
国際特許分類[B24B49/02]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削工具または工作物の送り運動を制御するための計測装置;指示または計測装置の構成,例.研削開始を指示するもの (1,315) | 連続的または間欠的に測定される工作物の実寸法および必要寸法に応じて制御するもの (321)
国際特許分類[B24B49/02]の下位に属する分類
前に研削された工作物の最終寸法に応じて制御するもの (25)
研削時に研削位置で工作物を測定するもの (189)
工作物を標準プラグゲージ,リングゲージまたはそれ等と同様なゲージと比較するもの (2)
国際特許分類[B24B49/02]に分類される特許
11 - 20 / 105
内面研削盤
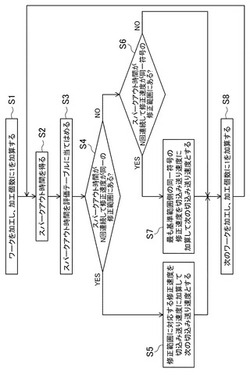
【課題】簡単な制御でワーク毎の加工精度を安定させることができる内面研削盤を提供する。
【解決手段】内面研削盤は、記憶されているスパークアウト時間が、所定の第1閾値よりも大きいときには、次の内面研削における荒研削工程及び仕上げ研削工程の少なくとも一方の切込み送り速度を現時点よりも大きく変更する一方、所定の第2閾値よりも小さいときには、次の内面研削における荒研削工程及び仕上げ研削工程の少なくとも一方の切込み送り速度を現時点よりも小さく変更する制御装置を備える。これにより、内面研削毎のスパークアウト時間が所定の範囲に収まり得るようにし、内面研削毎のかつぎ量を安定させる。
(もっと読む)
偏心揺動型減速機の製造方法および研削盤

【課題】偏心揺動型減速機において、側板と出力ピンを一体成形することなしに、出力ピンの設置本数を増加させることが可能な偏心揺動型減速機の製造方法と製造するための研削盤を提供する。
【解決手段】出力ピン16を側板13の回転軸心の同心円上に圧入しサブアッシー29とする圧入工程と、全ての出力ピン16の端面161を側板13の基準面134からの距離が同一となるように加工する研削工程で構成された製造方法。
上記研削工程を、砥石車7の外周面を用いて、サブアッシー29の回転軸心を中心とする円周の外周側から所定の量半径方向に移動ながら順次研削し、研削後の出力ピン16の端面161の高さを工作物測定装置8で測定して仕上研削の切込量を決定する仕上研削を行う研削盤1で実行する。
(もっと読む)
研削方法および複合研削盤
【課題】仕上加工用砥石車による研削体積を可能な限り少なくすることにより、仕上加工用砥石車に要するコストを低減することができる研削方法および複合研削盤を提供する。
【解決手段】複合研削盤1を用い、被加工物Wを支持装置20により支持した状態で、設定された仕上取代を残すように荒加工用砥石車73を用いて被加工物Wに対して荒加工を行う荒加工工程と、荒加工工程の後に、被加工物Wを支持装置20により継続して支持した状態で、仕上加工用砥石車を用いて仕上取代を取り除くように仕上加工を行う仕上加工工程とを実行する。仕上取代は、複合研削盤1の熱変位量および荒加工用砥石車に起因する研削抵抗の変化量の少なくとも一方に基づいて設定される。被加工物Wにおいて仕上取代を残した形状は、荒加工用砥石車73の形状に依存しない形状とされている。
(もっと読む)
研削方法、研削システムおよび複合研削盤
【課題】仕上加工用砥石車の寿命を延長でき、かつ、仕上加工工程の研削加工時間を短縮することができる研削方法を提供する。
【解決手段】支持装置20により回転可能に被加工物Wを支持された状態で、荒加工用砥石車73により荒加工工程を行い、仕上加工用砥石車74により仕上加工工程を行う研削方法であって、被加工物Wの研削部位は、外周面に曲率半径R1の凹状曲面を有するカム形状に形成され、荒加工用砥石車73の半径R2および仕上加工用砥石車74の半径R3は、凹状曲面の曲率半径R1より小さく形成される。
(もっと読む)
ホーニング加工装置及びホーニング加工方法
【課題】面が湾曲しているボア部の加工において、加工量が検出できるホーニング加工技術を提供する。
【解決手段】砥石22よりヘッド本体30の先端側に配置される第1エアマイクロノズル11と、第1エアマイクロノズル11からヘッド本体30の基端側にホーニングヘッド一回転若しくは複数回転当たりの軸方向の送り量だけ離して配置される第2エアマイクロノズル12と、第1エアマイクロノズル11と被加工面との距離を検出する第1距離検出手段13と、第2エアマイクロノズル12と被加工面との距離を検出する第2距離検出手段14と、第1距離検出手段13で得られた距離と第2距離検出手段14で得られた距離との差を求める演算手段16とを備える。
【効果】様々な形状の被加工面に対して加工量の検出を行うことができる。
(もっと読む)
工作機械
【課題】回転工具の加工部が摩耗しても、この回転工具の加工部の拡縮を無人で行える構造を実現する。
【解決手段】
制御器19を構成する測定制御手段28により孔の加工精度を測定し、この測定値に基づき前記回転工具の加工部の拡縮の要否を、拡縮要否判定手段29により判定し、拡縮が必要と判定した場合に、拡縮制御手段30により自動的に前記回転工具の加工部を拡縮する。
(もっと読む)
眼鏡レンズ加工装置
【課題】 熱可塑性レンズの「軸ずれ」を効果的に抑えた加工を可能にする。
【解決手段】 眼鏡レンズを保持するチャック軸を回転するレンズ回転手段と、レンズを粗加工する粗加工具が取り付けられた加工具回転軸を回転する加工具回転手段と、チャック軸と加工具回転軸との距離を変動させる軸間距離変動手段と、レンズの材質の選択する選択手段と、を備え、粗加工軌跡に基づいてレンズを粗加工する眼鏡レンズ加工装置で、レンズ回転手段及び軸間距離変動手段を制御して粗加工軌跡に基づいて粗加工具によりレンズを加工する制御手段であって、熱可塑性素材のレンズが選択されたときに、複数のレンズ回転角方向でレンズを回転させずに粗加工具を粗加工軌跡まで切り込ませる第1段階の加工を行った後、残った加工領域を、レンズを回転させながら粗加工軌跡に基づいて加工する第2段階の加工を行う制御手段を備える。
(もっと読む)
ガラス板の製造方法
【課題】ガラス板の端面の研削加工を従来に比べて高速化する際に、端面の品質を維持したガラス板を安定して製造する。
【解決手段】ガラス板の製造方法は、成形されたガラス板を搬送しながら、研削ホイールを回転させることによりガラス板の端面を研削し、前記ガラス板の端面の研削の合計長さが所定長を超える毎に、前記研削ホイールの砥粒のドレッシングを行う。前記研削ホイールの砥粒は、成長ダイヤモンドからなる砥粒であり、前記砥粒の表面に金属コートが施され、前記研削ホイールは、前記砥粒を接合ずるボンド材として、銅を50質量%以上含む合金を用いる。ガラス板の搬送速度は、例えば10m/分以上であり、研削ホイールのドレッシングは、前記ガラス板の端面の研削の合計長さが500mを超える毎に行われる。
(もっと読む)
研削方法および研削盤
【課題】砥粒の脱落を防止し研削面粗さを許容限度に保つことで、砥石車の寿命が長い研削を実現する研削方法および研削盤を提供する。
【解決手段】研削中の砥石車7と工作物Wの接触弧の長さを所定の接触弧長さとすることで、砥石車7の砥粒のボンド層からの突出量である砥粒突出し量を所定の値以下とし、砥粒保持力を所定の値以上とする。さらに、切屑の厚さを所定の厚さ以下とし砥粒に加わる研削力を砥粒保持力以下とすることで、砥粒の脱落を防止する。
(もっと読む)
芯取機のワーク芯出し方法
【課題】光学レンズだけでなく、レチクルの付いたガラス板の芯出し動作を行うことのできる芯取機の芯出し方法を提案すること。
【解決手段】芯取機1では、ホルダー4に載せたガラス板3の表面画像をカメラで撮影し、得られた撮影画像からガラス板3のレチクルパターン30の中心位置Pの画像認識位置P1を算出し、ホルダー4を既知の回転角αだけ回転させ、再びレチクルパターンを撮影し、得られた撮影画像から中心位置Pの画像認識位置P2を算出する。回転角αと画像認識位置P1、P2を用いて、ホルダー4の回転中心位置Oと、これに対するワークの中心位置Pの偏心方向δと偏心量εを算出する。次に、ホルダー4を回転させて、偏心方向を砥石9の方向に一致させ、砥石9によりガラス板3を移動させながらレチクルパターンを撮影して偏心量が規格値以下になるように芯出しを行う。
(もっと読む)
11 - 20 / 105
[ Back to top ]