
国際特許分類[B61D17/00]の内容
処理操作;運輸 (1,245,546) | 鉄道 (8,211) | 鉄道車両の種類または車体細部 (2,094) | 車体構造の細部 (886)
国際特許分類[B61D17/00]の下位に属する分類
外形を修正することによって空気抵抗を減ずるもの (42)
金属性車体をもつもの;合成のもの,例.金属と木材の車体構造 (656)
木材の車体構造をもつもの
コンクリートの車体構造をもつもの
国際特許分類[B61D17/00]に分類される特許
41 - 50 / 188
車両パネル構造体及びその製造方法
【課題】外板に現れる溶接歪みを抑えることにより、鉄道車両の美観を向上させることができる車両パネル構造体及びその製造方法を提供すること。
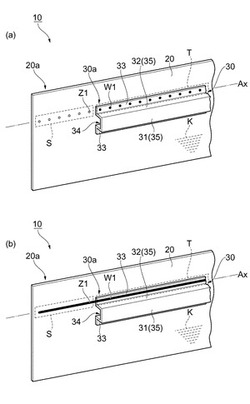
【解決手段】鉄道車両の外壁となる外板20と、外板20の内側面に当接して配置された骨部材30と、を備え、予め設定された溶接ラインAx上に形成した溶接部によって外板20と骨部材30とを接合してなる車両パネル構造体10であって、溶接ラインAx上には、外板20と骨部材30とが当接する当接領域Tと、外板20と骨部材30とが当接しない非当接領域Sとが存在し、溶接部は、当接領域Tにおいて骨部材30から外板20に達するように形成された本溶接部W1と、非当接領域Sにおいて外板20にのみ形成された溶融凝固部Z1と、を有していることを特徴とする。
(もっと読む)
鉄道車両構体及びその製造方法

【課題】補強部材の設計上の自由度を確保しつつ外板への溶接接合が容易であって、外板の適切な位置に補強部材を取り付け可能であり、外板表面に対する溶接接合による影響を抑制することが可能な鉄道車両構体を提供すること。
【解決手段】この鉄道車両構体を構成する側構体ブロックSBaは補強部材20を有し、補強部材20は、外板8に当接されるシート部材201と、シート部材201に当接しながら外板8と交わる方向に延出する第二補強部品202とを有しており、シート部材201は、外板8の裏面に当接されると共に溶接接合されており、シート部材201に溶接接合されるコマ部材203と第二補強部品202とがアーク溶接にて溶接接合されている。
(もっと読む)
軌条車両
【課題】火災時に点検蓋の気密性を確保できる点検蓋を備える軌条車両を提供する。
【解決手段】軌条車両の台枠30には、台枠30の下側に設けられた床下機器室に備わる機器を点検するため、点検蓋100が開閉可能に備わっている。点検蓋100の周縁部が台枠30の点検蓋受40に対向することとなる点検蓋100の台枠30に対する閉じ状態で、点検蓋100の周縁部と点検蓋受40との間に、所定の温度以上になると膨張する膨張材190が備えられている。点検蓋100には、配線が接続された膨張体や、これら配線に接続される制御装置を必要とせずに、簡便に点検蓋の気密性を確保して有毒ガス等が車内に侵入することを防止できる。膨張材190は、鉄道車両の客室内に備わる機器室を構成する仕切り壁に備わる点検蓋にも適用可能である。
(もっと読む)
レーザ溶接方法
【課題】容易に且つ確実に隅肉溶接を行うことができるレーザ溶接方法を提供する。
【解決手段】レーザ溶接方法では、接合体20の裏面となる第1部材21の端部22側から溶接予定領域Rに沿ってレーザビーム34を照射する。この溶接予定領域Rは、第1部材21において縁22aから後退した位置、つまり、第1部材21の縁22aではなく第1部材21の平坦面に設定される。そのため、金属材の縁を狙ってレーザビームを照射する従来の方法に比べて、作業者が照射領域を明確に把握することができるので、照射位置にレーザビーム34を容易に照射することができる。したがって、溶接部25の形成に高い技術とレーザビームの照射位置の狙い精度とを必要としないため、容易に且つ確実に隅肉溶接を行うことができる。
(もっと読む)
鉄道車両用構体
【課題】側構体の外板に、車両長手方向に配置される複数の補強部材がレーザ溶接により接合される鉄道車両用構体において、外板に設けられた開口部の端部の補強を容易に可能とする。
【解決手段】側構体の外板6と、車両長手方向に配置されてレーザ溶接により前記外板6に接合され、前記外板6に対して離間する頭部を有する、複数の第1の補強部材7と、前記外板6に設けられた開口部S1と、前記開口部の端部に配置され、前記複数の第1の補強部材のうち、前記開口部側に向かって延在する第1の補強部材7の前記頭部に接合される内板フレーム14,15,16とを備える。
(もっと読む)
解体方法、旅客車解体方法及び解体システム
【課題】装着部材が装着された長尺状の被解体物の解体作業を効率よくできる解体方法及び解体システムを提供する。
【解決手段】被解体物の装着部材が装着された内面が作業面となるように、被解体物をその長手方向軸心回りに回転し、作業面にある被解体物の装着部材を剥離及び排出しS4、装着部材が剥離された被解体物をプレス及び切断しS5、所定寸法の廃材塊を形成することを特徴とする。また、被解体物の車台の固定部材を取り外す分解手段と、被解体物の車台の分離手段と、車台と車体との間に延びるコード部材の切断手段と、車体の窓枠から窓ガラスを取り除く破砕手段と、車体の内装部材が被覆された内面が作業面となるように、車体をその長手方向軸心回りに回転する解体用回転ユニットと、作業面にある車体の内装部材の剥離手段と、内装部材が剥離された車体を、所定寸法の廃材塊にするプレス・切断手段とを備える。
(もっと読む)
溶接接合体及び鉄道車両用構体
【課題】溶接速度を落とすことなくアンダーフィルの存在しない構成の溶接接合体及び鉄道車両用構体を提供すること。
【解決手段】被接合部材11,12の接合端面が突き合わされ、その接合端面同士が重なった接合線14に沿ってレーザビームが照射され、それによって被接合部材同士が溶接された溶接接合体10であり、被接合部材11,12は、接合端面同士を突き合わせて溶接する継手部分に、溶接の強度上必要な厚さに加えてアンダーフィルによる凹部15を除くための切削分以上の肉厚の突出部13が形成され、レーザビームが照射されて溶接された継手部分は、突出部13がその厚さ方向にアンダーフィルによる凹部15を除くように一部又は全部が切削されて平らになった表面を有する。
(もっと読む)
鉄道車両構体の製造方法
【課題】部材の無駄を抑えつつ溶接部の仕上がりの均一性を維持できる鉄道車両構体の製造方法を提供する。
【解決手段】この鉄道車両構体の製造方法では、接合工程において、突き合わせ部分Pの端部を延長させる突出片21,22,23を外板に設けている。この方法によれば、溶接完了後に突出片21,22,23を外板から除去することにより、外板の突き合わせ部分Pが一定の出力でレーザの走査がなされる連続溶接部Wの中間部Wbのみで溶接された状態となるので、仕上がりの均一性を維持できる。また、突出片21,22,23上において、始端部Wa及び終端部Wcが中間部Wbの延長線L上から反れた状態となるように形成するので、溶接部を直線状に延長させる場合と比べて突出片21,22,23の長さを短くできる。したがって、部材の無駄を抑えられる。
(もっと読む)
摩擦撹拌接合用形材、並びにそれを用いた摩擦撹拌接合方法及び摩擦撹拌接合構造
【課題】傾斜した二つの面板を有する形材に対して、摩擦撹拌接合に必要とされる継手部の板厚を増した両凸部の高さを同じにして、良好な摩擦撹拌接合を可能にする摩擦撹拌接合用形材、並びにそれを用いた摩擦撹拌接合方法及び摩擦撹拌接合構造を提供する。
【解決手段】摩擦撹拌接合用形材10の面板12aと13a及び摩擦撹拌接合用形材11の面板12bと13bが平行ではなく角度が付いている場合に、両形材10,11の接合部A,Bにおいて、縦リブ15,16は面板12a又は13bに垂直に延びるように設けられている。摩擦撹拌に伴う回転工具の挿入力は、縦リブ15,16の垂直に延びる方向に合わせられ、また、摩擦撹拌接合に必要とされる凸部17,18,19,20の縦リブ15,16の左右両側での板厚方向高さh1,h2を同一にすることで、摩擦撹拌接合の安定化を図ることができると共に、摩擦撹拌接合後の見栄えの向上及び仕上げ作業を簡易化することができる。
(もっと読む)
鉄道車両の内部構造物
【課題】種々の構造躯体に容易に組み込むことを可能にする鉄道車両の内部構造物を実現する。
【解決手段】フレーム部材2は、壁部21に長手方向に延び開口縁22aよりも広がった溝22を有し、緊締手段Zは、フレーム部材2の一方に添設する添設片31および他方に添設する添設片31を備えたジョイント部材3と、溝22を通過してこれら添設片31およびフレーム部材2の壁部21を緊締する締結具4とを具備し、締結具4を溝22にスライド挿入可能かつ溝22から抜脱しないよう構成し、添設片31若しくは締結具4の少なくとも一部において壁部21に対向する位置に、緊締による圧接力増大部33を設け、ジョイント部材3をフレーム部材2の交叉部26における入隅部26a又は出隅部26bに添接し、締結具4により緊締することで、圧接力増大部33をフレーム部材2の壁部21に食い込ませた状態で、フレーム部材2,2同士を連結する。
(もっと読む)
41 - 50 / 188
[ Back to top ]