
国際特許分類[B22D17/20]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 加圧または噴射ダイキャスト,すなわち,高圧により鋳型に金属を注入する鋳造 (2,753) | 付属具;細部 (2,152)
国際特許分類[B22D17/20]の下位に属する分類
ダイス;ダイプレート;ダイ保持具;ダイスの冷却装置;ダイスから鋳物を解放し取出すための補助具 (826)
ダイスを締付けたり開いたりするメカニズムまたは装置 (269)
溶解ポット (31)
溶融金属を供給するための補助具,例.定量的に (165)
制御装置 (378)
国際特許分類[B22D17/20]に分類される特許
91 - 100 / 483
ダイカスト用水性離型剤及びそれを用いたダイカスト鋳造法
【課題】アルミニウム等の金属溶湯に触れても、離型剤由来とするガスの発生が少なく、特に、高真空下のような厳しい条件下においても、優れた離型性を実現し得るダイカスト用水性離型剤を提供すること。
【解決手段】ダイカスト金型のキャビティ面に塗布される水性離型剤において、(A)常温で固体のネオペンチルポリオールエステルワックスと、(B)平均粒径が0.05μm以下の無機微粒子と、(C)前記キャビティ面への付着性を高めるための付着性向上剤とを、水性媒体中に分散、含有せしめた。
(もっと読む)
減圧鋳造装置、及び、減圧鋳造方法
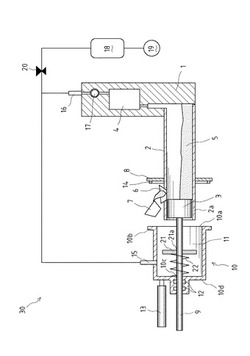
【課題】溶湯の射出成形時において、射出スリーブと射出チップとの隙間から噴出したフラッシュや余剰潤滑材の閉塞部材内部への堆積を防ぐことにより、射出成形ごとに閉塞部材の清掃を行う必要がなく、作業工程を減少させるとともに作業効率を向上させることができる、減圧鋳造装置、及び、減圧鋳造方法を提案する。
【解決手段】減圧鋳造装置30は、キャビティ4が形成された金型1と、その一端がキャビティ4と連通されるとともに他端が開放側端部2aとして開放された射出スリーブ2と、射出スリーブ2内に配設された射出チップ3と、射出チップ3と同軸上に配設された、減圧室11を形成するための閉塞部材10と、キャビティ4及び減圧室11に接続された減圧手段と、閉塞部材10と同軸上に配設された、射出動作が行われる間、射出スリーブ2の開放側端部2aを閉塞するための蓋部材21と、を備える。
(もっと読む)
半凝固金属加圧鋳造装置及び半凝固金属加圧鋳造方法

【課題】サイクルタイムに影響を及ぼすことなく、安定した製品品質を連続操業で実現することができ、製造コストの低廉化、製造設備の小型化を図ることができる半凝固金属加圧鋳造装置及び半凝固金属加圧鋳造方法を提供する。
【解決手段】鉛直方向に対して傾斜して設置された長尺な冷却用治具18を有し、該冷却用治具18に溶湯金属を供給して、該冷却用治具の底面36aに溶湯金属を流動させることで、溶湯金属に固相を生じさせて得られた半凝固金属スラリーを金型のキャビティに充填し、半凝固金属スラリーを固化して鋳造品を得る第1加圧鋳造装置において、冷却用治具18への溶湯金属の供給前に、冷却用治具の底面36aに対して90°未満の角度で、且つ、溶湯金属の供給側に向けて、離型剤44を塗布する離型剤塗布部42を有する。
(もっと読む)
スプレー装置
【課題】油性離型剤と水溶性離型剤との吹き付け塗布を1台で可能したスプレー装置を提供する。
【解決手段】アトマイザーブロックA2と、このアトマイザーブロックA2で得られた混合油性離型剤MYまたは混合水溶性混合物NYが送り込まれる離型剤混合流路2と離型剤分配路3を有するミキシングマニホールドA1を備えて構成され、離型剤分配路3に連通するスプレーパイプ14を有する油性用スプレーカセットA3および水溶性用スプレーカセットA4をミキシングマニホールドA1に着脱交換可能に装着し、アトマイザーブロックA2には離型剤混合流路2に連通する圧送空気Yのスプレーエア流路1を備え、該スプレーエア流路1に油性離型剤Mの油性吐出口18と水溶性離型剤Nの水溶性吐出口19を備え、油性吐出口18に連通する油性供給流路7に油性流路開閉バルブ24を、水溶性吐出口19に連通する水溶性供給流路8に水溶性流路開閉バルブ9を備えた。
(もっと読む)
加圧鋳造装置及び加圧鋳造方法
【課題】別途冷却治具を設ける必要がなく、また、射出時間に制限を与えることもなく、自由に設定でき、通常のダイキャスト鋳造と同様に、簡素な設備構成で、金型のキャビティに半凝固金属を充填することができ、鋳造品の歩留まりを向上させることができる加圧鋳造装置及び加圧鋳造方法を提供する。
【解決手段】金型12のキャビティ22内に半凝固金属スラリー62を射出成形することで、鋳造品を成形する加圧鋳造装置10において、金型12に取り付けられ、供給された溶湯60から半凝固金属スラリー62を得る射出スリーブ24と、射出スリーブ24内に挿通され、半凝固金属スラリー62を金型12のキャビティ22に射出するためのプランジャ26とを有し、射出スリーブ24は、金型12側に保温部38が設けられ、プランジャ26側に冷却部40が設けられている。
(もっと読む)
ダイカストマシン用射出スリーブの製造方法
【課題】 内外の二層からなる複合構造を備え、金型の背面に接続される先端部において欠けが発生し難い射出スリーブの製造方法を提供する。
【解決手段】 外筒1は、炭素鋼で構成され、内筒の第一部分21は、Si:4.3wt%、Mo:21wt%、B:3.0wt%、Ni:残部、からなるニッケル合金で構成され、内筒の第二部分22は、Si:5.5wt%、Mo:11wt%、B:1.8wt%、Ni:残部、からなるニッケル合金で構成される。外筒相当部分1aと中子3との間の環状の隙間に、第二の焼結原料粉末22aを所定の高さまで充填した後、その上に第一の焼結原料粉末21aを充填する。これを、熱間静水圧プレス装置を用いて加熱及び加圧し、第一及び第二の焼結原料粉末を焼結し、互いに接合する同時に外筒相当部分に接合する。
(もっと読む)
ワックスモデル射出成形装置の射出ノズル
【課題】ワックス鋳造後、ワックス射出装置のワックス供給流路内に残存し、廃棄しなければならないワックス量を減らすことができる射出ノズルを提供する。
【解決手段】ワックス樹脂の射出鋳造装置に使用される射出ノズル1であって、先端にワックス樹脂の吐出口8を有する外筒部2と、一端が該吐出口8と流体的に連通し、他端が排気系に流体的に連通するように、該外筒部2内に画定される排気流路3と、該排気流路3と該吐出口8との間を閉鎖し、または開放するように、該排気流路3内を摺動可能な排気流路封止弁4とを備え、一端が該吐出口8と流体的に連通し、他端がワックス樹脂供給源に流体的に連通するように画定されるワックス供給流路5と、該ワックス樹脂流路5と該吐出口8との間を閉鎖し、または開放するように、該ワックス樹脂流路5内を摺動可能なワックス封止弁6とを備える射出ノズル1により解決する。
(もっと読む)
少量塗布剤供給装置
【課題】潤滑剤等を少量範囲で精確にダイカストマシンのスリーブ口に供給でき、使用量の積算表示、吐出供給時の吐出量表示、変化・変動量表示等による管理を容易にする。
【解決手段】ダイカストマシンのスリーブS内に噴霧塗布する所定の塗布剤を供給するよう、モーター12駆動による塗布剤ポンプ11と、この塗布剤ポンプ11から供給する塗布剤を噴霧状にしてダイカストマシンのスリーブ口に噴射させるスプレーノズル20とを備える。塗布剤供給機構10は、塗布剤タンクT上にセットする支持台上に設ける。塗布剤ポンプ11は、モーター12による駆動で互いに噛み合って回転する一対の歯車をケーシング内に配置して成り、スプレーノズル20は、内側の塗布剤用の供給管P、外側のエア管19の二重管構成で、エア管19に供給するエア圧力で塗布剤を吸引して噴霧状に噴射するようにしてある。
(もっと読む)
ダイカストマシンの射出プランジャ構造および射出方法
【課題】常時、寸法公差内の外周のプランジャチップを使用でき、適正量の潤滑剤をプランジャチップ外周に塗布できるダイカストマシンの射出プランジャ構造および射出方法を提供する。
【解決手段】溶融した金属が供給されるプランジャスリーブ30と、プランジャスリーブ30内を摺動するプランジャチップ20と、プランジャチップ20に機械的接続なく当接するプランジャロッド10と、を具備するダイカストマシン100のプランジャ構造5。
(もっと読む)
真空ダイカスト装置および真空ダイカスト方法
【課題】 減圧吸引での射出スリーブへの溶湯の給湯量を安定させて、良好な品質の鋳造品が得られる真空ダイカスト方法を提供し、また該真空ダイカスト方法を簡単な構造で達成できる真空ダイカスト装置を得る。
【解決手段】 固定型と可動型との型締め動作時に、キャビティに挟み込まれた空気を大気開放する大気開放弁を設けて、給湯管への空気の流入とこれによる給湯管内の溶湯の湯面変動を抑制して、射出スリーブへの溶湯の給湯量を安定する。
(もっと読む)
91 - 100 / 483
[ Back to top ]