
Fターム[4K018HA03]の内容
Fターム[4K018HA03]に分類される特許
41 - 60 / 120
マグネットローラ成形用金型およびそれを用いて成形したマグネットローラ
【課題】 従来の軸部一体型マグネットローラ用金型では、成形品の磁極位置がずれた場合は、金型全体を分解し、金型内磁場発生用ヨークの側面等にスペーサーを挿入したり、金型内磁場発生用ヨークの片側あるいは両側の金型(非磁性部)を切削加工する等により金型内磁場発生用ヨークの位置を適正化し、磁極位置が所望の位置になるようにしていた。しかしながら、この方法では加工時間が長くかかり、また金型費用のコストアップの原因となっていた。
【解決手段】 金型内磁場発生用ヨークの先端部分の少なくとも片側に切り欠きを設けることにより、短時間の加工で磁極位置の調整が可能となり、金型費用のコストダウンとなる。
(もっと読む)
希土類磁石の製造方法
【課題】高保磁力を有する希土類磁石を得やすい製造方法を提供すること。
【解決手段】R12X14B相(但し、R1:Nd、Pr、Dy、TbおよびHoから選択される少なくとも1種の元素、X:FeまたはFeの一部をCoで置換したもの)を主相とする結晶粒を有し、かつ、結晶粒径が1μm以下である希土類磁石の表面にR2含有化合物(但し、R2:Dy、TbおよびHoから選択される少なくとも1種の元素)を接触させ、結晶粒径が1μmを越えないように熱処理を施し、磁石内にR2元素を拡散させる。熱処理時の熱処理温度は650℃〜850℃、熱処理時間は0.15〜8時間の範囲内にあることが好ましい。
(もっと読む)
焼結バルブガイドの製造方法
【課題】950〜1050℃で焼結して銅合金相および遊離黒鉛相を有する焼結バルブガイドの機械的強さを向上する製造方法を提供する。
【解決手段】鉄粉末を主とし、少なくとも銅合金粉末および黒鉛粉末を含有する原料粉末を、略円筒状に圧粉成形し、得られた圧粉体を950〜1050℃で焼結する焼結バルブガイドの製造方法において、鉄粉末に、240メッシュの篩を通過しない粉末が40質量%以上含まれ、240メッシュの篩を通過しない粉末のうち70質量%以上のものの円形度が0.5以下のものを用いる。
(もっと読む)
焼結スリーブの製造方法および焼結スリーブ

【課題】表面空隙を少なくし、かつ、寸法精度を容易に高めることが可能な焼結スリーブの製造方法および焼結スリーブを提供する。
【解決手段】焼結スリーブ3の製造方法は、圧縮工程を含むステップS1と、焼結工程であるステップS2と、面押加工するステップS3と、第1サイジング工程であるステップS4と、溝転造工程であるステップS5と、第2サイジング工程であるステップS6とを備えている。ステップS1は、金属粉体P成形体を圧縮成型する。ステップS2は、圧縮成形体を焼結し第1成形体P1を成型する。ステップS3は、第1成形体P1の内周面31aにテーパ面31bを形成する。ステップS4は、第1成形体P1を圧縮加工し、第2成形体P2を成型する。ステップS5は、第2成形体P2を溝転造加工し第3成形体P3を成形する。ステップS6は、第3成形体P3を圧縮加工し第4成形体P4を成型する。
(もっと読む)
レーザ溶融積層造形によって製造される、航空機の構造部材のための支柱
本発明は、高強度構造部材(2)のための細長い支柱(20)に関する。支柱(20)は、支柱(20)が延びている長手方向に対して横方向に作用する曲げ力を吸収するように設計される。支柱(20)は、支柱(20)の細長い空洞部(28)を少なくとも部分的に内包する壁(26)を備えている。曲げ力の少なくとも一部を補強構造物(36;38)が吸収できるように、補強構造物(36;38)が、空洞部(28)の内部に、長手方向に延びている方向に対して横方向に設けられる。補強構造物(36;38)は、壁(26)と一体をなすように設計され、壁(26)および補強構造物(36;38)は、ともに、融解可能な物質を含有する。  (もっと読む)
(もっと読む)
焼結含油軸受
【課題】クリーンルーム用途に適した低発塵で安価な焼結含油軸受を提供する
【解決手段】焼結含油軸受1は、ステンレス鋼粉末を主成分として形成された焼結金属の多孔質体であり、その内部気孔に、エーテル油を基油とし、化学構造式中に水酸基を有さないリチウム塩、例えばステアリン酸リチウムを増ちょう剤とした潤滑グリースが含浸されたものである。軸受成形用の原料粉には硫化マンガンを配合するようにしても良い。
(もっと読む)
粉末成形用金型
【課題】成形圧によるミドルパンチ7bの撓みを抑制する。
【解決手段】筒状体1とフランジ2とからなる焼結製品Pを成形する粉末成形金型であって、ダイス5と、一対のパンチ6、7からなる。そのロアパンチ7は、インナーパンチ7aと、凹み3を形成するミドルパンチ7b及びアウターパンチ7cからなる。各パンチ支持用フランジ8a、8b、8cは筒状体の外面全周に亘る円環状とする。長尺状のミドルパンチに成形圧が加わると、その剛性及びフランジのホルダー9bによる支持力により成形圧に抗するが、そのフランジが円環状で、インナーパンチの外周面全周に引っかかる(圧接する)ため、十分な抗力を果たしてミドルパンチは振れ(撓み)難く、各パンチ間のムシレや焼付けも生じ難く、各パンチの寿命が向上し、成形体の亀裂、メクレ等の不具合も減少する。このパンチの寿命向上によって焼結製品の低廉化が図れ、不具合の減少によって焼結製品の品質向上を図り得る。
(もっと読む)
R−T−B系希土類磁石の製造方法
【課題】磁石製造時における酸化の影響を受けることなく、高電気抵抗と高保磁力の特性を併せ持った希土類磁石を製造すること。
【解決手段】R−T−B系希土類合金粉末に、重希土類元素のフッ化物、酸化物及び無機塩からなる群から選ばれる少なくとも1種である化合物Aと、アルカリ土類金属の水素化物である化合物Bを混合する混合工程と、冷間成形工程と、熱間成形工程と、熱処理工程と、を含むR−T−B系希土類磁石の製造方法において、熱間成形工程と熱処理工程によって、化合物Aと化合物Bを反応させて、熱間成形体中のR2Fe14B結晶近傍のRリッチ粒界相に重希土類元素を拡散させると共に、アルカリ土類金属のフッ化物、酸化物及び無機塩からなる群から選ばれる少なくとも1種である化合物Cを、R−Fe−B系希土類合金粉末間に生成させることを特徴とする。
(もっと読む)
圧粉成形体
【課題】
成形金型を破損せずに、高密度に成形可能な圧粉成形体とそれを成形する金型。
【解決手段】
本発明の第1の観点では、筒状構造若しくはドーナツ状構造の内周側に、上側に凸の突起構造が周方向に1個、若しくは複数有している圧粉成形体であって、筒状構造の内周面と上面との連結部の曲率半径をRとするとR>他の連結部の曲率半径であることを特徴とする圧粉成形体構造を提供する。本発明の第2の観点では、筒状構造若しくはドーナツ状構造の外周側に、上側に凸の突起構造が周方向に1個、若しくは複数有している圧粉成形体であって、筒状構造の外周面と上面との連結部の曲率半径をRとするとR>他の連結部の曲率半径であることを特徴とする圧粉成形体構造を提供する。
(もっと読む)
焼結含油軸受材およびその製造法
【課題】モータ用として馴染み性に優れ、しかも摩擦係数が低く、かつ耐摩耗性、耐久性に優れた軸受材およびその製造方法の提供。
【解決手段】原料粉として50μm以下の金属微粉末中にバインダーを0.3〜15(重量)%混合して流動性のある造粒材あるいは熱可塑性のある金属射出成形用コンパウンドをもって焼結含油軸受材をプレスあるいは射出により成形する。これにより低通気度化が容易ではあるが流動性の悪い金属微粉末の欠点を補って金型内への充填を容易にし、軸受内表面(摺動面)に存在する油孔の殆どが20μm以下の微細な油孔となり、15%以上の高含油率、5×10−3darcy以下の低通気度を有した焼結含油軸受が得られる。
(もっと読む)
マイクロドリル及びその製造方法
本発明によるマイクロドリルの製造方法は、穴加工のためのドリル部及びモータに固定されるシャンク部を含んでドリル部及びシャンク部がお互いに異なる材質で構成されるマイクロドリルの製造方法として、一端に溝が形成されたドリル部用粉末成形体を形成する段階と、ドリル部用粉末成形体の溝に挟まれる突起が形成されたシャンク部用粉末成形体を形成する段階と、溝及び突起を挟んで合わせることで、ドリル部用粉末成形体及びシャンク部用粉末成形体を組立てる段階と、ドリル部用粉末成形体及びシャンク部用粉末成形体の組立体を同時に焼結する段階と、を含む。 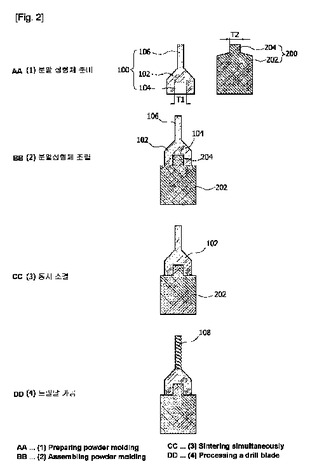 (もっと読む)
(もっと読む)
焼結部品の圧粉体成形方法および圧粉体成形金型
【課題】軸方向および径方向への単純な脱型が不可能なアンダーカット部を有するプラネタリキャリアを粉末冶金法で製造するにあたり、圧粉体全体を一体に型出し成形可能とする金型を提供する。
【解決手段】サーキュラコアの中子部の上下に、上板部22および下板部23に対応するキャビティを形成して粉末を充填し、上下のパンチと中子部の間に、上板部22および下板部23に対応する圧粉体を圧縮成形するとともに、アンダーカット部の空間部25を形成する。サーキュラコアを回転させることにより中子部を抜け孔21に逃がし、その状態からサーキュラコアを軸方向に移動させることにより中子部を抜き出し可能とする。
(もっと読む)
焼結金属製軸受
【課題】高い耐食性を有すると共に、摺動性や耐摩耗性にも優れた焼結金属製軸受を提供する。
【解決手段】オーステナイト系ステンレス鋼組織と、硫化マンガン組織とを有する焼結金属製軸受であって、さらにニッケル組織を有する焼結金属製軸受を提供する。この場合、ニッケル組織およびオーステナイト系ステンレス鋼組織中に含まれるニッケル成分の全体に占める割合は例えば13wt%以上35wt%以下に調整される。また、硫化マンガン組織の全体に占める割合は例えば1.5wt%以上2.5wt%以下に調整される。
(もっと読む)
焼結部品の製造方法
【課題】充填工程、加圧成形工程および抜き出し工程からなる成形サイクルを短縮して量産性を向上させる
【解決手段】金属粉末に、熱可塑性樹脂とワックスからなるバインダを40〜60体積%添加し、加熱混練して調整した原料を押型の型孔内に充填し所望形状に加圧成形し、次いで、加圧した成形体を押型から抜き出してから加熱してバインダを除去し、この後、成形体を加熱して焼結する焼結部品の製造方法において、加圧成形時のパンチの移動速度:Uを、ΔP:パンチの加圧力(Pa)、μ:粘度(Pa・s)、L:長さ(m)、De:相当管径(m)としたとき「U=ΔP/(32μ×L)×De2」で求められる速度以下に設定する。
(もっと読む)
少なくとも1つの層に制御された多孔率を有する複合材プリフォームならびに製造および使用方法
本発明は、構造用部品の流動応力に適合した流動応力を提供するための所定の多孔率の特殊合金製の完全密度構造用部品および部分密度部品を有する中空2部品複合材ビレットの押出しによる、クラッドパイプおよびチューブを含むがこれらには限定されない、クラッド製品製造用の熱間加工塑性変形プロセスのためのクラッドビレットを提供する。部品は、ビレット部品を熱間等方圧加圧するステップを含む、経時的な熱および圧力の印加によって、特殊部品中で所定の多孔率まで拡散接合される。コンピュータモデル化技法を使用して、流動応力適合性を得るための処理条件を決定することができる。  (もっと読む)
(もっと読む)
精密スプレー成形・積層転圧修繕及び製造装置
精密スプレー成形・積層転圧修繕及び製造装置は、スプレーユニット(100)と積層転圧修繕及び製造ユニット(200)とを備える。前記スプレーユニット(100)は金属液の供給に用いる金属液溶解調製又は供給手段(5)と、前記金属液溶解調製又は供給手段(5)の下流に位置する不活性ガス霧化スプレー手段(8)とを備える。前記積層転圧修繕及び製造ユニット(200)は、被覆待ち加工物(1)の周囲に位置するとともに前記被覆待ち加工物(1)の表面を予熱する加熱手段(3)と、前記金属被覆層(10)側に位置するとともに前記金属被覆層(10)に対して積層転圧を行う積層転圧手段(11)と、前記被覆待ち加工物(1)を収容する移動機械操作手段(4)と、前記積層転圧手段に接続される金属被覆層厚さ検出制御機構(12)とを備える。 (もっと読む)
硬装用肉盛溶接棒および該硬装用肉盛溶接棒を用いて製作された掘削用工具
【課題】硬化肉盛層中での超硬粒子の分散性が優れ、超硬合金本来の性能を維持させ、溶融金属の微細空隙への侵入を容易にしてポアの減少を図ることで作業性を改善し、劣化の少ない超硬合金粒子によって形成された硬装肉盛層を得る事を目的とする。
【解決手段】本発明の硬装用肉盛溶接棒は、軟鋼パイプと該軟鋼パイプ内に充填された超硬合金粒子からなる肉盛溶接材において、前記超硬合金粒子が銅のコーティングを施されている事を特徴とする。
(もっと読む)
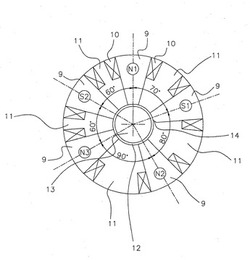
極異方性磁石の成形金型
【課題】本発明は、成形すべき極異方性磁石を滑らかな正弦波の磁束波形にすることができる極異方性磁石の成形金型を提供することを目的とする。
【解決手段】この成形金型は、成形すべき極異方性磁石の材料を含むコンパウンドを充填するための円筒状のキャビティ10を有する。また、キャビティ10の内側に組み込まれ、キャビティ10側に異なる磁極面が交互に配置される複数の内側磁石11と、キャビティ10の外側に組み込まれ、キャビティ10側に異なる磁極面が交互に配置される複数の外側磁石12と、を備える。なお、各々の内側磁石11は、内側ヨーク13に保持されており、各々の外側磁石12は、外側ヨーク14に保持されている。
(もっと読む)
炭素材と銅合金材を冶金的に接合する高熱負荷機器製造方法
【課題】 炭素材と銅合金を冶金的接合することにより高熱負荷機器を製造する方法、特に核融合炉のダイバータにおけるCFCブロックと銅合金製冷却管を良好に接合する用にした製造方法を提供する。
【解決手段】 炭素材であるCFCブロック11の表面に炭素と接合性のよいメタル層12を形成し、そのメタル層12と銅合金材13を緩衝材15を介して対向するように配置し、CFCブロック11と緩衝材15の間および緩衝材15と銅合金材13の間に薄膜状のロウ材14,16を介挿して組み上げた組立体を、真空ロウ付けし、時効処理して、高熱負荷機器を製造する。
(もっと読む)
焼結多孔性構造物及びその製法
多孔度の非常に高い構造物を製造する簡単で安価な方法を提供する。この方法は、構造物の所望の強度、多孔性、孔構造を与える複数の要素で構造物を製造することと、それから要素を共に焼結して構造物を得ることを含む。更に、焼結された非球形要素からなる新規な焼結された多孔性構造物を提供する。特定の実施形態においては、成形されたグリーン要素及び多孔性構造物が同時に焼結される。更に、焼結された非球形要素からなる新規な焼結された多孔性構造物を提供する。  (もっと読む)
(もっと読む)
41 - 60 / 120
[ Back to top ]