
Fターム[5E313AA01]の内容
電気部品の供給、取付け (45,778) | 取扱物品の種類 (9,133) | 電気部品 (3,526)
Fターム[5E313AA01]の下位に属するFターム
Fターム[5E313AA01]に分類される特許
61 - 80 / 1,780
部品実装システム
【課題】生産効率を低下させることなく、部品実装ラインから不良の基板を速やかに回収する。
【解決手段】基板Wが部品を実装されるまたは基板Wが検査される複数の作業エリアSを備える部品実装ラインLを含む部品実装システムであって、複数の作業エリアSを順番に通過するように基板Wを搬送する基板搬送装置と、各作業エリアSに設けられ、実装ヘッドT1または検査ヘッドT2のいずれか一方を交換可能に装備し、装備した実装ヘッドT1を介して基板Wに部品を実装する、または装備した検査ヘッドT2を介して基板Wを検査するように構成されている実装/検査装置10と、検査ヘッドT2を装備した実装/検査装置10による検査結果が不良である基板Wを、基板搬送装置の搬送方向Xと直交する方向Yに作業エリアSから取り出す不良基板取り出し装置とを有する。
(もっと読む)
フィーダー脱着時期案内方法および生産ライン管理システム

【課題】生産ラインの稼働率が低下しにくいフィーダー脱着時期案内方法および生産ライン管理システムを提供することを課題とする。
【解決手段】生産ラインLf、Lrは、電子部品実装機1a〜1dを備える。電子部品実装機1a〜1dは、各々、複数のフィーダー4と、フィーダー4が生産中に脱着可能に取り付けられるフィーダー保持部と、を備える。フィーダー脱着時期案内方法は、生産ラインLf、Lrで生産される基板の生産プログラムを複数作成する生産プログラム作成ステップと、複数の生産プログラムを基に、生産中における、フィーダー4の取り外し時期および取り付け時期のうち少なくとも一方である脱着時期に関する脱着時期案内を、フィーダー4単位で脱着時期が認識できるように、作成する脱着時期案内作成ステップと、を有する。
(もっと読む)
電子部品装着装置
【課題】電子部品装着装置のいずれかの部位で異常を検知したとき、異常を検知した異常検知装置や検知された異常を報知する異常報知装置の画像を表示して検知状態の良否を確認することができる電子部品装着装置を提供する。
【解決手段】搬送された基板の位置決めされた位置を認識するマーク認識用カメラと、異常を生じた装置の任意の部位の異常を検知する異常検知装置と、異常検知装置により検知された異常を画像表示する画像表示装置と、を備えた電子部品装着装置において、マーク認識用カメラは、異常を検知した異常検知装置を撮像可能とするものであり、異常検知装置が異常を検知したとき、当該異常検知装置をマーク認識用カメラに撮像させ、撮像された画像を画像表示装置に表示させる制御装置を、備えること。
(もっと読む)
キャリアテープ巻取収納装置及びキャリアテープ巻取収納方法
【課題】全体としての処理時間短縮を図ることができるキャリアテープ巻取収納装置を提供する。
【解決手段】キャリアテープ巻取収納装置100はキャリアテープT0を垂直に保持したリールR0に巻取る巻取部101と、巻取部101に隣接して設けられキャリアテープT0を巻取ったリールR1にラベルL0を貼付する貼付部104と、巻取部101の前面側に設けられた保持板105とを備えている。保持板105はリールR1を垂直に保持する第1の保持位置αと、第1の保持位置αに対して90°回転してリールR1を水平に保持する第2の保持位置βとをとる。搬送トレイ103が第2の保持位置βをとる保持板105からリールR1を受けとり貼付部104側へ移動するとき、同時に搬送トレイ103上のラベル付リールR2が搬送トレイ103から下方へ落下し、ストッカ102内に収納される。
(もっと読む)
電子部品の装着方法及び装着装置
【課題】現行機種及び次以降に生産する機種の基板に使用する部品供給ユニットについてフィーダベースへ脱着した場合のこの部品供給ユニットの掛け違いチェックをする場合の基板の生産性の向上。
【解決手段】生産中の基板の生産運転終了後の機種切替えを行った後に、既にフィーダベース13Aに脱着された次機種に係る部品供給ユニット13Bについて、シリアル番号に関連付けられた部品IDと該部品供給ユニット13Bの配置番号毎の部品IDとを比較してフィーダベースへの掛け違いチェックをする。この結果が良好の場合に、該部品供給ユニット13Bに付されたシリアル番号を読取ってこのシリアル番号を手掛かりとして入手した該部品供給ユニット13Bのシリアル番号に関連付けられている部品IDと該部品供給ユニット13Bに係る供給リールに付された部品IDを読取った部品IDとの比較結果が良好の場合に、生産運転が開始可能となる。
(もっと読む)
対基板作業システム
【課題】 コンパクトであって、かつ、広い作業領域が確保された対基板作業システムを実現する。
【解決手段】 作業ヘッド26を直交する2方向にそれぞれ移動させる2つの直線移動装置を有してその作業ヘッドを一平面内において移動させるヘッド移動装置を備えた対基板作業システムにおいて、2つの直線移動装置の少なくとも一方を、(a) 自身による作業ヘッドの移動方向に平行な第1の軌道を形成する第1軌道形成部214と、(b) その第1の軌道に沿って移動しかつその第1の軌道に平行な第2の軌道を形成する第2軌道形成部242と、(c)作業ヘッドを保持してその第2軌道に沿って移動する移動部とを有する複段
式移動装置として構成する。この構成により、装置領域AA−AAより広い範囲WA2−WA2にまで、作業ヘッドの移動可能範囲を拡大させることができる。
(もっと読む)
部品撮像方法、部品撮像装置および同装置を備えた部品実装装置
【課題】並列搬送される適正照明強度が互いに異なる複数の部品をラインセンサにより効率良く撮像する。
【解決手段】部品撮像装置は、ラインセンサを備えるカメラ30、照明装置31及び照明制御部32を含む撮像ユニット7と、第1部品及び第2部品それぞれの適正照明強度データ44bが記憶された記憶部44と、撮像ユニット7に対するヘッドユニット6の相対移動中、一撮像ライン毎に照明装置31の照明強度が各部品の適正照明強度に交互に切り替わるように前記照明強度データ44bに基づいて照明強度を制御する撮像制御手段(主制御部41および照明制御部32)と、ラインセンサにより撮像された各部品の画像について、適正照明強度以外の照明強度で撮像されたライン画像をその照明強度と当該部品画像の部品の適正照明強度との比率に基づいて補完する画像処理部42とを含む。
(もっと読む)
対基板作業機
【課題】対基板作業機において、作業に関する情報を迅速にオペレータに報知することを課題とする。
【解決手段】1対の搬送装置32,34と1対の対基板作業実行装置50,52とを備え、1対の対基板作業実行装置の各々が、1対の搬送装置の各々に保持された回路基板に対して、独立して作業を行う独立作業モードと、1対の対基板作業実行装置が、1対の搬送装置のいずれかに保持された回路基板に対して、協調して作業を行う協調作業モードとが選択的に実現可能な対基板作業機において、独立作業モードでは、1対の表示装置の各々に、1対の対基板作業実行装置の各々が行う作業に関する個別の情報を表示(142)し、協調作業モードでは、1対の表示装置に、1対の対基板作業実行装置が協調して行う作業に関する情報を表示(138)するように構成する。このように構成すれば、いずれのモードにおいても、情報を迅速にオペレータに報知することが可能となる。
(もっと読む)
部品実装機
【課題】部品実装機の稼働中に、いずれかのフィーダが部品切れ又は異常になったときに予備フィーダに切り替えて部品実装を継続する場合の生産性を向上できるようにする。
【解決手段】部品実装機の稼働中に、いずれかのフィーダ23が部品切れ又は異常になったときに、それ以降にコンベア13により搬入する回路基板12の停止位置を、部品切れ又は異常のフィーダ23と同じ部品を供給する予備フィーダ24の位置に応じて変更する。具体的には、予備フィーダ24から供給される部品の吸着位置と回路基板12上の部品装着位置との間の装着ヘッド33の移動時間(移動距離)が最短となるように回路基板12の停止位置を変更する。
(もっと読む)
部品実装ラインの生産管理装置及び生産管理方法
【課題】1つの部品実装ラインで複数の生産ジョブを実行する場合におけるトータルラインサイクルタイムが短くなるように部品実装ラインのバランスを最適化する。
【解決手段】各生産ジョブ毎に複数の実装機12のうちのボトルネック実装機のサイクルタイムと実装関連機のサイクルタイムをそれぞれ設定し、各生産ジョブ毎にボトルネック実装機のサイクルタイムと実装関連機のサイクルタイムとを比較して長い方のサイクルタイムを各生産ジョブのラインサイクルタイムとすると共に、これら複数の生産ジョブのラインサイクルタイムを合計して、複数の生産ジョブの実質的な合計生産時間であるトータルラインサイクルタイムを求め、このトータルラインサイクルタイムが短くなるように複数の実装機12のフィーダ16の一部を実装機12間で入れ替えて各生産ジョブの部品実装順序を変更することで、各生産ジョブのボトルネック実装機のサイクルタイムを最適化する。
(もっと読む)
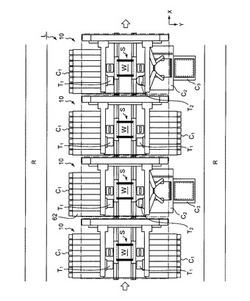
電気部品装着機
【課題】 実用性の高いヘッド周回型装着機を提供する。
【解決手段】 電気部品装着機を、装着ヘッド48と、その装着ヘッドを支持する梁46と、装着ヘッドを梁に沿って移動させるヘッド移動装置と、梁を周回させる梁周回装置とを含むように構成する。装着ヘッド自体を周回させるのではなく、装着ヘッドを移動可能に支持する梁を周回させるため、装着ヘッドによって電気部品を回路基板上に載置する際、回路基板を移動させることなく、その回路基板上の任意の位置に電気部品を載置することが可能となる。
(もっと読む)
部品実装システム
【課題】部品実装機のエラー停止による生産性低下の問題を解決できるようにする。
【解決手段】部品実装機で、n個の部品1〜nを実装する生産ジョブの実行中にエラーが発生しない場合は、(a)に示すように、n個の部品1〜nを順番に実装するが、(b)に示すように、k番目の部品kを実装する際に、データの修正が必要なエラーが発生した場合は、表示装置に当該部品kに関するデータの修正を促す警告メッセージを表示すると共に、当該部品kの実装をスキップしてそれ以外の部品k+1,k+2,…,nの実装を継続する。その間に、作業者がエラーの発生原因となった部品kに関するデータを修正すれば、最後の部品nを実装した後に、当該エラーによりスキップした部品kのリカバリ実装を実行する。
(もっと読む)
電子部品実装装置
【課題】2列の搬送コンベアを備えた基板搬送機構を有する構成において、基板種の切替に伴う段取り替え作業を作業性よく効率的に実行することができる電子部品実装装置を提供することを目的とする。
【解決手段】電子部品実装装置の基板搬送機構を構成する搬送コンベア2A,2Bの基板下受け機構20において、下受けピン25を下受け位置変更可能に保持する矩形平板状の下受けプレート23に、枢支軸31廻りに回動する回動把持部材32を備え、通常時において上面より上に突出せず作業者による取り出し作業時には突出して把持可能となる取り出し用把持部30を、下受けプレート23の基板搬送方向における上流側および下流側の両側端面に備え、回動把持部材32を作業者が把持して下受けプレート23を取り外す構成とする。
(もっと読む)
電子部品装着装置及び電子部品装着方法
【課題】
本発明は、オペレータの選択内容を明確にすることで、欠品の原因を早期に解決でき、稼働率の高い電子部品装着装置及び電子部品装着方法を提供する。
【解決手段】
装着処理を行う間に生産中断したときに前記装着ヘッドの装着ステップの情報を表わすステップ情報と前記電子部品を装着するしないを選択し選択指示内容を保持する装着設定情報とを有する最終装着ステップ情報と、電子部品の装着状態を示す装着状態情報とを有する再開確認画面を表示し、前記再開確認画面を記憶することを特徴とする。
(もっと読む)
基準マークモデルテンプレート作成方法
【課題】回路基材の基準マークのモデルテンプレートを誤りなく作成し得る方法を得る。
【解決手段】回路基材の基準マーク形成予定位置周辺を撮像装置により撮像し、それにより得られた画像の中から基準マークの像である可能性の高い像である基準マーク候補を抽出する基準マーク候補抽出工程(S2,S8〜S11)と、抽出された基準マーク候補が複数種類予定されている基準マークのいずれであるかを判別するマーク種判別工程(S3)と、そのマーク種判別工程の実施により種類が判明した基準マークのモデルテンプレートを作成するテンプレート作成工程(S5,S7)との実行により、モデルテンプレートの作成を行う。基準マーク候補抽出工程を、ハールライク特徴を用いた階層型アダブースト検出器を利用して基準マーク候補を抽出する工程とし、マーク種判別工程をニューラルネットワークを利用してマーク種を判別する工程とする。
(もっと読む)
半導体パッケージ及び搬送システム
【課題】半導体パッケージを傷つけることなく安定した状態で確実に持ち上げて搬送でき、また、半導体パッケージを搬送する搬送装置の製造コストや維持費も低く抑えることができるようにする。
【解決手段】半導体チップ4を含む板状のパッケージ本体2を備え、当該パッケージ本体2の側部に、パッケージ本体2の板厚方向に段差が形成されることで、搬送用の治具100をパッケージ本体2の板厚方向の一方側から当接させる支持用段差部8が画成され、この支持用段差部8が、少なくとも平面視したパッケージ本体2を側部から挟み込むような位置に形成された半導体パッケージ1を提供する。
(もっと読む)
プリント配線板の設計支援システム、プリント配線板の未実装部品に対するノイズ対策方法およびプログラム
【課題】プリント配線板の未実装部品の接続箇所としての端子の中から、ノイズの対策部品の取り付けが必要とされる端子を人手を介さずに判別したり表示できるプリント配線板の設計支援システム、プリント配線板の未実装部品に対するノイズ対策方法およびプログラムを得ること。
【解決手段】未実装部品用端子特定手段13は、互いに関連する製品のいずれかに少なくとも使用する実装部品のすべてを1枚のプリント配線板に実装可能に設計した共通化配線パターンにそのうちの1つの製品の部品を配置したときの未実装部品の端子を特定する。対策部品要否判別手段14はこれらの端子がノイズ対策が必要かを判別して対策必要端子記憶手段15がその結果を記憶する。
(もっと読む)
実装システム、電子部品の実装方法、基板の製造方法及びプログラム
【課題】実装装置による電子部品の実装の担当が変更された場合に、検査装置による検査結果を正確に実装装置にフィードバックすることができる実装システム等の技術を提供する。
【解決手段】複数の電子部品を分担して基板上に実装する複数の実装装置が、それぞれ、どの電子部品を前記基板上に実装するのかを示す分担情報と、複数の電子部品が実装された前記基板を検査する検査装置によって、前記複数の電子部品がそれぞれ前記基板上の正規の位置からどの程度ずれたのかを示す情報であるずれ量の情報より、前記実装装置による実装の担当の変更に応じて、基板に対応する分担情報を変更し、前記複数の実装装置のうち、前記分担情報に基づいて変更、実装した前記実装装置に、前記電子部品のずれ量を修正して、前記基板上に前記電子部品を実装させる。
(もっと読む)
部品実装システム及び部品実装システムにおけるオペレータの支援方法
【課題】オペレータが、通常の作業位置の如何によらず、各部品実装用装置の操作要領を偏りなく身につけることができるようにした部品実装システム及び部品実装システムにおけるオペレータの支援方法を提供することを目的とする。
【解決手段】機種が異なる複数台の部品実装用装置(半田印刷機11、部品実装機12及び検査機13)を有して成り、各部品実装用装置のそれぞれが担当の部品実装用作業を実行する部品実装システム1において、各部品実装用装置が備える制御部11c,12c,13cは、その部品実装用装置が備えるディスプレイ11d,12d,13dのスクリーンセイバー機能の適用時に、部品実装システム1を構成する全機種の部品実装用装置の操作要領を説明する画像をディスプレイに表示させる。
(もっと読む)
電子部品装着装置
【課題】商用電源の供給が遮断した場合に、マイクロコンピュータのシャットダウン処理中に、作業者が電源投入スイッチ操作によるトラブルの発生の防止。
【解決手段】商用電源の供給が遮断すると、第1DC電源回路21へ供給されなくなり、第1リレー26が消磁してそのスイッチ26Aが開成し、第2DC電源回路31に電源が供給されなくなる。すると、バッテリ電源38から給電が開始されると共に1秒後に停電検出信号を入力したマイコン32はシャットダウン処理を60秒間で行う。前記スイッチ26Aが開成すると、第2タイマー30は非通電となってそのスイッチ30Aが閉成し、第2DC電源回路31から12V電源が出力されて第3タイマー37は通電され、その90秒後にそのスイッチ37Aを閉成し、バッテリ電源38による第2DC電源回路31への給電は停止する。第2リレー27が消磁した際に、スイッチ27Aが閉成し、ランプ40が点灯する。
(もっと読む)
61 - 80 / 1,780
[ Back to top ]