
Fターム[4K029BD05]の内容
Fターム[4K029BD05]に分類される特許
221 - 240 / 979
窒化チタンアルミニウムコーティングおよびこれを作製する方法
硬質コーティング(2)および切削工具上で使用可能な窒化チタンアルミニウムを含む硬質コーティング(2)を作製する方法が開示される。コーティング(2)は約0重量パーセントと約15重量パーセントの間の六方晶相およびxが約0.53〜約0.58モルの範囲内である(AlxTi1−x)Nの組成を有する少なくとも1つの窒化チタンアルミニウム層(6)を含む。  (もっと読む)
(もっと読む)
表面被覆切削工具
【課題】耐摩耗性と靭性とを両立させたとともに、基材との密着性にも優れた被膜を備えた表面被覆切削工具を提供する。
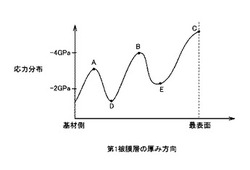
【解決手段】本発明の表面被覆切削工具は、基材と該基材上に形成された被膜とを備え、該被膜は、第1被膜層を含み、該第1被膜層は、微細組織領域と粗大組織領域とを含み、該微細組織領域は、それを構成する化合物の平均結晶粒径が10〜200nmであり、かつ該第1被膜層の表面側から該第1被膜層の全体の厚みに対して50%以上の厚みとなる範囲を占めて存在し、かつ−4GPa以上−2GPa以下の範囲の応力である平均圧縮応力を有し、該第1被膜層は、その厚み方向に応力分布を有しており、その応力分布において2つ以上の極大値または極小値を持ち、それらの極大値または極小値は厚み方向表面側に位置するものほど高い圧縮応力を有することを特徴としている。
(もっと読む)
工具用被覆材
一方が他方の上に配置されたいくつかの層を含む、切削工具のための被覆材(10)であって、金属アルミニウム又はアルミニウム合金の第1層(3)と、第1層の上に配置された酸化アルミニウム又はアルミニウムと少なくとも1種の他の金属とを含有している混合酸化物の第2層(2)とを有することを特徴とする被覆材(10)。 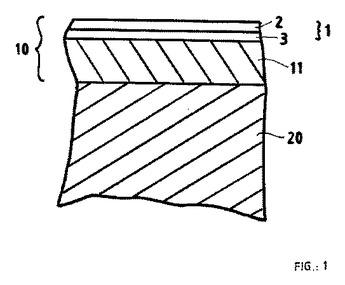 (もっと読む)
(もっと読む)
セラミック積層膜及び該セラミック積層膜の形成方法

【課題】本発明は結晶性に優れたTiN系セラミック膜を提供することを課題とする。
【解決手段】蒸着プロセスを経て形成されるセラミック積層膜であり、該セラミック積層膜は基材上に、下地膜、窒化チタン膜、が順次積層されてなるものであり、上記下地膜は酸化亜鉛を主成分とする膜であり、上記下地膜の膜厚は1〜150nm、上記窒化チタン膜の膜厚は1〜50000nmであることを特徴とし、また、上記窒化チタン膜はCuKα線を用いたX線回折測定において、42°付近に窒化チタンの(200)面に帰属される回折線が検出されること。
(もっと読む)
物体上にコーティングを堆積させるPVD法及びそれから製造された被覆物体
本発明は、コーティング及び基材を含み、該基材上にPVD堆積法を用いてコーティングが堆積された被覆物体の製造方法に関する。コーティングは、周期律表の第IVb族、第Vb族、第VIb族、ならびに、Al、Y及びSiから選ばれる1種以上の元素の窒化物、炭化物、酸化物、ホウ素化物又はそれらの混合物を含む。堆積方法は、活性ターゲットを維持しながら、基材バイアス電圧を変化させる少なくとも1つのシーケンスを含み、ここで、基材バイアス電圧を変化させるシーケンスはサブシーケンスSi;−第一の基材バイアス電圧Biにて10秒間〜60分間の堆積時間Tiの間堆積させ、その後、10秒間〜40分間の傾斜時間Riの間堆積させながら、基材バイアス電圧を徐々に第二の基材バイアス電圧Bi+1(│Bi−Bi+1│≧10V)に変化させることを含み、ここで、サブシーケンスSiをi=nとなるまで繰り返し、ここで、i=0,1,2,...nであり、n≧2であり、各新規のサブシーケンスは前のサブシーケンスが終わるときに使用されていたのと同一の基材バイアス電圧で堆積を開始する。 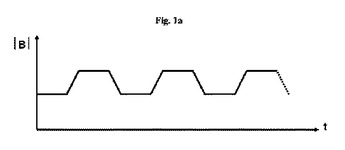 (もっと読む)
(もっと読む)
硬質保護膜及びその製造方法
【課題】アルミナを原料に用いながらも少なくとも塑性硬さが30GPa以上得られる硬質保護膜及びその製造方法を提供すること。
【解決手段】 何れも結晶粒径が20nm以下であるAlN微結晶とAl1-xOxNy微結晶との複合体からなる硬質保護膜。Al2O3ターゲットを用いて高周波電源によってAr及びN2の混合ガス中で放電させる高周波反応スパッタ法を用い、その際に印加するバイアス電圧と金属母材の温度との関係を調整することによって、硬質保護膜を30GPa以上の塑性変形硬さに形成する。
(もっと読む)
表面被覆切削工具
【課題】高硬度材の湿式断続切削加工で、すぐれた潤滑性、耐チッピング性、耐熱塑性変形性を示し、長期の使用に亘ってすぐれた仕上げ面精度を維持し得る表面被覆切削工具を提供する。
【解決手段】WC超硬合金、TiCN基サーメット、cBN基超高圧焼結材料からなる工具基体の表面に、TiN、TiCN、(Ti,Al)N層の少なくとも一層からなる硬質被覆層を蒸着形成した表面被覆切削工具において、上記硬質被覆層の最表面に、必要に応じ、100〜300nmの膜厚の結晶質窒化珪素膜からなる中間膜を介して、100〜500nmの膜厚の非晶質窒化珪素膜からなる潤滑膜を形成する。
(もっと読む)
表面被覆切削工具
【課題】溶着性の高い被削材の高速切削加工で、硬質被覆層がすぐれた層間密着強度を有する表面被覆切削工具を提供する。
【解決手段】WC超硬合金製工具基体の表面に、薄層Aと薄層Bの二層積層構造、または、これらの三層以上の交互積層構造からなる硬質被覆層を蒸着形成した表面被覆切削工具において、薄層Aは、チタンとアルミニウムの複合窒化物層、薄層Bは、層厚方向に沿って傾斜組成をなすアルミニウム酸化物層からなり、さらに、薄層Aと薄層Bとの界面では、薄層Bの構成成分である酸素とアルミニウムは、1.22≦(酸素含有量)/(アルミニウム含有量)≦1.45(但し、原子比)の関係を満足する。
(もっと読む)
硬質被膜、および硬質被膜被覆工具
【課題】耐溶着性、耐摩耗性、および耐熱性の何れについても優れた性能が得られる硬質被膜を提供する。
【解決手段】ボールエンドミル10の刃部14の表面にコーティングされた硬質被膜20は、(Ala Cr(1-a-b) Yb ) Cc N(1-c) 〔但し、a、b、cはそれぞれ原子比で、0.4≦a≦0.8、0.01≦b≦0.05、0≦c≦0.5の範囲内〕から成るI層20aと、CrCd N(1-d) 〔但し、dは原子比で、0≦d≦0.5の範囲内〕から成るII層20bとが、1nm以上の積層周期Tp で交互に1周期以上積層され、総膜厚Ttotal が0.1μm〜10μmの範囲内とされている。AlCrN系のI層20aは高硬度で優れた耐摩耗性が得られ、CrN系のII層20bは低摩擦係数で優れた耐溶着性が得られる一方、I層20aにY(イットリウム)が所定の原子比で添加されることにより、高温での耐酸化性が向上して優れた耐熱性が得られるようになる。
(もっと読む)
表面被覆切削工具
【課題】高硬度材の高速切削加工で、すぐれた耐酸化性と潤滑性を備えることにより、耐チッピング性、仕上げ面精度の向上を図った表面被覆切削工具を提供する。
【解決手段】WC超硬合金、TiCN基サーメット、cBN基超高圧焼結材料からなる工具基体の表面に、TiN、TiCN、(Ti,Al)N層の少なくとも一層からなる硬質被覆層を蒸着形成した表面被覆切削工具において、上記硬質被覆層の最表面に、100〜500nmの膜厚の非晶質二酸化珪素膜を形成する。
(もっと読む)
表面被覆切削工具
【課題】Al合金等の軟質被削材の切削加工において、すぐれた化学的安定性と潤滑性を発揮する表面被覆切削工具を提供すること。
【解決手段】 炭化タングステン基超硬合金製工具基体表面に、 下部層として、平均層厚0.5〜3μmを有するCrとAlの複合窒化物(組成式:(Cr1−XAlX)Nで表した場合、好ましくは、0.4≦X(原子比)≦0.7)層、上部層として、平均層厚0.5〜2μmを有するFeとTiの複合酸化物(組成式:Fe2TiYO2+2Yで表した場合、好ましくは、0.8≦Y(原子比)≦1.2)層からなる硬質被覆層を蒸着形成する。
(もっと読む)
耐摩耗性に優れた硬質皮膜およびその製造方法
【課題】高速・高能率切削が可能な、TiAlSiNよりも耐摩耗性に優れた切削工具用硬質皮膜、およびこの様な硬質皮膜を得るための有用な製造方法を提供する。
【解決手段】(Ti1−a−b−c−d,Ala,Crb,Sic,Bd)(C1−eNe)からなる硬質皮膜であって、Al,Cr,Si,Bのそれぞれの原子比a,b,c,dが、0.5≦a≦0.8、0.06≦b、0≦c≦0.1、0≦d≦0.1、0.01≦c+d≦0.1およびa+b+c+d<1を満たすようにし、かつNの原子比eが0.5≦e≦1を満たすようにする。
(もっと読む)
プラズマ処理装置および光学素子成形型の製造方法
【課題】プラズマ処理装置および光学素子成形型の製造方法において、プラズマ放出方向を均等化しつつ、ドロップレットや飛散粒子を容易に除去することができ、表面処理の品質を向上することができるようにする。
【解決手段】ターゲット6とアノード電極とを有し、アーク放電によるプラズマ8を放出するプラズマ放出部10と、プラズマ8を偏向させて光学素子成形用型母材11の表面に輸送する偏向部13と、ターゲット6の表面から光学素子成形用型母材11に向けて直進する経路を遮蔽する遮蔽板20とを備え、アノード電極は、複数の円弧状導電体が、ターゲット6の軸方向回りに周回するように配置され、ターゲット6を挟んで光学素子成形用型母材11と反対側に円弧状導電体の各開口が配置された周回電極部と、周回電極部に電流を供給する配線部と、を備えるプラズマ処理装置1を用いる。
(もっと読む)
表面被覆切削工具
【課題】本発明は、クレーター摩耗を低減するとともに高度な耐摩耗性を付与することができる被膜を備えた表面被覆切削工具を提供することを目的とする。
【解決手段】本発明の表面被覆切削工具は、1以上の層を含み、該層のうち少なくとも1の層は、化学式Ti1-XZrXMαZβ(ただし、MはYおよびSiの少なくとも一方、X、α、βはそれぞれ原子比を示し、Xは0.2≦X≦0.6であり、αは0.02≦α≦0.2、βは0.1≦β≦2である。また、Zは酸素、炭素、および窒素からなる群から選ばれる少なくとも1種の元素を示す。)で示される第1化合物を含むY/Si添加チタンジルコニウム層であり、上記第1化合物は、X線回折における(111)面のピーク強度Aと(200)面のピーク強度Bとの比B/Aが0≦B/A≦1となる結晶構造を有することを特徴とする。
(もっと読む)
表面被覆切削工具
【課題】高速加工およびドライ加工でさらなる長寿命化を達成することができる表面被覆切削工具を提供する。
【解決手段】本発明は、基材と、該基材上に形成された被覆膜とを備え、該被覆膜は、AlaTibSicN(ただし、0.3≦b≦0.65、0.02≦c≦0.15、a+b+c=1)からなるA層と、AldCreSifN(ただし、0.2≦e≦0.5、0.02≦f≦0.15、d+e+f=1)からなるB層とがそれぞれ交互に積層されて構成されており、A層の厚みをλaとし、B層の厚みをλbとすると、互いに接しているA層およびB層の厚みの比であるλa/λbの値は、基材に最も近い位置においては1.0≦λa/λb≦1.7であり、基材側から被覆膜の最表面側に進むにしたがって連続的および/または段階的に減少し、被覆膜の最表面に最も近い位置においては0.6≦λa/λb≦1.0となる表面被覆切削工具である。
(もっと読む)
多層皮膜被覆部材およびその製造方法
【課題】DLC並みの潤滑特性を有し且つ高硬度、高耐熱性の硬質皮膜を被覆した多層皮膜被覆部材およびその製造方法を提供する。
【解決手段】
基材表面に組成が異なる硬質皮膜を2層以上被覆した多層皮膜被覆部材であって、硬質皮膜1の組成は、SiaBuCvNwOzで表され、該硬質皮膜1の下部層である該硬質皮膜2の組成は、金属成分がAl、Ti、Cr、Nb、W、Si、V、Zr、およびMoから選択される2種以上と、非金属成分がNとB、C、O、およびSから選択される少なくとも1種を有し、該硬質皮膜1はラマン分光分析において1300から1600cm−1の間に検出される最大強度のピーク強度Ixを有し、1900から2200cm−1の間に検出される最大強度のピーク強度Iyを有し、3.2≦Ix/Iy≦8.0であることを特徴とする多層皮膜被覆部材である。
(もっと読む)
表面被覆切削工具
【課題】高速加工およびドライ加工でさらなる長寿命化を達成することができる表面被覆切削工具を提供する。
【解決手段】本発明は、基材と、該基材上に形成された被覆膜とを備え、該被覆膜は、AlaTibSicN(ただし、0.3≦b≦0.65、0.02≦c≦0.15、a+b+c=1)からなるA層と、AldCreN(ただし、0.2≦e≦0.5、d+e=1)からなるB層とがそれぞれ交互に積層されて構成されており、A層の厚みをλaとし、B層の厚みをλbとすると、互いに接しているA層およびB層の厚みの比であるλa/λbの値は、基材に最も近い位置においては1.0≦λa/λb≦1.7であり、基材側から被覆膜の最表面側に進むにしたがって連続的および/または段階的に減少し、被覆膜の最表面に最も近い位置においては0.6≦λa/λb≦1.0となる表面被覆切削工具である。
(もっと読む)
硬質被覆層の耐欠損性、耐剥離性に優れる表面被覆切削工具
【課題】小径低速切削あるいは高速重切削等で、硬質被覆層の耐欠損性、耐剥離性に優れるヘテロエピタキシャル界面を有する表面被覆切削工具を提供する。
【解決手段】WC超硬基体表面に、柱状晶組織のTiN層を物理蒸着で被覆形成した表面被覆切削工具であって、WC超硬基体表面とTiN層との界面において、[0001]WCと[110]TiNが平行、かつ、[10−10] WCと[001] TiNが平行である界面の長さをXA、また、[0001]WCと[111]TiNが平行、かつ、[11−20] WCと[110] TiNが平行である界面の長さをXCとした場合に、1>(XA+XC)/X≧0.3、(但し、Xは界面の全長)を満足するヘテロエピタキシャル界面を有する表面被覆切削工具。
(もっと読む)
セラミックス被覆材の製造方法
【課題】セラミックス被覆材のさらなる高機能化を実現することが可能なセラミックス被覆材の製造方法を提供する。
【解決手段】セラミックス被覆鋼の製造方法は、窒化チタンアルミニウム又は窒化クロムの薄膜を鋼基材上に成膜する成膜工程11と、成膜された鋼基材を少なくとも760℃を超える高温、より好ましくは760℃〜1060℃で加熱処理する加熱処理工程と、を有することを特徴とする。また、窒化チタン被覆鋼の製造では、加熱処理工程の加熱処理温度を860℃〜960℃とすることが好ましく、960℃ないし960℃±50℃とすることが特に好ましい。
(もっと読む)
硬質皮膜被覆切削工具
【課題】高硬度を維持しつつ残留圧縮応力の低減化を図り、2層構造を有する硬質皮膜層1、2の密着強度を改善して硬質皮膜被覆切削工具の長寿命化を図る。
【解決手段】
超硬合金を基材とする切削工具に硬質皮膜を被覆した硬質皮膜被覆切削工具において、表面側に硬質皮膜層1、基材側に硬質皮膜層2が被覆され、硬質皮膜層1は(AlaCr1−a)Nx、但し、0.5≦a≦0.75、0.9≦x≦1.1であり、硬質皮膜層2は(TibAl1−b)Ny、但し、0.4≦b≦0.6、0.9≦y≦1.1であり、X線回折における硬質皮膜層1の(111)面の格子定数をa1(nm)、硬質皮膜層2の(111)面の格子定数をa2(nm)としたとき、1.005≦a2/a1≦1.025であることを特徴とする硬質皮膜被覆切削工具である。
(もっと読む)
221 - 240 / 979
[ Back to top ]