
国際特許分類[C25D21/00]の内容
化学;冶金 (1,075,549) | 電気分解または電気泳動方法;そのための装置 (15,555) | 電気分解または電気泳動による被覆方法;電鋳 (10,553) | 電解被覆用槽の保守または操作方法 (797)
国際特許分類[C25D21/00]の下位に属する分類
加熱または冷却 (13)
ガスまたは蒸気の除去 (30)
ろ過 (3)
水洗 (24)
電解液の攪拌;ラックの揺動 (97)
電解浴上の保護表層の使用 (3)
プロセス制御または調整 (347)
処理液の再生 (81)
国際特許分類[C25D21/00]に分類される特許
21 - 30 / 199
シート状ワーク連続処理装置およびシート状ワーク連続処理方法
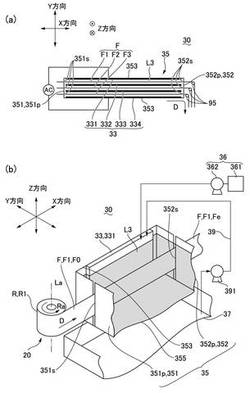
【課題】連続処理中にシート状ワークが切断した場合でも、その復旧を容易に行うことができるとともに、シート状ワークの折り返し回数を最小限に抑えることができるシート状ワーク連続処理装置を提供すること。
【解決手段】アルミニウム箔連続処理装置100においては、複数の長尺のアルミニウム箔Fを、幅方向を上下方向(Z方向)に向けて互いに並列させた状態で長手方向に連続的に繰り出す。また、繰り出した複数のアルミニウム箔Fを、幅方向を上下方向(Z方向)に向けて互いに並列した状態のまま、エッチング液貯留部35に貯留されたエッチング液L3中を連続的に通過させる。アルミニウム箔Fは、エッチング液貯留部35に対して入側スリット351sから入って出側スリット352sから出る。
(もっと読む)
表面処理方法及び表面処理装置

【課題】処理容器内で被処理部品を均一に攪拌させると同時に、処理液を効率的に流動させ、めっき膜厚のバラツキ抑制やめっきムラ、密着不良を解決することができる表面処理方法及び表面処理装置を提供する。
【解決手段】上部に開口部2を有し、その内面底部中央近傍から開口部2に向かって曲面が形成された処理容器1の中に、複数の被処理部品3を収容し、開口部2から処理容器1内面の底部中央近傍に向けて配置される噴射口より所望の処理液を噴射し、前記処理液が処理容器1の前記底部中央に当った後に、前記曲面に沿うように開口部2に向かって循環する液流によって被処理部品3を流動攪拌するとともに、処理容器1内部に設けられたカソード電極に被処理部品3を接触させ、開口部2近傍に配置されるアノード電極とによって電解処理を行う表面処理方法及び表面処理装置。
(もっと読む)
金属部材のめっき装置
【課題】めっきの均一性、作業性および安全性に優れ、かつ、構造が簡易である金属部材のめっき装置を提供する。
【解決手段】めっき液を含浸させる含浸部材1と、含浸部材1を外囲する筺体2と、を有する金属部材のめっき装置10であって、含浸部材1が、めっき処理を施すべき被めっき金属部材を内包する。電気めっき装置として用いる場合には、含浸部材1と筺体2との間に陽極電極4が配置され、かつ、金属部材を支持する支持体5を介して通電することが好ましく、陽極電極4が円筒形であり、かつ、金属部材と陽極電極4との距離が一定であることが好ましい。
(もっと読む)
平版印刷版用アルミニウム支持体の製造方法及び製造装置
【課題】陽極酸化処理において、効率よく給電でき、かつ、アルミニウム板と給電ローラとの間にスパークが発生しないようにすることができる平版印刷版用アルミニウム支持体の製造方法及び製造装置を提供する。
【解決手段】給電ローラ20の直前にアルミニウムウエブ22表面の水分を除去する水分除去手段30を備えるようにする。また、給電ローラ20の表面の中心線平均粗さは0.05〜1.6μmの範囲とする。
(もっと読む)
鋼板の連続電解処理装置およびそれを用いた表面処理鋼板の製造方法
【課題】Crを用いず、耐食性に優れるとともに、樹脂フィルムのBO値を高くする条件でラミネートしても優れた湿潤樹脂密着性が得られる表面処理鋼板の製造に適した鋼板の連続電解処理装置およびそれを用いた表面処理鋼板の製造方法を提供する。
【解決手段】鋼板両面に対向して配置された長さLの板状の電極をN対有し、各電極の鋼板面に対向した面には、電極の長手方向にわたって、長さT1の電極部からなる導電部と長さT2の電極部を非導電化した非導電部からなる部位がn個設けられ、かつn×N≧10、0.96≧T2/(T1+T2)≧0.05、0.9≧T1/L≧0.1を満足することを特徴とする鋼板の連続電解処理装置。
(もっと読む)
長尺導電性基板の電気めっき方法およびこの方法を用いた銅被覆長尺導電性基板の製造方法並びにロール・ツー・ロールタイプの電気めっき装置
【課題】 銅被覆長尺導電性基板の銅めっき層の表面精度を向上させる銅被覆長尺導電性基板の製造方法の提供。
【解決手段】 長尺導電性基板を幅方向が略水平方向になるように搬送し、シード層の表面に複数の不溶解性陽極を用いた電気めっき法による湿式めっき法で金属めっき被膜層を成膜する長尺導電性基板の電気めっき方法において、前記複数の不溶解性陽極を、搬送方向において少なくとも2つ以上に電気的に分割し、かつ前記分割された不溶解性陽極のうち、電気めっきの総膜厚が2μm以下の成膜を行う不溶解性陽極の電流密度を2mA/cm2以下に制御することを特徴とする。
(もっと読む)
表面処理装置
【課題】給電レールに沿って搬送される搬送治具を、安定走行させる表面処理装置を提供する。
【解決手段】表面処理装置10は、表面処理槽200と、表面処理槽の上方から外れた位置にて延びる給電レール201と、ワーク20を保持して給電レールに支持される搬送冶具30と、搬送冶具を連続搬送させる連続搬送手段400とを有する。搬送冶具は、給電レールに案内される被案内部300と、ワークを垂下状態にて保持する保持部340と、それらを連結する連結部330とを有する。被案内部は、給電レールの上面201Aと接触する被給電部301と、給電レールの第1側面201Aと転接する第1ローラー302と、電レールの第2側面201Bと転接する第2ローラー303と、連続搬送手段に噛合される被噛合部304とを有し、第1ローラーが第1側面と転接する第1高さ位置H1は、第2ローラーが第2側面と転接する第2高さ位置H2よりも低い。
(もっと読む)
金属帯の連続表面処理方法及び連続表面処理装置
【課題】電解液の電気分解により金属帯の表面に電気絶縁性被膜等の表面被膜を被覆させるにあたって、金属帯の板幅方向での被膜付着量の分布を均一にすることを可能とする。
【解決手段】連続的に搬送される金属帯1の表面に電解液の電気分解により電気絶縁性被膜やめっき被膜等の表面被膜を被覆させる金属帯1の連続表面処理方法において、表面被膜を被覆すべき金属帯1の被処理面1aと相対向して陽極電極33を配設し、陽極電極33から金属帯1の被処理面1aにラミナー流Wrとなる電解液を噴射し、金属帯1を陰極、陽極電極33を陽極としてこれらの間で電圧を印加して、陽極電極33から噴射しているラミナー流としての電解液Wrを通して通電させることを特徴とする。
(もっと読む)
通電ロールの交換要否の判定方法
【課題】めっき液中の浮遊物が鋼板と通電ロールの間に挟み込まれ、浮遊物を起点として電流の放電が起こり、アークスポットが発生するのを防止できる電気めっきラインにおける通電ロールの交換要否の判定方法を提供する。
【解決手段】電気めっきラインにおいて、めっき液中に存在する浮遊物の粒径を測定して、浮遊物の平均粒径D(μm)及び浮遊物の粒径分布における標準偏差σ(μm)を求めておき、通電ロールの表面粗度を調査して最大高さRy(μm)及び十点平均粗さRz(μm)を求め、求めた最大高さRy(μm)及び十点平均粗さRz(μm)が、下記式(1)及び式(2)を満足するときは通電ロールの交換が不要であると判定し、下記式(1)及び式(2)の少なくとも一方を満足しないときは通電ロールの交換が必要であると判定する。Ry≧3×(D+3σ)…(1)、Rz/Ry>0.6…(2)
(もっと読む)
電解リン酸塩化成処理方法
【課題】大量な小物部品への対応に非常に有利であり、電解冶具と被処理物との電気的導通性を確実に確保するのに有効であり、特に量産設備で重要な電解リン酸塩化成処理方法を提供する。
【解決手段】リン酸、リン酸イオン、硝酸イオン、リン酸塩として皮膜を形成する金属イオン、金属としてリン酸塩とともに皮膜を形成する金属イオンを含み;それら以外の陽イオンおよび陰イオンを実質的に含まないリン酸塩化成処理浴を用いて、かつ、亜鉛、鉄、またはニッケルの少なくとも1つを陽極3とし、被処理物2を陰極とする陰極電解処理でリン酸塩を含む皮膜4を被処理物2上に形成する方法であって、被処理物2と接触する電解冶具1は、被処理物2の搬送を兼用せず、電解槽内に静置して被処理物2と接触させ、かつ被処理物2に接触する電解冶具1の陰極部は処理浴を介して直接に陽極部3と対峙しない構造であることを特徴とする電解リン酸塩化成処理方法。
(もっと読む)
21 - 30 / 199
[ Back to top ]