2ポリマーフィルム(5,1’)を適用し、ポリマーフィルム(1,1’5)を接着してポリマーフィルムコンポジットを与え、空隙(4,4’)を形成し、工程c)で形成された空隙(4,4’)の内側表面に反対電荷を用いて帯電させることによって、規定の空隙を有する2層または多層フェロエレクトレットを製造する方法に関するものである。さらに、本発明は、前記方法によって任意に製造され、少なくとも2つのポリマーフィルムは一方が他方の上に配置され、互いに接着されて成り、ここでポリマーフィルム間に空隙が形成される、フェロエレクトレット多層コンポジットに関する。前記フェロエレクトレット多層コンポジットを備える圧電素子も開示する。 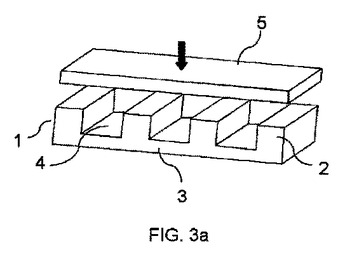 (もっと読む)
(もっと読む)
半導電性ベルト及びその製造方法
【課題】実使用上必要とされる低い摩擦係数を維持しつつベルトの伸縮に対する表面層構成塗膜の追随性を高めることにより,クラックの発生が改善された半導電性ベルト並びにその製造方法を提供する。
【解決手段】半導電性ゴムからなる弾性層と表面層からなり,表面層はポリ四フッ化エチレン樹脂微粉末を含有する樹脂層からなり,表面層のSPM法(走査型プローブ顕微鏡)で測定した硬度対応ピーク電圧値が−6.35V以下である半導電性ベルトとする。
(もっと読む)
耐熱性樹脂ベルト、及び、その製造方法、定着装置、並びに、画像形成装置
【課題】ポリイミド樹脂シートの両端部を接着してなる無端状ベルト基材の接合部分周囲に、貼り合わせ部の段差解消のために接着剤のはみ出しを生じさせた場合であっても、無端状ベルト基材とその外側に形成された層との間に永続的で、かつ、強固な密着力が得られる耐熱性樹脂ベルトを提供する。
【解決手段】耐熱性樹脂シートを接着剤で円筒状に接着して構成されてなる円筒状基体の外側に、弾性層、及び、離型層が、この順に積層されてなる耐熱性樹脂ベルトにおいて、前記円筒状基体の外表面の耐熱性樹脂シートを構成する樹脂と前記接着剤を構成するポリマーとに、モノマーをグラフト重合によって形成された密着性向上膜を有している耐熱性樹脂ベルト。
(もっと読む)
車両用電波透過カバー、及び車両用電波透過カバーの製造方法
【課題】第一の意匠と第二の意匠とを高精度に位置合せする
【解決手段】フィルム250に第二の意匠となる凹凸形状304を賦形する際に、第一の意匠との位置合わせを考慮する必要がない。また、第一の意匠の黒色樹脂層350と第二の意匠の凹凸形状304との位置精度は、成形精度による。よって、黒色樹脂層(第一の意匠)350と凹凸形状(第二の意匠)304とが容易に高精度に位置合わせされる。
(もっと読む)
発泡成形品のボイド修正方法及び発泡成形品
【課題】ボイド修正剤が固まるまでの硬化時間を無くすことのできる発泡成形品のボイド修正方法を提供する。
【解決手段】ウレタン発泡体2を挟んで一面2aに表皮3を他面2bに芯材4を一体成形してなる発泡成形品のボイド修正方法において、ウレタン発泡体2の内部に発生したボイド5に到達するように前記芯材4に孔6を開けた後、この孔6から前記ボイド5に予め発泡硬化させた発泡体粒子8を注入し、その注入した発泡体粒子8で前記ボイド5を埋める。
(もっと読む)
プラスチックレンズの製造方法
【課題】注型重合によりプラスチックレンズを製造する方法であって、離型後のレンズ表面に表面欠陥が含まれる場合であっても、高品質なプラスチックレンズを得ることができるプラスチックレンズの製造方法を提供すること。
【解決手段】所定の間隔をもって対向する2つのモールドと、上記間隔を閉塞することにより形成されるキャビティを有する成形型の、上記キャビティへプラスチックレンズ原料液を注入すること、上記キャビティ内でプラスチックレンズ原料液の硬化反応を行いモールド成形面形状が転写された被転写面を有するプラスチックレンズ基材を得ること、上記プラスチックレンズ基材を成形型から離型すること、を含むプラスチックレンズの製造方法。上記被転写面は表面欠陥を含み、該表面欠陥を含む被転写面上に被膜を形成し、かつ形成された被膜表面に研磨処理を施すことを更に含む。
(もっと読む)
伝動ベルト
【課題】歯用ゴムの原材料が、成型中に不織布を通過すると、歯用ゴムが、不織布のファイバと同一水準にある表面上に存在することになる。これにより発生するノイズを回避することが可能なベルトおよびその製造方法。
【解決手段】織られたまたは織られていない外側のカバーを備えたエチレンαオレフィンエラストマー系のエラストマー歯を示す伝動ベルトに関する。歯3が、特に熱可塑性材料からなるバリア層4で覆われ、歯3の少なくともフランク8上にある外側のカバー5がバリア層4の厚みの一部分内に部分的に含まれていることを特徴とする。
(もっと読む)
ゴム成分(A)と基布(B)とを強固に加硫接着した筒状成形品及びその製造方法。
【課題】基布上にゴムを強固に接着した筒状成形品及びその製造方法の提供。具体的には回転式ゴム印用の無端印字ベルトの製造時に、補強布とゴムとの煩雑な接着工程を必要としない製造方法の提供。
【解決手段】ゴム成分と基布を、接着剤を塗布することなしに強固に加硫接着した筒状成形品。射出成形用金型のキャビティ内に、表面を基布で被覆した中芯を貫通させて、この基布上にゴムを射出成形し、加硫することで加硫接着をさせる筒状成形品の製造方法。
(もっと読む)
強化フレキシブルPVCホースの製造方法
【課題】流体によって誘起されるトルクを排除できる強化フレキシブルPVCホースの提供。
【解決手段】a)PVC管状内層2を実現し、b)該管状内層2の外表面上に、トリコットタイプの鎖編み目から成る鎖編みタイプの強化材3の単層を形成し、c)強化材層3上にPVCの外層6を重ね合わせるステップから成り、該編み目の行4および列5がそれぞれの縦方向ピッチと傾斜角とを有するらせんであり、これらの傾斜角が縦方向軸Yに関して互いに相対している方法において、編み目の列5の縦方向ピッチが内層2の外径の2乗に比例し、また、編み目の行4および列5が、異なった傾斜角を有し、内層2の外形の全ての値において、これらの傾斜角の和が一定で、90°に等しいかまたはこれよりもわずかに小さく、編み目のらせん状のスレッドを解くことにより生じる回転に効果的に対照する方式で、ホースの内部圧力により生じるトルクを排除する。
(もっと読む)
ゴムロールの製造方法
【課題】耐久性及び表面性に優れたゴムロールの製造方法を提供することを課題とする。
【解決手段】芯金の外周に弾性層を具備するゴムロールの製造方法であって、前記芯金の外周にハロゲンを有さないゴム基材を含むゴム組成物を硬化させて弾性体を成形する工程と、前記弾性体の軸方向端部を加工する工程と、加工された弾性体を具備する前記芯金をめっき処理する工程と、めっき処理後に前記弾性体の表面を研磨して弾性層とする工程とを具備する。
(もっと読む)
樹脂ホースおよびその製造方法
【課題】 接着層が介在していなくても隣接する層同士の接着性が良好であり、燃料、冷媒等が透過しにくい樹脂ホース、およびその製造方法を提供する。
【解決手段】 樹脂ホース8は、エチレン−ビニルアルコール共重合体、またはエチレン−ビニルアルコール共重合体と変性高密度ポリエチレン樹脂とのアロイ材料からなる円筒状の内層80と、内層80の径方向外側に積層され、ポリアミド樹脂からなる円筒状の外層81と、を有する。アンモニアおよびアミンから選ばれる一種以上を気化した反応ガスを含む雰囲気中で、内層80の外周面800をプラズマ処理し、プラズマ処理後の外周面800に、ポリアミド樹脂を溶融押出成形する。プラズマ処理により、内層80の外周面800にアミノ基またはアミン重合体が導入され、該アミノ基または該アミン重合体と外層81のポリアミド樹脂との化学結合により、内層80と外層81とが接着される。
(もっと読む)
異種熱可塑性樹脂成型体の製造方法および異種熱可塑性樹脂成型体
【課題】異種の熱可塑性樹脂からなる層の層間接合強度に優れた成形体の製造方法および該製造方法により得られた成形体を提供すること。
【解決手段】本発明の異種熱可塑性樹脂成型体の製造方法は、隣接した、熱可塑性樹脂(A)からなる層(A)および熱可塑性樹脂(B)(ただし、熱可塑性樹脂(A)と、熱可塑性樹脂(B)とは異種の熱可塑性樹脂である)からなる層(B)を有する積層体に、層(A)から層(B)に向かって、または層(B)から層(A)に向かって、加速電圧が50〜300keVの範囲で電子線照射を行う。
(もっと読む)
熱可塑性樹脂ベルト及びその製造方法
【課題】ベルト背面にフッ素系樹脂フィルムを強固に貼着することのできる熱可塑性樹脂ベルト及びその製造方法の提供。
【解決手段】熱可塑性樹脂によりベルト本体3を形成する。ベルト本体3の背面側に表面接着処理を施したフッ素系樹脂フィルム6を配置する。ベルト本体3及びフッ素系樹脂フィルム6を加温して、ベルト本体3を構成する熱可塑性樹脂の溶融粘度を105〜106poiseの範囲に設定する。ベルト本体3及びフッ素系樹脂フィルム6を一定時間加圧する。ベルト本体3及びフッ素系樹脂フィルム6を加圧したまま冷却する。ベルト本体3の背面にフッ素系樹脂フィルム6が貼着される。
(もっと読む)
高圧タンクおよびその製造方法、製造装置
【課題】ライナの内面に金属層を形成する以外の構造によって当該ライナにおける水素透過量を抑える。
【解決手段】口金部11と、ライナ20と、該ライナ20に設けられた補強層21とを備える高圧タンク1であって、ライナ20の外面には例えばEVOH層からなるガスバリア層が形成されている。このような高圧タンク1は、雄型と第1の雌型からなる成形用金型に樹脂を注入してライナ20の第1層を成形し、第1の雌型を取り外して第2の雌型に取り替え、EVOHなどのガスバリア性樹脂を注入して第1層の外面にガスバリア層を成形して2層構造とし、該2層構造のライナ20を取り出した後に該ライナ20どうしを溶着し、FW成形した後に加熱硬化させることによって製造することができる。
(もっと読む)
101 - 120 / 336
[ Back to top ]