
Fターム[4G055AC05]の内容
後処理、加工、供給、排出、その他の装置 (4,026) | 成形物品の最終形状 (786) | 直方体、柱状体 (38)
Fターム[4G055AC05]の下位に属するFターム
間知ブロック (4)
Fターム[4G055AC05]に分類される特許
1 - 20 / 34
セラミックス接合体の製造方法
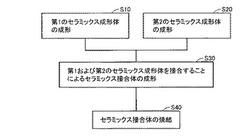
【課題】焼結後の接合部にクラックまたは剥離が生じることを抑制できるセラミックス接合体の製造方法を提供する。
【解決手段】セラミックス接合体3の製造方法は、互いに同種材料からなる第1および第2のセラミックス成形体1,2を個別に成形する工程(S10,S20)と、第1および第2のセラミックス成形体1,2を等方圧成形を用いて接合することによってセラミックス接合体3を成形する工程(S30)と、セラミックス接合体3を焼結する工程(S40)とを備えている。第1および第2のセラミックス成形体1,2を個別に成形する際のそれぞれの成形圧力は等方圧成形の成形圧力より低い。
(もっと読む)
セラミックス接合体の製造方法

【課題】焼結後の接合部にクラックまたは剥離が生じることを抑制できるセラミックス接合体の製造方法を提供する。
【解決手段】セラミックス接合体3の製造方法は、互いに同種材料からなる第1および第2のセラミックス成形体1,2を個別に成形する工程(S10,S20)と、第1および第2のセラミックス成形体1,2を等方圧成形を用いて接合することによってセラミックス接合体3を成形する工程(S30)と、セラミックス接合体3を焼結する工程(S40)とを備えている。等方圧成形前の第1および第2のセラミックス成形体1,2のそれぞれは、セラミックス接合体3より低い成形密度を有している。
(もっと読む)
中空コンクリートブロック及びその製造方法
【課題】側面に複雑なパターン又は防水層を有する上、同一の高さを有する中空コンクリートブロックの製造方法を提供する。
【解決手段】本発明の中空コンクリートブロックの製造方法は、キャビティ11を有する型枠1を準備し、型枠1を平台2上に配置するステップと、型枠1のキャビティ11に少なくとも1つの柱状体3を横方向に貫通させるステップと、キャビティ11内に材料を充填し、上型枠4を下方に押圧して未加工中空コンクリートブロック5を成型するステップと、未加工中空コンクリートブロック5の側面に仕上げ材料を浸透又は接合するステップと、上型枠4を持ち上げて外し、柱状体3を抜き取るステップと、型枠1を移動させて未加工中空コンクリートブロック5から分離し、未加工中空コンクリート5を移動させて乾燥させるステップと、を含む。
(もっと読む)
コンクリートブロック及びコンクリートブロックの印刷方法
【課題】インクジェット印刷を建築用のコンクリートブロックに適用し、コンクリート特有の質感を生かしたコンクリートブロックを得る。
【解決手段】コンクリートブロック10のフェイスシェル面10aに印刷画像をインクジェット印刷するためのコンクリートブロック10の印刷方法であって、ゼロスランプのコンクリートを型枠に投入して締め固めた後に即時脱形して製造したコンクリートブロック10を使用し、インクジェット印刷を行う前に、前記フェイスシェル面10aにショットブラスト、サンドブラスト、研磨加工の少なくともいずれかを施した。
(もっと読む)
コンクリートブロック加飾方法
【課題】コンクリートブロックの表面に、屋外耐久性があり、高濃度かつ鮮明な画像を付与するための、コンクリートブロック加飾方法を提供する。
【解決手段】本発明は、下記式(1)で表す水分率が1.5%以内のコンクリートブロック表面に、インクを付与する工程を有することを特徴とする、コンクリートブロック加飾方法である。
水分率[%]={(W−W0)/W}×100・・・・・・・(1)
W:インク付与前のコンクリートブロック重量(g)
W0:絶乾状態のコンクリートブロック重量(g)
(もっと読む)
水硬性材料の乾燥方法
【課題】 大規模な設備を用いることなく簡便に含水材料の乾燥を行うことを目的とすると共に、密閉空間の湿度が急激に上昇するのを抑制することで、所望の湿度からのズレを抑制し、安定した湿度条件で含水材料を乾燥させることを目的とする。
【解決手段】 含水状態の水硬性材料と所定の平衡湿度を有する第1調湿液とを密閉空間に配置し、該密閉空間の湿度を調湿して水硬性材料を乾燥させる水硬性材料の乾燥方法であって、第1調湿液よりも平衡湿度の低い第2調湿液又は平衡湿度を有さない吸湿剤の少なくとも一方を前記密閉空間に更に配置することを特徴とする水硬性材料の乾燥方法。
(もっと読む)
セラミック電子部品の製造方法及びセラミック電子部品の製造装置
【課題】セラミック軸に対するセラミックシートの密着性を向上させることが可能なセラミック電子部品の製造方法を提供する。
【解決手段】セラミック電子部品の製造方法は、基台4の平面にセラミックシート12を載置し、セラミックシート12の端部にセラミック軸13を載置し、押し当て部8の平面と基台4の平面との間にセラミックシート12及びセラミック軸13を挟み込み、基台4を、基台4の平面に対して平行な方向Hに移動させることにより、回転するセラミック軸13にセラミックシート12を巻き付けてセラミック基体を形成する第一巻き付け工程を備える。
(もっと読む)
コンクリート製品の製造方法
【課題】加湿装置によって直接的に加湿する方法は、生蒸気を噴出することから、コンクリートブロックが結露し、あるいは他所で結露した水滴が垂れてコンクリートブロック表面にシミを生じる問題があった。また、養生室内の劣化が進み、製品パレットを載せるラックの腐食も早かった。特に、コンクリートブロック表面のシミは、昨今増加している景観用あるいは一般家庭でのガーデニング用としての需要者を考えると大きな問題であった。
【解決手段】本願発明のコンクリート製品の製造方法は、硬練りコンクリートを用いたコンクリート製品の製造方法であり、コンクリートの硬化に必要な水分のほか蒸発用水分を加えて配合された硬練りコンクリートを断熱された養生室内に配置し、養生室内に設置された加熱器によって周辺温度を所定温度に調整するとともに、蒸発用水分を蒸発させることによって周辺湿度を所定湿度に調整して、コンクリートを養生する方法である。
(もっと読む)
鉄筋コンクリート部材の製造方法
【課題】コストダウンを図りつつひび割れを防止する上で有利な鉄筋コンクリート部材の製造方法を提供すること。
【解決手段】型枠30内に鉄筋12を配筋し、次に、型枠30内にコンクリートCを打設し、養生槽40内において養生を行なう。この養生は、第1、第2の養生を含む。第1の養生は、コンクリート打設時から水和熱によりコンクリートCの温度が次第に上昇してピークとなるまでの間、予想最高温度での養生である。第2の養生は、温度上昇のピーク後にコンクリートCの温度が次第に下降していく際に、鉄筋コンクリート部材10の断面の中心温度の下降に追従して、下降する鉄筋コンクリート部材10の断面の中心温度と同じ温度での養生である。
(もっと読む)
コンクリート製品の製造方法とこの方法に用いられるフィルムシートとこの方法で製造されたコンクリート製品
【課題】コンクリート製品の製造に際して気泡痕によるクレパス状の大きな凹部をコンクリート表面に形成せずに表面を仕上げる。
【解決手段】高強度コンクリート2の製造方法は、型枠1内に高強度コンクリート2を打設する工程と、コンクリート2が打設された型枠1を振動して脱気する工程と、型枠1内の高強度コンクリート2を蒸気養生する工程と、型枠1の開口に露出するコンクリート2の表面2aに小孔3aを所定間隔で複数配列したフィルムシート3を被覆する工程とを備える。その後、フィルムシート3に重ねて水を含む養生シート5を被せて養生することで、コンクリート2から浮上する気泡Pをフィルムシート3の小孔3aを通して脱気させて、水分を小孔3aから進入させて表面2aのしわを防ぐ。このようにして高強度コンクリート2を硬化させて高強度コンクリート製品を製造する。
(もっと読む)
プレキャストコンクリートの加熱養生装置、及びプレキャストコンクリートの加熱養生方法
【課題】プレキャストコンクリートの加熱養生時に発生する養生温度のムラを低減し、また、熱源からの熱が外部へ放出するのを抑制することできる加熱養生装置、及び加熱養生方法を提供する。
【解決手段】内部が帯状の板により格子状に区切られた型枠に、加熱機に接続された2本の給排気ホースを接続する。帯状の板には型枠内に給気された暖気が型枠内を通気するための暖気通気孔が形成されている。加熱機は、自身に接続された一方の給排気ホースへ暖気を送風して型枠内に給気する。給気された暖気は、型枠内を通気して他方の給排気ホースから型枠外部へ排気される。また、型枠内には2つの温度センサが配されおり、制御装置は、これらの温度センサで計測された温度を比較し、型枠内部の温度にムラが発生しないように、温度が低い側に接続した給排気ホースから暖気を給気する。
(もっと読む)
無機質板の製造方法
【課題】成形体に粗化処理を施す際に成形体を十分に荒らすことでこの成形体から形成されるベース層と表層との密着性を十分に向上すると共に、この粗化処理を高い効率でおこなうことができる無機質板の製造方法を提供する。
【解決手段】窯業系の成形材料から形成された成形体1の表面を粗化する粗化処理工程と、成形体1の粗化面の上に窯業系の成形材料を堆積させて堆積層2を形成することで積層体3を得る堆積工程と、積層体3を加圧する加圧成形工程と、積層体3を養生硬化する養生工程とを含む。粗化処理粗化工程では、外周方向に突出する複数の柱状の突起7を有する粗化ローラ6を用い、成形体1を搬送しながら、粗化ローラ6を成形体1の搬送方向に対して順回転させると共に突起7の先端の周速が成形体1の搬送速度よりも速くなるようにして、突起7で成形体1の表面を掘り起こす。
(もっと読む)
型枠換え装置
【課題】成型機によるコンクリートブロックの製造工程において、成型機において型枠を変更する際の作業効率を向上すると共に、成型機と型枠の取り付け位置の位置決めを簡略化すると共に、成型機周辺の作業スペースを最小限に縮小することを目的とする。
【解決手段】コンクリートブロック成型機に取付けられる型枠を取り換える装置であって、前記成型機より延出したコンベアに沿った型交換レールと、該型交換レール上を移動する型枠台車とを有し、該型枠台車が両側面底部に少なくとも4体の車輪が付設され、少なくとも側面上部に型枠を載置するためのフレームを有し、該型枠台車の中央が四角形状に貫通していることを特徴とする型枠換え装置である。
(もっと読む)
成形体の乾燥治具
【課題】含水坏土を押出成形機から押し出した成形した成形体を変形させることなく容易、迅速に乾燥させることのできる成形体の乾燥治具、特に、太さの異なる成形体であっても、該成形体の上端と蓋体の間の隙間を間隔調整部材によって微小な一定の値に保って乾燥させることを可能にした。
【解決手段】成形体の乾燥治具1は、押出成形機から押出成形された外形が略円形状の成形体100を載置する金属製の受治具2と、受治具2を収容する金属製の筒状の棚板3と、棚板3の上端側を閉鎖する蓋体4と、棚板の両側部に配置されて該棚板内に収容された受治具に載置されている成形体の上部との間に所望の隙間をもって上記蓋体を支持している間隔調整部材5と、を備えている。
(もっと読む)
炭酸化養生設備および表層緻密化セメント硬化体の製造方法
【課題】炭酸ガス濃度を20%を超える任意の濃度、好ましくは30%を超える任意の濃度に維持することができる炭酸化養生設備を提供する。
【解決手段】セメント硬化体を収容して外部の大気環境から遮蔽する遮蔽空間を有し、その遮蔽空間には、ガス流量調整機構を介して炭酸ガス供給源につながるガス導入口と、ガス流入防止機構を介して外部につながるガス排出口があり、前記ガス流量調整機構とガス流入防止機構は、内部雰囲気の制御モードを少なくとも「ガス置換モード」と「定常モード」のいずれかに設定するように切り替え操作が可能である炭酸化養生設備。この設備は、特に低熱ポルトランドセメントとγC2Sを含有し、結合材100質量部に対しγC2S配合量が30±10質量部、水結合材比が35%以下であるセメント混練物の硬化体を炭酸化養生に好適である。
(もっと読む)
コンクリートブロックの削掻方法及びコンクリートブロック用削掻機
【課題】 ブロックの側方稜線及び側面の削掻を行い、自然な粗削面を得、削掻加工における生産効率を向上させ、ブロック片がコンベア上に堆積しないようにする。
【解決手段】コンクリートブロック11をコンベア10によって削掻場所に移動し、かつブロック11の底面における側方稜線部をコンベアより突出させて静置する工程と、静置されたブロック11の上方より懸架された削掻機2を下降手段によって下降させてブロックの平面又は底面における側方稜線部13,14及び側面15を削掻する工程を有し、削掻機2がコンベア10上方のフレーム3より懸架されたコンベア10の進行方向に沿って対向する二体の垂直棒4の下端に回転可能に軸支され、前記削掻する工程が削掻機2を回転手段によって回転させ、削掻機2の回転棒5がコンベア10の側方上方に位置するブロック削掻方法である。
(もっと読む)
繊維補強コンクリート製部材の成形方法、および繊維補強コンクリート部材成形用の伏せ枠
【課題】 天面を十分に平滑にすることができる、繊維補強コンクリート製部材の成形方法を提供する。
【解決手段】 繊維補強コンクリート製部材1の成形方法は、繊維補強コンクリート製部材1におけるスラブ1aの外側面1eが天面101となる向きで成形する型枠2に、前記天面101が当接するとともにコンクリートCrの投入・排出口8aを備えた伏せ枠8を設ける。そして、投入・排出口8aから打設されるコンクリートCrを、投入・排出口8a内を上昇するまで投入することで、そのコンクリートCrの上昇高さによる押圧力を前記天面101に付与する。
(もっと読む)
コンクリートブロック成型機のパレット供給装置
【課題】 昇降台振動用のベルトにパレットホールドアーム及びその先端のストッパーに駆動ベルトが接触することがあった。
【解決手段】 本発明のパレット供給装置は、往復移動可能なパレット押出機構によってレールの上の空パレットをコンクリートブロック成型機の昇降台側に送り出して昇降台の上にあるブロック搭載パレットを昇降台の外に突出すと共に突出し後の昇降台の上に前記空パレットをのせるパレット供給装置であり、レールの両外側にブレーキローラーを設け、ブレーキローラーはパレット押出機構又は空パレットが所定位置に来たことを検知する検知機からの指示により作動して、移動中の空パレットを両側から挟んで昇降台の上の所定位置に停止させる。また、ブレーキローラーの制動力を、パレット押出機構による空パレットの送り出しが停止すると所定位置に停止する強さにして、空パレットが昇降台の所定位置に自動停止するようにする。
(もっと読む)
プレキャスト部材の生産管理システム
【課題】プレキャスト部材の生産を効率良く行う。
【解決手段】不図示の発注手段を使って作業者が作業開始要求コマンドを送信すると、1次側ヤード(例えば、バッチングプラント)A1,…ではその情報が表示され、作業者は所定の作業工程を実施する。この発注手段により、1次側ヤードからの生産物(例えば、練り混ぜたコンクリート)の搬送先の2次側ヤード(例えば、B22)も指定でき、その情報は搬送装置C0,…の操作者に告知される。これにより、プレキャスト部材の生産が効率良く行われる。
(もっと読む)
鉄筋コンクリート部材の製造方法
【課題】 コストダウンを図りつつひび割れを防止する上で有利な鉄筋コンクリート部材の製造方法を提供すること。
【解決手段】 型枠30内に鉄筋12を配筋し、配筋した鉄筋12の温度を高温にし、鉄筋12に熱膨張による引張ひずみを生じさせておく。次に、型枠30内にコンクリートCを打設し、養生槽40内において養生を行なう。この養生は、第1、第2の養生を含む。第1の養生は、コンクリート打設時から水和熱によりコンクリートCの温度が次第に上昇してピークとなるまでの間、予想最高温度での養生である。第2の養生は、温度上昇のピーク後にコンクリートCの温度が次第に下降していく際に、鉄筋コンクリート部材10の断面の中心温度の下降に追従して、下降する鉄筋コンクリート部材10の断面の中心温度と同じ温度での養生である。
(もっと読む)
1 - 20 / 34
[ Back to top ]