
Fターム[5E313AA01]の内容
電気部品の供給、取付け (45,778) | 取扱物品の種類 (9,133) | 電気部品 (3,526)
Fターム[5E313AA01]の下位に属するFターム
Fターム[5E313AA01]に分類される特許
81 - 100 / 1,780
部品実装システム及び部品実装システムにおけるオペレータの支援方法
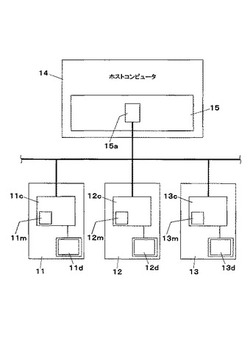
【課題】オペレータが、通常の作業位置の如何によらず、各部品実装用装置の操作要領を偏りなく身につけることができるようにした部品実装システム及び部品実装システムにおけるオペレータの支援方法を提供することを目的とする。
【解決手段】機種が異なる複数台の部品実装用装置(半田印刷機11、部品実装機12及び検査機13)を有して成り、各部品実装用装置のそれぞれが担当の部品実装用作業を実行する部品実装システム1において、各部品実装用装置が備える制御部11c,12c,13cは、その部品実装用装置が備えるディスプレイ11d,12d,13dのスクリーンセイバー機能の適用時に、部品実装システム1を構成する全機種の部品実装用装置の操作要領を説明する画像をディスプレイに表示させる。
(もっと読む)
電子部品装着装置

【課題】商用電源の供給が遮断した場合に、マイクロコンピュータのシャットダウン処理中に、作業者が電源投入スイッチ操作によるトラブルの発生の防止。
【解決手段】商用電源の供給が遮断すると、第1DC電源回路21へ供給されなくなり、第1リレー26が消磁してそのスイッチ26Aが開成し、第2DC電源回路31に電源が供給されなくなる。すると、バッテリ電源38から給電が開始されると共に1秒後に停電検出信号を入力したマイコン32はシャットダウン処理を60秒間で行う。前記スイッチ26Aが開成すると、第2タイマー30は非通電となってそのスイッチ30Aが閉成し、第2DC電源回路31から12V電源が出力されて第3タイマー37は通電され、その90秒後にそのスイッチ37Aを閉成し、バッテリ電源38による第2DC電源回路31への給電は停止する。第2リレー27が消磁した際に、スイッチ27Aが閉成し、ランプ40が点灯する。
(もっと読む)
部品実装管理装置及び部品実装管理方法
【課題】部品実装ラインの途中に配置した検査装置で部品の実装不良を検出したときに、その下流側の実装機で部品実装をスキップする単位を作業者が設定できるようにする。
【解決手段】部品実装ラインの稼働中に検査装置でパネルのいずれかのボードで部品の実装不良が検出されたときに、検査装置より下流側の実装機モジュール12で、部品実装を作業者が設定したスキップ単位でスキップする。作業者が設定可能なスキップ単位は、検査モジュールで部品の実装不良が検出されたパネル全体の部品実装をスキップする「パネル単位」、部品の実装不良が検出されたボードのみの部品実装をスキップする「ボード単位」、実装不良の部品と関連する部品グループのみの部品実装をスキップする「部品グループ単位」とし、これら3種類のスキップ単位の中から、多様なユーザーの要求、実装不良検出時の作業効率、コスト性等を考慮して、作業者がスキップ単位を選択する。
(もっと読む)
基板生産管理システム
【課題】データ作成、データ管理が簡単な基板生産管理システムを提供することを課題とする。
【解決手段】基板生産管理システム1は、電子部品実装機3と管理装置2とを備える。管理装置2は、ファミリー基板群に属する全ての基板に共用される座標データと、ファミリー基板群に属する全ての基板に個別に用いられるBOMを有するBOMデータ22と、ファミリー基板群に属する全ての基板に共用される基板種対応データ24と、を有する。管理装置2は、基板種が入力されることにより、基板種対応データ24を基にBOMデータ22からBOMを選択するBOM選択ステップと、BOMと座標データ21とから装着座標を認識する装着座標認識ステップと、電子部品実装機3に装着対象となる電子部品を通知する通知ステップと、を実行する。
(もっと読む)
テープフィーダ
【課題】キャリアテープの装着作業におけるスプロケットへの係合状態を確実に維持して、作業性および作業効率を向上させることができるテープフィーダを提供することを目的とする。
【解決手段】テープフィーダの本体部5aに設けられたテープ走行路5dにおいて、トップテープ15eをベーステープ15aからトップテープ剥離部22aによって剥離するテープ剥離位置よりも下流側のスプロケット20の側方に、スプロケット20に係合したベーステープ15aの一端部をテープ送り方向に導入する導入部26aと、導入されたベーステープ15aのエンボス部15c側の一端部の上方に位置して、このベーステープ15aの浮き上がりを防止する浮き上がり防止部26bとが設けられた規制部材26を配設する。
(もっと読む)
電子部品装着方法及び装着装置
【課題】カバー部品を基板に位置決め載置後、押圧固定作業前に位置ずれすることを防止し、準備すべき保持具の種類を減少させることができる電子部品装着方法を提供する。
【解決手段】所定位置に位置決めされたカバー部品を押圧する押圧部を有する上下動部材を、部品移載装置に上下方向に駆動可能に設け、基板搬送装置により基板を搬送して位置決めする基板搬送位置決め工程と、基板搬送位置決め工程で位置決めされた基板の所定位置に、部品移載装置でカバー部品を吸着により採取して位置決め載置するカバー部品位置決め載置工程と、部品移載装置でカバー部品を所定位置に位置決め載置した直後に、上下動部材を駆動させてカバー部品を押圧部で押圧することで、基板に設けられた被係合手段にカバー部品の係合手段を係合させる押圧組付け工程とを備えていること。
(もっと読む)
部品供給装置
【課題】簡易な機構により、カバーテープをキャリアテープから引き剥がし、カバーテープの送り作業を自動化することが可能な部品供給装置を提供する。
【解決手段】キャリアテープ10とカバーテープ6とからなる部品収納テープ1を、収納テープリールに巻き付けられた状態から順次繰り出して部品取出し位置まで間欠送りするテープ送り装置と、部品収納部にある電子部品を露出させて電子部品を取出し可能にする電子部品露出装置20を備える部品供給装置であって、前記電子部品露出装置20は、部品収納テープ1に上方から接触する上面テープ押さえ機構27、及び部品収納テープ1を下方から前記上面テープ押さえ機構27に向かって押圧する押圧機構28からなる位置決め装置21と、位置決めされた部品収納テープ1のカバーテープ6を剥離する剥離装置22と、該剥離装置22により露出させられた電子部品を取出すための部品取出し孔26とを備えた。
(もっと読む)
水平度調整支援装置
【課題】基板生産機などの設備機械を設置する際に、作業者の熟練度によらず短時間で水平度の調整を完了できるように支援する水平度調整支援装置を提供する。
【解決手段】底面部に複数の高さ調整機構を有する設備機械を床面に設置する際に、水平度の調整作業を支援する水平度調整支援装置1であって、前記設備機械の平坦な水平基準面に載置した水準器71、75を撮像して画像データを得る撮像カメラ部2と、前記画像データから得られる前記水準器が示す傾斜指示量に基づいて、調整を行う高さ調整機構を特定し、さらに当該高さ調整機構による前記底面部の高さ調整量を演算する画像処理部3と、前記特定した高さ調整機構および前記高さ調整量を指示する指示部(表示モニタ4)と、を備える。
(もっと読む)
部品実装装置、情報処理装置、情報処理方法及び基板製造方法
【課題】装着すべきフィーダが装着部の所定の位置に装着されていない場合でも、運転を停止することなく、そのフィーダの部品を基板に実装することができる部品実装装置、情報処理装置等の技術を提供すること。
【解決手段】本技術に係る部品実装装置は、複数のフィーダと、装着部と、実装ユニットと、制御ユニットとを具備する。複数のフィーダは、部品を収容し、収容された部品の種類の情報を含む情報である部品情報を記憶可能であり、種類ごとに部品をそれぞれ供給する。装着部には、複数のフィーダがそれぞれ装着される。実装ユニットは、装着部にそれぞれ装着された複数のフィーダから部品をそれぞれ取り出し、取り出した部品を基板に実装する。制御ユニットは、装着部における複数のフィーダのそれぞれの装着位置の情報である位置情報、及び、複数のフィーダにそれぞれ記憶された部品情報に基づき、実装ユニットによる部品の実装処理を実行する。
(もっと読む)
電子部品実装ラインおよび電子部品実装方法
【課題】異種類の基板を含めた複数枚の基板を対象として同時並行的に印刷作業を効率よく実行する電子部品実装ラインおよび電子部品実装方法を提供する。
【解決手段】電子部品搭載装置3の上流に2つのスクリーン印刷部7A,7Bをそれぞれ直列に配置して成る2列のスクリーン印刷ラインを並設したスクリーン印刷システムを連結して構成された電子部品実装ラインにおいて、2列のスクリーン印刷ラインは、スクリーン印刷システムの中心側にそれぞれのバイパス用の基板搬送路8を並列に配置し、それぞれのスクリーン印刷部7A、7Bを基板搬送路8の外側に配置した構成とする。これにより、下流側装置から当該スクリーン印刷装置の上流側へ基板5を戻すためのリターン搬送および上流側から送られた基板5を当該スクリーン印刷装置を通過させて下流側装置へ搬送するためのバイパス搬送など必要に応じて多様な基板搬送形態が可能となる。
(もっと読む)
部品実装装置、および、ノズル下降防止方法
【課題】ノズル駆動源に電力が供給されない事象が発生した時にノズルが降下することを防止する。
【解決手段】ヘッド基体119と、ノズル111を往復駆動するノズル駆動源112と、ノズル111とともに往復動する第一係合部材113と設け、往復動可能なロッド121と、ロッド121の往復動を案内する案内手段123と、ロッド121を上向きに付勢する付勢手段124と、動作範囲の下方にロッド121を維持し、また、維持状態を解除する維持手段125とからなるノズル落下防止駆動部140と、ロッド121に接続されて複数のノズル111を一度に持ち上げる第二係合部材122とを備える。
(もっと読む)
電子部品の装着方法
【課題】電子備品の基板への装着時に、マーク認識用カメラの作業効率を向上させてタクトタイムの短縮を図ることができる電子部品装着方法を提供する。
【解決手段】マークからの情報の読取りが許容されるカメラ視野内の許容エリアを記憶する許容エリア記憶工程と、現在のカメラ位置に対し、次に撮像する撮像対象マークの周縁部のX方向両端縁及びY方向両端縁のうち、現在のカメラ位置より遠い側のX方向端縁及びY方向端縁を演算する遠方端縁演算工程と、遠い側のX方向端縁及びY方向端縁を、撮像対象マークに対する許容エリアのX方向両端縁及びY方向両端縁のうち、前記カメラ位置における前記撮像対象マークに近い側のX方向端縁及びY方向端縁が、前記現在のカメラ位置に対して遠方側に少なくとも越えるようマーク認識用カメラを移動させるカメラ移動工程と、を備えていること。
(もっと読む)
搬送装置および組立装置
【課題】作業工程フローの変更や作業工程の増減、ワークの外形寸法の変更などの標準化されてない作業工程に対して、柔軟に対応でき、かつ、生産性(スループット)を向上できるとともに、設備の設置面積が大きくなるのを抑制できる搬送装置を実現する。
【解決手段】搬送装置1には、ワーク台6とスカラロボット3とロータリーインデックス4とを備えた搬送ユニット2a・2b・・2eが複数個備えられ、隣接する二つの搬送ユニット2a・2b中、搬送ユニット2aのワーク台6上のワークW1は、搬送ユニット2bのスカラロボット3によって、搬送ユニット2bのロータリーインデックス4上の第1の位置P1に移載され、ロータリーインデックス4上に移載されたワークW1は、第1の位置P1および/または第2の位置P2で所定工程が施され、上記所定工程が施されたワークW2を第1の位置P1から搬送ユニット2bに備えられたワーク台6上に移載する。
(もっと読む)
電子部品装着機および電子部品装着システム
【課題】対向ツインヘッドタイプの電子部品装着機において、1つの基板に対して2台の装着ヘッドによって電子部品を装着する場合に、電子部品の装着時間を短縮する。
【解決手段】基板Sa上における電子部品Pの装着領域Aに基づいて、装着領域AにおけるY軸方向の中心位置OYを算出する。装着領域AにおけるY軸方向の中心位置OYを電子部品装着可能領域におけるY軸方向の中心位置(搬送基準中心)Y0に一致させるために、コンベア20aのY軸方向の移動距離LYa1を算出する。移動距離LYa1に基づいてコンベア20aを移動させた後に、一対の装着ヘッド51a,56aにより電子部品を基板Saに装着させる。
(もっと読む)
電子部品装着装置
【課題】特に、多品種少量生産により生産機種の切り替え回数が多い生産形態の電子部品装着装置において、後工程装置へのプリント基板の搬出動作中または搬出待ち動作中の時間に、段取り動作を実行することが可能とし、複数の工程を並行して実行することによって、作業時間を短縮することが可能となり、生産性を向上させる。
【解決手段】生産順序設定リストに基づいて、生産運転中の機種のプリント基板の生産基板枚数の最後のプリント基板を搬出コンベア部から後工程装置に搬出動作中または搬出待ち中の時間に、次回機種生産のための段取り動作を実行する。
(もっと読む)
トレイフィーダ
【課題】電子部品を収容したトレイを装着のために供給するトレイフィーダで、トレイに対する収納効率をよく、簡易な構造でコストを抑えて、能率よくトレイを供給する。
【解決手段】ベース上のガイドに上に、トレイをパレットに搭載して移動する左側(作業者側から見て)の移動ユニットおよび右側の移動ユニットを有しており、ガイド上を駆動機構により駆動されて移動し、左側の移動ユニットと右側の移動ユニットは、電子部品装着装置側と作業者側を交互に往復運動する。左側の移動ユニットと右側の移動ユニットは、往復運動する際に、左側の移動ユニットのパレットと右側の移動ユニットのパレットは、衝突しない異なった高さになっており、左側の移動ユニットの昇降機構は、トレイに収容した電子部品を取出す位置に来たときに、パレットの位置を右側の移動ユニットのパレットの高さになるように上昇させる。
(もっと読む)
部品装着ライン設計装置、プログラム及び部品装着システム
【課題】複数の基板を生産する際の部品装着ラインの変更作業量ができるだけ小さくなるような部品装着ラインの変更計画を算出する。
【解決手段】部品装着ライン設計装置110の生産順序算出部121は、基板種類のペア毎に、当該ペアに含まれる一の基板種類に対応する部品装着ライン情報で特定される部品装着ラインから、このペアに含まれる他の基板種類に対応する部品装着ライン情報で特定される部品
装着ラインに変更する際の作業量を算出する処理と、この作業量が小さい基板種類から順に生産するように、基板種類の部品装着ラインへの投入順序を特定する処理と、を行う。
(もっと読む)
部品ライブラリデータ作成装置
【課題】異形部品および自立不可能な部品でも容易にかつ迅速にワークに設置可能で、部品ライブラリデータ作成の時間を短縮した部品ライブラリデータ作成装置を提供する。
【解決手段】電子部品を設置するテーブルに所定の間隔で、所定の大きさの穴を開け、下方または上方に突起物のある電子部品の前記突起物を挿入可能とした。さらに駆動系コントローラを備え、電子部品のフォーカスを変更可能なフォーカス駆動機構を有した光学系を備え、駆動系コントローラは、電子部品の厚みに依存したストロークだけフォーカス駆動機構を制御して電子部品のフォーカス変更し、カメラは、変更されたフォーカスでの被写体像を撮像し、3次元画像を作成して電子部品の厚みを認識する。
(もっと読む)
電子部品装着装置及び電子部品装着方法
【課題】大型部品でも把持できる小型なメカチャックを有する電子部品装着装置及び電子部品装着方法を提供する。
【解決手段】吸着ノズルとメカチャック6Aを共用可能な装着ヘッドを有し、内側に開口部63を持つ電子部品60を取り出すときに、把持爪51a、51bを電子部品60の開口部63に挿入し、外側に移動させて電子部品60を把持する。このときの把持爪51a、51bの開閉は、吸着ノズルの真空オン、オフと同一であり、メカチャック6A、吸着ノズルとも同じソフトウェアで制御できる。
(もっと読む)
テープフィーダ
【課題】テープフィーダにおいて、部品供給テープに帯電した静電圧を取り除く機能を、部品実装機の部品吸着動作の邪魔にならない狭いスペースに簡単に且つ安価に設ける。
【解決手段】部品供給テープ12を部品吸着位置へ案内するためのテープ通路を形成するテープガイド部材15の凹溝部35内に、該部品供給テープ12に帯電した静電気を取り除く除電シート36が接着等により設けられている。この除電シート36は、少なくとも部品吸着位置の手前に部品供給テープ12と接触又は近接するように設けられている。更に、部品供給テープ12から剥離したカバーテープ21のうちの少なくとも剥離直後の部分と接触又は近接する位置に、カバーテープ用除電シート37が設けられ、カバーテープ21のうちの少なくとも剥離直後の部分に帯電した静電気がカバーテープ用除電シート37で取り除かれる。
(もっと読む)
81 - 100 / 1,780
[ Back to top ]