
Fターム[5E313AA01]の内容
電気部品の供給、取付け (45,778) | 取扱物品の種類 (9,133) | 電気部品 (3,526)
Fターム[5E313AA01]の下位に属するFターム
Fターム[5E313AA01]に分類される特許
41 - 60 / 1,780
黒色ジルコニア強化アルミナセラミックスおよびその製造方法
【課題】吸着ノズル等治工具用の黒色ジルコニア強化アルミナセラミックスの提供。
【構成】原料粉末として、アルミナ25〜70重量%、ジルコニア25〜70重量%、チタニア3〜15重量%の3成分を基本組成とし、これに焼結助剤とを含み、アルミナの平均結晶粒子径が2μm以下、ジルコニアの平均結晶粒子径が1μm以下の組織とするとともに、チタンをジルコニア粒子内に選択的に固溶させ、ジルコニアの結晶構造として、立方晶が20〜70体積%、単斜晶が30体積%以下、正方晶20体積%以上の割合になるように混在させるものである黒色焼結組成物。
(もっと読む)
対基板作業実行システム
【課題】停電時におけるオペレータの安全を確保可能な対基板作業実行システムを提供する。
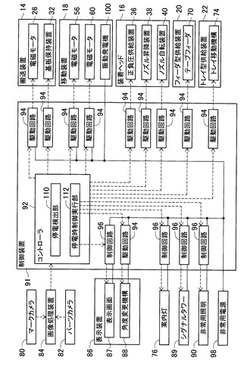
【解決手段】それぞれが、駆動源26,56等を有し、その駆動源の作動によって回路基板に対する作業を実行する複数の作業実行装置14,16等と、それぞれが、光源を有し、その光源によって発光する機能を有する複数の光源含有機器76,86等と、複数の作業実行装置の各々の駆動源、および複数の光源含有機器の各々の光源への通電を制御する制御装置91とを備えた対基板作業実行システムにおいて、複数の光源含有機器の少なくとも1つの光源に電力を供給可能な非常用電源98を備え、停電時に、非常用電源から複数の光源含有機器の少なくとも1つの光源へ通電するように構成する。このように構成することで、停電発生時であっても、オペレータは周囲の状況を確認することが可能となり、安全を確保することが可能となる。
(もっと読む)
部品装着ヘッド

【課題】部品を吸着保持する部品装着ヘッドの実用性を向上させる。
【解決手段】(a)部品Pを吸着して保持する吸着ノズル42と、(b)その吸着ノズル42の先端から空気を吸引するための吸気通路54と、(c)その吸気通路54内の一部において、吸引された空気に吸気通路54の軸線周りに旋回する旋回流を発生させる旋回流発生手段144と、(d)その旋回流発生手段144によって旋回させられた空気中から遠心力によって飛ばされた塵埃を集める集塵手段148,160とを備えさせる。本部品装着ヘッド10によれば、吸気通路54の壁面に向かって飛ばされる塵埃を、集塵手段148、160によって容易に集めることが可能であり、吸引時の空気中から塵埃を確実に取り除くことができる。
(もっと読む)
部品供給方法および部品実装装置
【課題】複数の収納部保持部に複数の部品収納部を自由配置でセットしても部品採取効率を高めることができる部品供給方法および部品実装装置を提供すること。
【解決手段】制御装置9は、現状のフィーダ17の並び順と並べ替え後のフィーダ17の並び順とにおいて、部品採取ヘッド23の移動の時間差または距離差および時間差または距離差が大きい順番の少なくとも一方を表示装置92に表示するようにしている。このため、作業者は、複数の装着スロット18aに複数のフィーダ17を自由配置でセットしても、基板PBに部品を装着する部品採取ヘッド23の動作中にフィーダ17を表示にしたがって並び替えることにより、1枚の基板PBを生産するときの部品採取ヘッド23の総移動時間または総移動距離を短縮して部品採取効率を高めることができる。よって、基板PBに対する部品の実装タクトを向上することができる。
(もっと読む)
部品実装システム
【課題】生産効率を低下させることなく、部品実装ラインから不良の基板を速やかに回収する。
【解決手段】基板Wが部品を実装されるまたは基板Wが検査される複数の作業エリアSを備える部品実装ラインLを含む部品実装システムであって、複数の作業エリアSを順番に通過するように基板Wを搬送する基板搬送装置と、各作業エリアSに設けられ、実装ヘッドT1または検査ヘッドT2のいずれか一方を交換可能に装備し、装備した実装ヘッドT1を介して基板Wに部品を実装する、または装備した検査ヘッドT2を介して基板Wを検査するように構成されている実装/検査装置10と、検査ヘッドT2を装備した実装/検査装置10による検査結果が不良である基板Wを、基板搬送装置の搬送方向Xと直交する方向Yに作業エリアSから取り出す不良基板取り出し装置とを有する。
(もっと読む)
部品実装ラインおよび部品実装方法
【課題】複雑な基板供給システムを必要とせず、異種の基板に対するスクリーン印刷を同時進行で実行することができる部品実装ラインおよび部品実装方法を提供することを目的とする。
【解決手段】部品実装ライン3の上流側から基板4が搬入される基板搬入部12、搬入された基板4に印刷を実行する印刷実行部13、印刷が実行された基板4が下流側に搬出される基板搬出部14及び搬入された基板4を受け取って印刷実行部13に対する基板4の位置決め及び印刷が実行された基板4の基板搬出部14への移動を行う基板移動ステージ15を備えた2基のスクリーン印刷機11A,11Bを有する。2つの基板搬入部12、2つの印刷実行部13及び2つの基板搬出部14はそれぞれ部品実装ライン3の基板4の搬送方向に延びた垂直対称面Sに対して対称な位置に設けられ、印刷実行部13は基板搬出部14よりも垂直対称面Sから離れた位置に設けられる。
(もっと読む)
電子回路部品装着機のバックラッシ過大検出方法および位置決め不良検出方法
【課題】電子回路部品装着機において基材保持装置と装着ヘッドとの相対位置の位置決めを行う装置の過大なバックラッシの検出方法および位置決め不良の検出方法を提供する。
【解決手段】基準マーク撮像装置をX軸方向において正方向と逆方向とに電動モータのエンコーダの検出値が同じ値となる位置へ移動させてそれぞれレール基準マークを撮像させる(S5)。レール基準マークの2つの像のずれ量の絶対値が設定値以上であればバックラッシ過大と判定し、報知する(S6,S7)。レール基準マークの撮像に基づいて装着モジュールの構成部材の強制ずれを含む不良を検出し(S13)、基準マーク撮像装置28の複数種類に異なる加速度での移動によるレール基準マークの撮像に基づいて緩みずれ,原因不明の異常を検出する(S11,S12)。部品撮像装置によるヘッド基準マークの撮像に基づいて装着ヘッドの取付不良等を検出する(S24,S25)。
(もっと読む)
電子部品装着装置及び電子部品装着方法
【課題】2ラインを有するデュアルライン装置であって、一方のライン運転中に、他方のラインのフィーダカートを脱着し、フィーダカート交換等の段取り作業を可能とする電子部品装着装置及び電子部品装着方法を提供する。
【解決手段】中央部に2つの(デュアル)生産ラインU,Tを備え、生産ラインU,Tの外側にあるフィーダエリア3U,3Tに装着されたフィーダカート50U,50Tに搭載された電子部品を供給する複数のフィーダから前記電子部品を取り出し、2本の装着ヘッドで前記基板に前記電子部品を装着する電子部品装着装置又はその方法において、一方の前記装着ヘッドで前記一方の生産ラインの前記基板に装着し、他方の前記装着ヘッドで前記他方の生産ラインの前記基板に装着する独立生産モードを有し、前記他方の生産ライン側に設けられた他方側のフィーダカートの脱着が可能かを判断し、脱着可能ならば、前記他方側のフィーダカートが脱着する。
(もっと読む)
生産管理装置および部品実装システム
【課題】より効率よく基板に電子部品を実装することができる生産管理装置および部品実装システムを提供することを課題とする。
【解決手段】通信部と、複数の生産プログラムを記憶する記憶部と、通信部で電子部品実装装置に送信する生産管理プログラムを管理するプログラム管理部、記憶部に記憶した複数の生産プログラムのうち部品供給装置に保持されている電子部品の構成が同一の構成のままで実行される複数の生産プログラムを抽出した予約ファイルに含まれる生産プログラムで基板に実装する電子部品に関連するティーチング項目を全て抽出するティーチング項目抽出部、およびティーチング項目抽出部で抽出したティーチング項目に対して入力されたティーチング結果を取得し、前記ティーチング結果を反映させる反映処理部を備える制御部と、を有することを特徴とする。
(もっと読む)
部品実装システム
【課題】生産効率を低下させることなく、部品実装ラインから不良の基板を速やかに回収する。
【解決手段】基板Wが部品を実装されるまたは基板Wが検査される複数の作業エリアSを備える部品実装ラインLを含む部品実装システムであって、複数の作業エリアSを順番に通過するように基板Wを搬送する基板搬送装置と、各作業エリアSに設けられ、実装ヘッドT1または検査ヘッドT2のいずれか一方を交換可能に装備し、装備した実装ヘッドT1を介して基板Wに部品を実装する、または装備した検査ヘッドT2を介して基板Wを検査するように構成されている実装/検査装置10と、検査ヘッドT2を装備した実装/検査装置10による検査結果が不良である基板Wを、基板搬送装置の搬送方向Xと直交する方向Yに作業エリアSから取り出す不良基板取り出し装置とを有する。
(もっと読む)
電子部品装着装置及び電子部品装着方法
【課題】2つの生産ラインに有するデュアルライン装置である電子部品装着装置において、一方の生産ラインが生産運転中であっても、他方の生産ラインのライン幅を変えることができる稼働率の高い電子部品装着装置及び電子部品装着方法を提供する。
【解決手段】2つの生産ラインU,Dに基板Pを搬送し、互いに対向して設けられた2本の装着ヘッド6U,6Dで、2つの生産ラインU,Dの外側に各々存在する部品供給エリアのフィーダから電子部品を取り出し、基板Pに前記電子部品を装着する電子部品装着装置又はその方法において、2つの生産ラインU,Dは移動しない固定シュート5aと移動可能な3本の可動シュート5b、5c、5dとで構成され、2つの生産ラインU,Dは異なった機種の基板Pを搬送し、2つの生産ラインU,Dのうちの一方の生産ラインが生産運転中に、他方の生産ラインの基板Pを搬送するライン幅を変更する。
(もっと読む)
電子部品実装装置用の下受けピンモジュールおよび基板下受け装置ならびに基板下受け方法
【課題】ピン配置変更作業を簡便な構成で効率よく自動化することができる電子部品実装装置用の下受けピンモジュールおよび基板下受け装置ならびに基板下受け方法を提供することを目的とする。
【解決手段】上面が磁性体21aで設けられた下受けベース部21の任意の位置に立設されて基板を下受けして支持する下受けピンモジュール22を、永久磁性を有するマグネット部材26を昇降自在に内蔵しマグネット部材26が下降した状態において下受けベース部21に引磁力により固定される基部23と、基部23から上方に延出して設けられ上端の頂部部材25が基板の下面に当接して支持する中空軸部材24とを備えた構成とし、吸引孔25cからの真空吸引によってマグネット部材26を下降・上昇させ、基部23の下受けベース部21への固定・固定解除を行う。
(もっと読む)
部品実装用装置及び部品実装用装置における段取り替え方法
【課題】機種切り替えがなされた場合の作業効率の低下を防止することができる部品実装用装置及び部品実装用装置における段取り替え方法を提供することを目的とする。
【解決手段】基板PBの機種切り替えがなされたことが検知された場合に、機種切り替えに必要な段取り替えの作業項目の中に、オペレータが手作業で行うべき作業項目があるか否かの判断を行い(ステップST53)、オペレータが手作業で行うべき作業項目がない場合には作業実行部16の運転を停止させることなく、機種切り替えに必要な段取り替えの全ての作業項目を自動で実行する(ステップST54)。
(もっと読む)
部品実装ライン
【課題】部品実装ラインを構成する複数台の装置に対する作業を効率良く行うことができるようにする。
【解決手段】部品実装ライン11を構成する複数台の装置12〜14と無線LANで接続されるタブレットPC15を備え、複数台の装置12〜14の表示機能及び入力機能を実現するプログラムをタブレットPC15に搭載して該タブレットPC15の画面に各装置12〜14の表示/入力画面を表示させて各装置12〜14のユーザーインターフェースを共通化する。各装置12〜14は、タブレットPC15に対して画面遷移の指示と作業者による入力の指示を伝送する機能を備える。画面サイズが異なる複数のタブレットPC15は、画面サイズに応じて画面構成要素(例えばボタン、リストビュー、コンボボックス等)を切り換える機能を備える。
(もっと読む)
作業機本体移動装置
【課題】ねじ機構により作業機本体をベースに対して移動させる作業機本体移動装置を改善する。
【解決手段】印刷機本体20が保持する雄ねじ部材148の前端部にフランジ部240を設けてロッド252を軸方向に相対移動可能に嵌合し、その移動により、ロッド252のフランジ部240から後方への突出部に取り付けた係合板292を、ベース22に固定の係合部材330と係合する係合位置と、軸方向において係合部材330から外れ、係合しない非係合位置とに移動させる。印刷機本体20のベース22からの引出し時には着脱ハンドル302の操作部308を貫通孔250に挿入し、ロッド252を後退させて係合板292を非係合位置へ移動させ、雄ねじ部材148の回転を許容させる。引出し後、作業者は着脱ハンドル302をフランジ部240から取り外し、別の作業者がフランジ部240を回転させて印刷機本体20を後退させることができないようにする。
(もっと読む)
部品吸着ノズル及び部品実装装置
【課題】吸着部同士の相対移動の自由度が極めて高く、多種類のシールド部品に対する吸着を行うことができる吸着ノズル及び部品実装装置を提供することを目的とする。
【解決手段】シールド部品吸着用ノズル22が、装着ヘッド16に取り付けられて内部に装着ヘッド側真空圧供給管路16aと繋がるベース部内真空管路54,55を有したベース部51、一端側が第1枢結具61によりベース部51に枢結され、第1枢結具61回りの任意の回動位置で位置決め可能な第1アーム部62、一端側が第2枢結具63により第1アーム部62の他端側に枢結され、第2枢結具63回りの任意の回動位置で位置決め可能な第2アーム部64及び第2アーム部64の他端側に設けられた吸着部65から成る複数の吸着部ユニット52を有し、各吸着部ユニット52は、ベース部内真空管路54,55を介して装着ヘッド側真空圧供給管路16aと連通する吸着管路67を有する。
(もっと読む)
電子部品実装システム
【課題】両面実装基板の両面の生産が連続するか否かを考慮して、複数の生産プログラムの実行順序を決定することが可能な電子部品実装システムを提供することを課題とする。
【解決手段】電子部品実装システム9の制御装置90は、複数の生産プログラムA1〜Eの実行順序を決定する。複数の生産プログラムA1〜Eは、両面実装基板の一面を生産する一面プログラムA1と他面を生産する他面プログラムA2と、を含む。制御装置90は、一面プログラムA1と他面プログラムA2とを連続して実行する連続モード、一面プログラムA1と他面プログラムA2とを他の生産プログラムB〜Eを挟んで断続して実行する断続モードの選択状況を考慮して、複数の生産プログラムA1〜Eの実行順序を決定する。
(もっと読む)
電子部品実装システム
【課題】適切なタイミングでメンテナンスを実行可能な電子部品実装システムを提供する。
【解決手段】駆動源の作動により実装作業を実行する複数の作業実行装置と、作業に必要な情報を処理する情報処理装置と、処理される情報に基づいて作業実行装置の作動を制御する制御装置とを備えた実装システムにおいて、作業実行装置の駆動源の作動によって作業を実行するために要する時間と、情報処理装置によって情報を処理するために要する時間との少なくとも一方の作業・処理時間tSを測定し、その測定値を累積的に記憶するとともに、累計的に記憶された作業・処理時間に基づいて、作業・処理時間tSが閾時間tS0を超えるまでの時間である猶予時間TYを推定するように構成する。このような構成により、システムを構成する装置が不良となるまでにどのくらいの猶予があるかを知ることが可能となり、適切なタイミングでメンテナンスを実行することが可能となる。
(もっと読む)
部品計数治具
【課題】小型部品の定量管理に使用可能であると共に、作業性を改善し、作業効率を向上させるようにした部品計数治具を提供する。
【解決手段】部品30が通過する大きさの貫通孔12a,14aが複数個穿設されると共に、貫通孔12a,14aに部品30が挿入されるとき、部品30の通過を阻止する第1位置と部品30の通過を許容する第2位置との間で相対変位自在に構成される第1、第2の板状部材12,14と、第1の板状部材12を第2の板状部材14に対して第1位置に付勢する付勢手段(バネ)16と、作業員の操作自在に設けられ、操作されるとき、付勢手段16の付勢力に抗して第1の板状部材12を第2の板状部材14に対して第2位置に移動自在な移動手段18(把持部)とを備える。
(もっと読む)
電子回路部品装着システム
【課題】部品配列密度が高くなるように改善された部品保持体から供給される電子回路部品の装着が可能な電子回路部品装着システムを提供する。
【解決手段】第1規則に従って繰り返し規定される複数の単位スペース170の各々において、それぞれ複数の電子回路部品172が第2規則に従って規定される複数の状態で保持された複数配列トレイ100B,100Cをトレイ支持台140に支持させ、それら複数配列トレイ100B,100Cから、吸着ノズルにより電子回路部品172を1個ずつ取り出させ、回路基板に装着させる。各単位スペース170に配列される複数の電子回路部品172を、回転姿勢が複数種類に異なる状態とすることにより、回転姿勢がすべて同一とされていた従来に比較して部品配列密度を高くすることができる。ただし、電子回路部品装着システムは、上記回転姿勢の違いを考慮して装着動作を行い得るものとする。
(もっと読む)
41 - 60 / 1,780
[ Back to top ]