
国際特許分類[B23K26/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635)
国際特許分類[B23K26/00]の下位に属する分類
加工物の位置決めまたは観察,例.照射点に関するもの;レーザービームの軸合せ,照準,焦点合せ (3,130)
レーザービームと加工物の相対移動を有する装置 (1,691)
特定の雰囲気で行なうもの,例.容器内で行なうもの (195)
流体を用いるもの,例.レーザービームに関連してガスジェット流を用いるもの (569)
副次物の除去,例.加工中に生ずる微粒子または蒸気の除去 (234)
加工される材料上に吸収層を用いるもの,例.対象物をマーキングまたは保護するもの (223)
結合,例.溶接 (1,551)
接合以外の目的の溶接,例.肉盛溶接 (160)
材料の除去 (2,948)
予備処理;補助操作または補助装置 (407)
国際特許分類[B23K26/00]に分類される特許
131 - 140 / 3,527
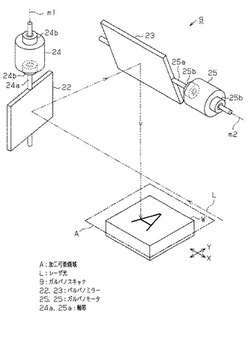
レーザ加工装置
【課題】加工精度を維持しつつ寿命を延ばすことのできるレーザ加工装置を提供する。
【解決手段】このレーザ加工装置は、レーザ光源からのレーザ光を反射するガルバノミラー22,23と、これらが取り付けられた軸部24a,25aを回動させることによりガルバノミラー22,23を回動させるガルバノモータ24,25とを備えている。そして、ガルバノミラー22,23を回動させることで、レーザ光Lを走査する。ここでは、ガルバノミラー22,23の使用頻度を、レーザ光Lの加工可能領域Aに対して設定されたX軸方向及びY軸方向の座標系の設定位置毎に積算し、各設定位置のうち、隣り合う設定位置のそれぞれの使用頻度の積算値に所定値を超える差が生じているか否かを判断する。そして、所定値を超える差が生じている場合には、同使用頻度の積算値に差が生じている設定位置の区間でガルバノミラー22,23を回動させる。
(もっと読む)
装置、方法、およびリボン

【課題】フラットパネル修復に、検査切断修復結合ツール及び独立体積修復ツールの2種類が必要である
【解決手段】装置は、統合された検査機能と、材料除去機能と、材料堆積機能とを備え、検査動作、材料除去動作、及び材料堆積動作を同じ光軸に沿って実行する。装置は、部分的に、カメラと、一対のレンズと、1つ又は複数のレーザとを備える。第1のレンズは、検査を受けているターゲット基板上に形成される構造上に光軸に沿ってカメラを合焦させるために使用される。第1のレンズは、検査された構造が材料除去を必要としていると識別される場合、構造上にレーザビームを合焦させて、その構造上に存在する材料を除去するためにも使用される。第2のレンズは、検査された構造が材料堆積を必要としていると識別される場合、レーザビームをリボン上に合焦させて、リボンに形成された埋め込みウェルから流動的複合物を構造に転写するために使用される。
(もっと読む)
レーザ加工装置
【課題】簡単な処理によって、基板上におけるレーザビームの強度をビームの長さ方向あるいはビームの幅方向において一様にする。
【解決手段】このレーザ加工装置は、レーザ発振器11と、ガラス基板が載置されるテーブル1と、スクライブ予定ラインと直交する方向のビーム幅を制御する第1非球面シリンドリカルレンズ14と、ビーム長さを制御する第2非球面シリンドリカルレンズ15と、冷却ノズル3と、レーザビーム及び冷却ノズル3を走査するためのテーブル駆動機構4と、を備えている。第1及び第2非球面シリンドリカルレンズ14,15は、入射されたガウス型の強度分布を有するレーザビームの強度分布を、ガラス基板上においてビーム幅方向及びビーム長さ方向で一様にする。
(もっと読む)
レーザー加工方法及びレーザー加工品
【課題】高分子材料からなる被加工物に対してレーザー光を用いた加工を施す際に、切断異物が発生するのを抑制し、かつ被加工物の表面の汚染も低減することが可能なレーザー加工方法、及びレーザー加工品を提供する。
【解決手段】本発明のレーザー加工方法は、高分子材料からなる被加工物に対しレーザー光を用いて加工するレーザー加工方法であって、前記レーザー光の光軸を、被加工物の垂直方向に対し所定角度で加工の進行方向に傾斜させた状態で、前記レーザー光を被加工物に照射することを特徴とする。
(もっと読む)
レーザー加工装置の集光スポット位置検出方法
【課題】レーザー光線を集光する集光器によって集光される集光スポットの光軸方向(Z軸方向)の位置を適正に検出することができるレーザー加工装置の集光スポット位置検出方法を提供する。
【解決手段】レーザー光線の集光スポットの設計値と板状物の厚みとによって集光器のZ軸方向の基準位置を設定する基準位置設定工程と、集光器を位置付ける検出位置のZ軸方向位置を設定する検出位置設定工程と、集光器の各検出位置においてレーザー光線照射手段および加工送り手段を作動して被加工物保持手段に保持された板状物にそれぞれ所定長さのレーザー加工溝を形成するレーザー加工溝形成工程と、板状物に形成されたレーザー加工溝を撮像手段によって撮像するレーザー加工溝撮像工程と、レーザー加工溝撮像工程によって撮像されたレーザー加工溝を該検出位置の始点から終点までの各検出位置に対応して一直線上に表示するレーザー加工溝表示工程とを含む。
(もっと読む)
転がり軸受装置およびその製造方法、並びにハードディスク装置
【課題】転がり軸受や転がり軸受の内輪に嵌合する軸状の部材にナゲット部から飛散するパーティクルが付着することによる不具合を減少させる。
【解決手段】転がり軸受の内輪内面を軸状の第1部材の外面に嵌合し、レーザ光を照射して転がり軸受の内輪における軸方向の周縁部の少なくとも一部と第1部材の外面とを溶接し、転がり軸受内輪の周縁部側の軸方向端面に対するレーザ光の入射角を45°より大きくし、第1部材の形状が、レーザ光の照射により形成されるナゲット部の第1部材側の端部から所定距離以内、かつ、端部から延伸する直線とレーザ光の照射軸とがなす角度が45°以下となる領域内に第1部材が存在しない形状である転がり軸受装置の製造方法を提供する。
(もっと読む)
ガラス板切断方法
【課題】溶断前後の予備加熱時および徐冷時に与えられる熱エネルギーの損失を可及的に低減することにより、ガラス板の破損や熱的残留歪の発生を確実に抑制する。
【解決手段】ガラス基板Gの切断予定線CLに沿って溶断用レーザビームLB1と徐冷用レーザビームLB2を照射して、切断予定線CLを境界として、ガラス基板Gを製品部Gaと非製品部Gbに溶断分離する。この際、切断予定線CLに沿う溶断進行方向で、徐冷用レーザビームLB2の照射領域SP2の寸法を溶断用レーザビームLB1の照射領域SP1の寸法よりも大きくする。そして、徐冷用レーザビームLB2の照射領域SP2が、溶断用レーザビームLB1の照射領域SP1の溶断進行方向の前後に跨るように、徐冷用レーザビームLB2の照射領域SP2を溶断用レーザビームLB1の照射領域SP1にオーバーラップさせる。
(もっと読む)
孔加工方法
【課題】熱ビームの円運動の過程で、円形孔の円周上での加速度最小位置の近くに加工開始点を設定することによって、サーボ系の応答遅れや、運動系の慣性の影響を抑える。
【解決手段】
NCプログラムによって熱ビームとしてのレーザビーム12にXY平面上で円運動を与え、ワーク5に円形孔13の加工をする孔加工方法において、レーザビーム12を円形孔13内のピアッシング位置Aからアプローチ経路Bを経て円形孔13の円周経路C上の加工開始点P1に移動させ、レーザビーム12の加速期間中に、加工開始点P1から円周経路Cにそって定常速度到達点P2に移動させ、その後、レーザビーム12を円周経路Cにそって定常時の加工速度Vで移動させる過程で、円周経路C上での加速度最小位置P0を含む範囲に、加工開始点P1から定常速度到達点P2までの加速区間Caを設定する。
(もっと読む)
ファイバレーザ発振器及びファイバレーザ加工装置
【課題】温度変化による補正を容易に行うことができるファイバレーザ発振器を提供する。
【解決手段】発熱部品である励起用レーザダイオード11aを当接配置するベース部31aと該ベース部31aから延設されて筐体17外部に取り出される放熱部31bとを備えて筐体17よりも熱伝導率の高い材質からなる熱交換部31と、熱交換部31に取り付けられる温度センサと、温度センサからの温度情報に基づいて励起用レーザダイオード11aの駆動電流を補正する温度出力補正部とを備える。
(もっと読む)
薄板ガラスの切断方法及び薄板ガラス
【課題】薄板ガラスをレーザビームの照射熱で溶断するに際し、薄板ガラスの溶断端面間の隙間を管理し、溶断端面近傍の形状を良好に維持する。
【解決手段】500μm以下の厚みのガラス基板Gの切断部Cにレーザビームを照射し、ガラス基板Gを溶断する薄板ガラス切断方法であって、ガラス基板Gの厚みをa、切断部Cで対向するガラス基板Gの溶断端面Ga1,Gb1間の最小隙間をbとした場合に、0.1≦b/a≦2なる関係を満足するように最小隙間を管理する。
(もっと読む)
131 - 140 / 3,527
[ Back to top ]