
Fターム[4F213AG03]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 一般形状、構造物品(用途物品優先) (1,313) | 積層体 (336)
Fターム[4F213AG03]に分類される特許
41 - 60 / 336
樹脂歯車およびその製造方法とその製造装置
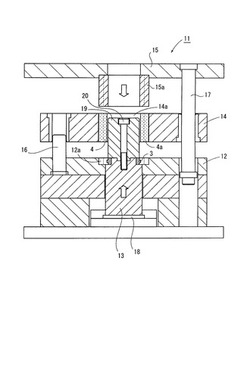
【解決手段】 歯車状のシート状樹脂Saを歯部2bが軸方向に整列するように積層して、平歯歯車状の素形体4を作成し、該素形体を平歯歯車状の保持空間14aを備えた素形体ホルダ14に収容する。
上型15に設けた平歯歯車状の押圧部材15aを下降させて素形体4を加熱圧縮するとともに、下型12に形成した上記樹脂歯車の歯部がはす歯状の成形空間に圧入して、上記素形体4の歯部4aを軸方向に対して傾斜したはす歯に変形させて、成形された樹脂歯車1の歯部2bにおける強化繊維の方向を軸方向に対して傾斜させる。
【効果】 歯面に作用する荷重によって樹脂のはく離が生じにくい樹脂歯車を得ることができ、また該樹脂歯車の製造に好適な製造装置を提供するものである。
(もっと読む)
マーク付き伝動ベルト、及びその製造方法

【課題】製造時の作業負担が小さく、且つ長期間マークを鮮明に維持することができるマーク付き伝動ベルト、及びその製造方法を提供すること。
【解決手段】ベルト表面積層体3は、本体ゴム部材2の外面に形成されたベルト表面部材4と、インクでマーク7が裏文字状態で印字されており、その印字面がベルト表面部材の外表面に重ね合わされた印字用熱可塑性樹脂フィルム5と、印字用熱可塑性樹脂フィルム5における印字面とは反対側の面に重ね合わされた外カバー用熱可塑性樹脂フィルム6とからなる熱可塑性樹脂フィルム積層体8とを有しており、ベルト表面部材4の外表面に、熱可塑性樹脂フィルム積層体8が溶融付着されており、マーク7は熱可塑性樹脂フィルム積層体8とベルト表面部材4との間に介在されている。
(もっと読む)
弾性ローラおよびその製造方法
【課題】発泡体層を用いて柔軟性を達成しつつ、圧縮永久変形性が良好な弾性ローラおよびその製造方法を提供すること。
【解決手段】導電性軸芯体と該導電性軸芯体の外周面上に発泡体層とを有し、該発泡体層の外周面上に被覆層を有する弾性ローラであって、該発泡体層は、エチレン−プロピレン−ジエンゴム、アクリロニトリル−ブタジエンゴム、水素化アクリロニトリル−ブタジエンゴムゴム、スチレン−ブタジエンゴム、ブタジエンゴム、イソプレンゴム、エピクロロヒドリンゴム、ブチルゴム、クロロプレンゴムおよびノルボルネンゴムのうちの少なくとも1つの原料ゴムと、明細書中に定義される式1〜3で示される化合物のうちの少なくとも1つの化合物とを含むことを特徴とする弾性ローラ。この弾性ローラの製造方法。
(もっと読む)
チップ割り無端ベルト
【課題】帆布で生じる目ずれや帆布から樹脂層が剥離することを防止する。
【解決手段】チップ割り無端ベルト24は、帆布31と、帆布31の一方の面31A側に積層される熱可塑性樹脂層32とを備える。熱可塑性樹脂層32は、帆布31の内部に圧入しており、帆布31の他方の面31Bまで到達している。他方の面31Bに到達した熱可塑性樹脂は、他方の面31B上に浸み出して他方の面31Bを被覆する。
(もっと読む)
車両用内装部品及びその製造方法
【課題】容易に製造できるとともに、端部の端末精度を向上させつつ、外観の形状や見栄えが良好な車両用内装部品及びその製造方法を提供する。
【解決手段】本車両用内装部品(ドアトリム1)は、第1スキン層2A、樹脂発泡層2B及び第2スキン層2Cを順に備える基材2からなり、第2スキン層側の面が意匠面とされる車両用内装部品であって、その端部には、基材を第2スキン層側から第1スキン層側へ押しつぶした偏平状の舌片部3が形成され、この舌片部は、第1スキン層側に折り曲げられていることを特徴とする。また、第1スキン層側の面であって、折り曲げられた舌片部の先端が到達する位置よりも端部から離れた位置に、舌片部の厚さ寸法tよりも大きい寸法Tで第1スキン層側の面から突出するように形成された突出部4が設けられていることができる。
(もっと読む)
ウエハレンズ及びその製造方法
【課題】ガラス基板の反りを抑制するウエハレンズを提供する。
【解決手段】ウエハレンズ10はガラス基板12、硬化性樹脂製の第1の樹脂部14、硬化性樹脂製の第2の樹脂部16を備える。第1の樹脂部14と第2の樹脂部と16には、それぞれ複数のレンズ部14a,16aが形成され、第1の樹脂部14と第2の樹脂部16との各樹脂の体積が同等である。
(もっと読む)
マーク付き伝動ベルト、及びその製造方法
【課題】製造時の作業負担が小さく、且つ擦過衝撃を受ける使用環境においても長期間マークを鮮明に維持することができるマーク付き伝動ベルト、及びその製造方法を提供すること。
【解決手段】本体ゴム部材2と、本体ゴム部材2の外面に形成されたベルト表面部材4と、インクでマーク6が裏文字状態で印字されており、その印字面がベルト表面部材4の外表面と重ね合わされた熱可塑性樹脂フィルム5とからなる積層物3とを備え、本体ゴム部材2と積層物3との一体的な加硫成形により、熱可塑性樹脂フィルム5をベルト表面部材4の外表面に溶融付着させ、マークを熱可塑性樹脂フィルム5とベルト表面部材4との間に介在させる。
(もっと読む)
ビルドラインを有さない、シリコーンで被覆されたローラを製造する方法
【課題】ビルドラインを有さない、巻付け技術によってシリコーン表面被覆されたローラを製造する。
【解決手段】押し出された、顔料/充填剤を含有する付加硬化可能なシリコーンゴムストリップを、隣接し合うストリップのエッジが当接しながら接触するように支持体上に巻き付け、支持体上に一体の硬化させられたシリコーンゴム層を形成するために、硬化性シリコーンゴムを硬化させ、その後、表面被覆されたローラの露出したシリコーン表面を機械加工し、顔料及び/又は充填剤が、硬化したシリコーンエラストマがビルドラインを示さないような寸法及び形態のものである。
(もっと読む)
車両用ドアハンドルにおける樹脂製ドアハンドル外観部品の製造方法、及び樹脂製ドアハンドル外観部品
【課題】 ドアハンドルを構成する樹脂製ドアハンドル外観部品に、劣化や剥離のしにくい金属調加飾を施すための製造方法、及び樹脂製ドアハンドル外観部品の提供である。
【解決手段】 樹脂を射出成形してなる透光性のカバー体3(ドアハンドル外観部品)の外観面の裏面にエッチング加工を施し、この表面に微細な凹凸を形成する。次に、この表面に金属蒸着膜18を形成する。エッチングにより、カバー体3の裏面が改質され、金属蒸着膜18との密着性が良好になっていて、ベース塗装が不要である。
(もっと読む)
偏光性成形体および同品の製造方法
【課題】衝撃に対し強い、偏光度の高い偏光性成形体、例えば衝撃に強くて、かつ防眩性能高いゴーグル、サングラス、眼鏡類を得る。
【解決手段】2枚の保護シート層の間に偏光子シート層を挟持した偏光板を含む積層構造の偏光性成形体であって、保護シート層1層とポリウレタンシート層またはポリアミドシート層とが接着剤または粘着剤で接合され、さらにポリウレタンシート層またはポリアミドシート層と熱成形樹脂層とが熱接着されている。本発明の他の技術手段は、2枚の保護シート層の間に偏光子シート層を挟持した構造の偏光板を調製し、偏光板の保護シート層1層にポリウレタンシート層またはポリアミドシート層を接着剤または粘着剤で接合した偏光性複合体を調製し、偏光性複合体を球面形状体に熱プレス成形し、次いで、球面形状体のポリウレタンシート層またはポリアミドシート層に、熱成形樹脂層を熱成形する偏光性成形体の製造方法である。
(もっと読む)
繊維質ライニングロールの製造方法
【課題】 繊維材料を巻付仮軸に巻き付けて、巻付仮軸表面に繊維層を形成し、この繊維層を軸方向に圧縮して、中空円筒体を製造する際、繊維層が外側に膨らむのを防止する方法を提供する。
【解決手段】 以下の(a)〜(d)工程を採用する。(a)工程:編組紐1を準備する。編組紐1は、芯材2と芯材2を被覆する編組構造体3とからなる。編組構造体3は、糸状物4を編組して構成される。(b)工程:編組紐1を巻付仮軸5の軸方向に螺旋状に巻き付ける。この結果、巻付仮軸5表面に繊維層が形成される。(c)工程:繊維層を巻付仮軸5の軸方向に圧縮する。また、硬化型樹脂を繊維層に含浸する。そして、硬化型樹脂を硬化させる。(d)工程:硬化型樹脂を硬化させた後、巻付仮軸5を取り外す。以上のようにして、繊維質中空円筒体を得る。これを、被ライニングロールに嵌装することによって、繊維質ライニングロールを得る。
(もっと読む)
結晶性ポリマー微孔性膜及びその製造方法、並びに、該結晶性ポリマー微孔性膜を用いた濾過用フィルター
【課題】微粒子を効率良く捕捉することができ、高流量で、目詰まりがなく、濾過寿命が長く、高強度の結晶性ポリマー微孔性膜、及び、該結晶性ポリマー微孔性膜を精度よく製造することができる結晶性ポリマー微孔性膜の製造方法、並びに、該微孔性膜を用いた濾過用フィルターの提供。
【解決手段】第1の結晶性ポリマーを金型内に敷き詰め、加圧して第1の予備成形体を成形し、第2の結晶性ポリマーを金型内に敷き詰め、加圧して第2の予備成形体を成形し、前記第1及び第2の予備成形体を押出成形して第1及び第2の押出体をそれぞれ成形し、前記第1及び第2の押出体を積層して積層体を形成し、該積層体を圧延する積層体形成工程と、前記積層体の一方の面を加熱して、該積層体の厚み方向に温度勾配を形成する非対称加熱工程と、前記積層体を延伸する延伸工程と、を含む結晶性ポリマー微孔性膜の製造方法である。
(もっと読む)
光散乱シート及びその製造方法
【課題】高い光散乱性を有して輝度ムラやモアレの発生を有効に防止することができる。
【解決手段】互いに相分離可能なポリマー又はモノマーが少なくとも2種以上で構成された樹脂材料を溶媒に溶解した塗布液を透明支持体16に塗布して塗布層Wを形成する塗布工程と、該塗布層Wを乾燥してスピノーダル分解により塗布層に相分離凹凸構造を形成する乾燥工程と、を少なくとも備えた光散乱シートの製造方法において、乾燥工程では、透明支持体16に塗布された塗布層Wの相分離臨界濃度における乾燥速度が3.0g/m2・秒以上になるように高速乾燥する。
(もっと読む)
インサート成形品及びインサート成形品の製造方法
【課題】 金属材料の種類を問わずトリアジンジチオール誘導体の皮膜層の形成処理のみで樹脂材料との接合強度を向上させることができるようにし、製造効率の向上を図る。
【解決手段】 トリアジンジチオール誘導体の被膜層Fを表面に形成した金属材料Mに、樹脂材料Rをインサート成形により接合させたインサート成形品Sにおいて、金属材料Mが金属射出成形法で製造された焼結体である構成としている。金属射出成形法は、所謂「MIM(Metal Injection Molding)」法といわれ、金属粉末に樹脂やワックスなどの流動性を持たせる結合材を添加し、加熱・混練して可塑性を持たせ、プラスチックと同様に射出成形し、その後、脱脂し、焼結して所望の焼結体を得るという方法である。
(もっと読む)
摩擦伝動ベルト及びその製造方法、並びにそれを用いたベルト伝動装置
【課題】摩擦伝動ベルトにおいて、耐熱走行性能を維持しつつスティック−スリップ音を抑制する。
【解決手段】摩擦伝動ベルトBは、ベルト本体10の内周側にプーリに接触して動力を伝達する圧縮ゴム層11を備える。圧縮ゴム層11は、可塑剤の含有量が相対的に多いゴム組成物で形成された表面ゴム層16と、表面ゴム層16よりもベルト内部側に設けられ可塑剤の含有量が相対的に少ない乃至可塑剤を含有していないゴム組成物で形成された内部ゴム層17と、を有する。
(もっと読む)
中間転写ベルトの製造方法および中間転写ベルト
【課題】より低コストで製造可能なポリイミド樹脂を用いた中間転写ベルトの製造方法の提供。
【解決手段】ポリイミドフィルムからなる基材層を有する中間転写ベルトの製造方法において、該ポリイミドフィルム11を芯40に螺旋状に巻き付けて、基材層を形成する工程を含む。好ましくは、前記螺旋状に巻き付けたポリイミドフィルムの隣り合う側縁の突き合わせ幅21が1mm以下であり、ポリイミドフィルムの厚みが10〜50μmである。
(もっと読む)
複合伸縮シートの製造方法
【課題】カットロールの備える弾性部材切断用の加圧部の寿命を長くすることができ、弾性部材の切断の切断成功率が向上する複合伸縮シートの製造方法を提供すること。
【解決手段】本発明の複合伸縮シート2を連続的に製造する複合伸縮シートの製造方法は、帯状の基材シート23上に、Y方向に伸長させた弾性部材21を多数の固定部24にて非連続的に固定して帯状の複合伸縮シートを形成する複合伸縮シート形成工程を備える。複合伸縮シートの製造方法は、帯状の複合伸縮シート2を一対のカットロール41及びアンビルロール42の間に連続供給して、弾性部材21をY方向に隣り合う固定部24間にて切断する切断工程を備える。複合伸縮シートの製造方法は、切断工程における弾性部材21の切断の切断成功率を測定し、該切断成功率に基づいて、カットロール41及び/又はアンビルロール42の切断条件を制御する制御工程を備える。
(もっと読む)
定着部材およびその製造方法
【課題】搬送されるシートに圧接されて上記シートに画像を定着させる定着部材を作製する定着部材の製造方法であって、定着部材のゴム層から超微粒子が発生するのを抑制できるものを提供すること。
【解決手段】円筒状または環状の基材の外周面に、1次加硫としての射出成形によってゴム層を形成する(S1)。ゴム層にシートが圧接される領域の寸法を確保するための弾性をもたせるように、ゴム層に対する2次加硫を行う(S2)。その後、ゴム層の外周面に、シートの剥離を助けるための表層を設ける(S3,S4)。
(もっと読む)
湿気及び酸素バリア基板及び飲食物包装材のためのフレキシブル薄膜の製造方法
【課題】湿気または酸素による有機物素子の寿命短縮を抑制ないし防止することができる湿気及び酸素バリア基板及び飲食物包装材のためのフレキシブル薄膜の製造方法の提供。
【解決手段】ナノメートルサイズまたはマイクロメートルサイズの粒子を溶液状態のポリマーに均一に分散させる段階、前記粒子が均一に分散された溶液状態のポリマーを溶液キャスティング法でキャスティングし、溶媒を除去することで、ポリマーまたはプラスチックフィルムを成形する段階209、前記段階で成形されたフィルムをガラス転移温度と溶融点の間で延伸することで、前記粒子の剥離を促進させ、剥離された平板型ナノメートルサイズまたはマイクロメートルサイズの粒子を配向させる段階211、有機コーティングによって前記フレキシブル基板の表面を平坦化する段階、前記有機膜硬化のための熱処理段階を含む。
(もっと読む)
複合曲率を持つ立体視アイウェア
【解決手段】 複合曲率を持つ立体視アイウェアを用いて3次元コンテンツを見るとしてよい。当該アイウェアの製造は、第1の材料を熱成形する段階と、第2の材料を熱成形する段階とを実行することによって行われるとしてよい。第1の材料および第2の材料は、熱成形の前の時点において、巻いた状態であるとしてよく、第1の層は偏光子材料であるとしてよく、第2の層は位相差板材料であるとしてよい。第1の材料および第2の材料はそれぞれ、最適化された熱成形条件を利用して熱成形されるとしてよい。また、2つの熱成形ラインは、巻いた状態の第1の材料の曲面形状が、巻いた状態の第2の材料の曲面形状と略同期するように、タイミングを調整するとしてよい。これによって、巻いた状態の第1の材料および第2の材料それぞれの曲面形状を接合するとしてよい。 (もっと読む)
41 - 60 / 336
[ Back to top ]