
Fターム[4F213AH17]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 用途物品 (1,467) | 車両(←軽車両)部材 (443)
Fターム[4F213AH17]の下位に属するFターム
車体(←ボディ、ドア) (9)
ステアリングホイール
タイヤ (277)
タイヤチェーン、無限軌条 (5)
ウエザーストリップ、モール(←トリム) (23)
バンパ (5)
パネル(←コンソールボックス) (8)
車両用内装材、クッション(←座席) (44)
ヘッドレスト
Fターム[4F213AH17]に分類される特許
1 - 20 / 72
複数の樹脂部材を成形して接続する装置と方法

【課題】2以上の樹脂部材を成形し、さらにセルフピアスリベットで接続するに当たり、樹脂部材の接続箇所の反りや変形等を矯正する作業を不要とでき、もって、製造効率を高め、製造時間を短縮することのできる複数の樹脂部材を成形して接続する装置と方法を提供する。
【解決手段】上型1と下型2からなる成形型と、成形型内の中子3と、キャビティ内にセルフピアスリベット4を押し込む押し込み手段と備えた装置10であり、中子3と上型1の間の第1のキャビティ空間C1、中子3と下型2の間の第2のキャビティ空間C2に第1の溶融樹脂体J1’と第2の溶融樹脂体J2’が成形され、双方の溶融樹脂体J1’、J2’が硬化する前に中子3が取り外され、双方の溶融樹脂体J1’、J2’の重ね合わせ箇所J1’a、J2’aにセルフピアスリベット4が打ち込まれ、双方の溶融樹脂体J1’、J2’が硬化して複数の樹脂部材J1”、J2が成形され、リベット接続される。
(もっと読む)
皮膜を有する熱可塑性炭素繊維複合材料の製造方法
【課題】皮膜を有する熱可塑性炭素繊維複合材料を得る。
【解決手段】1)表面温度が120℃以上180℃以下である金型を用いて、熱可塑性炭素繊維複合材料からなる成形品を得る工程と、2)得られた成形品の表面に皮膜を形成する皮膜形成工程とを含む、皮膜を有する熱可塑性炭素繊維複合材料の製造方法であって、2)の皮膜形成工程において、140℃における半減期が1秒以上2000秒以下である開始剤を添加したインモールドコート用塗料を金型内に注入して硬化させる。
(もっと読む)
自動車用ダクトの製造方法

【課題】多孔質体の目付量や厚みを増大させることなく剛性を高めて製造時の破れを生じ難くし、軽量で、通気量のコントロールが可能な自動車用ダクトの製造法の提供を目的とする。
【解決手段】多数の貫通孔22を有する合成樹脂シート21の片面に重ねて加熱し、合成樹脂シート21を凸型59へ向ける一方多孔質体31を凹型57へ向け、凹型57と凸型59で合成樹脂シート21と多孔質体31をプレスすることにより断面凹状のダクト半体とし、その後、ダクト半体同士の側部を接合することにより自動車用ダクトとする。合成樹脂シート21は多孔質体31よりも融点の低いものとし、合成樹脂シート21と多孔質体31の加熱温度を、合成樹脂シート21の融点以上で多孔質体31の融点より低くする。
(もっと読む)
発泡補強部材が配設された中空構造物及びその製造方法
【課題】中空本体の内部に発泡接着剤を介して発泡補強部材が配設された中空構造物において、発泡接着剤の発泡倍率の高い部分によって中空構造物への補強部材の補強効果が低下する場合においても、中空構造物への補強部材の補強効果が低下することを抑制する。
【解決手段】中空本体17の内部に発泡接着剤15を介して発泡補強部材30が配設された中空構造物10において、発泡補強部材30は、複数の接着面部31、32、33、34と複数の接着面部31、32、33、34のうち少なくとも2つの接着面部を連結するリブ37とを備え、複数の接着面部31、32、33、34はそれぞれ発泡成形され、リブ37は、複数の接着面部31、32、33、34のうち少なくとも2つの接着面部における発泡接着剤15の発泡倍率が発泡接着剤15の他の部分より低い部分によって中空本体17と接着結合される部分どうしを連結するように設けられる。
(もっと読む)
チューブ及びチューブの製造方法
【課題】成形型の作成費を抑制し製造コストを低減できるチューブ及びチューブの製造方法を得る。
【解決手段】第1チューブ10は長手軸心が三次元的に湾曲した形状となっており、長手方向の中間部が取付部22、24が一体成形された共通チューブ12となっている。また、第1チューブ10における長手方向の一方の端部は専用チューブ14となっており、第1チューブ10における長手方向の他方の端部は専用チューブ16となっている。一方、第2チューブも長手軸心は三次元的に湾曲した形状となっているが、第1チューブ10とは湾曲形状が異なっている。また、第2チューブは長手方向の中間部が共通チューブとなっており、この共通チューブが第1チューブ10の共通チューブ12と共通している。即ち、第1チューブ10の共通チューブ12と第2チューブの共通チューブとは同じチューブを使用している。
(もっと読む)
樹脂部材の製造方法
【課題】結晶性高分子樹脂を用い、部分的にその結晶化率を向上させて機械的強度を高めた樹脂部材の製造方法を提供することを課題とする
【解決手段】結晶性高分子樹脂でなるシート材に、縦壁部を構成する樹脂材が融点以下、結晶化温度以上で臨界伸張ひずみ速度以上のひずみ速度で伸張することにより配向融液状態を経て結晶化するように、該縦壁部と頂面部とを有する凸部を形成する凸部形成工程と、該凸部形成工程で形成された凸部を有する2つの中間成形品の凸部の頂面部同士を溶着し、両中間成形品を一体化して樹脂部材とする溶着工程とを備える。
(もっと読む)
ブレーキアセンブリのための断熱部品
【課題】油圧操作又は電動油圧操作のブレーキアセンブリのための断熱板を提供する
【解決手段】ブレーキアセンブリは二つの断熱部品も備え、該断熱部品は、平面の、又は、特定のニーズに応じて他のいかなる有効な形態も取り得る板状の形態をしており、そのそれぞれは、各パッドと前記パッドをディスクに押しつける油圧ピストンとの間に挿入される。本発明は、樹脂と基板の組み合わせに由来する単一層の形態を取ることを特徴とする。
(もっと読む)
二つの物体を連結するための方法およびこの方法を使用したパネル
【課題】2つの物体を連結するための改良された方法を提供すること。
【解決手段】2つの物体を連結するための方法は、物体の少なくとも一方に対して、固まったときにフレキシブルなものとなるタイプの所定量の接着剤を塗布するステップと、その後、物体の他方を所定量の接着剤と接触するようもたらすステップとを含み、接着剤の塗布の前に、所定量の接着剤が塗布される物体から延在しかつ物体に取り付けられかつ完成された所定量の接着剤の高さよりも小さな高さを備える硬化手段を提供する付加的なステップを含み、付加的なステップの後に、所定量の接着剤が硬化手段の周囲に塗布される。
(もっと読む)
フィルム積層体の製造方法、フィルム積層体及び衝撃吸収体
【課題】材料リサイクルが容易であり、衝撃吸収性に優れたフィルム積層体の提供。
【解決手段】結晶性高分子を2軸延伸して2軸延伸フィルムを作製する工程と、上記2軸延伸フィルムを多数枚積層し、上記結晶性高分子の結晶融解温度以下の温度で接合して板状体を作製する工程と、上記板状体を上記結晶性高分子の結晶融解温度以下の温度で2軸延伸しながら賦形し、所望形状のフィルム積層体を作製する工程とを備えたことを特徴とするフィルム積層体の製造方法。
(もっと読む)
コルゲートチューブ製造方法及びコルゲートチューブ
【課題】より軽量なコルゲートチューブ及び該コルゲートチューブの製造方法を提供する。
【解決手段】(a)一方向に交互に連続する環状の大径部12及び小径部18と、大径部12の外周面から外周側に突出する中空状の中空突部16とを有する筒状部材を成形する工程と、(b)前記筒状部材から、中空突部16を切り落とす工程とを備えるコルゲートチューブの製造方法。環状の大径部と小径部とが延在方向に交互に連続して設けられた略筒状に形成され、前記大径部の外周部には、内外方向に貫通する孔部が形成されているコルゲートチューブ。
(もっと読む)
加飾シートの製造方法、加飾シート及びそれを用いてなる加飾成形品
【課題】高光沢及び低光沢のいずれの加飾シートにおいても、インサート成形、射出成形同時加飾等の3次元成形後も表面平滑性及び艶が保持され、意匠感が維持される加飾シートの製造方法を提供すること。
【解決手段】基材上に意匠層を形成する工程と、該意匠層表面を平滑面にする工程と、該意匠層の平滑面上に電離放射線硬化性樹脂組成物を積層する工程と、該電離放射線硬化性樹脂組成物を架橋硬化して表面保護層を形成する工程とを含む加飾シートの製造方法であって、さらに該加飾シートの裏面の十点平均粗さRzJISと基材の厚さTとが下記式(I)を満たし、かつ、算術平均粗さRaと基材の厚さTとが下記式(II)を満たすようにする粗面化処理工程を含むことを特徴とする加飾シートの製造方法である。
T×0.30>RzJIS (I)
T×0.20>Ra≧T×0.005 (II)
(もっと読む)
車両用ドアハンドルにおける樹脂製ドアハンドル外観部品の製造方法、及び樹脂製ドアハンドル外観部品
【課題】 ドアハンドルを構成する樹脂製ドアハンドル外観部品に、劣化や剥離のしにくい金属調加飾を施すための製造方法、及び樹脂製ドアハンドル外観部品の提供である。
【解決手段】 樹脂を射出成形してなる透光性のカバー体3(ドアハンドル外観部品)の外観面の裏面にエッチング加工を施し、この表面に微細な凹凸を形成する。次に、この表面に金属蒸着膜18を形成する。エッチングにより、カバー体3の裏面が改質され、金属蒸着膜18との密着性が良好になっていて、ベース塗装が不要である。
(もっと読む)
繊維含有樹脂成形体
【課題】 従来、金属(鉄やアルミ等)で構成されていた大物部品に繊維強化樹脂、高剛性な繊維強化樹脂を採用することで軽量化し、摺動部と他部材を一体に成形することで低コスト化した繊維含有樹脂成形体を提供する。
【解決手段】 本発明の繊維含有樹脂成形体1は、摺動部20が一体成形され、摺動部20の摺動面21は、摺接部材が摺動する摺動方向に沿って凹凸形状となっており、繊維30が摺動方向と略平行に配向されている構成となっている。
(もっと読む)
自動車燃料用インタンクチューブおよびその製法
【課題】耐圧性能に優れたインタンクチューブの提供を目的とする。
【解決手段】燃料タンク2内に配設され、燃料タンク2の変位および燃料ポンプ5の振動を吸収する構成を備えた単層構造の自動車燃料用インタンクチューブ1である。そして、上記自動車燃料用インタンクチューブ1が、脂肪族ポリアミド樹脂を主成分とする樹脂材料からなる単層構造に形成され、かつ、下記の耐圧特性(X)を備えている。
(X)試験液〔Fuel C:メタノール=85:15(容量基準)〕中に80℃で168時間浸漬したインタンクチューブ内に、加圧媒体としてシリコンオイルを充填し、インタンクチューブの両端を試験用パイプで塞ぎ、昇圧速度1.0MPa/minで、室温にて耐圧試験を行い、インタンクチューブが破裂するか、もしくは試験用パイプが抜けた時の圧力(破壊圧力)が2.8MPa以上である。
(もっと読む)
ガスケット用フッ素樹脂シート、ガスケット用フッ素樹脂シートの製造方法およびシートガスケット
【課題】シール特性が良好で高温における応力緩和率の良好な無機充填材入りガスケット用フッ素樹脂シートを提供する。
【解決手段】フッ素樹脂と無機充填材と加工助剤とを含む混合物をシート化してシート状物を作製した後、該シート状物を乾燥し、次いで、圧縮し、焼成することにより得られる、フッ素樹脂と無機充填材とを含有してなり、フッ素樹脂の含有割合が60容量%未満で、空隙率が13%以下であるガスケット用フッ素樹脂シートである。
(もっと読む)
熱可塑性粉末組成物と、この組成物の焼結で得られる3次元物体
下記(1)〜(3)を含むD50が100μm以下の粉末の熱可塑性組成物:(1)溶融温度が180℃以下の少なくとも一種のブロック共重合体、(2)組成物の全重量の15〜50重量%のモーズ硬度が6以下で、D50が20μm以下の少なくとも一種の粉末充填剤、(3)組成物の全重量の0.1〜5重量%のD50が20μm以下である粉末流動剤。本発明はさらに、可撓性立体物体の製造、特に溶融または焼結によりレーヤーバイレーヤーで粉末を凝集させる方法での上記組成物の使用にも関する。 (もっと読む)
エア懸架装置のスプリングチューブ融着機
本発明は、エア懸架装置のスプリングチューブ融着機を提供する。エア懸架装置のスプリングチューブ融着機は、半製品状態で用意されたスプリングチューブを高温圧搾して一体のスプリングチューブを成形するに当たって、空気の残留及びスプリングチューブ素材の重畳による成形不良が防止され、反復的な使用によるメンテナンスを容易にするために、内側成形部、外側成形部などの主要構成からなる。 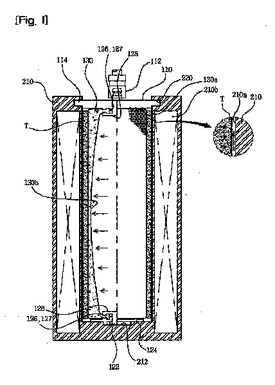 (もっと読む)
(もっと読む)
3次元湾曲印刷プラスチックシートの製造方法
【課題】3次元湾曲印刷プラスチックシートの、簡易化された安価な製造方法を提供することが必要である。
【解決手段】本発明は、印刷された3次元にカーブした熱可塑性樹脂のプラスチックシートの製造方法であって、印刷時間の間にこのシートが2次元またはほぼ2次元であるようにシートを変形することを特徴とする方法に関する。
(もっと読む)
ターンアップ装置
【課題】筒型ゴムシートの折り返し部分のダブつきやエア入り不良を防止することのできるターンアップ装置の提供。
【解決手段】ドラム12の外周側に筒型ゴムシート2を保持する。ドラム12の端部にシート端部2a及びビード3を保持するビードロック部13を設ける。ビードロック部13の保持するシート端部2aを広げて折り返すターンアップローラ14を設ける。シート端部2aをターンアップローラ14に押し付ける押付ローラ16を設ける。押付ローラ16をドラム12の中心軸方向に移動自在とする。押付ローラ16をターンアップローラ14側に付勢する。ターンアップローラ14と押付ローラ16とでシート端部2aを挟んで保持する。シート端部2aが十分に折り返されるまで広がった状態を維持する。
(もっと読む)
樹脂容器の成形方法
【課題】自動車用の樹脂製燃料タンクなどの樹脂容器の成形方法において、異なる複数の機能を具備しつつ、複雑な金型構造を有することなく、確実に開口周縁部を接合可能な成形方法についての技術の提供を課題とする。
【解決手段】燃料透過防止機能を有する三層のフィルム材11と、該フィルム材11の表裏面に積層する溶融樹脂シート12・12と、を加圧ロール5によって圧着して積層し、積層シート10・10を成形する第一工程と、二組の成形金型20・20に積層シート10・10を配設して、積層シート10・10を所定形状の成形体23・23に加圧成形する第二工程と、凹型金型21・21同士を型合わせして成形体23・23同士を圧着結合する第三工程と、を備え、第二工程では、積層シート10・10の一面側の溶融樹脂シート12が凹型金型21・21側に配置され、他面側の溶融樹脂シート12が凸型金型22・22側に配置される。
(もっと読む)
1 - 20 / 72
[ Back to top ]