
国際特許分類[C23C2/40]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 処理される材料の形状に特徴があるもの (451) | 長尺材料 (442) | 板;ストリップ (351)
国際特許分類[C23C2/40]に分類される特許
71 - 80 / 351
金属被覆された鋼ストリップ
ストリップ上にAl−Zn−Si−Mg合金被覆を形成する溶融めっき法が開示される。この方法は、溶融浴における条件を制御して、溶融浴中の表面垢層を最小化することを含んでいる。特に、この方法は、Ca及び/又はSrを浴中の被覆合金に含めることにより、表面垢の形成を制御することを含んでいる。 (もっと読む)
溶融亜鉛めっき槽で発生するドロスを除去するドロス除去装置

【課題】鋼板の溶融亜鉛めっきにおいて発生するドロスを除去するドロス除去装置を提供する。
【解決手段】ドロス除去装置は亜年めっき槽(以下めっき槽という)に連設して設けられ、追加されるめっき金属の溶解機能と、ドロス除去機能を有し、ドロス槽は、フィルタで2分割され、その第1の区画はドロス槽内に設けられたフィルタで清浄化された溶融亜鉛と追加されためっき金属を溶解する部分と、第2の区画は前記めっき槽から樋を通じて溶融亜鉛と軽ドロスを受ける部分とからなり、めっき槽とドロス槽との間には、第1の区画から清浄な溶融亜鉛をめっき槽に供給する電磁バルブを備えた第1の連通孔を備え、第2の区画は、前記めっき槽の溶融亜鉛表面に浮上している軽ドロスと溶融亜鉛浴中に浮遊したドロスを含む溶融亜鉛をドロス槽に移動させる樋を備え、めっき槽内に沈殿した重ドロスと浮上している軽ドロスをめっき槽から除去する。
(もっと読む)
メッキ鋼材の熱間プレス成形方法及びこれを用いた熱間プレス成形品
本発明は、メッキ鋼材を用いた熱間プレス成形の際に、ブランクに適正な熱処理条件を付与してメッキ層揮発及び酸化スケールの発生を抑制し、且つ2次加熱時に温度の差を付与して異なる強度と物性を確保することができる熱間プレス成形方法に関し、上記メッキ鋼材全体を1次加熱し維持する段階と、上記維持後、メッキ鋼材の全体又は一部をさらに急速加熱する2次加熱段階と、上記2次加熱されたメッキ鋼材を熱間プレス成形し冷却する段階と、を含むメッキ鋼材の熱間プレス成形方法及びこれを用いた熱間プレス成形品に関する。 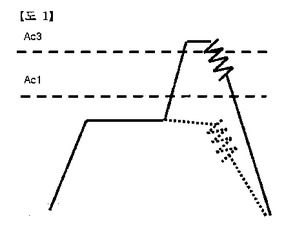 (もっと読む)
(もっと読む)
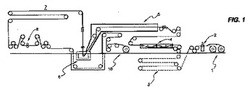
溶融金属めっき鋼帯の製造設備及び製造方法
【課題】通常通板速度においても、また高速通板時においても、スプラッシュおよびトップドロス欠陥の発生を低減し、表面外観に優れる溶融金属めっき鋼帯を安定して製造できる溶融金属めっき鋼帯製造設備及び溶融金属めっき鋼帯の製造方法を提供することを課題とする。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ワイピングノズルから気体を吹き付け、鋼帯表面のめっき付着量の制御を行う溶融金属めっき鋼帯の製造装置において、前記ワイピングノズル(1)の下方に、鋼帯幅方向長さが前記ワイピングノズル(1)より長く、鋼帯幅方向に移動可能なめっき金属粉排出ベルト(2)と、該めっき金属粉排出ベルト(2)の下方に、前記ワイピングノズル(1)と同等の鋼帯幅方向長さを有し、鋼帯面にガスを噴射するガスノズル(3)が配置されている。
(もっと読む)
めっき鋼板、およびその製造方法
【課題】めっき密着性に優れたSi及びMn含有溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板を提供する。
【解決手段】素地鋼板に合金化されたまたは合金化されていない溶融亜鉛めっき層が形成されためっき鋼板であって、前記素地鋼板と前記溶融亜鉛めっき層との界面に、Si−Mn−Oおよび鉄亜鉛合金を含む酸化物含有層を有し、前記酸化物含有層の素地鋼板側の表面は、網目状の凸部と、該凸部によって分割された複数の凹部とを有し、インターセプト法で算出した前記凹部の平均直径が3.0μm以上10.0μm以下であり、前記凸部の平均幅が0.2μm以上3.0μm以下を満足するめっき鋼板である。
(もっと読む)
溶融金属めっき浴用ロール
【課題】長時間の使用によってもドロス等の異物の付着がなく、安定して高品質のめっき製品を製造することができる溶融金属めっき浴用ロールを提供する。
【解決手段】溶融金属メッキ浴に浸漬して用いる溶射皮膜が被覆されたドロス排出溝を有するめっき浴用ロールにおいて、上記溶射皮膜被覆後のドロス排出溝の断面形状は、基材頂部が上に凸の曲線からなり、溝部断面積Sと基材部断面積Bとの比(S/B)が1.0以上である、好ましくは、溝部断面積S(mm2)と溝ピッチP(mm)との比(S/P)が0.1以上であることを特徴とする溶融金属めっき浴用ロール。
(もっと読む)
めっき鋼帯製造装置及びめっき鋼帯製造方法
【課題】1鋼帯当たりの長さが短い鋼帯のめっき付着量を正確に制御することができるめっき鋼帯製造装置及びめっき鋼帯製造方法を提供する。
【解決手段】溶融めっき浴4より上方に設置されているX線遮蔽室20内には、第1の付着量計30及び第2の付着量計40を、それぞれ、所望の測定点に移動させる第1の移動装置32及び第2の移動装置42が配置されている。給排気装置12は、工場建屋1外から取り込まれた外気を工場建屋1内の気体から遮蔽しながら冷却してX線遮蔽室20に供給することによりX線遮蔽室20に外気の温度以下の冷却外気を供給するとともに、X線遮蔽室20内の気体を工場建屋1外に排出する。めっき鋼帯製造装置2は、冷却外気をX線遮蔽室20内に送り込みながら測定されためっき付着量に基づいてワイピングノズル9を制御することにより、鋼帯3のめっき付着量を調整する。
(もっと読む)
合金化溶融亜鉛めっき鋼板およびその製造方法
【課題】外観性状(具体的には、不めっきおよび合金化ムラ発生の防止)と、素地鋼板に対する合金化溶融亜鉛めっき層の密着性を向上させた合金化溶融亜鉛めっき鋼板、およびその製造方法を提供する。
【解決手段】C:0.04〜0.2%、Si:0.1〜3%、Mn:1〜3%、Al:0.06%以下(0%は含まない)を満足する素地鋼板の表面に、合金化溶融亜鉛めっき層が形成された合金化溶融亜鉛めっき鋼板であり、上記素地鋼板と上記合金化溶融亜鉛めっき層との間に酸化物含有層が形成されており、上記合金化溶融亜鉛めっき層の表層部におけるFe量が5〜12%で、且つ上記合金化溶融亜鉛めっき層の酸化物含有層側端部におけるFe量が10〜16%であり、上記酸化物含有層は、素地鋼板に含まれるSi量以上、且つ7.0質量%以下のSiを含むと共に、素地鋼板に含まれるMn量よりも少ない量のMnを含む合金化溶融亜鉛めっき鋼板である。
(もっと読む)
溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板の製造方法
【課題】外観性状(具体的には、不めっきや合金化ムラが発生していない)と、素地鋼板に対するめっき層の密着性を幅方向に亘って向上させた溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板を製造する方法を提供する。
【解決手段】予備加熱炉内の酸素量を0.00010〜0.05体積%、水蒸気量を10〜30体積%に制御した雰囲気下で、焼鈍開始温度が550〜700℃となるように制御して加熱する第一の工程と、焼鈍炉内の酸素量を0.0001体積%以上、0.10体積%未満、水蒸気量を10〜30体積%に制御した雰囲気下で、素地鋼板に含まれるSi量(質量%)、焼鈍時間t(秒)、および焼鈍終了温度T(℃)を適切に制御して加熱する第二の工程を含んで製造する。
(もっと読む)
機械切断特性に優れた引張最大強度900MPa以上の高強度冷延鋼板及びその製造方法、並びに、高強度亜鉛めっき鋼板及びその製造方法
【課題】高強度であるとともに加工性に優れ、機械切断特性に優れた引張最大強度900MPa以上の高強度冷延鋼板及びその製造方法、並びに、高強度亜鉛めっき鋼板及びその製造方法を提供する。
【解決手段】質量%で、C:0.07〜0.25%、Si:0.3〜2.50%、Mn:1.5〜3.0%、Ti:0.005〜0.07%、B:0.0001〜0.01%、P:0.001〜0.03%、S:0.0001〜0.01%、Al:0.60%以下、N:0.0005〜0.0100%、O:0.0005〜0.007%、を含有し、残部が鉄及び不可避的不純物からなる鋼成分を有し、鋼板組織が、主としてフェライト及びマルテンサイトからなる鋼板の表層において、前記鋼板の表層4μm以下の結晶粒界、もしくは、結晶粒内のいずれか一方、あるいは、両方に、Siを含有する酸化物を2×106(個/mm2)以上の分布で含有する。
(もっと読む)
71 - 80 / 351
[ Back to top ]