
Fターム[4L056EA25]の内容
Fターム[4L056EA25]に分類される特許
1 - 19 / 19
中央装置、情報処理システム、情報処理方法及びプログラム
【課題】複数工場に配置された繊維機械の複数の動作情報を記憶でき、また工場別の繊維機械の複数の動作情報及び異常情報を含む報告情報を生成することが可能な中央装置等を提供する。
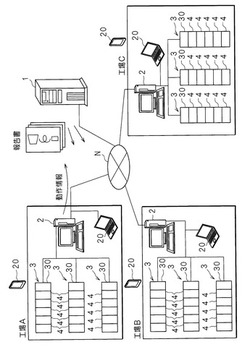
【解決手段】クライアントコンピュータ2は、工場識別情報、機械識別情報、及び、ユニット識別情報と、繊維機械3及びユニット4の動作状況に関する複数の動作情報をサーバコンピュータ1へ送信する。サーバコンピュータ1は受信した複数の動作情報を、工場識別情報、機械識別情報及びユニット識別情報に対応付けて記憶部に記憶する。サーバコンピュータ1は記憶部に記憶した動作情報が閾値を超える場合に異常と判断する。また、工場識別情報別に、各繊維機械3及び該繊維機械3のユニット4の動作情報と、異常と判断された動作情報を特定する異常情報とを含む報告書を生成する。
(もっと読む)
糸巻取機及び糸巻取ユニット

【課題】糸継終了時に発生する糸のたるみを解消した糸巻取機を提供する。
【解決手段】糸継装置43は、紡績装置とパッケージとの間の紡績糸10を糸継ぎする。糸道規制部材(糸寄せレバー96及び糸押さえレバー98)は、紡績糸10に接触することで当該紡績糸10を屈曲させる位置と、前記紡績糸10を開放した位置と、の間で移動可能である。台車制御部は、糸道規制部材を、糸継ぎの際に紡績糸10に接触させて当該紡績糸10を屈曲させるとともに、当該糸継ぎの終了後、少なくとも巻取装置における紡績糸10の巻き取りが開始するまでの間は、紡績糸10を屈曲させた状態を維持するように制御する。
(もっと読む)
紡績機及び糸貯留ローラに残留した紡績糸の除去方法
【課題】糸強力の弱い糸欠点の発生により糸貯留ローラに残留した紡績糸の除去を効率的に行うことのできる紡績機を提供する。
【解決手段】精紡機は、紡績装置と、ヤーンクリアラと、糸貯留ローラと、吸引口と、吸引装置と、ユニットコントローラと、を備える。紡績装置は、繊維束に撚りを掛けて紡績糸を生成する。ヤーンクリアラは、紡績装置の下流側に配置され、走行する紡績糸の糸欠点を検出する。糸貯留ローラは、ヤーンクリアラの下流側に配置され、紡績糸を外周面に巻き付けて回転することで、紡績糸を一時的に貯留する。基端側近傍に配置される。吸引装置は、吸引口に吸引流を発生させることが可能である。ユニットコントローラは、ヤーンクリアラが糸強力の弱い所定の糸欠点を検出すると、その他の糸欠点を検出したときに比べて、紡績糸の供給を停止する停止タイミングを遅らせるとともに、この停止タイミングの後に糸貯留ローラを停止させる。
(もっと読む)
紡績糸の転がり試験装置
【課題】紡績糸の結束強さを高い信頼性で評価できる技術を提供する。
【解決手段】転がり試験装置1は、湾曲した糸接触表面を有する糸掛け体2と、この糸掛け体2に糸掛けされた結束紡績糸Yの片側を固定するクランプ部3と、転がり試験中に上記の結束紡績糸Yに対して張力を付与するための張力付与部4と、を備える。
(もっと読む)
繊維機械
【課題】糸処理ユニットの運転状態を容易に把握することができる繊維機械を提供する。
【解決手段】精紡機が備える複数の紡績ユニットのそれぞれは、当該紡績ユニットの運転状態が、複数の運転レベルの中でどの運転レベルに対応するかを表示するレベル表示部86を備えている。また、前記運転レベルは、基準となる基準運転状態が中央となるように区分されている。前記基準運転状態は、精紡機が複数備えた紡績ユニットの運転状態の平均値か、或いは所定の設定値とすることができる。
(もっと読む)
糸重量測定装置、およびそれを備えた糸番手測定装置。
【課題】複数の糸について連続的にかつ各糸について複数回の重量測定を連続的に行うことができる糸重量測定装置およびこの糸重量測定装置を備えた糸番手測定装置を提供する。
【解決手段】糸重量測定装置は、複数の糸を保持可能な保持装置と、保持された糸を特定する特定装置と、特定された糸を所定長さ切出し重量計へ送る切出装置と、切出された糸重量を測定する重量計とを含む。また、特定装置と切出装置と重量計とが保持装置に保持された糸に対しこの順で繰り返し動作でき、切出装置と重量計とがこの順で繰り返し動作できる。こうして、複数本の糸の重量測定と同一の糸に対する複数回の重量測定ができる。このため、測定作業者の作業負担が軽減される。
(もっと読む)
ストランド状で連続な繊維束の指定長さにおける質量、及び/又は水分を測定するための装置、及び繊維機械
本発明は、繊維機械(1)、特に、予備紡績機械(1)、例えば、練条機(1)、カード機、又は梳毛機、又は紡績機械、例えば、紡績練条機又は糸巻き機に用いられ、ストランド状に形成された連続繊維束(FB)の単位長さ当たりの質量及び/又は水分含有量を測定する装置(20、20′)に関し、この装置は、繊維束(FB)が通過する測定チャンバー(22)を有するマイクロ波共振器(21)、及びマイクロ波共振器(21、21′)の共振周波数(fR)及び/又は質(Q)を検出する装置を備える。発生器信号(gs)を発生させるように設計される信号発生器(27)では、そのスペクトルが複数種の周波数(f1,f2,・・・fn)を有する。発生器信号(gs)は、マイクロ波共振器(21)に入力され、マイクロ波共振器(21)から出力される出力信号(as)は、評価回路(28)に伝達される。この評価回路(28)は、出力信号(as)のスペクトル(AS)中において、同時に、複数の前記周波数(f1,f2,・・・fn)の振幅及び/又は位相を測定できるように設計される。更に、本発明は、発明の装置(20、20′)を備えた繊維機械(1)に関する。 (もっと読む)
繊維機械
【課題】パッケージ径の検査精度に限界があるだけでなく、パッケージ径の不良な満巻パッケージを生産するユニットを特定しようとしても、どのような大きさのパッケージ径の満巻パッケージが、どの巻取りユニットで形成されたか不明で、追跡調査ができなかった。
【解決手段】紡績機1に、満巻パッケージ45のパッケージ径情報を検出する回転角度検出センサ99と、そのパッケージ径情報が検出された満巻パッケージ45を特定する対応ユニット特定手段(信号発信部41a、信号受信部41b、玉揚台車コントローラ40、信号受信部21a、信号発信部21b、ユニットコントローラ20)と、紡績ユニット2で形成された満巻パッケージ45の径情報を検出する回転角度検出センサ99と、満巻パッケージ45のパッケージ径情報と、その満巻パッケージ45を形成した紡績ユニット2のユニット番号とを、関連付けて記憶するコントロールマスタ50と、を備える。
(もっと読む)
異常錘特定装置および紡績機
【課題】毛羽変動異常の監視において、毛羽変動異常の判定精度を高めようと判定条件を厳しくすれば、糸品質上差し支えのない変動部位まで、切除すべき異常部位として扱うことになってしまう。
【解決手段】異常錘特定装置10に、各錘のHD値(糸太さの分散)を算出する単錘偏差算出手段11と、AHD値(全錘平均のHD値)を算出する全錘偏差算出手段12と、各錘のHD値が、AHD値を基準とする許容範囲を超えたか否かを判断する逸脱有無判断手段13と、同一の錘のHD値が2回連続して、許容範囲を越える場合に、その錘に糸物性異常が発生したと判定する錘間糸物性異常判定手段14と、各錘でHD値の移動平均したHDA値を算出する平均単錘偏差算出手段15と、HDA値が、HDA値の基準値であるHDAS値を基準とした許容範囲を超えたか否かを判断する錘内糸物性異常判定手段16と、を備える。
(もっと読む)
繊維機械
【課題】走行する糸の糸欠点を除去する繊維機械において、ドラムの回転速度のように真の糸速とは比例関係にない速度を利用して、糸速を求める構成とすると、実際の糸速とは乖離した値を糸速として扱うことがあり、この糸速情報を前提として糸欠点検出装置に糸の長さを判断させると、糸欠点の判断を誤らせることになる。
【解決手段】走行する糸3の糸速を直接に検出する糸速センサー7と、走行する糸3の糸欠点を検出する糸欠点検出装置8と、糸速センサー7および糸欠点検出装置8を通過した後の糸3を巻き取る綾振りドラム10と、を備えるワインディングユニット1であって、糸欠点検出装置8は、時系列に得られた糸太さの時間変化データDTを、前記糸速の検出値に基づいて、糸太さの長さ変化データDLに変換するデータ変換部82bと、この糸太さの長さ変化データDLに基づいて、糸欠点の有無を判定する糸欠点判定部82dと、を備える。
(もっと読む)
糸品質診断方法および繊維機械
【課題】糸欠点検出装置を備える繊維機械において、糸欠点検出装置のコストを増大させることなく、番手変動異常を検出することができなかった。
【解決手段】糸の太さ変動の異常を診断する糸品質診断方法であって、糸欠点検出装置26で、その起動時点を基点とする一定時間内に検出される糸の太さ変動を平均して、第一種平均糸太さを算出する第一種平均糸太さ算出工程101と、平均糸太さ算出工程を所定回数実行して得られた5回の第一種平均糸太さを平均し、第二種平均糸太さを算出する第二種平均糸太さ算出工程102と、第一種平均糸太さ算出工程を再実行して、最新の第一種平均糸太さを算出する最新平均糸太さ算出工程103と、第二種平均糸太さと最新の第一種平均糸太さとの変動幅を比較し、その変動幅が所定の錘内許容幅以上となると、糸太さの変動異常が発生したと判定する錘内糸太さ変動異常判定工程104と、を備える。
(もっと読む)
自動ワインダ
【課題】簡単な構成で迅速かつ的確に、満管パッケージとそれに関係した巻取ユニットとの対応関係を判別すると共に、その満管パッケージの重量を測定し、満管回転数を補正し得る自動ワインダを提供する。
【解決手段】パッケージPを回転させて糸Yを巻き取る複数の巻取ユニット2と、巻取ユニット2を制御し、予め設定された基準重量値に対応する回転総数までそのパッケージPを回転させて満管パッケージPを形成させる制御装置8と、巻取ユニット2において満管パッケージPが形成される毎に、その巻取ユニット2の位置まで移動して玉揚動作を行う玉揚装置6と、玉揚装置6に備えられ、玉揚動作の際に満管パッケージPの重量を測定する重量測定装置69と、を備え、制御装置8は、重量測定装置69による測定重量値と基準重量値とを比較し、それらに差があれば、その差に基づいて回転総数を補正し得るように構成した。
(もっと読む)
糸を監視する繊維機械
紡績機(1)は、紡績ユニット(3.1〜3.n)の一群と、プロセッサユニット(2)と、継合台(40)とを含む。ワークステーション(3.1〜3.n)の各々と区域検査ユニット(13.1)との間で時間制約的なデータを連続的に同時転送するための並列データ伝送手段(5.1〜5.n)は、極力単純で安価に実行される。付加的な逐次データ伝送手段(6)が、唯一選択されたワークステーション(3.3)と継合台(40)との間で非時間制約的なデータを転送するのに使用される。データ転送をこのように振り分けるおかげで、紡績機(1)はより簡単で安価なものになる。 (もっと読む)
紡機の牽伸システムに送給された複数本のスライバにおけるパラメータを検出する装置
【課題】構成が簡素であって個々のスライバを更に良好にかつ更に正確に検出する装置を提供する。
【解決手段】紡機の牽伸システムに送給された複数本のスライバにおけるパラメータを検出する装置であって、特にスライバの移動および/または存在を検出し、上記パラメータは各スライバにおいて別個に測定可能であり、各スライバはスライバ用ケンスから夫々の被動送給ローラ上へと引出されると共に上記牽伸システムに送給されて触覚要素により機械的に検知され、該触覚要素の偏向は電気信号へと変換可能であると共に該触覚要素は自身に関係付けられたセンサ要素を有するという装置が提供される。構造的に簡素な様式で個々のスライバを更に良好にかつ更に正確に検出することを許容すべく、各触覚要素の位置を検出するために電気的評価ユニットに接続された非接触式距離センサ(距離測定センサ)が配備される。
(もっと読む)
コアヤーン紡績における芯糸検出方法及び装置
【課題】コアヤーン内の芯糸の有無を確実に検知して、芯糸のないコアヤーンの製造を防止する。
【解決手段】
芯糸Fの周囲に繊維束Sを巻き付けてコアヤーンCを製造する方法において、紡績開始後の所定時間、芯糸Fの含有率を通常紡績時より変化させたコアヤーンCを紡出して、芯糸Fの有無を検出するようにした。延伸した弾性糸の芯糸からなるコアヤーンCを紡出して、このコアヤーンCを弛ませることによるコアヤーンの太さの変化に基づいて芯糸の有無を検出しても良い。
(もっと読む)
動く細長い固体の被検製品において異物を検出するための方法および装置
動く細長い固体の被検製品(9)、例えば糸において異物を検出するための装置(1)は、被検製品(9)からの静電信号を記録するためのセンサ(2)を含む。センサ(2)は、被検製品(9)上に元々既に存在していた過剰電荷からの静電信号を記録するのに適している。装置(1)は、被検製品(9)からの他の信号、例えば容量信号を記録するためのセンサ(2)をさらに含む。さらに、静電信号、および他の信号を評価して異物を検出するための評価手段(7)が存在する。静電信号と他の信号とを組み合わせることにより、選択性が改良される。誤った応答は減少し、信頼性および感度を高くすることができる。 (もっと読む)
紡機における機台管理方法
【課題】紡機の必要箇所を繰り返し撮影し、その撮影データを蓄積し、表示機に表示させることによって管理を行うようにした紡機の機台管理方法を提供する。
【解決手段】リング精紡機1の長手方向に移動可能な移動清掃装置2にリング精紡機1に向けた撮影器26、27、28を設置し、リング精紡機1の長手方向に並列して設けられた多数の紡出部に沿って移動清掃装置2を所定の時間を空けて巡回させ、移動清掃装置2の巡回中に撮影器26、27、28でリング精紡機1を撮影し、巡回において撮影した撮影データを複数のリング精紡機1に接続した主制御装置36又はリング精紡機1に備えた機台制御装置29、30、31の記憶装置37に蓄積し、撮影データを画像データとして又は撮影データから得られた分析データとして表示機40に表示する。
(もっと読む)
周波数変換器を備えた紡績機
この発明は、紡績機内の電子部品9,10を出発点とする。それは、冷却が必要な程多くの熱を発生する周波数変換器などの電子部品である。従って、そのような電子部品は、紡績領域からの浮遊物、埃、その他の汚染物を吸引した排気フロー2内に突き出た冷却フィン16を備えている。この排気フロー2は、フィルター5で汚染物を除去され、それにより次第に絞り込まれて行く。その量とそのために冷却効果が低下する。それに対して、電子部品9,10の過熱を防止するために、温度が許容できない程高くなった場合に制御機器12に信号を送る温度計17を配備して、制御機器が、フィルターを清掃する必要性が有ることを警告するようにする。この提示は、段階的に行うことができ、最後の段階では、電子部品への電力供給を停止するか、或いは駆動を停止させる。 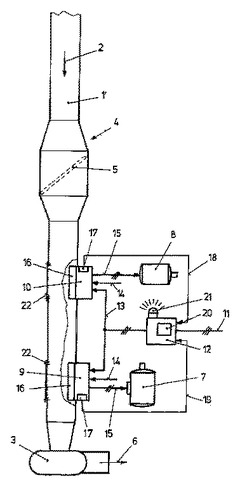 (もっと読む)
(もっと読む)
紡機のスピンドル変速制御方法及びスピンドル変速制御装置
【課題】 糸切れが多発する場合に、簡単な操作で機台全体の糸切れ発生を少なくして生産性を向上させる紡機のスピンドル変速制御方法を提供する。
【解決手段】 機台の運転開始から満管停止までの各錘毎の糸切れ回数が積算される。糸切れ回数は、機台の運転開始から満管停止までのスピンドル駆動制御が異なる区間毎に積算され、各区間毎の積算値が予め設定された許容値と比較される。そして、許容値を超えた区間について、次回の運転時に予め設定した分スピンドル回転速度が低下されて運転される。「スピンドル駆動制御が異なる区間」とは、スピンドルの回転速度あるいは加速度が異なる区間、即ち異なる定速又は加速状態が異なる区間をいう。
(もっと読む)
1 - 19 / 19
[ Back to top ]