
国際特許分類[B22D27/20]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 溶融または延性状態にある鋳型中の金属の処理 (612) | 粒子構成または組織に影響を与える手段で前述されていないもの;そのための組成の選択 (177)
国際特許分類[B22D27/20]に分類される特許
11 - 20 / 177
鋳鉄材料の製造方法,鋳鉄材料及びダイカストマシン用スリーブ
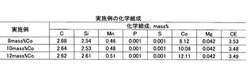
【課題】 安価で、強度と靭性に優れ、耐摩耗性に加えて、特に、耐溶損性の向上を図る。
【解決手段】 C:2.0〜4.5質量%、Si:0.5〜3.0質量%、Mn:0.2~1.0質量%、P:0.1質量%以下、Co:6.0〜15.0質量%、Mg:0.1質量%以下を含有し、残部がFeおよび不可避不純物からなる組成の溶湯を鋳込んで鋳造物を得、その後、該鋳造物をこれに熱処理を施し、基地組織が焼戻しマルテンサイト,微細パーライトの少なくともいずれかの組織からなり、硬さがHRC45以上の鋳鉄材料にする。
(もっと読む)
鋳造方法

【課題】注湯から鋳造体を鋳型から取り出すまでの時間を可及的に短縮しながらも、鋳造体に引け巣が生じ難い鋳造方法を提供する。
【解決手段】キャビティ10Aを備えた鋳型10と、キャビティ10A内に形成される鋳造体7を鋳型10の少なくとも一端から強制冷却する冷却部20とを有する鋳造装置を用いた鋳造方法であって、冷却部20から最も離間した鋳造体7の遠隔部位に連通する補助キャビティ4Aと、補助キャビティ4A内に感熱部が位置するように配置された温度測定装置TC1とを設けておき、鋳造方法は注湯完了によって開始される自然放冷工程と、冷却部20による強制冷却工程とを連続的に備え、温度測定装置TC1による温度測定値の低下速度が、所定の回避すべき温度領域の上限に達する直前に加速されるように強制冷却工程を開始する鋳造方法。
(もっと読む)
鋳造タービンケーシング及びノズルダイアフラムプリフォーム
【課題】、機械加工プロセスを大幅に低減しつつ、望ましい結晶粒ミクロ組織を有する鋳鉄タービン部品を提供する。
【解決手段】 一実施形態に係るタービンケーシングプリフォーム(30)は、内側表面(16)と外側表面(20)とを有するタービンケーシングの部分円筒形壁部(14)と、壁部(14)の内側表面(16)に形成された周方向に延在するベーンスロット(32)とを備える。別の実施形態に係るタービンノズルダイアフラム(50)プリフォームは、内側表面(16)と外側表面(20)とを有するタービンノズルダイフラムの部分円筒形壁部(14)と、外側表面又は内側表面の一方から突出する周方向に延在する鋳放しシール部材(52)とを備える。
(もっと読む)
鋳物の冷却速度導出方法
【課題】遠心鋳造における冷却速度を導出する。
【解決手段】遠心鋳造にて製造した鋳物について遠心力方向に沿ってラメラ間隔および体積分率あるいは面積分率を測定し、予め求めておいた、冷却速度とラメラ間隔と体積分率あるいは面積分率の関係と、測定されたラメラ間隔および体積分率あるいは面積分率とに基づいて、鋳物の遠心力方向の位置ごとの冷却速度を導出する。
(もっと読む)
車両用制輪子及び摩擦材料
【課題】 摩擦特性が高く、更に、車輪への攻撃性の低い制動ブロック及び車両用制輪子の提供。
【解決手段】 制動摩擦面を有する鋳鉄製の制輪子本体と、前記制輪子本体に埋め込まれており、一部が前記制動摩擦面に露出する制動ブロックとを有する、車両用制輪子において、前記制動ブロックが、セラミックス及び炭素材料を含有することを特徴とする、車両用制輪子。
(もっと読む)
球状黒鉛鋳鉄管およびその製造方法
【課題】低コストで球状黒鉛鋳鉄管の継手部の靱性を確保しながら強度の向上を図る。
【解決手段】球状黒鉛鋳鉄管を鋳造する際に、予め、遠心鋳造装置の円筒状金型4の内面のうちで管の受口側の継手部を形成する部分に、Fe−Si系接種剤6を散布しておき、管の継手部のSi含有量を、3.00重量%以下で直管状の中間部(直部)のSi含有量よりも多くする。これにより、継手部の基地組織のフェライトに対するSiの固溶強化作用で継手部の強度を高めることができ、かつ、継手部の基地組織中に微細な球状黒鉛を多数晶出させて継手部の靱性を確保することができる。しかも、管全体を対象としてSnやCuを多く添加する場合に比べて成分コストを大幅に低減できる。
(もっと読む)
鋳造方法及びその装置
【課題】品質が良好であり、しかも、諸特性が部位に関わらず略同等である鋳造品を得る。
【解決手段】鋳造装置10を用いて鋳造作業を行う際、第1取鍋12に貯留された溶湯14を第2取鍋16に移液する最中に、第1取鍋12から第2取鍋16に向かって流動する溶湯14に対し、計量ホッパ18を介して接種剤26を接種する。このようにして接種剤26が接種された溶湯14が、第2取鍋16に受領される。さらに、第2取鍋16内の接種済の溶湯14が所定の量となった後、該溶湯14を金型20に注湯する。溶湯14がキャビティ36内で冷却固化することにより、鋳造品が得られる。
(もっと読む)
金型構造
【課題】高温の鋳造に際して、鋳造品の内部巣をつぶし緻密で均一な組織として高強度化を図ることができる金型構造を提供する。
【解決手段】本金型構造は、鋳造用の金型構造2であって、互いに近接・離反可能とされる上型5及び下型6と、上型及び下型との間でキャビティCを形成し、該キャビティ内に注湯される溶湯を加圧し得るように上型及び下型の間で上下方向に移動可能とされる中間型7と、下型に対して中間型を浮上させる浮上手段(浮上用シリンダ3)と、を備える。
(もっと読む)
耐溶損性鋳物、その製造方法および金属溶湯接触部材
【課題】耐溶損性が従来のものより極めて優れた耐溶損性鋳物および鋳物からなる金属溶湯接触部材を提供する。さらに、設備コストやランニングコストに優れるとともに、耐溶損性に優れた耐溶損性鋳物を安定的に得ることができる耐溶損性鋳物の製造方法を提供する。
【解決手段】本発明の耐溶損性鋳物は、所定の組成を有する母材金属層と、該母材金属層表面に形成された酸化物層と、を備え、前記酸化物層の一部が、該母材金属の結晶粒界に繊毛状に伸長している。
(もっと読む)
球状黒鉛鋳鉄の低温鋳造方法及び低温鋳造装置
【課題】金型を使用した精密鋳造により、鍛造に匹敵する高強度をもち、外部・内部欠陥を生じない球状黒鉛鋳鉄の低温鋳造方法及び低温鋳造装置を提供する。
【解決手段】球状化処理された球状黒鉛鋳鉄の溶湯12を真空処理装置2に収容して所定の真空度に所定時間保つ真空処理工程と、真空処理工程を経た1350°C〜液相温度の温度範囲の溶湯を瞬間的に金型5に注入する注湯工程と、溶湯の注入後に加圧装置4を用いて金型5のキャビティC全体を加圧する加圧工程と、を備える。真空処理により球状黒鉛鋳鉄の溶湯が改質されるため、半凝固温度域を含む低温域の鋳鉄溶湯を金型内で加圧及び急速冷却することにより、微細な組織で高強度の球状黒鉛鋳鉄の鋳造品を得ることができる。
(もっと読む)
11 - 20 / 177
[ Back to top ]