
アルキルアクリレートビニリデンクロライドポリマー中の可塑剤
物品であって、少なくとも1つのビニリデンクロライドポリマー及び少なくとも1つの可塑剤を含む組成物から作成した単層吹込みフィルムを含み、少なくとも1つのビニリデンクロライドポリマーがビニリデンクロライドと、メチルアクリレート、エチルアクリレート、又はブチルアクリレート、或いはその組合せから選択される少なくとも1つのアルキルアクリレートをビニリデンクロライドポリマーのモノマー含有率の2.5〜9モルパーセントの量で含み、該可塑剤がポリマー100重量部当たり1〜15重量部の量で存在し、物品はパッケージ、容器、積層体、ソーセージケーシング、又はその組合せ、特にソーセージケーシングから選択され、指定された特徴の少なくとも4つが存在する。本発明は、本発明の物品及びそれに使用されるフィルムを作成するプロセスも含む。

【発明の詳細な説明】
【技術分野】
【0001】
(関連出願の相互参照)
本出願は、2004年10月12日及び2004年10月19日にそれぞれ提出された米国特許仮出願第60/618,003号及び第60/620,057号の利益を請求する。
【0002】
(連邦政府によって資金提供を受けた研究開発の記載)
適用せず
【背景技術】
【0003】
本発明はビニリデンクロライドポリマー及びその組成物、特に可塑剤を含有するそのような化合物に関する。本発明は、ビニリデンクロライドポリマーの組成物のフィルムでの使用にも関する。
【0004】
(従来技術の説明)
ビニリデンクロライドのポリマーは、水蒸気、臭気、酸素、他の移動種、又はその組合せの移送に対するそのバリア特性のために、包装に使用されてきた。そのようなポリマーは一般に、その結晶化特徴と同様に、ビニリデンクロライドホモポリマーの硬くひび割れる傾向のために、ビニリデンクロライドのコポリマーである。商業上の常法ではメチルアクリレートなどのコポリマーは、優れたバリア特性を提供でき、同時に他の層はフィルム形成における安定性(押出しプロセス中の泡安定性)を、そのようなビニリデンクロライド/alkyアクリレートポリマー単独においては望ましいとは言えないことが多いフィルム耐久性及び密封特性と同様に提供できるため、そのようなコポリマーは多層で幅広く使用されてきた。そのような多層フィルムは、例えば米国特許第6,045,924号及び第5,759,702号などの参考文献で教示されているように、当業者の技能の範囲内である。単層フィルムとして、単独の市販のビニリデンクロライド/メチルアクリレートポリマーはそのような低速の結晶化を示すことが多いので、それらは特に効率的な市販装置でのフィルム製造に必要な泡安定性を欠いている。加えて例えば多層フィルムを吹込みして、他の層を剥離することによって単層フィルムが形成される場合、とりわけレトルト、又は他の加熱調理用途などでの熱への暴露中又は暴露後、フィルム耐久性は低いことが多い。
【0005】
単層フィルムでは、2枚重ね単層フィルムでも、押出し及び泡安定性を備えたバリア特性と、フィルム耐久性及びシーリングウィンドウとの組合せのために、ビニルクロライドを含むビニリデンクロライドコポリマーが使用されてきた。しかしながらビニルクロライドは例えば、ビニリデンクロライドとの共重合が低速であるという欠点を有する。
【0006】
食品用ラップ、レトルトパッケージ、及び1つ又はそれ以上の層の単層フィルムから成るソーセージケーシングなどのパッケージなどの用途に有用であり、ビニリデンクロライドとビニルクロライドとのコポリマーよりも高い重合生産性又は速度をなお有する、バリア特性、靭性、押出し安定性、泡安定性、フィルム耐久性、好ましくは高周波シーリング用のシーリングウィンドウの少なくとも2つの組合せを備えた単層フィルムが望ましい。
【0007】
高温充填に適切であるか、或いは内部で食品を包装時か、或いは例えば湯中への浸漬又は蒸気への暴露により消費者が加熱調理できるバッグなどの、高温用途で使用できるシート、蓋用材料、及び容器、例えばパウチ、チューブ及びバッグなどの包装材料を含む、単層構造、特に単層フィルム及び構造への要求がある。そのような熱処理はクックイン(cooki in)又はレトルトと呼ばれることが多く、そのような処理で使用されるフィルムはクックイン又はレトルトフィルムとして知られる。
【0008】
クックイン、レトルト又は高温充填フィルムは好ましくは、食品を含有するその能力を損なうことなく、加熱調理又は充填に適切な期間に亘る加熱又は充填に適した高温条件への暴露に耐えることができる。これは具体的な用途に応じて、充填のための高温食品との短時間の接触から、125℃又はそれ以上の低速加熱調理条件で最大12時間に及ぶことがある。高温でのそのような長期間の間に、クックインフィルムから形成されたパッケージは好ましくは、故障(すなわちシーム又は別の箇所のどちらかでの分解)に耐える。
【発明の開示】
【0009】
アルキルアクリレート、とりわけブチルアクリレート、しかし代替的な実施形態では、好ましくはメチルアクリレート又はエチルアクリレートと、ビニリデンクロライドとのあるコポリマーがある可塑剤の有効量と共に使用された場合に、単層フィルム及びそのようなフィルムから成るソーセージケーシングなどのパッケージなどの用途で有用である、バリア特性、靭性、押出し安定性、泡安定性、フィルム耐久性、シーリングウィンドウ及び重合生産性又は速度の少なくとも2つの望ましい組合せを有することが見出されている。このような組成のフィルムは、効率的な商業用フィルム吹込み装置での製造に適切であり、好ましくはレトルト条件に暴露された場合でさえ好都合に耐久性である。
【0010】
本発明は、少なくとも1つのビニリデンクロライドポリマー及び少なくとも1つの可塑剤を含む組成物から作成される単層吹込みフィルムを含む物品を含み、ここで少なくとも1つのビニリデンクロライドポリマーは、ビニリデンクロライドと、メチルアクリレート、エチルアクリレート、又はブチルアクリレート或いはその組合せから選択される少なくとも1つのアルキルアクリレートをビニリデンクロライドポリマーのモノマー含有率の2.5〜9モルパーセントで含み、該可塑剤はポリマー100部当たり1〜15重量部の量で存在し、物品はパッケージ、容器、積層体、ソーセージケーシング又はその組合せから選択され、ここでアルキルアクリレートは以下の特徴のうち少なくとも4つを生じる量で存在する:(a)せいぜい約75℃の結晶化温度;(b)100℃〜185℃の再溶融温度;(c)75℃〜145℃の温度で20分間〜200分間の期間に亘って加熱した後の10000当たりせいぜい約500の故障率;(d)4.6x10E−17m3.m/m2.sec.atm〜9.1x10E−13m3.m/m2.sec.atmの酸素透過性;及び(e)せいぜい約10℃のガラス転移温度。
【0011】
本発明は、(a)本発明の組成物を形成装置に供給するステップと;(b)該組成物を少なくとも1つの添加剤と混合するステップと、(c)形成装置内での流れを促進するために該組成物を十分に加熱するステップと;(d)該組成物に吹込みするステップと;(e)形成後に形成済み物品を冷却するステップからの、好都合には少なくとも1つの、さらに好都合には2つの、好ましくは3つの、より好ましくは4つのステップを含む本発明の物品を作成するプロセス、或いは(a)フィルムのストリップを折畳むステップと;(b)サイドシームを形成するためにシーリングするステップと;(c)得られたチューブに充填するステップと、(d)インターバルで切断及び閉止するステップの、好都合には少なくとも1つの、さらに好都合には2つの、好ましくは3つの、最も好ましくは4つのステップを含む、ソーセージケーシングを作成するプロセス;或いは(a)本発明の組成物を供給するステップと、(b)該組成物をチューブ形に押出すステップと;(c)押出したチューブを急冷するステップと;(d)該チューブをつぶしてテープ形にするステップと;(e)つぶしたテープを温タンクで加熱するステップと;(f)押出したチューブの内側に保持された一定量の流体を使用して、つぶしたテープの所望の幅を得るためにチューブをサイズ決めするステップと;(g)該組成物の泡を形成するステップと;(h)フィルム泡をつぶすステップと;(i)得られたフィルムを少なくとも1個のロールに巻き付けるステップの;少なくとも3つの、好都合には4つの、さらに好都合には5つの、好ましくは6つの、より好ましくは7つの、最も好ましくは8つのステップを含む、フィルムを作成するプロセス、或いは高周波シーリングのステップを含む、本発明の組成物を含む物品を作成するプロセスを含む。フィルム吹込みプロセスでは、温度は好ましくは、つぶしたテープが泡を形成するのに十分な膨張速度を許容するには十分であるが、温タンクを出るニップロールへのテープの縁の粘着を引き起こすには不十分であり、より好ましくは温水タンク内では、温度は5℃〜80℃である。フィルムは好ましくは、少なくとも1つの隣接層に場合により付着した単層フィルム、場合により2つ又はそれ以上の層の単層フィルムである。
【0012】
本発明は、少なくとも1つの可塑剤と、ビニリデンクロライド及び少なくとも1つのアルキルアクリレート、最も好ましくはブチルアクリレート又は、別の実施形態においてはメチルアクリレート、又は第3の実施形態においてはエチルアクリレートからのモノマー単位を有する少なくとも1つのビニリデンクロライドポリマーとから成る組成物を含み、アルキルアクリレートの量は、以下の条件の少なくとも2つ、好都合には3つ、好ましくは4つ、より好ましくは5つが満足されるか、又はアルキルアクリレートの量が2.5〜9モルパーセントであるか、又はその組合せであるように選択され;該条件は:(1)商業的に許容される泡安定性を達成するために十分低く、そしてせいぜい75℃である結晶化温度;(2)コポリマーの許容されない分解を生じる温度よりも低い温度での押出しにとっては十分に低いが、配向を促す結晶化速度に対応する再溶融温度を維持するために十分に高い、再溶融温度、好ましくは少なくとも100℃〜185℃;(3)商業的に許容される限度内である故障率、好ましくは10000当たりせいぜい約500;(4)暴露される条件下での食品の食用には許容されない酸化を回避するために十分低い酸素透過性、好ましくはせいぜい約9.1x10E−13m3.m/m2.sec.atm;(5)所期の用途に適した耐久性に対応するために十分に低いガラス転移温度、好ましくはせいぜい約10℃であり、或いは該特性の任意の1つ又はそれ以上が提示したものの好ましい範囲内であり、可塑剤の量は、以下の条件の少なくとも1つ、好ましくは2つ、より好ましくは3つを満足するようであるか、或いは好ましくは可塑剤の量は組成物又はその組合せの1〜15重量パーセントである:(1)ポリマーの分解を引き起こすのに十分な剪断加熱を伴わずに押出し速度を達成するために高すぎず、フィルム形成を実施するために十分な溶融強度のために低すぎない、押出し中の粘度;(2)フィルムのバリア特性の許容されない低下には対応しないが、安定な泡には十分に対応する、結晶化速度;又は(3)用途にとって望ましいフィルム弾性率。
【0013】
可塑剤は好ましくは、少なくとも1つのエポキシ可塑剤及び少なくとも1つのエステル可塑剤を含み、より好ましくは、該エポキシ可塑剤はビニリデンクロライドポリマーを熱分解から測定可能な程度まで保護するのに十分であるが、エポキシ可塑剤のプレートアウトを生じない、又はバリア特性を許容されないほど低下させない量であり、該エステル可塑剤は、過剰な剪断加熱及びポリマー分解回避するために溶融粘度を低下させ、安定な泡を達成するために結晶化速度を上昇させるのに十分であるが、バリア特性を許容されないほど低下させない量であり、最も好ましくは、エポキシ可塑剤はビニリデンクロライドポリマー100重量部当たり0.1〜15重量部の量であり、エステル可塑剤は、上に挙げた条件又は量を達成するのに十分な全可塑剤量をもたらすのに十分な量で存在する。本発明のそのような組成物は1つ又はそれ以上の可塑剤に加えて、場合により当分野の技術の範囲内の他の添加剤を含む。
【0014】
本発明は、本発明の組成物を形成するために、少なくとも1つのビニリデンクロライドポリマーと、少なくとも1つの可塑剤又はその組合せとを混合するプロセスを含む。
【0015】
本発明は物品、例えばフィルム、パッケージ、発泡体、容器、シート、積層体、又はその組合せ、好都合にはフィルム、パッケージ、シート、ソーセージケーシング、さらに好都合にはラップ又はケーシングを含むパッケージ、好ましくは食品包装材料、より好ましくは本発明の組成物より成るソーセージケーシングも含む。該ソーセージケーシングは好ましくは少なくとも1つの単層フィルムを含み、或いは好ましくは1ミクロン(1×10-6m)〜500ミクロン(500×10-6m)の厚さ、或いはその組合せを有する。レトルト中に10,000のレトルト加工ソーセージ当たりせいぜい500のソーセージケーシング破損によって証明されるように、物品はそれぞれ独立して好ましくは、35℃〜155℃の熱に1分間〜240分間の期間に亘って耐えることができる。
【0016】
本発明は加えて、本発明の組成物と、少なくとも1つの追加のポリマー、好ましくは少なくとも1つの熱可塑性ポリウレタン又はアルファオレフィンと不飽和カルボン酸のアルキルエステルとのコポリマーとのブレンドを含み、本発明の常法によるアクリレートPVDC又はその組合せは、ブレンド中に存在するポリマーの約50重量パーセントを超える。
【0017】
本発明は、少なくとも1つのビニリデンクロライドポリマー及び少なくとも1つの可塑剤から成る組成物であって、少なくとも1つのビニリデンクロライドポリマーがビニリデンクロライドと、メチルアクリレート、エチルアクリレート、又はブチルアクリレート或いはその組合せから選択される少なくとも1つのアルキルアクリレートをビニリデンクロライドポリマーのモノマー含有率の2.5〜9モルパーセントの量で含み、該可塑剤はポリマー100重量部当たり1〜15重量部で存在し、とりわけアルキルアクリレートが以下の特徴:
(a)せいぜい約75℃の結晶化温度;
(b)コポリマーの許容されない分解を生じる温度よりも低い温度での押出しにとっては十分に低いが、配向を促す結晶化速度に対応する、再溶融温度;
(c)10000当たりせいぜい約500の故障率;
(d)暴露される条件下での食品の食用には許容されない酸化を回避するために十分低い酸素透過性;
(e)せいぜい約10℃のガラス転移温度;
の少なくとも4つを生じる量で存在する組成物を含む。
【0018】
本発明は、本発明の組成物からフィルムに吹込みすること、又は物品を吹込み成形することとを含み、とりわけフィルムがダブルバブル法を使用して吹込みされる、フィルム又は物品を形成するプロセスも含み;或いは(a)少なくとも1つのビニリデンクロライドポリマーと、本発明の常法による少なくとも1つの可塑剤とを含む組成物を提供するステップと;(b)該組成物を環状ダイに通してチューブ形に押出すステップと;(c)押出したチューブを冷水浴で急冷するステップと;(d)テープ形につぶすステップとを含み、或いは(a)少なくとも1つのビニリデンクロライドポリマーと、本発明の常法による少なくとも1つの可塑剤とを含む組成物を供給するステップと;(b)該組成物をチューブ形に押出すステップと;(c)押出したチューブを急冷するステップと;(d)該チューブをつぶしてテープ形にするステップと;(e)つぶしたテープを温タンク内で再加熱するステップと;(g)該組成物の泡を形成するステップと;(f)押出したチューブの内側に保持された一定量の流体を使用して、つぶしたテープの所望の幅を得るためにチューブをサイズ決めするステップと;(h)フィルム泡をつぶすステップと;(i)得られたフィルムを少なくとも1個のロールに巻き付けるステップとを含み;或いは(a)本発明の常法による組成物を形成装置に供給するステップと;(b)該組成物を少なくとも1つの添加剤と混合するステップと;(c)形成装置内での流れを促進するために該組成物を十分に加熱するステップと;(d)該組成物に吹込みするステップと;(e)形成後に形成済み物品を冷却するステップとを含む。
【0019】
加えて本発明は、本発明の組成物を含む、とりわけフィルム、パッケージ、発泡体、容器、シート、積層体、又はその組合せを含む物品を含み、さらにとりわけ物品はソーセージケーシング、食品包装材料、又は単層フィルムである。それぞれの例において、物品は好ましくはフィルム吹込みのダブルバブル法を使用して作成した少なくとも1つのフィルムを含む。その上、本発明は、少なくとも1つのビニリデンクロライドポリマー及び少なくとも1つの可塑剤の単層フィルムを含む物品を含み、ここで少なくとも1つのビニリデンクロライドポリマーはビニリデンクロライドを含み、少なくとも1つのアルキルアクリレートがメチルアクリレート、エチルアクリレート、又はブチルアクリレートから選択され、全アルキルアクリレートはビニリデンクロライドポリマーのモノマー含有率の2.5〜9モルパーセントの量であり、該可塑剤はポリマー100重量部当たり1〜15重量部の量で存在し、物品はパッケージ、容器、積層体、ソーセージケーシング、又はその組合せであり、とりわけ物品がレトルト又は高温充填バッグ、パウチ、パッケージ、容器、又はケーシングである場合である。
【発明を実施するための最良の形態】
【0020】
定義
【0021】
「結晶化温度」は、示差走査熱量計(DSC)で最大再結晶化速度が生じる温度である。それは185℃で最初に溶融するサンプルでDSCによって測定され、次に液体窒素によって冷却して急冷する。次にサンプルをDSC内に置き、10℃/分の速度で-10℃〜200℃で走査する。
【0022】
「再溶融温度」は、DSC装置で溶融ピークの極大が生じる温度である。樹脂サンプルは樹脂を溶融するために185℃まで加熱して、オーブンから取出し、ベンチトップに置いて室温まで冷却して、80℃で2時間アニーリングする。次にサンプルをDSC内において周囲温度で平衡にさせて、20℃/分で周囲温度から200℃まで走査した。
【0023】
「故障率」は、レトルト条件を受けさせた場合の、調合樹脂による押出しフィルムを使用するソーセージパッケージの破損率である。未加熱調理ソーセージ10000当たりの、レトルト加熱調理中に目視で決定されたソーセージパッケージ破損の数によって測定される。レトルト条件は121℃で45分間である。この試験では、周囲80mm及び長さ約200mmの寸法を有するチューブが、本明細書で述べるダブルバブル法と、続いての約27.12MHz、1200ボルト及び電流75mAでの高周波シーリングによって生成されたフィルムから形成される。それらには構成要素及び特徴が異なることがあるソーセージの組成物40グラムが充填される。代表的なミックスは、約25パーセントの豚肉、25パーセントのデンプン、50パーセントの水並びに少量の香料及び保存料成分を含む。
【0024】
「酸素透過性」は本明細書で使用されるように、調合樹脂から作成した単位厚さ(1ミクロン)のフィルム(又はフィルムの層)の所与の断面積(1平方メートル)を通過する酸素の量である。それはASTM D 3985の手順に従って23℃及び50パーセント相対湿度(RH)で、立方センチメートル−ミクロン/平方メートル−24時間−雰囲気の測定単位を用いて測定されるか、又はm3m/m2 86400sec atmに変換される。
【0025】
「高周波シーリング」という用語は、高周波電磁波が極性材料の加熱のためのエネルギー源として使用される極性材料のフィルムを密封する方法を意味し、高周波は5〜50MHzの周波数の放射である。誘電ポリマーを通過する電波の変化する極性は、分極分子を振動させると考えられ、分子レベルで熱を発生させる。十分な高周波エネルギーが印加されると、ポリマーは溶融し、すぐ隣の層の密封が行われる。
【0026】
「シーリングウィンドウ」は、フィルムをかろうじて密封して、それを焦がすシーリング電流(mA)間のウィンドウの幅である。本発明の常法では、シーリングは好ましくは高周波による。各種のポリ(ビニリデンクロライド)コポリマーフィルムの高周波エネルギーの相対密封性は、シーリングウィンドウ試験によって測定される。この試験では、各層の厚さが20ミクロンの2枚重ねフィルム2枚(シールを作成するためにフィルムが重ねられる場合、2枚重ねフィルムの各層では全厚が40ミクロン;全シール厚は80ミクロンである)。2枚重ねフィルム2枚を通じて、幅0.5mm及び長さ30mmの電極から送達される27.12MHz周波数及び1200ボルトの交流を使用して層を相互に密封する。シーリング電極下のフィルムの移動速度は、約0.40m/秒で一定に維持される。シーリング電極から送達されるエネルギーは、電極から密封されるフィルムを通じて電極から移動する電流の量によって制御される。シーリング電流が小さすぎる場合は、シールはない。これに対して電流が高すぎる場合は、過剰な溶融によるフィルム層の溶け落ちがある。ポリ(ビニリデンクロライド)コポリマーフィルムのシーリングウィンドウは、シーリングが発生するシーリング電流範囲の幅によって測定される。ちょうど密封された条件及び溶け落ち条件の電流(mA)が両方報告される。
【0027】
「重合速度」は、ビニリデンクロライドのポリ(ビニリデンクロライド)ホモポリマーへの変換速度と比較した、例えば熱量リアクターによって測定されたモノマー混合物のコポリマーへの相対変換速度である。それは同じ条件下での約6パーセントの変換時に、ビニリデンクロライド単独の重合速度に対する、コポリマーの重合速度を決定することによって測定される。
【0028】
「ガラス転移温度」は、DSC(示差走査熱量計)でガラス転移変曲点が発生する温度である。それは185℃で最初に溶融し、次にオーブンから取出されて、ベンチトップ又は金属表面に置かれることにより迅速に周囲温度まで冷却されるサンプルで測定される。次にサンプルはただちにDSC内に置かれて、−30℃まで冷却され、−30℃で60秒間平衡にされて、−30℃から100℃まで10℃/分で走査される。次にガラス転移温度がガラス転移の開始と終了との間の変曲点の温度として測定される。
【0029】
「分子量」は、ダルトンでの重量平均分子量である。それはポリスチレン校正を使用して、サイズ排除クロマトグラフィーによって測定される。サンプル調製は、ポリビニリデンクロライド樹脂サンプルを50℃のテトラヒドロフラン(THF)に溶解させることを含む。約94パーセント超のビニリデンクロライドを含有する樹脂サンプルはこの温度では容易に溶解せず、高温での溶解は、ポリマー分子量の分解を引き起こすことがある。したがって約94パーセント超のビニリデンクロライドを含有する樹脂サンプルは、1パーセント(%)溶液として63℃の抑制THFに予備溶解される。サンプルは最高83°Xで4時間に亘って、分子量の損失なしに溶解させることができるが、溶解時間及び温度を最低にすることが望ましい。次にゲル透過クロマトグラフィー(GPC)による分子量決定のために、2本のカラムを直列に装備したHewlett Packard 1100クロマトグラフでPolymer Laboratories Softwareを使用してポリマーを分析する。これらのカラムは、Polymer Laboratoriesから商標名PLGel 5 MIXED−Cで市販されている5μmスチレン/ジビニルベンゼンコポリマービーズを含有する。溶媒は窒素パージされたHPLCグレードのTHFである。流量は1.0ミリリットル/分であり、注入サイズは50マイクロリットルである。分子量決定は、狭い分子量分布のポリスチレン標準10個(Polymer Labsから商標名Narrow PSセット(〜3,000,000〜2000Mp)として市販)をその溶出体積と併せて使用することにより推定する。
【0030】
「結晶化」という用語は本明細書で使用されるように、上述の結晶化温度試験で測定されるように、ポリマー分子の部分の、一般に晶子と呼ばれるより組織化された高密度の構造への再配置を意味する。ポリマー結晶化は通常、単層フィルムプロセスのバブル吹込み操作の間に発生する。
【0031】
「ソーセージケーシング」という用語は本明細書で使用されるように、ソーセージによって説明されるような食品塊を好ましくは一般的に円筒形で包囲する、任意のフィルム、ラップ又はチュービングを意味する。
【0032】
「フィルム」は、長さ及び幅寸法を有し、その間に厚さを持つ主な2つの表面を有する、シート、不織又は繊維ウェブなど或いはその組合せを指す。フィルムは、単層フィルム(1層のみを有する)又は多層フィルム(2つ又はそれ以上の層を有する)でありうる。多層フィルムは、好都合にはフィルムの長さ及び幅寸法に実質的に延在する、好ましくは少なくとも2つの異なる組成物より構成される、1つを超える層より構成される。多層フィルムの層は通常、以下の方法:同時押出し、押出しコーティング、蒸着コーティング、溶媒コーティング、エマルジョンコーティング、又は懸濁コーティングの1つ又はそれ以上によって共に接合される。フィルムは大半の例で、最大約20ミル(5×10-4m)の厚さを有する。
【0033】
「層」は本明細書では、構造の厚さの全部又は一部を形成する部材又は構成要素を意味し、該構成要素は好ましくは構造と実質的に同一の広がりを有し、実質的に均一の組成を有する。
【0034】
「単層フィルム」は本明細書で使用されるように、実質的に1層を有するフィルムを意味する。しかしながら場合により、単層フィルムの1を超える層が隣接する層間に1つ又はそれ以上の接着剤を用いる、又は用いない用途で使用される。従って、フィルムは、それが当分野で単層プロセスと見なされるプロセスで形成される場合、例えば押出しプロセスではなくダブルバブルプロセスによって形成される場合、本発明の常法による組成物の2つの層が相互に隣接して、又は層間に接着剤が用いられて使用される場合でも、単層と見なされる。接着剤を使用する場合、各存在は、それが一部となっている構造の全厚のせいぜい約10パーセントの、好ましくはせいぜい約5パーセントの厚さを有する。本発明の目的のためには、製造された場合、単層であるフィルムは、他の材料に対する近接、付着、又はその両方を含む包装材料で使用される場合ですら、単層と見なされる。
【0035】
「押出し」及び「押出す」は、ダイに溶融プラスチック材料を押通して、冷却又は化学的硬化が続く、連続形状を形成するプロセスを指す。ダイへの押出しの直前に、相対的に高い粘度のポリマー材料を、ダイへそれを押通す回転スクリューに供給する。
【0036】
「同時押出し」又は「同時に押出す」は、押出し物が冷却又は冷硬、すなわち急冷前に合流して共に溶融されて層状構造となるように、2つ又はそれ以上の材料を2個又はそれ以上のオリフィスが配列された1個のダイで押出すプロセスを指す。同時押出しは、例えばフィルム吹込み、キャスティングフィルム、及び押出しコーティングプロセスにおいて、他のプロセスの態様として利用されることが多い。
【0037】
「加熱調理する(cook)」は、食品を加熱して、それによりその物理的又は化学的特性(例えば色、テクスチャー、及び味)の1つ又はそれ以上に変化を生じることを意味する。
【0038】
「クックイン」は本明細書で使用されるように、食品を含有しながらクックイン時間−温度条件への暴露に構造的に耐えることができる包装材料を指すものとする。クックイン包装食品は、加温して、又は加温せずに消費される形態で消費者に直接に供給される本質的に予備包装され、予備加熱調理された食品である。クックイン時間−温度条件は通常、長時間の低速加熱調理、例えば少なくとも約4時間、好ましくは少なくとも約6時間まで、より好ましくは約12時間までの、少なくとも約70℃、好ましくは約80℃までの湯への浸漬を指す。そのようなクックイン時間−温度要件は、慣習的な加熱調理要件を代表するものである。そのような条件下では、クックイン包装材料は好都合にはシール完全性を維持し、層間剥離耐性である。
【0039】
「高温充填」は、高温物質が包装されるプロセスを指す。例えば高温食品はバッグで包装できる。高温物質は一般に、少なくとも約65℃、好ましくは少なくとも約85℃の温度である。大半の例における高温充填プロセスは、高温物質又は食品との接触直後の冷却を含む。
【0040】
「レトルト加工」は、物質を加熱調理、低温殺菌、滅菌又はそうでなければ熱処理するのに十分な期間に亘る少なくとも約100℃、好ましくは少なくとも約121℃の温度への暴露を指す。
【0041】
本発明の多成分構造が暴露される「高温(Elevated temperature)」又は「高温(high temperatures)」は、高温充填、クックイン用途又はレトルト加工で遭遇する温度である。
【0042】
「配向された」又は「伸張配向された」は、高温(配向温度)で伸張され、続いて伸張寸法を実質的に維持しながら材料を冷却することによって伸張形態で「凝固」されるポリマー含有材料を指す。材料は1方向(単軸配向)、2方向(2軸配向)、又は複数方向に伸張できる。2軸配向は通常、相互に垂直である2つの方向、例えば縦方向及び横方向で起こる。
【0043】
「シール(名詞)」は、フィルム表面又は構成要素表面の第1の領域の、フィルム表面又は構成要素表面(又は対向表面)の第2の領域への接合を意味する。加熱シーリングでは、それは領域(又は表面)を少なくともそのそれぞれの軟化点まで加熱する(例えば加熱バー、高温ワイヤ、熱気、赤外放射、及び超音波シーリングによって)ことによって作成できる;
【0044】
「加熱シール」(「加熱溶融」としても知られる)は、フィルムを相互に接触させる、又は少なくとも近接させて、次に十分な熱及び圧力をフィルムの規定の範囲(又は複数の範囲)に印加して、規定範囲のフィルムの接触表面を溶融させて、相互に混合させ、それにより熱及び圧力がそこから除去された場合、規定範囲で2枚のフィルム間に本質的に分離できない接合を形成することによる、2枚のフィルムの結合を指し、該範囲は冷却される。
【0045】
「バリア」は、1つ又はそれ上の気体(例えば酸素、水蒸気、臭気、好ましくは酸素)に対して低い浸透性又は透過性(を持つフィルム)を意味する。透過性の量は、所期の用途によって決定される。
【0046】
「ポリマー」は、1つ又はそれ以上のモノマーの重合生成物を意味し、ホモポリマーはもちろんのこと、インターポリマー、コポリマー、ターポリマー、テトラポリマーなど、そして上述のいずれかのブレンド及び修飾も含む。
【0047】
「マー単位」は、1個のリアクターント分子に由来するポリマーのその部分を意味する;例えばエチレンからのマー単位は一般式−−CH2CH2−−を有する。
【0048】
「ホモポリマー」は、1種類の反復マー単位のより本質的に成るポリマーを意味する。
【0049】
「インターポリマー」又は「コポリマー」は、少なくとも2つのリアクターント(通常はモノマー)に由来するマー単位を含むポリマーを指し、ランダム、ブロック、セグメント化、グラフトコポリマーなどはもちろんのこと、ターポリマー、テトラポリマー、並びにトリマー及びオリゴマーも含む。本発明において、コポリマー及びインターポリマーという用語は、別途明示されない限り、ランダムコポリマーであると考えられるポリマーに使用される。
【0050】
すべてのパーセンテージ、好ましい量又は測定値、その範囲及び終点は包括的であり、すなわち「約10未満」は約10を含む。従って、「少なくとも」は「より大きい又は等しい」と同等であり、従って、「せいぜい」は「未満又は等しい」と同等である。本明細書の数は、明示した以上の精度を持たない。従って、「105」は少なくとも104.5〜105.49を含む。さらにすべてのリストは、リストの2つ又はそれ以上の構成要素の組合せを含む。ポリマー中のモノマーのパーセンテージが別途明示されない限りモルパーセンテージであることを除いて、すべてのパーセンテージ及び比は別途明示されない限り、本発明の常法による全組成に基づく重量パーセントを指す。すべての量、パーセンテージ、比、割合及び他の測定値は、別途明示されない限り重量による。別途明示されない、又は当業者によってそうでなければ不可能であると認識されない限り、本明細書で述べるプロセスのステップは場合により、ステップが本明細書で述べられる順序とは異なる順序で実施されることがある。さらにステップは場合により個別に、同時に、又はタイミングが重複して行われる。例えば加熱及び混合などのステップは当分野では、個別である、同時である、又は部分的に時間が重複していることが多い。別途明示されない限り、望ましくない効果を引き起こす可能性がある材料が、該効果を許容できない程度まで引き起こさないような量又は形で存在する場合、本発明の常法ではそれは実質的に非存在であると見なされる。さらに「許容されない」及び「許容できないほど」という用語は、商業的に使用できるものからの逸脱、又は規定限度外であることを指すために使用され、該限度は具体的な状況及び用途によって変化し、事前決定、例えば性能仕様によって設定できる。当業者は、許容限度が装置、条件、用途、及び他の変形によって変化するが、それらが適用される各状況において過度の実験なしに決定できることを認識する。ある例では、1つのパラメータの変形又は逸脱は、別の望ましい結果を達成するために許容できる。本発明は、ビニリデンクロライドポリマー、特にアルキルアクリレートビニリデンクロライドポリマー(アクリレートPVDC)に適用できる。ビニリデンクロライドポリマーは、ビニリデンクロライド及び少なくとも1つのアルキルアクリレートからのモノマー単位を有する。そのようなアルキルアクリレートは、1〜5個の炭素原子のアルキル基を有するアルキルアクリレート及びその組合せ、好ましくはメチルアクリレート、エチルアクリレート、又はブチルアクリレート、或いはその組合せ、より好ましくはメチル又はブチルアクリレート、或いはその組合せ、より好ましくは1つの実施形態において、ブチルアクリレート、或いはそれとの組合せ、そしてより好ましくは別の実施形態において、メチルアクリレート又はそれとの組合せを含む。1つの実施形態において、ブチルアクリレートが好ましいのは、なぜならそれがビニリデンクロライドとのコポリマーのより迅速な結晶化(より低い温度)を引き起こし、そしてレトルト条件に暴露された場合の、これらのコポリマーのフィルムの靭性(耐久性)及び改良された性能のためである。別の実施形態において、メチルアクリレートが好ましいのは、なぜならメチルアクリレートが匹敵するモルパーセントのアルキルアクリレートでより低い透過性を生じるからである。第3の実施形態において、エチルアクリレートが好ましいのは、なぜなら靭性とバリア又は透過性との間のバランスを提供するからである。代替的な実施形態において、ビニリデンクロライドポリマーは場合により、ビニリデンクロライド及びアルキルアクリレートと重合可能な少なくとも1つの追加のモノ不飽和モノマー、例えばビニルクロライド、アルキルメタクリレート、アクリル酸、メタクリル酸、イタコン酸、アクリロニトリル、メタクリロニトリル、及びその組合せ、好ましくはアルキルメタクリレート、アクリル酸、メタクリル酸、イタコン酸、アクリルニトリル、メタクリロニトリル、又はその組合せも含む。
【0051】
アルキルアクリレートは、ポリマーの結晶化温度の測定値によって示されるように泡安定性に影響を及ぼす。結晶化は好都合には、泡が形成されて、安定であるフィルム吹込みで遭遇した温度で十分に急速に引き起こされる。遭遇した温度での結晶化が不十分であると、ポリマー液体のままであり、フィルム形成及び回収に適切な泡を形成するためには寸法完全性が不十分である。少なくとも1つのアルキルアクリレートは好ましくは、商業的に許容される泡安定性を達成するのに十分に低い結晶化温度のために十分な量で存在する。結晶化温度は好ましくはせいぜい約75℃、より好ましくはせいぜい約60℃、そして最も好ましくはせいぜい約50℃である。
【0052】
アルキルアクリレートは、再溶融温度の測定値によって示されるように押出し安定性にも影響を及ぼす。少なくとも1つのアルキルアクリレートは好ましくは、コポリマーの許容されない分解を生じる温度未満での押出しにとっては十分に低いが、配向フィルムに使用される場合には、配向を促す結晶化速度に対応する再溶融温度を維持するために十分に高い温度での再溶融温度にとって十分な量で存在し、そうでなければ不十分なアルキルアクリレートが許容されないほど高い透過性又は高い結晶化温度を引き起こす。好ましい再溶融温度は用途と共に変化する。レトルトに耐えるように設計されたフィルムは好ましく約120℃を超える再溶融温度を有するが、室温で使用するためのフィルムは、室温よりやや上の再溶融温度を必要することがある。一連の用途では、再溶融温度は好ましくは少なくとも約100℃、より好ましくは少なくとも約120℃、そして最も好ましくは少なくとも約140℃である。再溶融温度は好ましくはせいぜい約185℃、より好ましくはせいぜい約175℃、そして最も好ましくはせいぜい約170℃である。
【0053】
アルキルアクリレートは、加熱調理又は他のより高い温度に暴露されるフィルムの場合、レトルト加工中のフィルムに包装されたソーセージの故障率の測定によって示されるように、フィルム耐久性にも影響を及ぼす。この故障率は、本明細書の別の箇所で述べたように決定される。少なくとも1つのアルキルアクリレートは好ましくは、商業的に許容される限度内の故障率に十分な量で存在する。商業的に許容される限度は用途と共に変化するが、本発明による組成物を含む物品が暴露される条件などの因子を使用して、当業者によってただちに決定される。故障率は好ましくは、10000当たりせいぜい約500、より好ましくは10000当たりせいぜい約150、そして最も好ましくは10000当たりせいぜい約20である。故障率が0であることが理想的であるが、商業的に望ましい調合物においても、故障率はしばしば10000当たり少なくとも約150であることが認識されている。
【0054】
アルキルアクリレートは、酸素透過性の測定によって示されるように、バリア特性にも影響を及ぼす。少なくとも1つのアルキルアクリレートは好ましくは、例えば約1〜6ヶ月の期間に亘って約5〜35℃の温度で酸素の周囲温度に暴露される肉では、暴露される条件下での食品の食用には許容されない酸化を回避するのに足る低い酸素透過性のために、再溶融温度などの特性を改良するのに十分な濃度で存在する。従って、所望の酸素透過性は、ビニリデンクロライドポリマーの所望の用途によって変化する。例えば冷凍加熱調理済み野菜を最大1ヶ月に亘って貯蔵するための硬質パッケージは、圧力加熱調理及び続いての酸素を含む加熱気体への暴露のために肉を包む薄いフィルムとは異なる要件を有する。当業者は、因子、例えばポリマー物品が暴露される条件、物品の厚さ、暴露時間の長さ、排除される気体の性質及び濃度、熱、保護された物質の排除された気体の影響に対する感受性、及び気体による影響の許容量を使用して、各用途について許容される透過性を決定できる。酸素透過性は好ましくは、せいぜい約9.1×10E−13m3.m/m2.sec.atm、より好ましくはせいぜい約4.6×10E−14m3.m/m2.sec.atm、そして最も好ましくはせいぜい約2.3×10E−14m3.m/m2.sec.atmである。酸素透過性0が理想的であるが、酸素透過性は少なくとも約4.6×10E−17m3.m/m2.sec.atmであることが多い。
【0055】
アルキルアクリレートは、製造一貫性及び生産性に影響を及ぼす。ビニリデンクロライドのアルキルアクリレートとの重合は、R. A. Wessling, Polyvinylidene Chloride, Gordon and Breach Science Publishers, New York, pp. 21-27, (1977)によって認識されるように、均一組成のコポリマーを生成する。このことは例えば重合の経過で著しい組成浮動を示すビニリデンクロライド−ビニルクロライドコポリマーと比較して、さらに一貫した組成のビニリデンクロライド−アルキルアクリレートコポリマーの生成を可能にする。ビニリデンクロライドと他のモノマーとの共重合は、重合速度の低下を引き起こすことがあり、アルキルアクリレートコポリマーと関連する該速度の低下は、例えば本明細書の表3に示すようなビニルクロライドコポリマーによって示される速度低下よりも著しく小さい。このことはビニリデンクロライド−アルキルアクリレートコポリマーのより高い生産性を可能にする。
【0056】
アルキルアクリレートは、ガラス転移温度の測定によって示されるように、低い温度耐久性にも影響を及ぼす。少なくとも1つのアルキルアクリレートは好ましくは、所期の用途に適切である耐久性に対応するのに足る低さのガラス転移温度にとって十分な量で存在する。ガラス転移温度は好都合には、せいぜい約10℃、好ましくはせいぜい約4℃、より好ましくはせいぜい約0℃、最も好ましくはせいぜい約−4℃である。ガラス転移温度は、できるだけ低い方が、好都合である。
【0057】
アルキルアクリレートは好都合には(モルパーセンテージとして)少なくとも約2.5の量で存在し、好ましくは少なくとも約3.4の、より好ましくは少なくとも約3.8の、そして最も好ましくは少なくとも約4.2の量で存在する。アルキルアクリレートは好都合にはせいぜい約9モルパーセントの、好ましくはせいぜい約7.5モルパーセントの、より好ましくはせいぜい約6.5モルパーセントの、そして最も好ましくはせいぜい約5.5モルパーセントの量で存在する。アルキルアクリレートがブチルアクリレート、メチルアクリレート又はエチルアクリレートである場合、これらの同じ量が選好である。
【0058】
ビニリデンクロライドポリマーのモノマー含有率の残りは好ましくはビニリデンクロライドであるが、代替的な実施形態において第2のアルキルアクリレートは第1のアルキルアクリレート、好ましくはブチルアクリレートの量よりも少ない量で存在する。合せたアルキルアクリレートの量の選好は、アルキルアクリレートについて上に挙げた量である。第2の代替的な、しかし好ましくない実施形態において、ビニリデンクロライド及びアルキルアクリレートと重合可能である少なくとも1つの追加のモノ不飽和モノマーは場合により、アルキルアクリレート、又は好ましくはブチルアクリレートの量よりも少ない、好ましくはせいぜい約8モルパーセントの、より好ましくはせいぜい約6モルパーセントの、最も好ましくはせいぜい約3モルパーセントの量で存在する。
【0059】
ビニリデンクロライド及びアルキルアクリレート又はその組合せと重合可能である、ビニリデンクロライド、アルキルアクリレート、及び場合により追加のモノ不飽和モノマーは、重合、好ましくは懸濁重合によって合わされる。プロセスは、少なくとも(a)少なくとも1つのビニリデンクロライドを含む組成物を少なくとも1つのアルキルアクリレートと接触させるステップと、(b)その重合に有効な条件にそれらを暴露するステップとを含む。重合は、所望のポリマー組成物を達成するために必要な特定のモノマー及びモノマー組成物が共に使用されることと、所望の分子量を達成するための時間、温度、開始剤を含む重合条件の特定の選択を除いて、US 2,968,651、US 3,007,903、US 3,879,359、及びUS 6,627,679によって教示されているような当分野の技術の範囲内である。
【0060】
好都合には、重合は、ビニリデンクロライドポリマーが押出し中の有効粘度、フィルム耐久性、及び製造生産性に好都合な重量平均分子量を有するように実施される。粘度及び耐久性に好都合な分子量を超える分子量は、製造生産性を低下させる。分子量は好都合には少なくとも約50,000、好ましくは少なくとも約70,000、より好ましくは少なくとも約80,000、最も好ましくは少なくとも約90,000ダルトンである。分子量は好ましくはせいぜい約200,000、より好ましくはせいぜい約150,000、最も好ましくはせいぜい約130,000である。1つの実施形態において、これらの選好の範囲内で少なくとも2つの分子量を有するビニリデンクロライドポリマーをブレンドして、ポリマー単独のどちらかよりも大きい分子量分布を通常有する、バイモーダル(bimodal)又はマルチモーダル(multimodal)組成物を形成する。別の実施形態において、独立して場合により以前に示された選好の範囲外である、少なくとも2つの分子量を有するビニリデンクロライドポリマーが、これらの選好の範囲内の平均分子量を有するバイモーダル又はマルチモーダル組成物中にブレンドされる。バイモーダル組成物は好都合には、同じ平均分子量のモノモーダル組成物よりも高い耐久性、流れ強度、安定性、加工性又はその組合せを有する。
【0061】
ビニリデンクロライドポリマーに加えて、本発明の組成物は少なくとも1つの可塑剤も含有する。そのような可塑剤は、エポキシ化油、例えばエポキシ化ダイズ油、エポキシ化アマニ油、ジブチルセバケート、アセチルトリブチルシトレート、好都合には少なくとも約300の分子量を有する他のポリマー性又は高分子量エステル油並びにその組合せ、好ましくはエポキシ化油及び脂肪族エステル並びにその組合せ、より好ましくはエポキシ化ダイズ油、エポキシ化アマニ油、ジブチルセバケート、アセチルトリブチルシトレート及びその組合せを含む。
【0062】
1つの実施形態において、可塑剤の組合せが好都合に使用される。組合せは好ましくは、少なくとも1つのエポキシ基を有する少なくとも1つの可塑剤(以下エポキシ可塑剤)及び少なくとも1つのエステル官能基を含有する少なくとも1つの可塑剤(以下エステル可塑剤)を含む。エポキシ可塑剤は、エポキシ化ダイズ油、エポキシ化アマニ油、エポキシ化ヒマワリ油、エポキシ化植物油、及びエポキシ化トリグリセリド並びにその組合せ、好ましくはエポキシ化植物油、エポキシ化アマニ油、エポキシ化ダイズ油及びその組合せ、より好ましくはエポキシ化ダイズ油及びその組合せを含む。エステル可塑剤は、ジブチルセバケート、アセチルトリブチルシトレート、他のシトレートエステル、好都合には少なくとも約300の分子量を有する他のポリマー性又は高分子量エステル油びにその組合せ、好ましくはジブチルセバケート、アセチルトリブチルシトレート及びその組合せ、より好ましくはジブチルセバケート及びその組合せを含む。エポキシ可塑剤がビニリデンクロライドポリマーの熱分解に対する保護を与え、同時にエステル可塑剤が可塑化でより有効であり、従って、エポキシ可塑剤単独と比較して規定の可塑化レベルを達成するのに必要な可塑剤の重量パーセンテージ全体を低下させるために、組合せは好都合である。
【0063】
可塑剤は、押出し中の粘度に影響を及ぼす。可塑剤は、ポリマーの分解を引き起こすのに足る剪断加熱を伴わずに押出し速度を達成するほど高くはないが、フィルム形成を実施するのに十分な溶融強度にとって低すぎない、押出し中の粘度にとって十分な量で使用される。可塑剤は結晶化速度にも影響を及ぼす。可塑剤は、安定な泡に対応する結晶化速度にとっては十分であるが、フィルムのバリア特性の許容されない低下を引き起こすには不十分な量で使用される。可塑剤はフィルム弾性率に影響を及ぼす。可塑剤は、用途にとって望ましいフィルム弾性率にとって十分な量で使用される。上述の目的に有効な量を超える可塑剤の量は、バリアの消失を低減するために回避される。可塑剤の最適量は、可塑剤の特質及びそのポリ(ビニリデンクロライド)コポリマーを可塑化する能力によって変化する。一般的な状況、例えば本明細書で述べるような状況では、可塑剤は、ビニリデンクロライドポリマー100重量部当たり少なくとも約1重量部、より好ましくは少なくとも約2重量部、最も好ましくは少なくとも約3重量部の量で存在する。可塑剤は好ましくは、ビニリデンクロライドポリマー100重量部当たりせいぜい約15重量部、より好ましくはせいぜい約9重量部、最も好ましくはせいぜい約6重量部である。100重量部当たり12〜15重量部のより多い量は中程度のバリア特性を必要とする用途、例えばガス発生チーズ(gassy cheese)用のラップに適切であり、100重量部当たり3〜9パーセント、好ましくは4〜6重量部のより少ない量は、より高いバリア特性が好ましい用途、例えばソーセージケーシングに好ましい。
【0064】
可塑剤の組合せを使用する場合、エポキシ可塑剤は、ビニリデンクロライドポリマーを熱分解から測定可能なほどに保護するのには十分であるが、エポキシ可塑剤のプレートアウト又は許容されないほど低下したバリア特性を生じるのには不十分である量で使用される。同様にエステル可塑剤は、過剰な剪断加熱及びポリマー分解を回避して、安定な泡を達成するように結晶速度を上昇させるために溶融粘度を低下させるには十分であるが、バリア特性を許容されないほど低下させるには不十分な量で使用される。エポキシ可塑剤は任意であり、したがって0の濃度又は量で存在できる。好ましくはエポキシ可塑剤は、(本発明の常法によるポリマー100部当たりの重量部として)少なくとも約0.1、より好ましくは少なくとも約0.5、最も好ましくは少なくとも約1の量で存在する。エポキシ可塑剤は好ましくは、ポリマー100部当たりせいぜい約15重量部、より好ましくはせいぜい約9重量部、最も好ましくはせいぜい約6重量部である。エステル可塑剤は好ましくは、上述した全可塑剤の好ましい量をもたらすために十分な量で存在する。
【0065】
少なくとも1つのビニリデンクロライドポリマー、及び少なくとも1つの可塑剤又はその組合せは混合によって合わされる。該プロセスは少なくとも(a)少なくとも1つのビニリデンクロライドポリマーを少なくとも1つの可塑剤、又はその組合せと接触させるステップと、(b)ポリマー、可塑剤、及び場合により他の添加剤の物理的に均一な分布を機械的手段によって、場合により熱を用いて達成するステップとを含む。該混合は、重合前のモノマーとの溶液混合及び重合後の樹脂とのブレンドを含む、乾燥ブレンド、スラリー混合、溶液混合、溶融ブレンド及びその組合せなどのプロセスを含めて、当分野の技術の範囲内である。剪断力を使用する場合、好ましい剪断速度は1〜1000往復秒である。
【0066】
図1は、可塑剤及びアルキルアクリレートの量と性能特性との間の関係を示す。160〜175℃の再溶融温度(実線の間)、40〜75℃の結晶化温度(破線の間)、そして−15〜−5℃のガラス転移温度(点線の間)の所望の標的性能の例を考えると、影付き範囲は、ビニリデンクロライド/ブチルアクリレートコポリマー並びに1重量パーセント エポキシ化ダイズ油及び残りのジブチルセバケートから成る可塑剤に使用できる潜在的な組成を示す。可塑剤又は可塑剤組合せの種類の変形は、線の多少異なる配置をもたらすであろう。当業者は、本明細書の情報を考慮して過度の実験なしにそのような線及び組成範囲を決定できる。同様に異なる標的性能特性も、線の異なる配置をもたらすであろう。
【0067】
図2は、可塑剤及びメチルアクリレートの量と性能特性との間の関係を示す。160〜175℃の再溶融温度(実線の間)、40〜75℃の結晶化温度(破線の間)、そして−10〜−0℃のガラス転移温度(点線の間)の所望の標的性能の例を考えると、影付き範囲は、ビニリデンクロライド/メチルアクリレートコポリマー並びに1重量パーセント エポキシ化ダイズ油及び残りのジブチルセバケートから成る可塑剤に使用できる潜在的な組成を示す。可塑剤又は可塑剤組合せの種類の変形は、線の多少異なる配置をもたらすであろう。当業者は、本明細書の情報を考慮して過度の実験なしにそのような線及び組成範囲を決定できる。同様に異なる標的性能特性も、線の異なる配置をもたらすであろう。メチルアクリレートはブチルアクリレートの同様の量で得られるよりも高いガラス転移温度を生じるので、メチルアクリレート用途のこの例には、より高いガラス転移温度が選択される。
【0068】
少なくとも1つのビニリデンクロライドポリマー、及び本発明の常法による少なくとも1つの可塑剤を含む該組成物は好都合には、少なくとも1つのフィルムに使用される。好ましくは、該フィルムは単層フィルム、より好ましくは包装材料に使用される単層フィルム、最も好ましくはソーセージケーシングに使用される単層フィルムである。該フィルムは好都合には、少なくとも約1ミクロン(1×10-6m)、好ましくは少なくとも約5ミクロン(5×10-6m)、より好ましくは少なくとも約7ミクロン(7×10-6m)、最も好ましくは少なくとも約20ミクロン(20×10-6m)の厚さを有する。大半の一般的な用途では、厚さは好都合にはせいぜい約500ミクロン(500×10-6)、好ましくはせいぜい約300ミクロン(300×10-6m)、より好ましくはせいぜい約150ミクロン(150×10-6m)である。
【0069】
組成物は、当分野の技術の範囲内の少なくとも1つのフィルム形成方法によって、好都合にフィルムに使用される。好ましくは、フィルム形成方法はフィルム吹込み法、より好ましくは単層吹込みフィルム法、最も好ましくは、ダブルバブル法として当業者に一般に既知である単層吹込みフィルム法である。例えばフィルムを形成する分野の技術の範囲内であるプロセスは、A. T. Widiger, R. L Butler, in O. J. Sweeting, ed., The Science and Technology of Polymer Films, Wiley Interscience, New York, (1971); Kirk-Othmer: Encyclopedia of Chemical Technology, Fourth Edition, Vol. 24, New York, John Wiley & Sons Inc. 1997, pp.912-913及びそこで引用された参考文献に開示されているプロセスを含む。1つの実施形態において、フィルム吹込み法は好ましくは(a)少なくとも1つのビニリデンクロライドポリマーと、本発明の常法による少なくとも1つの可塑剤とを含む組成物を供給するステップと;(b)該組成物を環状ダイによってチューブ形に押出すステップと;(c)押出したチューブを冷水浴内で急冷するステップと;(d)好ましくはニップロールのセットを使用して、好ましくは冷タンクの下部で、該チューブをつぶしてテープ形にするステップとを含む。1つの実施形態において、このチューブ及びつぶしたテープの幅のサイズ決めは、ニップロールのセットによってこの押し出されたチューブの内側に保持されている一定量の流体(ソック液(sock fluid)と呼ばれる)によって規定される。冷タンクニップロールによってつぶされる前にその内側にソック液(sock fluid)を含む押出しチューブは、「ダブルバブル」プロセスの第1のバブルである。冷タンク温度は好ましくは、ポリ(ビニリデンクロライド)コポリマーの結晶化核生成を最適化するように選択される。つぶしたテープは冷水タンクを出る場合、次のバブル吹込みステップ間の結晶核成長を助長する温度まで加熱するための温水タンクを通過することによって再加熱される。次に該組成物の安定な泡が空気を閉じ込めることによってフィルム内に形成され、温タンクを出るつぶしたテープを押し開く。最終フィルムのこの拡張された泡がダブルバブルプロセスの第2の泡である。フィルムの泡はつぶされて、少なくとも1つのロールに巻き付けられる。好ましい実施形態において、該ステップは、ステップ(a)と、ステップ(b)〜(i)の少なくとも3つ:(a)少なくとも1つのビニリデンクロライドポリマー及び本発明の常法による少なくとも1つの可塑剤と、本発明の常法による少なくとも1つの可塑剤とを含む組成物を供給するステップと、(b)該組成物をチューブ形に押出すステップと、(c)押出したチューブを急冷するステップと、(d)該チューブをつぶしてテープ形にするステップと、(e)つぶしたテープを温タンク内で再加熱するステップと、(f)押出したチューブの内側に保持された一定量の流体を使用して、つぶしたテープの所望の幅を得るためにチューブをサイズ決めするステップと、(g)該組成物の泡を形成するステップと、(h)フィルム泡をつぶすステップと、(i)得られたフィルムを少なくとも1個のロールに巻き付けるステップとを含む。「安定な泡」という用語は、プロセスの第2の泡においてサイズ又は形状が経時的に許容されないほど変化しない泡を意味する。
【0070】
フィルム吹込み法にとって好都合な条件は、つぶしたテープが泡を形成するのに十分な膨張速度を許容するには十分であるが、温タンクを出るニップロールへのテープの縁の粘着を引き起こすには不十分である任意の温度と、泡を所望のサイズまで拡張させるのに十分であるが、過剰な拡張によって泡を破裂させるには不十分である任意の圧力とを含む。好ましくは温タンクの温度は少なくとも約5℃、より好ましくは少なくとも約10℃、最も好ましくは少なくとも約20℃である。温タンク温度は好ましくは、せいぜい約80℃、より好ましくはせいぜい約60℃、最も好ましくはせいぜい約40℃である。好ましくは、冷タンク温度は少なくとも約5℃、より好ましくは少なくとも約7℃、最も好ましくは少なくとも約10℃である。冷タンク温度は好ましくはせいぜい約50℃、より好ましくはせいぜい約35℃、最も好ましくはせいぜい約20℃である。1つの好ましい実施形態において、フィルム、特に単層フィルムは、チャブ(chub)と呼ばれることが多い、少なくとも1つのソーセージケーシングを作成するのに有用である。該ソーセージケーシングは、本発明の常法による組成物の特性、例えばフィルム耐久性、バリア特性、収縮、ケーシングの中身への付着性を利用している。1つの実施形態において、該フィルムは加熱された場合に収縮して、中身の周囲にしっかりと適合して、中身の劣化につながる泡を回避するために十分に付着する。本発明の常法による組成とは異なる組成のソーセージケーシングは、フィルム耐久性、バリア特性、収縮、及びケーシングの中身への付着性の少なくとも1つの不十分さを示すことが多い。ソーセージケーシングの作成は好都合には、(a)フィルムのストリップを折畳むステップと、(b)サイドシームを形成するためにシーリングするステップと、(c)得られたチューブに充填するステップと、(d)インターバルで切断及び閉止するステップとを含む。該ストリップは好ましくは、少なくとも約750mの長さに亘って連続性である。インターバルは好ましくは規則的である。ソーセージケーシングの形成は、例えばUS 6,713,105 B1及び欧州特許第0029316 A1号によって教示されるような当分野の技術の範囲内の任意の手段による。
【0071】
さらに一般的には、本明細書で述べる組成物は好都合に物品、例えばフィルム、パッケージ、発泡体、容器、シート、積層体又はその組合せ;好ましくはフィルム、パッケージ、シート、ソーセージケーシング、又はその組合せ;より好ましくはラップ又はケーシングを含むパッケージ或いはその組合せ;最も好ましくは食品包装材料、又はその組合せに形成される。組成物はこれらの物品へフィルムについて上述したようなプロセス又は当分野の技術の範囲内の他の手段によって好都合に形成される。好ましいプロセスは少なくとも(a)本発明の組成物を形成装置に供給するステップと、(b)該組成物を好ましくは泡に吹き込むステップとを好都合に含む。好都合にはプロセスは、(c)該組成物を以下に述べる少なくとも1つの添加剤と混合するステップと、(d)形成装置内での流れを促進するために該組成物を十分に加熱するステップと、(e)形成後に形成済み物品を冷却するステップの少なくとも1つをさらに含む。
【0072】
ソーセージケーシングとして、そして本発明の他の実施形態において、該フィルムは例えば包装材料、レトルト包装材料、高温充填包装材料としての使用にあたって熱に暴露されることが多い。レトルト包装材料は、パッケージの履歴のある時点でパッケージの中身を少なくとも部分的に加熱調理するのに十分な温度に暴露される。高温充填包装材料はパッケージの充填時に、加熱調理、準備、又はそうでなければ加熱されたばかりのパッケージの中身、好ましくは食品の熱に暴露される。パッケージは高温の食品が投入されるバッグの形であることが多い。次にパッケージは、しばしば熱、又は高周波放射を使用して密封される。そのような用途では、本発明の組成物はとりわけフィルムの形である場合、好都合には少なくとも約35℃、好ましくは少なくとも約75℃、より好ましくは少なくとも約85℃、最も好ましくは少なくとも約93℃の熱に耐える。大半の用途では、遭遇する最高の熱は好都合にはせいぜい約155℃、好ましくはせいぜい約145℃、より好ましくはせいぜい約135℃、最も好ましくはせいぜい約125℃である。そのような熱は好都合には少なくとも約1分間、好ましくは少なくとも約20分間、より好ましくは少なくとも約60分間、最も好ましくは少なくとも約90分間耐えられる。大半の用途では、該熱はせいぜい約240分間、好ましくはせいぜい約200分間、より好ましくはせいぜい約150分間、最も好ましくはせいぜい約120分間の期間に亘って遭遇される。そのような温度に耐えられるかどうかは、その温度に規定時間に亘って暴露された、通常、水が充填されているバッグ、チューブ又はソーセージケーシングの故障率によって測定される。視覚的に補助されずに判定された、レトルト中のソーセージケーシング破損として定義される故障に注目する。本発明の目的では故障の完全な回避が目標であるが、本発明の構造がレトルト中にレトルト処理ソーセージ10,000当たりせいぜい約500、好都合にはせいぜい約300、さらに好都合にはせいぜい約200、最も好都合にはせいぜい約150、好ましくはせいぜい約100、より好ましくはせいぜい約50、最も好ましくはせいぜい約20のソーセージケーシング破損を示す場合、構造は規定された熱暴露条件に耐えると見なされる。
【0073】
本発明の常法では、高周波シーリングが本発明の物品、好ましくは食品包装材料、より好ましくはソーセージケーシングを作成するために好都合に使用される。高周波シーリングは、Steve Myers, Radio Frequency Sealing for Disposable Medical Products, Medical Device and Diagnostic Industry Magazine, December, 1999, p.32などの参考文献に開示されるように、当分野の技術の範囲内である。
【0074】
当分野の技術の範囲内の各種の添加剤が場合により、組成物に包含される。添加剤の種類及び量は、複数の因子に依存するであろう。1つのそのような因子は、組成物の所期の使用である。第2の因子は、添加剤に対する組成物の耐性である。すなわちポリマー組成物の物理的特性が許容されないレベルまで悪影響を及ぼされる前に添加できる添加剤の量である。他の因子は、組成物の調合及び化合の当業者に明らかである。
【0075】
例示的な添加剤は、熱及び光安定剤、顔料、押出し助剤及び潤滑剤を含む加工助剤、充填剤、抗酸化剤、プロセス助剤、例えばフルオロエラストマー、ポリ(ジメチルシロキサン)、アルキルアクリレート−アルキルメタクリレートコポリマー、酸除去剤、例えばテトラナトリウムピロホスフェート、ジエノフィル、脂肪酸、アミド又はそのグリセロールエステル、顔料、染料、他の着色剤を、場合によりキャリア樹脂、カルシウムカーボネート、シリカ又は他のアンチブロック剤及びその組合せと共に含む。これらの添加剤のそれぞれは当分野の技術の範囲内であり、それぞれの複数の種類が市販されている。好ましくは該組成物は一般的に使用されている添加剤、例えば列挙したような種類のみを含有する。
【0076】
例示的な処理助剤及び潤滑剤は、脂肪酸、例えばステアリン酸;エステル、例えば脂肪酸エステル、ワックスエステル、グリコールエステル、及び脂肪族アルコールエステル;脂肪族アルコール、例えばn−ステアリルアルコール;脂肪族アミド、例えばN,N’−エチレンビスステアラミド;脂肪酸の金属塩、例えばカルシウムステアレート、及びマグネシウムステアレート;フルオロカーボン、シロキサン、及びポリオレフィンワックス、例えばパラフィンワックス、並びに酸化ポリエチレンを含む。パラフィン及びポリエチレンワックス並びにその特性及び合成は、24 Kirk-Othmer Encyclopedia Chem. Tech. 3rd Ed., Waxes, at 473-77 (J. Wiley & Sons 1980)に述べられている。
【0077】
本発明の常法による組成物に場合により使用される追加の添加剤は、熱シール及び熱形成性能を含む物理的特性をこれらの機能のないフィルムと比べて改良するための、ポリマーフィルム性能添加剤、例えばエチレン/ビニルアセテート又はビニルクロライド/アルキルアクリレートコポリマー、接着剤、例えば本発明の常法による組成物のフィルムの表面上のエチレン/ビニルアセテート或いはそのようなフィルムの表面上の(ポリビニルクロライド)(PVC)を含む。
【0078】
反対に、同様の組成物に有害な影響を有することが既知である組成物、例えば高塩基性添加剤、例えば分子中にアミン基又は塩基性窒素基を含有するもの、或いはルイス酸として作用できる金属原子を含有する添加剤は好ましくは、少なくとも許容されない有害な影響を引き起こさない量で回避され、すなわち実質的に不在である。
【0079】
添加剤は、ポリマー又は添加剤に実質的な悪影響を持たない任意の混合プロセス、好ましくは乾燥ブレンド技法、又は溶融ブレンド或いは当分野の技術の範囲内の他の手段を使用して組成物中に好都合に包含される。当分野の技術水準の範囲内の他の包含方法は、ポリマースラリーへの添加又はスプレー添加を含む。本発明の常法では、添加剤の包含が均一であることが好都合である。添加剤の量は各添加剤の目的及び効果によって変化するが、添加剤の量(可塑剤を除く)は、ポリマー、可塑剤、及び他の添加剤を含む全組成に基づく重量パーセントで、好都合にはゼロか、好ましくは少なくとも約0.1、より好ましくは少なくとも約0.3、最も好ましくは少なくとも約0.5、好都合にはせいぜい約50、好ましくはせいぜい約10、より好ましくはせいぜい5、最も好ましくはせいぜい約3重量パーセントである。
【0080】
同様に本発明の常法による組成物は場合により、当分野の技術の範囲内の他のポリマーを含有する。ポリマーの種類及び量は、複数の因子に依存するであろう。1つのそのような因子は、組成物の所期の使用である。第2の因子は、ポリマーの適合性、すなわちポリマーが所期の目的のために、所望でなく分離しない十分に均質な混合物を形成できるかどうかである。他の因子は当業者に明らかである。1つの実施形態において、組成物は、本発明の常法による少なくとも2つのビニリデンクロライドポリマーを含有できる。別の実施形態において、組成物は、本発明の常法による少なくとも1つのビニリデンクロライドポリマーと、本明細書で教示されたものと異なる少なくとも1つのビニリデンクロライドポリマー、例えば本発明の常法によるビニリデンクロライドポリマーよりも多くのアルキルアクリレート又はビニルクロライドを有する少なくとも1つのビニリデンクロライドポリマーを含有する。なお別の実施形態において、組成物は、本発明の常法による少なくとも1つのビニリデンクロライドポリマーと、少なくとも1つの熱可塑性ポリウレタン又はアルファオレフィン及び不飽和カルボン酸のアルキルエステルのコポリマー、好ましくは熱可塑性ポリウレタン又はエチレン/メチルアクリレートコポリマー或いはエチレン/ブチルアクリレートコポリマー、より好ましくは1つの実施形態において熱可塑性ポリウレタン、或いはより好ましくは別の実施形態において、アルファオレフィン及び不飽和カルボン酸のアルキルエステルのコポリマー;又はその組合せを含有する。他のポリマーと組合せて使用する場合、本発明の常法による1つ又はそれ以上のビニリデンクロライドポリマーは好都合には、組成物の約100重量パーセントまでの、組成物の約50重量パーセント超の、さらに好都合には少なくとも約80重量パーセントの、最も好都合には少なくとも約90重量パーセントの、好ましくは少なくとも約95重量パーセントの、より好ましくは少なくとも約97重量パーセントの、最も好ましくはポリマー組成物の少なくとも約98重量パーセントである。他のポリマーはポリマー、他の成分又は添加剤に実質的に悪影響を及ぼさない任意の混合プロセス、好ましくは物理的又は溶融ブレンド、その組合せ或いは当分野の技術の範囲内の他の手段を使用して、組成物中に好都合に包含される。
【0081】
熱可塑性ポリウレタン(TPU)は既知であり、例えば米国特許第6,291,587号;第6,294,638号;第6,319,985号及び第6,323,299号に述べられている。オレフィン及び不飽和カルボン酸のアルキルエステルのコポリマーは当分野で既知であり、例えばEastman Chemical CompanyからEMAC、EMAC+、EBAC及びEBAC+という商標名で、SPで始まる数値呼称、例えばSP2255、SP2258、SP2205、SP1400、SP1307、及びSP1903の付いたエチレン/メチルアクリレートコポリマー及びエチレン/ブチルアクリレートコポリマーとして市販されている。好ましいオレフィンはアルファオレフィン、すなわちアルファ又は第1位置に二重結合1個を有するエチレン性不飽和化合物である。アルファオレフィンのうち、好ましくはC2〜C20、より好ましくはC2〜C10アルファオレフィン;エチレンが最も好ましい;他のアルファオレフィンはプロピレン、1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、及び1−オクテンを含む。不飽和カルボン酸の有効なアルキルエステルのうち、アクリル及びメタクリル酸のアルキルエステルが好ましく、アクリレートがより好ましい。アルキルエステルのうち、直鎖アルキル基が好ましく、C1〜C20のサイズが好ましく、C1〜C4アルキル基がより好ましく、メチル基が最も好ましい。コポリマーは場合により、しかし好ましくはないが、それと共重合された少なくとも1つの他のエチレン性不飽和モノマーの約30重量パーセントまで、好都合には約20重量パーセント未満、好ましくは約10重量パーセント未満の、より好ましくは約5重量パーセント未満、最も好ましくは約3重量パーセント未満を有するターポリマー又はより高次のポリマーである。これらの任意のモノマーは、スチレン、アクリロニトリル、メチルメタクリレート、アクリル酸、メタクリル酸、ビニルアセテート及びその組合せを含む。メチルアクリレートは最も好ましいアルキルエステルである。該コポリマーは好都合には、オレフィン及び不飽和カルボン酸のアルキルエステルの全重量に基づいて、少なくとも約1重量パーセントの、より好ましくは少なくとも約20重量パーセントのアルキルエステルを有する。高度の肉への付着強化と、包装された肉又は同様の食品へのオレフィン及びエステルのコポリマーの低い抽出性との良好なバランスを達成するために、約50重量パーセントまで又はそれ以上のアルキルエステルが有用であるが、より好ましくは40重量パーセント未満、最も好ましくは約30重量パーセント未満のアルキルエステルがコポリマー中に存在する。食品接触用フィルムが作成される組成物での使用のためには、食品、例えば脂肪へ抽出可能な物質のレベルが低いことが好都合である。
【0082】
本発明の目的及び利点を以下の実施例によってさらに説明する。これらの実施例で引用される特定の物質の量及びその量は、他の条件及び詳細事項と同様に、本発明を制限するために使用すべきではない。別途明示されない限り、すべてのパーセンテージ、部及び比は重量による。本発明の実施例は番号付けされているが、これに対して本発明の実施例ではない比較サンプルはアルファベットによって指定する。
【実施例1】
【0083】
ビニリデンクロライド−ブチルアクリレートコポリマーを懸濁プロセスで生成する。500ガロンのガラス内張りリアクターにブチルアクリレート42.1Kg、ビニリデンクロライド724Kg、水954Kg、エポキシ化ダイズ油7.66Kg、テトラナトリウムピロホスフェート3重量パーセント水溶液12.8Kg、2,6ジ−t−ブチル−4−メチルフェノール38.3グラム、t−ブチルペル−2−エチルヘキサノエート1.90Kg、懸濁剤としてのヒドロキシプロピルメチルセルロース1重量パーセント水溶液77.4Kgを装填する。ツインピッチブレードタービン撹拌機を52rpm(revolutions per minute、1分間当たり回転数)で使用して混合物を撹拌し、サスペンジョンを形成する。温度を20℃から70℃に上昇させる。重合を8.4時間に亘って進行させて、その期間中に温度を80℃に、撹拌を100rpmに上昇させる。モノマーのポリマーへの変換は約93重量パーセントである。次に未反応モノマーをリアクターから排出する。サスペンジョン中の得られた生成物ポリマーを真空下で90℃まで加熱して、残りの未反応モノマーを除去する。該ポリマー生成物を水から分離して、75℃〜90℃で空気乾燥させる。得られた生成物は分子量が122,000であり、粒径266ミクロン(266×10-6m)(体積平均)を有し、0.3ppm(part per million、パーツパーミリオン、すなわち0.00003重量パーセント)残存ビニリデンクロライド及び5.1ppmブチルアクリレートモノマー、0.87重量パーセント エポキシ化ダイズ油を有し、173.3℃の再溶融温度を有する。
【0084】
ビニリデンクロライド−ブチルアクリレートコポリマーベース樹脂をさらに調合して、単層フィルム押出しに適したブレンド樹脂を得る。この最終調合ブレンドは、2.5重量パーセント ジブチルセバケート、2.5重量パーセント エポキシ化ダイズ油、0.1% パラフィンワックス、0.1パーセント 酸化ポリエチレンワックス、0.11パーセント カルシウムカーボネート、0.11パーセント ステアラミド並びに0.15パーセント 高密度ポリエチレン及びポリ(ジメチルシロキサン)の50/50複合ブレンドを含有する。これらの成分は、高強度ミキサーで混合され、そこで固体添加剤が最初に添加されて、完全に分散させて、液体可塑剤の添加を完全な混合と共に続けた。ブレンドした樹脂の押出し前に、ブレンドした樹脂を最低1日静値して液体可塑剤を樹脂中に吸収させる。
【0085】
フィルム押出しは、Egan Machineryが作成した3.5インチ(90mm、0.09m)押出機、Model J007790及びカナダのMacro Engineeringが製造したフィルム吹込み装置、Model ME−SNIP−64−3HP−250より成る吹込みフィルム押出しラインで実施する。使用したスクリューは、24〜1L/D(length to diameter、長さ対径)比及び3:1圧縮比を持つ一条ネジである。押出しラインは、環状押出物が吹込み前に急冷される冷水急冷タンクを装備しており、つぶしたテープ(平らにされたチューブ)が加温される温水タンクが続く。該加温チューブは次に二軸方向に吹込みされる。詳細なフィルム押出し条件は次の通りである:
押出機温度及び圧力プロフィール:
供給ゾーン:40℃
ゾーン1:168℃ 1100psi(7585kPa)
ゾーン2:165℃ 3345psi(23064kPa)
ゾーン3:162℃ 321psi(2213kPa)
ゾーン4:159℃ 2117psi(14597kPa)
ゾーン5:156℃ 2065psi(14238kPa)
アダプタ:165℃
ダイ:165℃
押出機rpm:38(0.63r/s)
押出速度:235lb/hr(1.78Kg/s)、飢餓供給(starve fed)(すなわち供給速度は、押出スクリューの回転速度の代わりに、ホッパー内への固体供給を計量するフィーダーによって制御される)
頭部圧力:2134psi(14714kPa)
冷タンク温度:53°F(11.7℃)
温タンク温度:95°F(35℃)
ブローアップ比:4.04(吹込みフィルムのレイフラット幅の、フィルムがそれから吹込まれたつぶしたテープのレイフラット幅に対する比によって測定)。
装置方向伸張比:3.46
フィルムゲージ=160ゲージ(40.6ミクロンすなわち40.6×10-6m)二重巻(各層は80ゲージである(20.3ミクロンすなわち20.3×10-6m)。)
フィルムの物理的特性は次の通りである:
ASTM D1922の手順により決定したエルメンドルフ引裂強度、装置方向(MD)=18g/mil(708660g/m)、幅方向(CD)=20g/mil(787400g/m)。
ASTM D1709の手順により決定した落槍衝撃強度=119g
ASTM D1204の手順により決定した収縮、MD=22パーセント長さ、CD=17パーセント長さ
ASTM D3354の手順により決定したブロック強度=25g
ASTM D3985の手順により決定した酸素透過性=1.79cc−mil/100sq.in−day−atm(8.157×10E−15m3・m/m2・sec・atm)。
【実施例2】
【0086】
ガラスシトレートボトルにブチルアクリレート6.22グラム、ビニリデンクロライド88.58グラム、エポキシ化ダイズ油0.96グラム、ジブチルセバケート4.00グラム、2,6ジ−t−ブチル−4−メチルフェノール0.0048グラム、t−ブチルペル−2−エチルヘキサノエート0.235グラム、ヒドロキシプロピルメチルセルロース0.10グラム、テトラナトリウムピロホスフェート0.034グラム及び水149.87グラムを装填する。シトレートボトルにキャップをして、水浴に置く。浴内でボトルを転倒させて混合を与える。温度を周囲温度から70℃まで上昇させる。重合を10時間に亘って進行させ、温度を80℃まで上昇させる。ポリマーを水から分離して、70℃で15時間乾燥させる。回収した収率は約93重量パーセントである。分子量は102,400Mw(重量平均分子量)である。
【実施例3】
【0087】
ガラスシトレートボトルにメチルアクリレート4.27グラム、ビニリデンクロライド90.54グラム、エポキシ化ダイズ油0.96グラム、ジブチルセバケート4.00グラム、2,6ジ−t−ブチル−4−メチルフェノール0.0048グラム、t−ブチルペル−2−エチルヘキサノエート0.235グラム、ヒドロキシプロピルメチルセルロース0.10グラム、テトラナトリウムピロホスフェート0.034グラム及び水149.87グラムを装填する。シトレートボトルにキャップをして、水浴に置く。浴内でボトルを転倒させて混合を与える。温度を周囲温度から70℃まで上昇させる。重合を10時間に亘って進行させ、温度を80℃まで上昇させる。ポリマーを水から分離して、70℃で15時間乾燥させる。回収した収率は約91重量パーセントである。分子量は98,600Mwである。
【実施例4】
【0088】
ガラスシトレートボトルにエチルアクリレート4.93グラム、ビニリデンクロライド89.87グラム、エポキシ化ダイズ油0.96グラム、ジブチルセバケート4.00グラム、2,6ジ−t−ブチル−4−メチルフェノール0.0048グラム、t−ブチルペル−2−エチルヘキサノエート0.235グラム、ヒドロキシプロピルメチルセルロース0.10グラム、テトラナトリウムピロホスフェート0.034グラム及び水149.87グラムを装填する。シトレートボトルにキャップをして、水浴に置く。浴内でボトルを転倒させて混合を与える。温度を周囲温度から70℃まで上昇させる。重合を10時間に亘って進行させ、温度を80℃まで上昇させる。ポリマーを水から分離して、70℃で15時間乾燥させる。回収した収率は約92重量パーセントである。分子量は99,900Mwである。
【実施例5】
【0089】
ガラスシトレートボトルにメチルアクリレート3.16グラム、2−エチルヘキシルアクリレート2.26グラム、ビニリデンクロライド89.39グラム、エポキシ化ダイズ油0.96グラム、ジブチルセバケート4.00グラム、2,6ジ−t−ブチル−4−メチルフェノール0.0048グラム、t−ブチルペル−2−エチルヘキサノエート0.235グラム、ヒドロキシプロピルメチルセルロース0.10グラム、テトラナトリウムピロホスフェート0.034グラム及び水149.87グラムを装填する。シトレートボトルにキャップをして、水浴に置く。浴内でボトルを転倒させて混合を与える。温度を周囲温度から70℃まで上昇させる。重合を10時間に亘って進行させ、温度を80℃まで上昇させる。ポリマーを水から分離して、70℃で15時間乾燥させる。回収した収率は約94重量パーセントである。分子量は106,000Mwである。
【0090】
(比較実施例A)
ガラスシトレートボトルにメチルアクリレート7.11グラム、ビニリデンクロライド87.69グラム、エポキシ化ダイズ油0.96グラム、ジブチルセバケート4.00グラム、2,6ジ−t−ブチル−4−メチルフェノール0.0048グラム、t−ブチルペル−2−エチルヘキサノエート0.235グラム、ヒドロキシプロピルメチルセルロース0.10グラム、テトラナトリウムピロホスフェート0.034グラム及び水149.87グラムを装填する。シトレートボトルにキャップをして、水浴に置く。浴内でボトルを転倒させて混合を与える。温度を周囲温度から70℃まで上昇させる。重合を10時間に亘って進行させ、温度を80℃まで上昇させる。ポリマーを水から分離して、70℃で15時間乾燥させる。回収した収率は約92重量パーセントである。分子量は98,000Mwである。
【0091】
(比較実施例B)
比較実施例Bは、フィルム及びチャブ用途で使用するための、Dow Chemical Companyから商標名Saran 168で市販されているビニリデンクロライド/ビニルクロライドコポリマーである。そのようなものとして、その特性は性能標準として使用される。所望の性能特徴を達成するために有用なコモノマー及び可塑剤の量は、樹脂における基本的な相違のために、ビニリデンクロライド/ビニルクロライド樹脂とビニリデンクロライド/アルキルアクリレート樹脂とでは異なる。
【表1】
【0092】
表1は、押出し及び泡安定性に対するコモノマー選択の効果を示す。この例では、再溶融又は結晶化温度が低ければ低いほどよい。性能標準は、押出し加工で良好に機能するビニルクロライド樹脂によって設定される。この例は、ブチルアクリレート樹脂組成物がより生産性の低いビニルクロライド樹脂に同様の性能を与えられる方法を示している。高いアクリレート含有率を有する同様の生産性のメチルアクリレート樹脂は、許容されないほど高い結晶化温度を与える。低いメチルアクリレート含有率では、これらの樹脂は許容される結晶化速度を与える。
【実施例6】
【0093】
ビニリデンクロライド−メチルアクリレートコポリマーを懸濁プロセスで生成する。500ガロンのガラス内張りリアクターにメチルアクリレート36.8Kg、ビニリデンクロライド731Kg、水956Kg、エポキシ化ダイズ油7.67Kg、テトラナトリウムピロホスフェート3重量パーセント水溶液13.0Kg、2,6ジ−t−ブチル−4−メチルフェノール38.4グラム、t−ブチルペル−2−エチルヘキサノエート1.92Kg及び懸濁剤としてのヒドロキシプロピルメチルセルロース1重量パーセント水溶液77.6Kgを装填する。混合物をツインピッチブレードタービン撹拌機によって52rpmで撹拌し、サスペンジョンを形成する。温度20℃から68.5℃に上昇させる。重合を8.8時間に亘って進行させて、温度を80℃に、撹拌を100rpmに上昇させる。モノマーのポリマーへの変換は約93重量パーセントである。次に未反応モノマーをリアクターから排出する。サスペンジョン中の得られた生成物ポリマーを真空下で90℃まで加熱して、残りの未反応モノマーを除去する。該ポリマー生成物を水から分離して、75℃〜90℃で空気乾燥させる。得られた生成物は118,900Mwであり、266ミクロン(266×10-6m)(体積平均)の粒径を有し、2.8ppm(part per million、パーツパーミリオン、すなわち0.00028重量パーセント)残存ビニリデンクロライド及び1ppm未満のメチルアクリレートモノマー、0.85重量パーセント エポキシ化ダイズ油を有し、170.7℃の再溶融温度を有する。
【0094】
ビニリデンクロライド−メチルアクリレートコポリマーベース樹脂をさらに調合して、単層フィルム押出しに適したブレンド樹脂を得る。この最終調合ブレンドは、2.5重量パーセント ジブチルセバケート、2.5重量パーセント エポキシ化ダイズ油、0.1% パラフィンワックス、0.1パーセント 酸化ポリエチレンワックス、0.11パーセント カルシウムカーボネート、0.11パーセント ステアラミド並びに0.15パーセント 高密度ポリエチレン及びポリ(ジメチルシロキサン)の50/50複合ブレンドを含有する。これらの成分を高強度ミキサーで混合して、そこで固体添加剤が最初に添加され、完全に分散させてから、液体可塑剤の添加を完全な混合と共に続けた。ブレンドした樹脂の押出し前に、ブレンドした樹脂を最低1日静値して液体可塑剤を樹脂中に吸収させる。
【0095】
フィルム押出しは実施例1で述べた装置で実施する。使用したスクリューは、24〜1L/D(length to diameter、長さ対径)比及び3:1圧縮比を持つ一条ネジである。押出しラインは、環状押出物が吹込み前に急冷される冷水急冷タンクを装備しており、つぶしたテープ(平らにされたチューブ)が加温される温水タンクが続く。該加温チューブは次に二軸方向に吹込みされる。詳細なフィルム押出し条件は次の通りである:
押出機温度及び圧力プロフィール:
供給ゾーン:40℃
ゾーン1:169℃ 1093psi(7537kPa)
ゾーン2:166℃ 3293psi(22705kPa)
ゾーン3:162℃ 694psi(4784kPa)
ゾーン4:158℃ 2337psi(16114kPa)
ゾーン5:156℃ 2065psi(13049kPa)
アダプタ:165℃
ダイ:165℃
押出機rpm:35(0.583r/s)
押出速度:235lb/hr(1.78Kg/s)、飢餓供給(starve fed)(すなわち供給速度は、押出スクリューの回転速度の代わりに、ホッパー内への固体供給を計量するフィーダーによって制御される)
頭部圧力:2083psi(14302kPa)
冷タンク温度:68°F(20℃)
温タンク温度:100°F(37.8℃)
ブローアップ比:3.91(吹込みフィルムのレイフラット幅の、フィルムがそれから吹込まれたつぶしたテープのレイフラット幅に対する比によって測定)。
装置方向伸張比:4.16
フィルムゲージ=160ゲージ(40.6ミクロンすなわち40.6×10-6m)二重巻(各層は80ゲージである(20.3ミクロンすなわち20.3×10-6m))
フィルムの物理的特性は次の通りである:
ASTM D1922の手順により決定したエルメンドルフ引裂強度、装置方向(MD)=20g/mil(787400g/m)、幅方向(CD)=18g/mil(708660g/m)
ASTM D1709の手順により決定した落槍衝撃強度=119g
ASTM D1204の手順により決定した収縮、MD=29パーセント長さ、CD=23パーセント長さ
ASTM D3354の手順により決定したブロック強度=69g
ASTM D3985の手順により決定した酸素透過性=1.41cc−mil/100sq.in−day−atm(6.425×10E−15m3・m/m2・sec・atm)。
【実施例7】
【0096】
実施例6の手順を使用して調製した、95.2パーセント ビニリデンクロライド及び4.8パーセント メチルアクリレートで、0.76パーセント エポキシ化ダイズ油を含有するビニリデンクロライド−メチルアクリレートコポリマーベース樹脂をさらに調合して、単層フィルム押出しに適したブレンド樹脂を得る。この最終調合ブレンドは、2.5重量パーセント ジブチルセバケート、2.5重量パーセント エポキシ化ダイズ油、0.1% パラフィンワックス、0.1パーセント 酸化ポリエチレンワックス、0.11パーセント カルシウムカーボネート、0.11パーセント ステアラミド並びに0.15パーセント 高密度ポリエチレン及びポリ(ジメチルシロキサン)の50/50複合ブレンドを含有する。これらの成分は、高強度ミキサーで混合され、そこで固体添加剤が最初に添加されて、完全に分散させて、液体可塑剤の添加を完全な混合と共に続けた。ブレンドした樹脂の押出し前に、ブレンドした樹脂を最低1日静値して液体可塑剤を樹脂中に吸収させる。
【0097】
フィルム押出しは実施例1で述べた装置で実施する。使用したスクリューは、24〜1L/D(length to diameter、長さ対径)比及び3:1圧縮比を持つ一条ネジである。押出しラインは、環状押出物が吹込み前に急冷される冷水急冷タンクを装備しており、つぶしたテープ(平らにされたチューブ)が加温される温水タンクが続く。該加温チューブは次に二軸方向に吹込みされる。詳細なフィルム押出し条件は次の通りである:
押出機温度及び圧力プロフィール:
供給ゾーン:40℃
ゾーン1:170℃ 1116psi(7696kPa)
ゾーン2:162℃ 3544psi(24436kPa)
ゾーン3:162℃ 2240psi(15441kPa)
ゾーン4:157℃ 2217psi(15287kPa)
ゾーン5:163℃ 2371psi(14983kPa)
アダプタ:165℃
ダイ:165℃
押出機rpm:37(0.583r/s)
押出速度:246lb/hr(1.86Kg/s)、飢餓供給(starve fed)(すなわち供給速度は、押出スクリューの回転速度の代わりに、ホッパー内への固体供給を計量するフィーダーによって制御される)
頭部圧力:2121psi(14563kPa)
冷タンク温度:60°F(15.6℃)
温タンク温度:87°F(30.6℃)
ブローアップ比:4.26(吹込みフィルムのレイフラット幅の、フィルムがそれから吹込まれたつぶしたテープのレイフラット幅に対する比によって測定)。
装置方向伸張比:4.25
フィルムゲージ=160ゲージ(40.6ミクロンすなわち40.6×10-6m)二重巻(各層は80ゲージである(20.3ミクロンすなわち20.3×10-6m))
【表2】
【0098】
表2は、一定のバリアでの耐久性に対するコモノマー選択の効果を示す。この例では、バリア及び破損が低ければ低いほどよい。性能標準は、フィルム性能の観点から良好に機能するビニルクロライド樹脂によって設定される。すべての樹脂が許容されるバリアを与えた;しかしながらメチルアクリレート樹脂は、より多いレトルト破損を有していた。
【実施例8】
【0099】
表3に示すようなビニリデンクロライド及びアクリレートモノマーの一連のモノマー混合物を調製する。それぞれ0.2パーセント エポキシ化ダイズ油、3400ppm t−ブチルペル−2−エチルヘキサノエート及び50ppm ジ−t−ブチル−4−メチルフェノールを含有する。1500ppm ヒドロキシプロピルメチルセルロース及び508ppm テトラナトリウムピロホスフェートを含有する水溶液も調製する。1リットル ガラス容器を備えたMettler RC1熱量測定リアクターにモノマー混合物296.5±0.5グラム及び水溶液369.5±0.5グラムを添加する。該混合物を600rpmで撹拌する。リアクター温度を120分間に亘って20℃から71℃まで上昇させる。次にリアクター温度を71℃で一定に120分間維持する。熱放出速度を熱量測定リアクターによって測定する。これよりモノマーのポリマーへの6パーセント変換及び71℃での重合速度を、1時間当たりのモノマーのポリマーへの変換パーセントによって計算する。重合速度は、ビニリデンクロライド、メチルアクリレート及びブチルアクリレートそれぞれについて334、394及び262BTU/ポンド(それぞれ776350、915814及び608993J/kg)の重合熱を仮定して計算する。結果を表3に示す。ビニリデンクロライドホモポリマーと比較したコポリマーの重合の相対速度を計算して、表3にも示す。これらをW. I. Begnough and R. G. W. Norrish, Proc. R. Soc. A218, 155 (1953)による、比較ビニルクロライドコポリマーの相対速度と比較する。モルパーセントビニルクロライドがより高いことに注目すべきである。これはしかしながら単層フィルム用途のために市販されている一連のビニルクロライドコポリマーと一致している。このデータは、同じ用途に適した代替的なビニリデンクロライド−ビニルクロライドコポリマーと比較して、ビニリデンクロライド−アクリレートポリマーのより高い相対重合速度を示す。
【表3】
【図面の簡単な説明】
【0100】
【図1】好ましい再溶融温度、ガラス転移温度及び結晶化温度を与える、ブチルアクリレート及び可塑剤のグラフ表示である。
【図2】好ましい再溶融温度、ガラス転移温度及び結晶化温度を与える、メチルアクリレート及び可塑剤のグラフ表示である。
【技術分野】
【0001】
(関連出願の相互参照)
本出願は、2004年10月12日及び2004年10月19日にそれぞれ提出された米国特許仮出願第60/618,003号及び第60/620,057号の利益を請求する。
【0002】
(連邦政府によって資金提供を受けた研究開発の記載)
適用せず
【背景技術】
【0003】
本発明はビニリデンクロライドポリマー及びその組成物、特に可塑剤を含有するそのような化合物に関する。本発明は、ビニリデンクロライドポリマーの組成物のフィルムでの使用にも関する。
【0004】
(従来技術の説明)
ビニリデンクロライドのポリマーは、水蒸気、臭気、酸素、他の移動種、又はその組合せの移送に対するそのバリア特性のために、包装に使用されてきた。そのようなポリマーは一般に、その結晶化特徴と同様に、ビニリデンクロライドホモポリマーの硬くひび割れる傾向のために、ビニリデンクロライドのコポリマーである。商業上の常法ではメチルアクリレートなどのコポリマーは、優れたバリア特性を提供でき、同時に他の層はフィルム形成における安定性(押出しプロセス中の泡安定性)を、そのようなビニリデンクロライド/alkyアクリレートポリマー単独においては望ましいとは言えないことが多いフィルム耐久性及び密封特性と同様に提供できるため、そのようなコポリマーは多層で幅広く使用されてきた。そのような多層フィルムは、例えば米国特許第6,045,924号及び第5,759,702号などの参考文献で教示されているように、当業者の技能の範囲内である。単層フィルムとして、単独の市販のビニリデンクロライド/メチルアクリレートポリマーはそのような低速の結晶化を示すことが多いので、それらは特に効率的な市販装置でのフィルム製造に必要な泡安定性を欠いている。加えて例えば多層フィルムを吹込みして、他の層を剥離することによって単層フィルムが形成される場合、とりわけレトルト、又は他の加熱調理用途などでの熱への暴露中又は暴露後、フィルム耐久性は低いことが多い。
【0005】
単層フィルムでは、2枚重ね単層フィルムでも、押出し及び泡安定性を備えたバリア特性と、フィルム耐久性及びシーリングウィンドウとの組合せのために、ビニルクロライドを含むビニリデンクロライドコポリマーが使用されてきた。しかしながらビニルクロライドは例えば、ビニリデンクロライドとの共重合が低速であるという欠点を有する。
【0006】
食品用ラップ、レトルトパッケージ、及び1つ又はそれ以上の層の単層フィルムから成るソーセージケーシングなどのパッケージなどの用途に有用であり、ビニリデンクロライドとビニルクロライドとのコポリマーよりも高い重合生産性又は速度をなお有する、バリア特性、靭性、押出し安定性、泡安定性、フィルム耐久性、好ましくは高周波シーリング用のシーリングウィンドウの少なくとも2つの組合せを備えた単層フィルムが望ましい。
【0007】
高温充填に適切であるか、或いは内部で食品を包装時か、或いは例えば湯中への浸漬又は蒸気への暴露により消費者が加熱調理できるバッグなどの、高温用途で使用できるシート、蓋用材料、及び容器、例えばパウチ、チューブ及びバッグなどの包装材料を含む、単層構造、特に単層フィルム及び構造への要求がある。そのような熱処理はクックイン(cooki in)又はレトルトと呼ばれることが多く、そのような処理で使用されるフィルムはクックイン又はレトルトフィルムとして知られる。
【0008】
クックイン、レトルト又は高温充填フィルムは好ましくは、食品を含有するその能力を損なうことなく、加熱調理又は充填に適切な期間に亘る加熱又は充填に適した高温条件への暴露に耐えることができる。これは具体的な用途に応じて、充填のための高温食品との短時間の接触から、125℃又はそれ以上の低速加熱調理条件で最大12時間に及ぶことがある。高温でのそのような長期間の間に、クックインフィルムから形成されたパッケージは好ましくは、故障(すなわちシーム又は別の箇所のどちらかでの分解)に耐える。
【発明の開示】
【0009】
アルキルアクリレート、とりわけブチルアクリレート、しかし代替的な実施形態では、好ましくはメチルアクリレート又はエチルアクリレートと、ビニリデンクロライドとのあるコポリマーがある可塑剤の有効量と共に使用された場合に、単層フィルム及びそのようなフィルムから成るソーセージケーシングなどのパッケージなどの用途で有用である、バリア特性、靭性、押出し安定性、泡安定性、フィルム耐久性、シーリングウィンドウ及び重合生産性又は速度の少なくとも2つの望ましい組合せを有することが見出されている。このような組成のフィルムは、効率的な商業用フィルム吹込み装置での製造に適切であり、好ましくはレトルト条件に暴露された場合でさえ好都合に耐久性である。
【0010】
本発明は、少なくとも1つのビニリデンクロライドポリマー及び少なくとも1つの可塑剤を含む組成物から作成される単層吹込みフィルムを含む物品を含み、ここで少なくとも1つのビニリデンクロライドポリマーは、ビニリデンクロライドと、メチルアクリレート、エチルアクリレート、又はブチルアクリレート或いはその組合せから選択される少なくとも1つのアルキルアクリレートをビニリデンクロライドポリマーのモノマー含有率の2.5〜9モルパーセントで含み、該可塑剤はポリマー100部当たり1〜15重量部の量で存在し、物品はパッケージ、容器、積層体、ソーセージケーシング又はその組合せから選択され、ここでアルキルアクリレートは以下の特徴のうち少なくとも4つを生じる量で存在する:(a)せいぜい約75℃の結晶化温度;(b)100℃〜185℃の再溶融温度;(c)75℃〜145℃の温度で20分間〜200分間の期間に亘って加熱した後の10000当たりせいぜい約500の故障率;(d)4.6x10E−17m3.m/m2.sec.atm〜9.1x10E−13m3.m/m2.sec.atmの酸素透過性;及び(e)せいぜい約10℃のガラス転移温度。
【0011】
本発明は、(a)本発明の組成物を形成装置に供給するステップと;(b)該組成物を少なくとも1つの添加剤と混合するステップと、(c)形成装置内での流れを促進するために該組成物を十分に加熱するステップと;(d)該組成物に吹込みするステップと;(e)形成後に形成済み物品を冷却するステップからの、好都合には少なくとも1つの、さらに好都合には2つの、好ましくは3つの、より好ましくは4つのステップを含む本発明の物品を作成するプロセス、或いは(a)フィルムのストリップを折畳むステップと;(b)サイドシームを形成するためにシーリングするステップと;(c)得られたチューブに充填するステップと、(d)インターバルで切断及び閉止するステップの、好都合には少なくとも1つの、さらに好都合には2つの、好ましくは3つの、最も好ましくは4つのステップを含む、ソーセージケーシングを作成するプロセス;或いは(a)本発明の組成物を供給するステップと、(b)該組成物をチューブ形に押出すステップと;(c)押出したチューブを急冷するステップと;(d)該チューブをつぶしてテープ形にするステップと;(e)つぶしたテープを温タンクで加熱するステップと;(f)押出したチューブの内側に保持された一定量の流体を使用して、つぶしたテープの所望の幅を得るためにチューブをサイズ決めするステップと;(g)該組成物の泡を形成するステップと;(h)フィルム泡をつぶすステップと;(i)得られたフィルムを少なくとも1個のロールに巻き付けるステップの;少なくとも3つの、好都合には4つの、さらに好都合には5つの、好ましくは6つの、より好ましくは7つの、最も好ましくは8つのステップを含む、フィルムを作成するプロセス、或いは高周波シーリングのステップを含む、本発明の組成物を含む物品を作成するプロセスを含む。フィルム吹込みプロセスでは、温度は好ましくは、つぶしたテープが泡を形成するのに十分な膨張速度を許容するには十分であるが、温タンクを出るニップロールへのテープの縁の粘着を引き起こすには不十分であり、より好ましくは温水タンク内では、温度は5℃〜80℃である。フィルムは好ましくは、少なくとも1つの隣接層に場合により付着した単層フィルム、場合により2つ又はそれ以上の層の単層フィルムである。
【0012】
本発明は、少なくとも1つの可塑剤と、ビニリデンクロライド及び少なくとも1つのアルキルアクリレート、最も好ましくはブチルアクリレート又は、別の実施形態においてはメチルアクリレート、又は第3の実施形態においてはエチルアクリレートからのモノマー単位を有する少なくとも1つのビニリデンクロライドポリマーとから成る組成物を含み、アルキルアクリレートの量は、以下の条件の少なくとも2つ、好都合には3つ、好ましくは4つ、より好ましくは5つが満足されるか、又はアルキルアクリレートの量が2.5〜9モルパーセントであるか、又はその組合せであるように選択され;該条件は:(1)商業的に許容される泡安定性を達成するために十分低く、そしてせいぜい75℃である結晶化温度;(2)コポリマーの許容されない分解を生じる温度よりも低い温度での押出しにとっては十分に低いが、配向を促す結晶化速度に対応する再溶融温度を維持するために十分に高い、再溶融温度、好ましくは少なくとも100℃〜185℃;(3)商業的に許容される限度内である故障率、好ましくは10000当たりせいぜい約500;(4)暴露される条件下での食品の食用には許容されない酸化を回避するために十分低い酸素透過性、好ましくはせいぜい約9.1x10E−13m3.m/m2.sec.atm;(5)所期の用途に適した耐久性に対応するために十分に低いガラス転移温度、好ましくはせいぜい約10℃であり、或いは該特性の任意の1つ又はそれ以上が提示したものの好ましい範囲内であり、可塑剤の量は、以下の条件の少なくとも1つ、好ましくは2つ、より好ましくは3つを満足するようであるか、或いは好ましくは可塑剤の量は組成物又はその組合せの1〜15重量パーセントである:(1)ポリマーの分解を引き起こすのに十分な剪断加熱を伴わずに押出し速度を達成するために高すぎず、フィルム形成を実施するために十分な溶融強度のために低すぎない、押出し中の粘度;(2)フィルムのバリア特性の許容されない低下には対応しないが、安定な泡には十分に対応する、結晶化速度;又は(3)用途にとって望ましいフィルム弾性率。
【0013】
可塑剤は好ましくは、少なくとも1つのエポキシ可塑剤及び少なくとも1つのエステル可塑剤を含み、より好ましくは、該エポキシ可塑剤はビニリデンクロライドポリマーを熱分解から測定可能な程度まで保護するのに十分であるが、エポキシ可塑剤のプレートアウトを生じない、又はバリア特性を許容されないほど低下させない量であり、該エステル可塑剤は、過剰な剪断加熱及びポリマー分解回避するために溶融粘度を低下させ、安定な泡を達成するために結晶化速度を上昇させるのに十分であるが、バリア特性を許容されないほど低下させない量であり、最も好ましくは、エポキシ可塑剤はビニリデンクロライドポリマー100重量部当たり0.1〜15重量部の量であり、エステル可塑剤は、上に挙げた条件又は量を達成するのに十分な全可塑剤量をもたらすのに十分な量で存在する。本発明のそのような組成物は1つ又はそれ以上の可塑剤に加えて、場合により当分野の技術の範囲内の他の添加剤を含む。
【0014】
本発明は、本発明の組成物を形成するために、少なくとも1つのビニリデンクロライドポリマーと、少なくとも1つの可塑剤又はその組合せとを混合するプロセスを含む。
【0015】
本発明は物品、例えばフィルム、パッケージ、発泡体、容器、シート、積層体、又はその組合せ、好都合にはフィルム、パッケージ、シート、ソーセージケーシング、さらに好都合にはラップ又はケーシングを含むパッケージ、好ましくは食品包装材料、より好ましくは本発明の組成物より成るソーセージケーシングも含む。該ソーセージケーシングは好ましくは少なくとも1つの単層フィルムを含み、或いは好ましくは1ミクロン(1×10-6m)〜500ミクロン(500×10-6m)の厚さ、或いはその組合せを有する。レトルト中に10,000のレトルト加工ソーセージ当たりせいぜい500のソーセージケーシング破損によって証明されるように、物品はそれぞれ独立して好ましくは、35℃〜155℃の熱に1分間〜240分間の期間に亘って耐えることができる。
【0016】
本発明は加えて、本発明の組成物と、少なくとも1つの追加のポリマー、好ましくは少なくとも1つの熱可塑性ポリウレタン又はアルファオレフィンと不飽和カルボン酸のアルキルエステルとのコポリマーとのブレンドを含み、本発明の常法によるアクリレートPVDC又はその組合せは、ブレンド中に存在するポリマーの約50重量パーセントを超える。
【0017】
本発明は、少なくとも1つのビニリデンクロライドポリマー及び少なくとも1つの可塑剤から成る組成物であって、少なくとも1つのビニリデンクロライドポリマーがビニリデンクロライドと、メチルアクリレート、エチルアクリレート、又はブチルアクリレート或いはその組合せから選択される少なくとも1つのアルキルアクリレートをビニリデンクロライドポリマーのモノマー含有率の2.5〜9モルパーセントの量で含み、該可塑剤はポリマー100重量部当たり1〜15重量部で存在し、とりわけアルキルアクリレートが以下の特徴:
(a)せいぜい約75℃の結晶化温度;
(b)コポリマーの許容されない分解を生じる温度よりも低い温度での押出しにとっては十分に低いが、配向を促す結晶化速度に対応する、再溶融温度;
(c)10000当たりせいぜい約500の故障率;
(d)暴露される条件下での食品の食用には許容されない酸化を回避するために十分低い酸素透過性;
(e)せいぜい約10℃のガラス転移温度;
の少なくとも4つを生じる量で存在する組成物を含む。
【0018】
本発明は、本発明の組成物からフィルムに吹込みすること、又は物品を吹込み成形することとを含み、とりわけフィルムがダブルバブル法を使用して吹込みされる、フィルム又は物品を形成するプロセスも含み;或いは(a)少なくとも1つのビニリデンクロライドポリマーと、本発明の常法による少なくとも1つの可塑剤とを含む組成物を提供するステップと;(b)該組成物を環状ダイに通してチューブ形に押出すステップと;(c)押出したチューブを冷水浴で急冷するステップと;(d)テープ形につぶすステップとを含み、或いは(a)少なくとも1つのビニリデンクロライドポリマーと、本発明の常法による少なくとも1つの可塑剤とを含む組成物を供給するステップと;(b)該組成物をチューブ形に押出すステップと;(c)押出したチューブを急冷するステップと;(d)該チューブをつぶしてテープ形にするステップと;(e)つぶしたテープを温タンク内で再加熱するステップと;(g)該組成物の泡を形成するステップと;(f)押出したチューブの内側に保持された一定量の流体を使用して、つぶしたテープの所望の幅を得るためにチューブをサイズ決めするステップと;(h)フィルム泡をつぶすステップと;(i)得られたフィルムを少なくとも1個のロールに巻き付けるステップとを含み;或いは(a)本発明の常法による組成物を形成装置に供給するステップと;(b)該組成物を少なくとも1つの添加剤と混合するステップと;(c)形成装置内での流れを促進するために該組成物を十分に加熱するステップと;(d)該組成物に吹込みするステップと;(e)形成後に形成済み物品を冷却するステップとを含む。
【0019】
加えて本発明は、本発明の組成物を含む、とりわけフィルム、パッケージ、発泡体、容器、シート、積層体、又はその組合せを含む物品を含み、さらにとりわけ物品はソーセージケーシング、食品包装材料、又は単層フィルムである。それぞれの例において、物品は好ましくはフィルム吹込みのダブルバブル法を使用して作成した少なくとも1つのフィルムを含む。その上、本発明は、少なくとも1つのビニリデンクロライドポリマー及び少なくとも1つの可塑剤の単層フィルムを含む物品を含み、ここで少なくとも1つのビニリデンクロライドポリマーはビニリデンクロライドを含み、少なくとも1つのアルキルアクリレートがメチルアクリレート、エチルアクリレート、又はブチルアクリレートから選択され、全アルキルアクリレートはビニリデンクロライドポリマーのモノマー含有率の2.5〜9モルパーセントの量であり、該可塑剤はポリマー100重量部当たり1〜15重量部の量で存在し、物品はパッケージ、容器、積層体、ソーセージケーシング、又はその組合せであり、とりわけ物品がレトルト又は高温充填バッグ、パウチ、パッケージ、容器、又はケーシングである場合である。
【発明を実施するための最良の形態】
【0020】
定義
【0021】
「結晶化温度」は、示差走査熱量計(DSC)で最大再結晶化速度が生じる温度である。それは185℃で最初に溶融するサンプルでDSCによって測定され、次に液体窒素によって冷却して急冷する。次にサンプルをDSC内に置き、10℃/分の速度で-10℃〜200℃で走査する。
【0022】
「再溶融温度」は、DSC装置で溶融ピークの極大が生じる温度である。樹脂サンプルは樹脂を溶融するために185℃まで加熱して、オーブンから取出し、ベンチトップに置いて室温まで冷却して、80℃で2時間アニーリングする。次にサンプルをDSC内において周囲温度で平衡にさせて、20℃/分で周囲温度から200℃まで走査した。
【0023】
「故障率」は、レトルト条件を受けさせた場合の、調合樹脂による押出しフィルムを使用するソーセージパッケージの破損率である。未加熱調理ソーセージ10000当たりの、レトルト加熱調理中に目視で決定されたソーセージパッケージ破損の数によって測定される。レトルト条件は121℃で45分間である。この試験では、周囲80mm及び長さ約200mmの寸法を有するチューブが、本明細書で述べるダブルバブル法と、続いての約27.12MHz、1200ボルト及び電流75mAでの高周波シーリングによって生成されたフィルムから形成される。それらには構成要素及び特徴が異なることがあるソーセージの組成物40グラムが充填される。代表的なミックスは、約25パーセントの豚肉、25パーセントのデンプン、50パーセントの水並びに少量の香料及び保存料成分を含む。
【0024】
「酸素透過性」は本明細書で使用されるように、調合樹脂から作成した単位厚さ(1ミクロン)のフィルム(又はフィルムの層)の所与の断面積(1平方メートル)を通過する酸素の量である。それはASTM D 3985の手順に従って23℃及び50パーセント相対湿度(RH)で、立方センチメートル−ミクロン/平方メートル−24時間−雰囲気の測定単位を用いて測定されるか、又はm3m/m2 86400sec atmに変換される。
【0025】
「高周波シーリング」という用語は、高周波電磁波が極性材料の加熱のためのエネルギー源として使用される極性材料のフィルムを密封する方法を意味し、高周波は5〜50MHzの周波数の放射である。誘電ポリマーを通過する電波の変化する極性は、分極分子を振動させると考えられ、分子レベルで熱を発生させる。十分な高周波エネルギーが印加されると、ポリマーは溶融し、すぐ隣の層の密封が行われる。
【0026】
「シーリングウィンドウ」は、フィルムをかろうじて密封して、それを焦がすシーリング電流(mA)間のウィンドウの幅である。本発明の常法では、シーリングは好ましくは高周波による。各種のポリ(ビニリデンクロライド)コポリマーフィルムの高周波エネルギーの相対密封性は、シーリングウィンドウ試験によって測定される。この試験では、各層の厚さが20ミクロンの2枚重ねフィルム2枚(シールを作成するためにフィルムが重ねられる場合、2枚重ねフィルムの各層では全厚が40ミクロン;全シール厚は80ミクロンである)。2枚重ねフィルム2枚を通じて、幅0.5mm及び長さ30mmの電極から送達される27.12MHz周波数及び1200ボルトの交流を使用して層を相互に密封する。シーリング電極下のフィルムの移動速度は、約0.40m/秒で一定に維持される。シーリング電極から送達されるエネルギーは、電極から密封されるフィルムを通じて電極から移動する電流の量によって制御される。シーリング電流が小さすぎる場合は、シールはない。これに対して電流が高すぎる場合は、過剰な溶融によるフィルム層の溶け落ちがある。ポリ(ビニリデンクロライド)コポリマーフィルムのシーリングウィンドウは、シーリングが発生するシーリング電流範囲の幅によって測定される。ちょうど密封された条件及び溶け落ち条件の電流(mA)が両方報告される。
【0027】
「重合速度」は、ビニリデンクロライドのポリ(ビニリデンクロライド)ホモポリマーへの変換速度と比較した、例えば熱量リアクターによって測定されたモノマー混合物のコポリマーへの相対変換速度である。それは同じ条件下での約6パーセントの変換時に、ビニリデンクロライド単独の重合速度に対する、コポリマーの重合速度を決定することによって測定される。
【0028】
「ガラス転移温度」は、DSC(示差走査熱量計)でガラス転移変曲点が発生する温度である。それは185℃で最初に溶融し、次にオーブンから取出されて、ベンチトップ又は金属表面に置かれることにより迅速に周囲温度まで冷却されるサンプルで測定される。次にサンプルはただちにDSC内に置かれて、−30℃まで冷却され、−30℃で60秒間平衡にされて、−30℃から100℃まで10℃/分で走査される。次にガラス転移温度がガラス転移の開始と終了との間の変曲点の温度として測定される。
【0029】
「分子量」は、ダルトンでの重量平均分子量である。それはポリスチレン校正を使用して、サイズ排除クロマトグラフィーによって測定される。サンプル調製は、ポリビニリデンクロライド樹脂サンプルを50℃のテトラヒドロフラン(THF)に溶解させることを含む。約94パーセント超のビニリデンクロライドを含有する樹脂サンプルはこの温度では容易に溶解せず、高温での溶解は、ポリマー分子量の分解を引き起こすことがある。したがって約94パーセント超のビニリデンクロライドを含有する樹脂サンプルは、1パーセント(%)溶液として63℃の抑制THFに予備溶解される。サンプルは最高83°Xで4時間に亘って、分子量の損失なしに溶解させることができるが、溶解時間及び温度を最低にすることが望ましい。次にゲル透過クロマトグラフィー(GPC)による分子量決定のために、2本のカラムを直列に装備したHewlett Packard 1100クロマトグラフでPolymer Laboratories Softwareを使用してポリマーを分析する。これらのカラムは、Polymer Laboratoriesから商標名PLGel 5 MIXED−Cで市販されている5μmスチレン/ジビニルベンゼンコポリマービーズを含有する。溶媒は窒素パージされたHPLCグレードのTHFである。流量は1.0ミリリットル/分であり、注入サイズは50マイクロリットルである。分子量決定は、狭い分子量分布のポリスチレン標準10個(Polymer Labsから商標名Narrow PSセット(〜3,000,000〜2000Mp)として市販)をその溶出体積と併せて使用することにより推定する。
【0030】
「結晶化」という用語は本明細書で使用されるように、上述の結晶化温度試験で測定されるように、ポリマー分子の部分の、一般に晶子と呼ばれるより組織化された高密度の構造への再配置を意味する。ポリマー結晶化は通常、単層フィルムプロセスのバブル吹込み操作の間に発生する。
【0031】
「ソーセージケーシング」という用語は本明細書で使用されるように、ソーセージによって説明されるような食品塊を好ましくは一般的に円筒形で包囲する、任意のフィルム、ラップ又はチュービングを意味する。
【0032】
「フィルム」は、長さ及び幅寸法を有し、その間に厚さを持つ主な2つの表面を有する、シート、不織又は繊維ウェブなど或いはその組合せを指す。フィルムは、単層フィルム(1層のみを有する)又は多層フィルム(2つ又はそれ以上の層を有する)でありうる。多層フィルムは、好都合にはフィルムの長さ及び幅寸法に実質的に延在する、好ましくは少なくとも2つの異なる組成物より構成される、1つを超える層より構成される。多層フィルムの層は通常、以下の方法:同時押出し、押出しコーティング、蒸着コーティング、溶媒コーティング、エマルジョンコーティング、又は懸濁コーティングの1つ又はそれ以上によって共に接合される。フィルムは大半の例で、最大約20ミル(5×10-4m)の厚さを有する。
【0033】
「層」は本明細書では、構造の厚さの全部又は一部を形成する部材又は構成要素を意味し、該構成要素は好ましくは構造と実質的に同一の広がりを有し、実質的に均一の組成を有する。
【0034】
「単層フィルム」は本明細書で使用されるように、実質的に1層を有するフィルムを意味する。しかしながら場合により、単層フィルムの1を超える層が隣接する層間に1つ又はそれ以上の接着剤を用いる、又は用いない用途で使用される。従って、フィルムは、それが当分野で単層プロセスと見なされるプロセスで形成される場合、例えば押出しプロセスではなくダブルバブルプロセスによって形成される場合、本発明の常法による組成物の2つの層が相互に隣接して、又は層間に接着剤が用いられて使用される場合でも、単層と見なされる。接着剤を使用する場合、各存在は、それが一部となっている構造の全厚のせいぜい約10パーセントの、好ましくはせいぜい約5パーセントの厚さを有する。本発明の目的のためには、製造された場合、単層であるフィルムは、他の材料に対する近接、付着、又はその両方を含む包装材料で使用される場合ですら、単層と見なされる。
【0035】
「押出し」及び「押出す」は、ダイに溶融プラスチック材料を押通して、冷却又は化学的硬化が続く、連続形状を形成するプロセスを指す。ダイへの押出しの直前に、相対的に高い粘度のポリマー材料を、ダイへそれを押通す回転スクリューに供給する。
【0036】
「同時押出し」又は「同時に押出す」は、押出し物が冷却又は冷硬、すなわち急冷前に合流して共に溶融されて層状構造となるように、2つ又はそれ以上の材料を2個又はそれ以上のオリフィスが配列された1個のダイで押出すプロセスを指す。同時押出しは、例えばフィルム吹込み、キャスティングフィルム、及び押出しコーティングプロセスにおいて、他のプロセスの態様として利用されることが多い。
【0037】
「加熱調理する(cook)」は、食品を加熱して、それによりその物理的又は化学的特性(例えば色、テクスチャー、及び味)の1つ又はそれ以上に変化を生じることを意味する。
【0038】
「クックイン」は本明細書で使用されるように、食品を含有しながらクックイン時間−温度条件への暴露に構造的に耐えることができる包装材料を指すものとする。クックイン包装食品は、加温して、又は加温せずに消費される形態で消費者に直接に供給される本質的に予備包装され、予備加熱調理された食品である。クックイン時間−温度条件は通常、長時間の低速加熱調理、例えば少なくとも約4時間、好ましくは少なくとも約6時間まで、より好ましくは約12時間までの、少なくとも約70℃、好ましくは約80℃までの湯への浸漬を指す。そのようなクックイン時間−温度要件は、慣習的な加熱調理要件を代表するものである。そのような条件下では、クックイン包装材料は好都合にはシール完全性を維持し、層間剥離耐性である。
【0039】
「高温充填」は、高温物質が包装されるプロセスを指す。例えば高温食品はバッグで包装できる。高温物質は一般に、少なくとも約65℃、好ましくは少なくとも約85℃の温度である。大半の例における高温充填プロセスは、高温物質又は食品との接触直後の冷却を含む。
【0040】
「レトルト加工」は、物質を加熱調理、低温殺菌、滅菌又はそうでなければ熱処理するのに十分な期間に亘る少なくとも約100℃、好ましくは少なくとも約121℃の温度への暴露を指す。
【0041】
本発明の多成分構造が暴露される「高温(Elevated temperature)」又は「高温(high temperatures)」は、高温充填、クックイン用途又はレトルト加工で遭遇する温度である。
【0042】
「配向された」又は「伸張配向された」は、高温(配向温度)で伸張され、続いて伸張寸法を実質的に維持しながら材料を冷却することによって伸張形態で「凝固」されるポリマー含有材料を指す。材料は1方向(単軸配向)、2方向(2軸配向)、又は複数方向に伸張できる。2軸配向は通常、相互に垂直である2つの方向、例えば縦方向及び横方向で起こる。
【0043】
「シール(名詞)」は、フィルム表面又は構成要素表面の第1の領域の、フィルム表面又は構成要素表面(又は対向表面)の第2の領域への接合を意味する。加熱シーリングでは、それは領域(又は表面)を少なくともそのそれぞれの軟化点まで加熱する(例えば加熱バー、高温ワイヤ、熱気、赤外放射、及び超音波シーリングによって)ことによって作成できる;
【0044】
「加熱シール」(「加熱溶融」としても知られる)は、フィルムを相互に接触させる、又は少なくとも近接させて、次に十分な熱及び圧力をフィルムの規定の範囲(又は複数の範囲)に印加して、規定範囲のフィルムの接触表面を溶融させて、相互に混合させ、それにより熱及び圧力がそこから除去された場合、規定範囲で2枚のフィルム間に本質的に分離できない接合を形成することによる、2枚のフィルムの結合を指し、該範囲は冷却される。
【0045】
「バリア」は、1つ又はそれ上の気体(例えば酸素、水蒸気、臭気、好ましくは酸素)に対して低い浸透性又は透過性(を持つフィルム)を意味する。透過性の量は、所期の用途によって決定される。
【0046】
「ポリマー」は、1つ又はそれ以上のモノマーの重合生成物を意味し、ホモポリマーはもちろんのこと、インターポリマー、コポリマー、ターポリマー、テトラポリマーなど、そして上述のいずれかのブレンド及び修飾も含む。
【0047】
「マー単位」は、1個のリアクターント分子に由来するポリマーのその部分を意味する;例えばエチレンからのマー単位は一般式−−CH2CH2−−を有する。
【0048】
「ホモポリマー」は、1種類の反復マー単位のより本質的に成るポリマーを意味する。
【0049】
「インターポリマー」又は「コポリマー」は、少なくとも2つのリアクターント(通常はモノマー)に由来するマー単位を含むポリマーを指し、ランダム、ブロック、セグメント化、グラフトコポリマーなどはもちろんのこと、ターポリマー、テトラポリマー、並びにトリマー及びオリゴマーも含む。本発明において、コポリマー及びインターポリマーという用語は、別途明示されない限り、ランダムコポリマーであると考えられるポリマーに使用される。
【0050】
すべてのパーセンテージ、好ましい量又は測定値、その範囲及び終点は包括的であり、すなわち「約10未満」は約10を含む。従って、「少なくとも」は「より大きい又は等しい」と同等であり、従って、「せいぜい」は「未満又は等しい」と同等である。本明細書の数は、明示した以上の精度を持たない。従って、「105」は少なくとも104.5〜105.49を含む。さらにすべてのリストは、リストの2つ又はそれ以上の構成要素の組合せを含む。ポリマー中のモノマーのパーセンテージが別途明示されない限りモルパーセンテージであることを除いて、すべてのパーセンテージ及び比は別途明示されない限り、本発明の常法による全組成に基づく重量パーセントを指す。すべての量、パーセンテージ、比、割合及び他の測定値は、別途明示されない限り重量による。別途明示されない、又は当業者によってそうでなければ不可能であると認識されない限り、本明細書で述べるプロセスのステップは場合により、ステップが本明細書で述べられる順序とは異なる順序で実施されることがある。さらにステップは場合により個別に、同時に、又はタイミングが重複して行われる。例えば加熱及び混合などのステップは当分野では、個別である、同時である、又は部分的に時間が重複していることが多い。別途明示されない限り、望ましくない効果を引き起こす可能性がある材料が、該効果を許容できない程度まで引き起こさないような量又は形で存在する場合、本発明の常法ではそれは実質的に非存在であると見なされる。さらに「許容されない」及び「許容できないほど」という用語は、商業的に使用できるものからの逸脱、又は規定限度外であることを指すために使用され、該限度は具体的な状況及び用途によって変化し、事前決定、例えば性能仕様によって設定できる。当業者は、許容限度が装置、条件、用途、及び他の変形によって変化するが、それらが適用される各状況において過度の実験なしに決定できることを認識する。ある例では、1つのパラメータの変形又は逸脱は、別の望ましい結果を達成するために許容できる。本発明は、ビニリデンクロライドポリマー、特にアルキルアクリレートビニリデンクロライドポリマー(アクリレートPVDC)に適用できる。ビニリデンクロライドポリマーは、ビニリデンクロライド及び少なくとも1つのアルキルアクリレートからのモノマー単位を有する。そのようなアルキルアクリレートは、1〜5個の炭素原子のアルキル基を有するアルキルアクリレート及びその組合せ、好ましくはメチルアクリレート、エチルアクリレート、又はブチルアクリレート、或いはその組合せ、より好ましくはメチル又はブチルアクリレート、或いはその組合せ、より好ましくは1つの実施形態において、ブチルアクリレート、或いはそれとの組合せ、そしてより好ましくは別の実施形態において、メチルアクリレート又はそれとの組合せを含む。1つの実施形態において、ブチルアクリレートが好ましいのは、なぜならそれがビニリデンクロライドとのコポリマーのより迅速な結晶化(より低い温度)を引き起こし、そしてレトルト条件に暴露された場合の、これらのコポリマーのフィルムの靭性(耐久性)及び改良された性能のためである。別の実施形態において、メチルアクリレートが好ましいのは、なぜならメチルアクリレートが匹敵するモルパーセントのアルキルアクリレートでより低い透過性を生じるからである。第3の実施形態において、エチルアクリレートが好ましいのは、なぜなら靭性とバリア又は透過性との間のバランスを提供するからである。代替的な実施形態において、ビニリデンクロライドポリマーは場合により、ビニリデンクロライド及びアルキルアクリレートと重合可能な少なくとも1つの追加のモノ不飽和モノマー、例えばビニルクロライド、アルキルメタクリレート、アクリル酸、メタクリル酸、イタコン酸、アクリロニトリル、メタクリロニトリル、及びその組合せ、好ましくはアルキルメタクリレート、アクリル酸、メタクリル酸、イタコン酸、アクリルニトリル、メタクリロニトリル、又はその組合せも含む。
【0051】
アルキルアクリレートは、ポリマーの結晶化温度の測定値によって示されるように泡安定性に影響を及ぼす。結晶化は好都合には、泡が形成されて、安定であるフィルム吹込みで遭遇した温度で十分に急速に引き起こされる。遭遇した温度での結晶化が不十分であると、ポリマー液体のままであり、フィルム形成及び回収に適切な泡を形成するためには寸法完全性が不十分である。少なくとも1つのアルキルアクリレートは好ましくは、商業的に許容される泡安定性を達成するのに十分に低い結晶化温度のために十分な量で存在する。結晶化温度は好ましくはせいぜい約75℃、より好ましくはせいぜい約60℃、そして最も好ましくはせいぜい約50℃である。
【0052】
アルキルアクリレートは、再溶融温度の測定値によって示されるように押出し安定性にも影響を及ぼす。少なくとも1つのアルキルアクリレートは好ましくは、コポリマーの許容されない分解を生じる温度未満での押出しにとっては十分に低いが、配向フィルムに使用される場合には、配向を促す結晶化速度に対応する再溶融温度を維持するために十分に高い温度での再溶融温度にとって十分な量で存在し、そうでなければ不十分なアルキルアクリレートが許容されないほど高い透過性又は高い結晶化温度を引き起こす。好ましい再溶融温度は用途と共に変化する。レトルトに耐えるように設計されたフィルムは好ましく約120℃を超える再溶融温度を有するが、室温で使用するためのフィルムは、室温よりやや上の再溶融温度を必要することがある。一連の用途では、再溶融温度は好ましくは少なくとも約100℃、より好ましくは少なくとも約120℃、そして最も好ましくは少なくとも約140℃である。再溶融温度は好ましくはせいぜい約185℃、より好ましくはせいぜい約175℃、そして最も好ましくはせいぜい約170℃である。
【0053】
アルキルアクリレートは、加熱調理又は他のより高い温度に暴露されるフィルムの場合、レトルト加工中のフィルムに包装されたソーセージの故障率の測定によって示されるように、フィルム耐久性にも影響を及ぼす。この故障率は、本明細書の別の箇所で述べたように決定される。少なくとも1つのアルキルアクリレートは好ましくは、商業的に許容される限度内の故障率に十分な量で存在する。商業的に許容される限度は用途と共に変化するが、本発明による組成物を含む物品が暴露される条件などの因子を使用して、当業者によってただちに決定される。故障率は好ましくは、10000当たりせいぜい約500、より好ましくは10000当たりせいぜい約150、そして最も好ましくは10000当たりせいぜい約20である。故障率が0であることが理想的であるが、商業的に望ましい調合物においても、故障率はしばしば10000当たり少なくとも約150であることが認識されている。
【0054】
アルキルアクリレートは、酸素透過性の測定によって示されるように、バリア特性にも影響を及ぼす。少なくとも1つのアルキルアクリレートは好ましくは、例えば約1〜6ヶ月の期間に亘って約5〜35℃の温度で酸素の周囲温度に暴露される肉では、暴露される条件下での食品の食用には許容されない酸化を回避するのに足る低い酸素透過性のために、再溶融温度などの特性を改良するのに十分な濃度で存在する。従って、所望の酸素透過性は、ビニリデンクロライドポリマーの所望の用途によって変化する。例えば冷凍加熱調理済み野菜を最大1ヶ月に亘って貯蔵するための硬質パッケージは、圧力加熱調理及び続いての酸素を含む加熱気体への暴露のために肉を包む薄いフィルムとは異なる要件を有する。当業者は、因子、例えばポリマー物品が暴露される条件、物品の厚さ、暴露時間の長さ、排除される気体の性質及び濃度、熱、保護された物質の排除された気体の影響に対する感受性、及び気体による影響の許容量を使用して、各用途について許容される透過性を決定できる。酸素透過性は好ましくは、せいぜい約9.1×10E−13m3.m/m2.sec.atm、より好ましくはせいぜい約4.6×10E−14m3.m/m2.sec.atm、そして最も好ましくはせいぜい約2.3×10E−14m3.m/m2.sec.atmである。酸素透過性0が理想的であるが、酸素透過性は少なくとも約4.6×10E−17m3.m/m2.sec.atmであることが多い。
【0055】
アルキルアクリレートは、製造一貫性及び生産性に影響を及ぼす。ビニリデンクロライドのアルキルアクリレートとの重合は、R. A. Wessling, Polyvinylidene Chloride, Gordon and Breach Science Publishers, New York, pp. 21-27, (1977)によって認識されるように、均一組成のコポリマーを生成する。このことは例えば重合の経過で著しい組成浮動を示すビニリデンクロライド−ビニルクロライドコポリマーと比較して、さらに一貫した組成のビニリデンクロライド−アルキルアクリレートコポリマーの生成を可能にする。ビニリデンクロライドと他のモノマーとの共重合は、重合速度の低下を引き起こすことがあり、アルキルアクリレートコポリマーと関連する該速度の低下は、例えば本明細書の表3に示すようなビニルクロライドコポリマーによって示される速度低下よりも著しく小さい。このことはビニリデンクロライド−アルキルアクリレートコポリマーのより高い生産性を可能にする。
【0056】
アルキルアクリレートは、ガラス転移温度の測定によって示されるように、低い温度耐久性にも影響を及ぼす。少なくとも1つのアルキルアクリレートは好ましくは、所期の用途に適切である耐久性に対応するのに足る低さのガラス転移温度にとって十分な量で存在する。ガラス転移温度は好都合には、せいぜい約10℃、好ましくはせいぜい約4℃、より好ましくはせいぜい約0℃、最も好ましくはせいぜい約−4℃である。ガラス転移温度は、できるだけ低い方が、好都合である。
【0057】
アルキルアクリレートは好都合には(モルパーセンテージとして)少なくとも約2.5の量で存在し、好ましくは少なくとも約3.4の、より好ましくは少なくとも約3.8の、そして最も好ましくは少なくとも約4.2の量で存在する。アルキルアクリレートは好都合にはせいぜい約9モルパーセントの、好ましくはせいぜい約7.5モルパーセントの、より好ましくはせいぜい約6.5モルパーセントの、そして最も好ましくはせいぜい約5.5モルパーセントの量で存在する。アルキルアクリレートがブチルアクリレート、メチルアクリレート又はエチルアクリレートである場合、これらの同じ量が選好である。
【0058】
ビニリデンクロライドポリマーのモノマー含有率の残りは好ましくはビニリデンクロライドであるが、代替的な実施形態において第2のアルキルアクリレートは第1のアルキルアクリレート、好ましくはブチルアクリレートの量よりも少ない量で存在する。合せたアルキルアクリレートの量の選好は、アルキルアクリレートについて上に挙げた量である。第2の代替的な、しかし好ましくない実施形態において、ビニリデンクロライド及びアルキルアクリレートと重合可能である少なくとも1つの追加のモノ不飽和モノマーは場合により、アルキルアクリレート、又は好ましくはブチルアクリレートの量よりも少ない、好ましくはせいぜい約8モルパーセントの、より好ましくはせいぜい約6モルパーセントの、最も好ましくはせいぜい約3モルパーセントの量で存在する。
【0059】
ビニリデンクロライド及びアルキルアクリレート又はその組合せと重合可能である、ビニリデンクロライド、アルキルアクリレート、及び場合により追加のモノ不飽和モノマーは、重合、好ましくは懸濁重合によって合わされる。プロセスは、少なくとも(a)少なくとも1つのビニリデンクロライドを含む組成物を少なくとも1つのアルキルアクリレートと接触させるステップと、(b)その重合に有効な条件にそれらを暴露するステップとを含む。重合は、所望のポリマー組成物を達成するために必要な特定のモノマー及びモノマー組成物が共に使用されることと、所望の分子量を達成するための時間、温度、開始剤を含む重合条件の特定の選択を除いて、US 2,968,651、US 3,007,903、US 3,879,359、及びUS 6,627,679によって教示されているような当分野の技術の範囲内である。
【0060】
好都合には、重合は、ビニリデンクロライドポリマーが押出し中の有効粘度、フィルム耐久性、及び製造生産性に好都合な重量平均分子量を有するように実施される。粘度及び耐久性に好都合な分子量を超える分子量は、製造生産性を低下させる。分子量は好都合には少なくとも約50,000、好ましくは少なくとも約70,000、より好ましくは少なくとも約80,000、最も好ましくは少なくとも約90,000ダルトンである。分子量は好ましくはせいぜい約200,000、より好ましくはせいぜい約150,000、最も好ましくはせいぜい約130,000である。1つの実施形態において、これらの選好の範囲内で少なくとも2つの分子量を有するビニリデンクロライドポリマーをブレンドして、ポリマー単独のどちらかよりも大きい分子量分布を通常有する、バイモーダル(bimodal)又はマルチモーダル(multimodal)組成物を形成する。別の実施形態において、独立して場合により以前に示された選好の範囲外である、少なくとも2つの分子量を有するビニリデンクロライドポリマーが、これらの選好の範囲内の平均分子量を有するバイモーダル又はマルチモーダル組成物中にブレンドされる。バイモーダル組成物は好都合には、同じ平均分子量のモノモーダル組成物よりも高い耐久性、流れ強度、安定性、加工性又はその組合せを有する。
【0061】
ビニリデンクロライドポリマーに加えて、本発明の組成物は少なくとも1つの可塑剤も含有する。そのような可塑剤は、エポキシ化油、例えばエポキシ化ダイズ油、エポキシ化アマニ油、ジブチルセバケート、アセチルトリブチルシトレート、好都合には少なくとも約300の分子量を有する他のポリマー性又は高分子量エステル油並びにその組合せ、好ましくはエポキシ化油及び脂肪族エステル並びにその組合せ、より好ましくはエポキシ化ダイズ油、エポキシ化アマニ油、ジブチルセバケート、アセチルトリブチルシトレート及びその組合せを含む。
【0062】
1つの実施形態において、可塑剤の組合せが好都合に使用される。組合せは好ましくは、少なくとも1つのエポキシ基を有する少なくとも1つの可塑剤(以下エポキシ可塑剤)及び少なくとも1つのエステル官能基を含有する少なくとも1つの可塑剤(以下エステル可塑剤)を含む。エポキシ可塑剤は、エポキシ化ダイズ油、エポキシ化アマニ油、エポキシ化ヒマワリ油、エポキシ化植物油、及びエポキシ化トリグリセリド並びにその組合せ、好ましくはエポキシ化植物油、エポキシ化アマニ油、エポキシ化ダイズ油及びその組合せ、より好ましくはエポキシ化ダイズ油及びその組合せを含む。エステル可塑剤は、ジブチルセバケート、アセチルトリブチルシトレート、他のシトレートエステル、好都合には少なくとも約300の分子量を有する他のポリマー性又は高分子量エステル油びにその組合せ、好ましくはジブチルセバケート、アセチルトリブチルシトレート及びその組合せ、より好ましくはジブチルセバケート及びその組合せを含む。エポキシ可塑剤がビニリデンクロライドポリマーの熱分解に対する保護を与え、同時にエステル可塑剤が可塑化でより有効であり、従って、エポキシ可塑剤単独と比較して規定の可塑化レベルを達成するのに必要な可塑剤の重量パーセンテージ全体を低下させるために、組合せは好都合である。
【0063】
可塑剤は、押出し中の粘度に影響を及ぼす。可塑剤は、ポリマーの分解を引き起こすのに足る剪断加熱を伴わずに押出し速度を達成するほど高くはないが、フィルム形成を実施するのに十分な溶融強度にとって低すぎない、押出し中の粘度にとって十分な量で使用される。可塑剤は結晶化速度にも影響を及ぼす。可塑剤は、安定な泡に対応する結晶化速度にとっては十分であるが、フィルムのバリア特性の許容されない低下を引き起こすには不十分な量で使用される。可塑剤はフィルム弾性率に影響を及ぼす。可塑剤は、用途にとって望ましいフィルム弾性率にとって十分な量で使用される。上述の目的に有効な量を超える可塑剤の量は、バリアの消失を低減するために回避される。可塑剤の最適量は、可塑剤の特質及びそのポリ(ビニリデンクロライド)コポリマーを可塑化する能力によって変化する。一般的な状況、例えば本明細書で述べるような状況では、可塑剤は、ビニリデンクロライドポリマー100重量部当たり少なくとも約1重量部、より好ましくは少なくとも約2重量部、最も好ましくは少なくとも約3重量部の量で存在する。可塑剤は好ましくは、ビニリデンクロライドポリマー100重量部当たりせいぜい約15重量部、より好ましくはせいぜい約9重量部、最も好ましくはせいぜい約6重量部である。100重量部当たり12〜15重量部のより多い量は中程度のバリア特性を必要とする用途、例えばガス発生チーズ(gassy cheese)用のラップに適切であり、100重量部当たり3〜9パーセント、好ましくは4〜6重量部のより少ない量は、より高いバリア特性が好ましい用途、例えばソーセージケーシングに好ましい。
【0064】
可塑剤の組合せを使用する場合、エポキシ可塑剤は、ビニリデンクロライドポリマーを熱分解から測定可能なほどに保護するのには十分であるが、エポキシ可塑剤のプレートアウト又は許容されないほど低下したバリア特性を生じるのには不十分である量で使用される。同様にエステル可塑剤は、過剰な剪断加熱及びポリマー分解を回避して、安定な泡を達成するように結晶速度を上昇させるために溶融粘度を低下させるには十分であるが、バリア特性を許容されないほど低下させるには不十分な量で使用される。エポキシ可塑剤は任意であり、したがって0の濃度又は量で存在できる。好ましくはエポキシ可塑剤は、(本発明の常法によるポリマー100部当たりの重量部として)少なくとも約0.1、より好ましくは少なくとも約0.5、最も好ましくは少なくとも約1の量で存在する。エポキシ可塑剤は好ましくは、ポリマー100部当たりせいぜい約15重量部、より好ましくはせいぜい約9重量部、最も好ましくはせいぜい約6重量部である。エステル可塑剤は好ましくは、上述した全可塑剤の好ましい量をもたらすために十分な量で存在する。
【0065】
少なくとも1つのビニリデンクロライドポリマー、及び少なくとも1つの可塑剤又はその組合せは混合によって合わされる。該プロセスは少なくとも(a)少なくとも1つのビニリデンクロライドポリマーを少なくとも1つの可塑剤、又はその組合せと接触させるステップと、(b)ポリマー、可塑剤、及び場合により他の添加剤の物理的に均一な分布を機械的手段によって、場合により熱を用いて達成するステップとを含む。該混合は、重合前のモノマーとの溶液混合及び重合後の樹脂とのブレンドを含む、乾燥ブレンド、スラリー混合、溶液混合、溶融ブレンド及びその組合せなどのプロセスを含めて、当分野の技術の範囲内である。剪断力を使用する場合、好ましい剪断速度は1〜1000往復秒である。
【0066】
図1は、可塑剤及びアルキルアクリレートの量と性能特性との間の関係を示す。160〜175℃の再溶融温度(実線の間)、40〜75℃の結晶化温度(破線の間)、そして−15〜−5℃のガラス転移温度(点線の間)の所望の標的性能の例を考えると、影付き範囲は、ビニリデンクロライド/ブチルアクリレートコポリマー並びに1重量パーセント エポキシ化ダイズ油及び残りのジブチルセバケートから成る可塑剤に使用できる潜在的な組成を示す。可塑剤又は可塑剤組合せの種類の変形は、線の多少異なる配置をもたらすであろう。当業者は、本明細書の情報を考慮して過度の実験なしにそのような線及び組成範囲を決定できる。同様に異なる標的性能特性も、線の異なる配置をもたらすであろう。
【0067】
図2は、可塑剤及びメチルアクリレートの量と性能特性との間の関係を示す。160〜175℃の再溶融温度(実線の間)、40〜75℃の結晶化温度(破線の間)、そして−10〜−0℃のガラス転移温度(点線の間)の所望の標的性能の例を考えると、影付き範囲は、ビニリデンクロライド/メチルアクリレートコポリマー並びに1重量パーセント エポキシ化ダイズ油及び残りのジブチルセバケートから成る可塑剤に使用できる潜在的な組成を示す。可塑剤又は可塑剤組合せの種類の変形は、線の多少異なる配置をもたらすであろう。当業者は、本明細書の情報を考慮して過度の実験なしにそのような線及び組成範囲を決定できる。同様に異なる標的性能特性も、線の異なる配置をもたらすであろう。メチルアクリレートはブチルアクリレートの同様の量で得られるよりも高いガラス転移温度を生じるので、メチルアクリレート用途のこの例には、より高いガラス転移温度が選択される。
【0068】
少なくとも1つのビニリデンクロライドポリマー、及び本発明の常法による少なくとも1つの可塑剤を含む該組成物は好都合には、少なくとも1つのフィルムに使用される。好ましくは、該フィルムは単層フィルム、より好ましくは包装材料に使用される単層フィルム、最も好ましくはソーセージケーシングに使用される単層フィルムである。該フィルムは好都合には、少なくとも約1ミクロン(1×10-6m)、好ましくは少なくとも約5ミクロン(5×10-6m)、より好ましくは少なくとも約7ミクロン(7×10-6m)、最も好ましくは少なくとも約20ミクロン(20×10-6m)の厚さを有する。大半の一般的な用途では、厚さは好都合にはせいぜい約500ミクロン(500×10-6)、好ましくはせいぜい約300ミクロン(300×10-6m)、より好ましくはせいぜい約150ミクロン(150×10-6m)である。
【0069】
組成物は、当分野の技術の範囲内の少なくとも1つのフィルム形成方法によって、好都合にフィルムに使用される。好ましくは、フィルム形成方法はフィルム吹込み法、より好ましくは単層吹込みフィルム法、最も好ましくは、ダブルバブル法として当業者に一般に既知である単層吹込みフィルム法である。例えばフィルムを形成する分野の技術の範囲内であるプロセスは、A. T. Widiger, R. L Butler, in O. J. Sweeting, ed., The Science and Technology of Polymer Films, Wiley Interscience, New York, (1971); Kirk-Othmer: Encyclopedia of Chemical Technology, Fourth Edition, Vol. 24, New York, John Wiley & Sons Inc. 1997, pp.912-913及びそこで引用された参考文献に開示されているプロセスを含む。1つの実施形態において、フィルム吹込み法は好ましくは(a)少なくとも1つのビニリデンクロライドポリマーと、本発明の常法による少なくとも1つの可塑剤とを含む組成物を供給するステップと;(b)該組成物を環状ダイによってチューブ形に押出すステップと;(c)押出したチューブを冷水浴内で急冷するステップと;(d)好ましくはニップロールのセットを使用して、好ましくは冷タンクの下部で、該チューブをつぶしてテープ形にするステップとを含む。1つの実施形態において、このチューブ及びつぶしたテープの幅のサイズ決めは、ニップロールのセットによってこの押し出されたチューブの内側に保持されている一定量の流体(ソック液(sock fluid)と呼ばれる)によって規定される。冷タンクニップロールによってつぶされる前にその内側にソック液(sock fluid)を含む押出しチューブは、「ダブルバブル」プロセスの第1のバブルである。冷タンク温度は好ましくは、ポリ(ビニリデンクロライド)コポリマーの結晶化核生成を最適化するように選択される。つぶしたテープは冷水タンクを出る場合、次のバブル吹込みステップ間の結晶核成長を助長する温度まで加熱するための温水タンクを通過することによって再加熱される。次に該組成物の安定な泡が空気を閉じ込めることによってフィルム内に形成され、温タンクを出るつぶしたテープを押し開く。最終フィルムのこの拡張された泡がダブルバブルプロセスの第2の泡である。フィルムの泡はつぶされて、少なくとも1つのロールに巻き付けられる。好ましい実施形態において、該ステップは、ステップ(a)と、ステップ(b)〜(i)の少なくとも3つ:(a)少なくとも1つのビニリデンクロライドポリマー及び本発明の常法による少なくとも1つの可塑剤と、本発明の常法による少なくとも1つの可塑剤とを含む組成物を供給するステップと、(b)該組成物をチューブ形に押出すステップと、(c)押出したチューブを急冷するステップと、(d)該チューブをつぶしてテープ形にするステップと、(e)つぶしたテープを温タンク内で再加熱するステップと、(f)押出したチューブの内側に保持された一定量の流体を使用して、つぶしたテープの所望の幅を得るためにチューブをサイズ決めするステップと、(g)該組成物の泡を形成するステップと、(h)フィルム泡をつぶすステップと、(i)得られたフィルムを少なくとも1個のロールに巻き付けるステップとを含む。「安定な泡」という用語は、プロセスの第2の泡においてサイズ又は形状が経時的に許容されないほど変化しない泡を意味する。
【0070】
フィルム吹込み法にとって好都合な条件は、つぶしたテープが泡を形成するのに十分な膨張速度を許容するには十分であるが、温タンクを出るニップロールへのテープの縁の粘着を引き起こすには不十分である任意の温度と、泡を所望のサイズまで拡張させるのに十分であるが、過剰な拡張によって泡を破裂させるには不十分である任意の圧力とを含む。好ましくは温タンクの温度は少なくとも約5℃、より好ましくは少なくとも約10℃、最も好ましくは少なくとも約20℃である。温タンク温度は好ましくは、せいぜい約80℃、より好ましくはせいぜい約60℃、最も好ましくはせいぜい約40℃である。好ましくは、冷タンク温度は少なくとも約5℃、より好ましくは少なくとも約7℃、最も好ましくは少なくとも約10℃である。冷タンク温度は好ましくはせいぜい約50℃、より好ましくはせいぜい約35℃、最も好ましくはせいぜい約20℃である。1つの好ましい実施形態において、フィルム、特に単層フィルムは、チャブ(chub)と呼ばれることが多い、少なくとも1つのソーセージケーシングを作成するのに有用である。該ソーセージケーシングは、本発明の常法による組成物の特性、例えばフィルム耐久性、バリア特性、収縮、ケーシングの中身への付着性を利用している。1つの実施形態において、該フィルムは加熱された場合に収縮して、中身の周囲にしっかりと適合して、中身の劣化につながる泡を回避するために十分に付着する。本発明の常法による組成とは異なる組成のソーセージケーシングは、フィルム耐久性、バリア特性、収縮、及びケーシングの中身への付着性の少なくとも1つの不十分さを示すことが多い。ソーセージケーシングの作成は好都合には、(a)フィルムのストリップを折畳むステップと、(b)サイドシームを形成するためにシーリングするステップと、(c)得られたチューブに充填するステップと、(d)インターバルで切断及び閉止するステップとを含む。該ストリップは好ましくは、少なくとも約750mの長さに亘って連続性である。インターバルは好ましくは規則的である。ソーセージケーシングの形成は、例えばUS 6,713,105 B1及び欧州特許第0029316 A1号によって教示されるような当分野の技術の範囲内の任意の手段による。
【0071】
さらに一般的には、本明細書で述べる組成物は好都合に物品、例えばフィルム、パッケージ、発泡体、容器、シート、積層体又はその組合せ;好ましくはフィルム、パッケージ、シート、ソーセージケーシング、又はその組合せ;より好ましくはラップ又はケーシングを含むパッケージ或いはその組合せ;最も好ましくは食品包装材料、又はその組合せに形成される。組成物はこれらの物品へフィルムについて上述したようなプロセス又は当分野の技術の範囲内の他の手段によって好都合に形成される。好ましいプロセスは少なくとも(a)本発明の組成物を形成装置に供給するステップと、(b)該組成物を好ましくは泡に吹き込むステップとを好都合に含む。好都合にはプロセスは、(c)該組成物を以下に述べる少なくとも1つの添加剤と混合するステップと、(d)形成装置内での流れを促進するために該組成物を十分に加熱するステップと、(e)形成後に形成済み物品を冷却するステップの少なくとも1つをさらに含む。
【0072】
ソーセージケーシングとして、そして本発明の他の実施形態において、該フィルムは例えば包装材料、レトルト包装材料、高温充填包装材料としての使用にあたって熱に暴露されることが多い。レトルト包装材料は、パッケージの履歴のある時点でパッケージの中身を少なくとも部分的に加熱調理するのに十分な温度に暴露される。高温充填包装材料はパッケージの充填時に、加熱調理、準備、又はそうでなければ加熱されたばかりのパッケージの中身、好ましくは食品の熱に暴露される。パッケージは高温の食品が投入されるバッグの形であることが多い。次にパッケージは、しばしば熱、又は高周波放射を使用して密封される。そのような用途では、本発明の組成物はとりわけフィルムの形である場合、好都合には少なくとも約35℃、好ましくは少なくとも約75℃、より好ましくは少なくとも約85℃、最も好ましくは少なくとも約93℃の熱に耐える。大半の用途では、遭遇する最高の熱は好都合にはせいぜい約155℃、好ましくはせいぜい約145℃、より好ましくはせいぜい約135℃、最も好ましくはせいぜい約125℃である。そのような熱は好都合には少なくとも約1分間、好ましくは少なくとも約20分間、より好ましくは少なくとも約60分間、最も好ましくは少なくとも約90分間耐えられる。大半の用途では、該熱はせいぜい約240分間、好ましくはせいぜい約200分間、より好ましくはせいぜい約150分間、最も好ましくはせいぜい約120分間の期間に亘って遭遇される。そのような温度に耐えられるかどうかは、その温度に規定時間に亘って暴露された、通常、水が充填されているバッグ、チューブ又はソーセージケーシングの故障率によって測定される。視覚的に補助されずに判定された、レトルト中のソーセージケーシング破損として定義される故障に注目する。本発明の目的では故障の完全な回避が目標であるが、本発明の構造がレトルト中にレトルト処理ソーセージ10,000当たりせいぜい約500、好都合にはせいぜい約300、さらに好都合にはせいぜい約200、最も好都合にはせいぜい約150、好ましくはせいぜい約100、より好ましくはせいぜい約50、最も好ましくはせいぜい約20のソーセージケーシング破損を示す場合、構造は規定された熱暴露条件に耐えると見なされる。
【0073】
本発明の常法では、高周波シーリングが本発明の物品、好ましくは食品包装材料、より好ましくはソーセージケーシングを作成するために好都合に使用される。高周波シーリングは、Steve Myers, Radio Frequency Sealing for Disposable Medical Products, Medical Device and Diagnostic Industry Magazine, December, 1999, p.32などの参考文献に開示されるように、当分野の技術の範囲内である。
【0074】
当分野の技術の範囲内の各種の添加剤が場合により、組成物に包含される。添加剤の種類及び量は、複数の因子に依存するであろう。1つのそのような因子は、組成物の所期の使用である。第2の因子は、添加剤に対する組成物の耐性である。すなわちポリマー組成物の物理的特性が許容されないレベルまで悪影響を及ぼされる前に添加できる添加剤の量である。他の因子は、組成物の調合及び化合の当業者に明らかである。
【0075】
例示的な添加剤は、熱及び光安定剤、顔料、押出し助剤及び潤滑剤を含む加工助剤、充填剤、抗酸化剤、プロセス助剤、例えばフルオロエラストマー、ポリ(ジメチルシロキサン)、アルキルアクリレート−アルキルメタクリレートコポリマー、酸除去剤、例えばテトラナトリウムピロホスフェート、ジエノフィル、脂肪酸、アミド又はそのグリセロールエステル、顔料、染料、他の着色剤を、場合によりキャリア樹脂、カルシウムカーボネート、シリカ又は他のアンチブロック剤及びその組合せと共に含む。これらの添加剤のそれぞれは当分野の技術の範囲内であり、それぞれの複数の種類が市販されている。好ましくは該組成物は一般的に使用されている添加剤、例えば列挙したような種類のみを含有する。
【0076】
例示的な処理助剤及び潤滑剤は、脂肪酸、例えばステアリン酸;エステル、例えば脂肪酸エステル、ワックスエステル、グリコールエステル、及び脂肪族アルコールエステル;脂肪族アルコール、例えばn−ステアリルアルコール;脂肪族アミド、例えばN,N’−エチレンビスステアラミド;脂肪酸の金属塩、例えばカルシウムステアレート、及びマグネシウムステアレート;フルオロカーボン、シロキサン、及びポリオレフィンワックス、例えばパラフィンワックス、並びに酸化ポリエチレンを含む。パラフィン及びポリエチレンワックス並びにその特性及び合成は、24 Kirk-Othmer Encyclopedia Chem. Tech. 3rd Ed., Waxes, at 473-77 (J. Wiley & Sons 1980)に述べられている。
【0077】
本発明の常法による組成物に場合により使用される追加の添加剤は、熱シール及び熱形成性能を含む物理的特性をこれらの機能のないフィルムと比べて改良するための、ポリマーフィルム性能添加剤、例えばエチレン/ビニルアセテート又はビニルクロライド/アルキルアクリレートコポリマー、接着剤、例えば本発明の常法による組成物のフィルムの表面上のエチレン/ビニルアセテート或いはそのようなフィルムの表面上の(ポリビニルクロライド)(PVC)を含む。
【0078】
反対に、同様の組成物に有害な影響を有することが既知である組成物、例えば高塩基性添加剤、例えば分子中にアミン基又は塩基性窒素基を含有するもの、或いはルイス酸として作用できる金属原子を含有する添加剤は好ましくは、少なくとも許容されない有害な影響を引き起こさない量で回避され、すなわち実質的に不在である。
【0079】
添加剤は、ポリマー又は添加剤に実質的な悪影響を持たない任意の混合プロセス、好ましくは乾燥ブレンド技法、又は溶融ブレンド或いは当分野の技術の範囲内の他の手段を使用して組成物中に好都合に包含される。当分野の技術水準の範囲内の他の包含方法は、ポリマースラリーへの添加又はスプレー添加を含む。本発明の常法では、添加剤の包含が均一であることが好都合である。添加剤の量は各添加剤の目的及び効果によって変化するが、添加剤の量(可塑剤を除く)は、ポリマー、可塑剤、及び他の添加剤を含む全組成に基づく重量パーセントで、好都合にはゼロか、好ましくは少なくとも約0.1、より好ましくは少なくとも約0.3、最も好ましくは少なくとも約0.5、好都合にはせいぜい約50、好ましくはせいぜい約10、より好ましくはせいぜい5、最も好ましくはせいぜい約3重量パーセントである。
【0080】
同様に本発明の常法による組成物は場合により、当分野の技術の範囲内の他のポリマーを含有する。ポリマーの種類及び量は、複数の因子に依存するであろう。1つのそのような因子は、組成物の所期の使用である。第2の因子は、ポリマーの適合性、すなわちポリマーが所期の目的のために、所望でなく分離しない十分に均質な混合物を形成できるかどうかである。他の因子は当業者に明らかである。1つの実施形態において、組成物は、本発明の常法による少なくとも2つのビニリデンクロライドポリマーを含有できる。別の実施形態において、組成物は、本発明の常法による少なくとも1つのビニリデンクロライドポリマーと、本明細書で教示されたものと異なる少なくとも1つのビニリデンクロライドポリマー、例えば本発明の常法によるビニリデンクロライドポリマーよりも多くのアルキルアクリレート又はビニルクロライドを有する少なくとも1つのビニリデンクロライドポリマーを含有する。なお別の実施形態において、組成物は、本発明の常法による少なくとも1つのビニリデンクロライドポリマーと、少なくとも1つの熱可塑性ポリウレタン又はアルファオレフィン及び不飽和カルボン酸のアルキルエステルのコポリマー、好ましくは熱可塑性ポリウレタン又はエチレン/メチルアクリレートコポリマー或いはエチレン/ブチルアクリレートコポリマー、より好ましくは1つの実施形態において熱可塑性ポリウレタン、或いはより好ましくは別の実施形態において、アルファオレフィン及び不飽和カルボン酸のアルキルエステルのコポリマー;又はその組合せを含有する。他のポリマーと組合せて使用する場合、本発明の常法による1つ又はそれ以上のビニリデンクロライドポリマーは好都合には、組成物の約100重量パーセントまでの、組成物の約50重量パーセント超の、さらに好都合には少なくとも約80重量パーセントの、最も好都合には少なくとも約90重量パーセントの、好ましくは少なくとも約95重量パーセントの、より好ましくは少なくとも約97重量パーセントの、最も好ましくはポリマー組成物の少なくとも約98重量パーセントである。他のポリマーはポリマー、他の成分又は添加剤に実質的に悪影響を及ぼさない任意の混合プロセス、好ましくは物理的又は溶融ブレンド、その組合せ或いは当分野の技術の範囲内の他の手段を使用して、組成物中に好都合に包含される。
【0081】
熱可塑性ポリウレタン(TPU)は既知であり、例えば米国特許第6,291,587号;第6,294,638号;第6,319,985号及び第6,323,299号に述べられている。オレフィン及び不飽和カルボン酸のアルキルエステルのコポリマーは当分野で既知であり、例えばEastman Chemical CompanyからEMAC、EMAC+、EBAC及びEBAC+という商標名で、SPで始まる数値呼称、例えばSP2255、SP2258、SP2205、SP1400、SP1307、及びSP1903の付いたエチレン/メチルアクリレートコポリマー及びエチレン/ブチルアクリレートコポリマーとして市販されている。好ましいオレフィンはアルファオレフィン、すなわちアルファ又は第1位置に二重結合1個を有するエチレン性不飽和化合物である。アルファオレフィンのうち、好ましくはC2〜C20、より好ましくはC2〜C10アルファオレフィン;エチレンが最も好ましい;他のアルファオレフィンはプロピレン、1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、及び1−オクテンを含む。不飽和カルボン酸の有効なアルキルエステルのうち、アクリル及びメタクリル酸のアルキルエステルが好ましく、アクリレートがより好ましい。アルキルエステルのうち、直鎖アルキル基が好ましく、C1〜C20のサイズが好ましく、C1〜C4アルキル基がより好ましく、メチル基が最も好ましい。コポリマーは場合により、しかし好ましくはないが、それと共重合された少なくとも1つの他のエチレン性不飽和モノマーの約30重量パーセントまで、好都合には約20重量パーセント未満、好ましくは約10重量パーセント未満の、より好ましくは約5重量パーセント未満、最も好ましくは約3重量パーセント未満を有するターポリマー又はより高次のポリマーである。これらの任意のモノマーは、スチレン、アクリロニトリル、メチルメタクリレート、アクリル酸、メタクリル酸、ビニルアセテート及びその組合せを含む。メチルアクリレートは最も好ましいアルキルエステルである。該コポリマーは好都合には、オレフィン及び不飽和カルボン酸のアルキルエステルの全重量に基づいて、少なくとも約1重量パーセントの、より好ましくは少なくとも約20重量パーセントのアルキルエステルを有する。高度の肉への付着強化と、包装された肉又は同様の食品へのオレフィン及びエステルのコポリマーの低い抽出性との良好なバランスを達成するために、約50重量パーセントまで又はそれ以上のアルキルエステルが有用であるが、より好ましくは40重量パーセント未満、最も好ましくは約30重量パーセント未満のアルキルエステルがコポリマー中に存在する。食品接触用フィルムが作成される組成物での使用のためには、食品、例えば脂肪へ抽出可能な物質のレベルが低いことが好都合である。
【0082】
本発明の目的及び利点を以下の実施例によってさらに説明する。これらの実施例で引用される特定の物質の量及びその量は、他の条件及び詳細事項と同様に、本発明を制限するために使用すべきではない。別途明示されない限り、すべてのパーセンテージ、部及び比は重量による。本発明の実施例は番号付けされているが、これに対して本発明の実施例ではない比較サンプルはアルファベットによって指定する。
【実施例1】
【0083】
ビニリデンクロライド−ブチルアクリレートコポリマーを懸濁プロセスで生成する。500ガロンのガラス内張りリアクターにブチルアクリレート42.1Kg、ビニリデンクロライド724Kg、水954Kg、エポキシ化ダイズ油7.66Kg、テトラナトリウムピロホスフェート3重量パーセント水溶液12.8Kg、2,6ジ−t−ブチル−4−メチルフェノール38.3グラム、t−ブチルペル−2−エチルヘキサノエート1.90Kg、懸濁剤としてのヒドロキシプロピルメチルセルロース1重量パーセント水溶液77.4Kgを装填する。ツインピッチブレードタービン撹拌機を52rpm(revolutions per minute、1分間当たり回転数)で使用して混合物を撹拌し、サスペンジョンを形成する。温度を20℃から70℃に上昇させる。重合を8.4時間に亘って進行させて、その期間中に温度を80℃に、撹拌を100rpmに上昇させる。モノマーのポリマーへの変換は約93重量パーセントである。次に未反応モノマーをリアクターから排出する。サスペンジョン中の得られた生成物ポリマーを真空下で90℃まで加熱して、残りの未反応モノマーを除去する。該ポリマー生成物を水から分離して、75℃〜90℃で空気乾燥させる。得られた生成物は分子量が122,000であり、粒径266ミクロン(266×10-6m)(体積平均)を有し、0.3ppm(part per million、パーツパーミリオン、すなわち0.00003重量パーセント)残存ビニリデンクロライド及び5.1ppmブチルアクリレートモノマー、0.87重量パーセント エポキシ化ダイズ油を有し、173.3℃の再溶融温度を有する。
【0084】
ビニリデンクロライド−ブチルアクリレートコポリマーベース樹脂をさらに調合して、単層フィルム押出しに適したブレンド樹脂を得る。この最終調合ブレンドは、2.5重量パーセント ジブチルセバケート、2.5重量パーセント エポキシ化ダイズ油、0.1% パラフィンワックス、0.1パーセント 酸化ポリエチレンワックス、0.11パーセント カルシウムカーボネート、0.11パーセント ステアラミド並びに0.15パーセント 高密度ポリエチレン及びポリ(ジメチルシロキサン)の50/50複合ブレンドを含有する。これらの成分は、高強度ミキサーで混合され、そこで固体添加剤が最初に添加されて、完全に分散させて、液体可塑剤の添加を完全な混合と共に続けた。ブレンドした樹脂の押出し前に、ブレンドした樹脂を最低1日静値して液体可塑剤を樹脂中に吸収させる。
【0085】
フィルム押出しは、Egan Machineryが作成した3.5インチ(90mm、0.09m)押出機、Model J007790及びカナダのMacro Engineeringが製造したフィルム吹込み装置、Model ME−SNIP−64−3HP−250より成る吹込みフィルム押出しラインで実施する。使用したスクリューは、24〜1L/D(length to diameter、長さ対径)比及び3:1圧縮比を持つ一条ネジである。押出しラインは、環状押出物が吹込み前に急冷される冷水急冷タンクを装備しており、つぶしたテープ(平らにされたチューブ)が加温される温水タンクが続く。該加温チューブは次に二軸方向に吹込みされる。詳細なフィルム押出し条件は次の通りである:
押出機温度及び圧力プロフィール:
供給ゾーン:40℃
ゾーン1:168℃ 1100psi(7585kPa)
ゾーン2:165℃ 3345psi(23064kPa)
ゾーン3:162℃ 321psi(2213kPa)
ゾーン4:159℃ 2117psi(14597kPa)
ゾーン5:156℃ 2065psi(14238kPa)
アダプタ:165℃
ダイ:165℃
押出機rpm:38(0.63r/s)
押出速度:235lb/hr(1.78Kg/s)、飢餓供給(starve fed)(すなわち供給速度は、押出スクリューの回転速度の代わりに、ホッパー内への固体供給を計量するフィーダーによって制御される)
頭部圧力:2134psi(14714kPa)
冷タンク温度:53°F(11.7℃)
温タンク温度:95°F(35℃)
ブローアップ比:4.04(吹込みフィルムのレイフラット幅の、フィルムがそれから吹込まれたつぶしたテープのレイフラット幅に対する比によって測定)。
装置方向伸張比:3.46
フィルムゲージ=160ゲージ(40.6ミクロンすなわち40.6×10-6m)二重巻(各層は80ゲージである(20.3ミクロンすなわち20.3×10-6m)。)
フィルムの物理的特性は次の通りである:
ASTM D1922の手順により決定したエルメンドルフ引裂強度、装置方向(MD)=18g/mil(708660g/m)、幅方向(CD)=20g/mil(787400g/m)。
ASTM D1709の手順により決定した落槍衝撃強度=119g
ASTM D1204の手順により決定した収縮、MD=22パーセント長さ、CD=17パーセント長さ
ASTM D3354の手順により決定したブロック強度=25g
ASTM D3985の手順により決定した酸素透過性=1.79cc−mil/100sq.in−day−atm(8.157×10E−15m3・m/m2・sec・atm)。
【実施例2】
【0086】
ガラスシトレートボトルにブチルアクリレート6.22グラム、ビニリデンクロライド88.58グラム、エポキシ化ダイズ油0.96グラム、ジブチルセバケート4.00グラム、2,6ジ−t−ブチル−4−メチルフェノール0.0048グラム、t−ブチルペル−2−エチルヘキサノエート0.235グラム、ヒドロキシプロピルメチルセルロース0.10グラム、テトラナトリウムピロホスフェート0.034グラム及び水149.87グラムを装填する。シトレートボトルにキャップをして、水浴に置く。浴内でボトルを転倒させて混合を与える。温度を周囲温度から70℃まで上昇させる。重合を10時間に亘って進行させ、温度を80℃まで上昇させる。ポリマーを水から分離して、70℃で15時間乾燥させる。回収した収率は約93重量パーセントである。分子量は102,400Mw(重量平均分子量)である。
【実施例3】
【0087】
ガラスシトレートボトルにメチルアクリレート4.27グラム、ビニリデンクロライド90.54グラム、エポキシ化ダイズ油0.96グラム、ジブチルセバケート4.00グラム、2,6ジ−t−ブチル−4−メチルフェノール0.0048グラム、t−ブチルペル−2−エチルヘキサノエート0.235グラム、ヒドロキシプロピルメチルセルロース0.10グラム、テトラナトリウムピロホスフェート0.034グラム及び水149.87グラムを装填する。シトレートボトルにキャップをして、水浴に置く。浴内でボトルを転倒させて混合を与える。温度を周囲温度から70℃まで上昇させる。重合を10時間に亘って進行させ、温度を80℃まで上昇させる。ポリマーを水から分離して、70℃で15時間乾燥させる。回収した収率は約91重量パーセントである。分子量は98,600Mwである。
【実施例4】
【0088】
ガラスシトレートボトルにエチルアクリレート4.93グラム、ビニリデンクロライド89.87グラム、エポキシ化ダイズ油0.96グラム、ジブチルセバケート4.00グラム、2,6ジ−t−ブチル−4−メチルフェノール0.0048グラム、t−ブチルペル−2−エチルヘキサノエート0.235グラム、ヒドロキシプロピルメチルセルロース0.10グラム、テトラナトリウムピロホスフェート0.034グラム及び水149.87グラムを装填する。シトレートボトルにキャップをして、水浴に置く。浴内でボトルを転倒させて混合を与える。温度を周囲温度から70℃まで上昇させる。重合を10時間に亘って進行させ、温度を80℃まで上昇させる。ポリマーを水から分離して、70℃で15時間乾燥させる。回収した収率は約92重量パーセントである。分子量は99,900Mwである。
【実施例5】
【0089】
ガラスシトレートボトルにメチルアクリレート3.16グラム、2−エチルヘキシルアクリレート2.26グラム、ビニリデンクロライド89.39グラム、エポキシ化ダイズ油0.96グラム、ジブチルセバケート4.00グラム、2,6ジ−t−ブチル−4−メチルフェノール0.0048グラム、t−ブチルペル−2−エチルヘキサノエート0.235グラム、ヒドロキシプロピルメチルセルロース0.10グラム、テトラナトリウムピロホスフェート0.034グラム及び水149.87グラムを装填する。シトレートボトルにキャップをして、水浴に置く。浴内でボトルを転倒させて混合を与える。温度を周囲温度から70℃まで上昇させる。重合を10時間に亘って進行させ、温度を80℃まで上昇させる。ポリマーを水から分離して、70℃で15時間乾燥させる。回収した収率は約94重量パーセントである。分子量は106,000Mwである。
【0090】
(比較実施例A)
ガラスシトレートボトルにメチルアクリレート7.11グラム、ビニリデンクロライド87.69グラム、エポキシ化ダイズ油0.96グラム、ジブチルセバケート4.00グラム、2,6ジ−t−ブチル−4−メチルフェノール0.0048グラム、t−ブチルペル−2−エチルヘキサノエート0.235グラム、ヒドロキシプロピルメチルセルロース0.10グラム、テトラナトリウムピロホスフェート0.034グラム及び水149.87グラムを装填する。シトレートボトルにキャップをして、水浴に置く。浴内でボトルを転倒させて混合を与える。温度を周囲温度から70℃まで上昇させる。重合を10時間に亘って進行させ、温度を80℃まで上昇させる。ポリマーを水から分離して、70℃で15時間乾燥させる。回収した収率は約92重量パーセントである。分子量は98,000Mwである。
【0091】
(比較実施例B)
比較実施例Bは、フィルム及びチャブ用途で使用するための、Dow Chemical Companyから商標名Saran 168で市販されているビニリデンクロライド/ビニルクロライドコポリマーである。そのようなものとして、その特性は性能標準として使用される。所望の性能特徴を達成するために有用なコモノマー及び可塑剤の量は、樹脂における基本的な相違のために、ビニリデンクロライド/ビニルクロライド樹脂とビニリデンクロライド/アルキルアクリレート樹脂とでは異なる。
【表1】
【0092】
表1は、押出し及び泡安定性に対するコモノマー選択の効果を示す。この例では、再溶融又は結晶化温度が低ければ低いほどよい。性能標準は、押出し加工で良好に機能するビニルクロライド樹脂によって設定される。この例は、ブチルアクリレート樹脂組成物がより生産性の低いビニルクロライド樹脂に同様の性能を与えられる方法を示している。高いアクリレート含有率を有する同様の生産性のメチルアクリレート樹脂は、許容されないほど高い結晶化温度を与える。低いメチルアクリレート含有率では、これらの樹脂は許容される結晶化速度を与える。
【実施例6】
【0093】
ビニリデンクロライド−メチルアクリレートコポリマーを懸濁プロセスで生成する。500ガロンのガラス内張りリアクターにメチルアクリレート36.8Kg、ビニリデンクロライド731Kg、水956Kg、エポキシ化ダイズ油7.67Kg、テトラナトリウムピロホスフェート3重量パーセント水溶液13.0Kg、2,6ジ−t−ブチル−4−メチルフェノール38.4グラム、t−ブチルペル−2−エチルヘキサノエート1.92Kg及び懸濁剤としてのヒドロキシプロピルメチルセルロース1重量パーセント水溶液77.6Kgを装填する。混合物をツインピッチブレードタービン撹拌機によって52rpmで撹拌し、サスペンジョンを形成する。温度20℃から68.5℃に上昇させる。重合を8.8時間に亘って進行させて、温度を80℃に、撹拌を100rpmに上昇させる。モノマーのポリマーへの変換は約93重量パーセントである。次に未反応モノマーをリアクターから排出する。サスペンジョン中の得られた生成物ポリマーを真空下で90℃まで加熱して、残りの未反応モノマーを除去する。該ポリマー生成物を水から分離して、75℃〜90℃で空気乾燥させる。得られた生成物は118,900Mwであり、266ミクロン(266×10-6m)(体積平均)の粒径を有し、2.8ppm(part per million、パーツパーミリオン、すなわち0.00028重量パーセント)残存ビニリデンクロライド及び1ppm未満のメチルアクリレートモノマー、0.85重量パーセント エポキシ化ダイズ油を有し、170.7℃の再溶融温度を有する。
【0094】
ビニリデンクロライド−メチルアクリレートコポリマーベース樹脂をさらに調合して、単層フィルム押出しに適したブレンド樹脂を得る。この最終調合ブレンドは、2.5重量パーセント ジブチルセバケート、2.5重量パーセント エポキシ化ダイズ油、0.1% パラフィンワックス、0.1パーセント 酸化ポリエチレンワックス、0.11パーセント カルシウムカーボネート、0.11パーセント ステアラミド並びに0.15パーセント 高密度ポリエチレン及びポリ(ジメチルシロキサン)の50/50複合ブレンドを含有する。これらの成分を高強度ミキサーで混合して、そこで固体添加剤が最初に添加され、完全に分散させてから、液体可塑剤の添加を完全な混合と共に続けた。ブレンドした樹脂の押出し前に、ブレンドした樹脂を最低1日静値して液体可塑剤を樹脂中に吸収させる。
【0095】
フィルム押出しは実施例1で述べた装置で実施する。使用したスクリューは、24〜1L/D(length to diameter、長さ対径)比及び3:1圧縮比を持つ一条ネジである。押出しラインは、環状押出物が吹込み前に急冷される冷水急冷タンクを装備しており、つぶしたテープ(平らにされたチューブ)が加温される温水タンクが続く。該加温チューブは次に二軸方向に吹込みされる。詳細なフィルム押出し条件は次の通りである:
押出機温度及び圧力プロフィール:
供給ゾーン:40℃
ゾーン1:169℃ 1093psi(7537kPa)
ゾーン2:166℃ 3293psi(22705kPa)
ゾーン3:162℃ 694psi(4784kPa)
ゾーン4:158℃ 2337psi(16114kPa)
ゾーン5:156℃ 2065psi(13049kPa)
アダプタ:165℃
ダイ:165℃
押出機rpm:35(0.583r/s)
押出速度:235lb/hr(1.78Kg/s)、飢餓供給(starve fed)(すなわち供給速度は、押出スクリューの回転速度の代わりに、ホッパー内への固体供給を計量するフィーダーによって制御される)
頭部圧力:2083psi(14302kPa)
冷タンク温度:68°F(20℃)
温タンク温度:100°F(37.8℃)
ブローアップ比:3.91(吹込みフィルムのレイフラット幅の、フィルムがそれから吹込まれたつぶしたテープのレイフラット幅に対する比によって測定)。
装置方向伸張比:4.16
フィルムゲージ=160ゲージ(40.6ミクロンすなわち40.6×10-6m)二重巻(各層は80ゲージである(20.3ミクロンすなわち20.3×10-6m))
フィルムの物理的特性は次の通りである:
ASTM D1922の手順により決定したエルメンドルフ引裂強度、装置方向(MD)=20g/mil(787400g/m)、幅方向(CD)=18g/mil(708660g/m)
ASTM D1709の手順により決定した落槍衝撃強度=119g
ASTM D1204の手順により決定した収縮、MD=29パーセント長さ、CD=23パーセント長さ
ASTM D3354の手順により決定したブロック強度=69g
ASTM D3985の手順により決定した酸素透過性=1.41cc−mil/100sq.in−day−atm(6.425×10E−15m3・m/m2・sec・atm)。
【実施例7】
【0096】
実施例6の手順を使用して調製した、95.2パーセント ビニリデンクロライド及び4.8パーセント メチルアクリレートで、0.76パーセント エポキシ化ダイズ油を含有するビニリデンクロライド−メチルアクリレートコポリマーベース樹脂をさらに調合して、単層フィルム押出しに適したブレンド樹脂を得る。この最終調合ブレンドは、2.5重量パーセント ジブチルセバケート、2.5重量パーセント エポキシ化ダイズ油、0.1% パラフィンワックス、0.1パーセント 酸化ポリエチレンワックス、0.11パーセント カルシウムカーボネート、0.11パーセント ステアラミド並びに0.15パーセント 高密度ポリエチレン及びポリ(ジメチルシロキサン)の50/50複合ブレンドを含有する。これらの成分は、高強度ミキサーで混合され、そこで固体添加剤が最初に添加されて、完全に分散させて、液体可塑剤の添加を完全な混合と共に続けた。ブレンドした樹脂の押出し前に、ブレンドした樹脂を最低1日静値して液体可塑剤を樹脂中に吸収させる。
【0097】
フィルム押出しは実施例1で述べた装置で実施する。使用したスクリューは、24〜1L/D(length to diameter、長さ対径)比及び3:1圧縮比を持つ一条ネジである。押出しラインは、環状押出物が吹込み前に急冷される冷水急冷タンクを装備しており、つぶしたテープ(平らにされたチューブ)が加温される温水タンクが続く。該加温チューブは次に二軸方向に吹込みされる。詳細なフィルム押出し条件は次の通りである:
押出機温度及び圧力プロフィール:
供給ゾーン:40℃
ゾーン1:170℃ 1116psi(7696kPa)
ゾーン2:162℃ 3544psi(24436kPa)
ゾーン3:162℃ 2240psi(15441kPa)
ゾーン4:157℃ 2217psi(15287kPa)
ゾーン5:163℃ 2371psi(14983kPa)
アダプタ:165℃
ダイ:165℃
押出機rpm:37(0.583r/s)
押出速度:246lb/hr(1.86Kg/s)、飢餓供給(starve fed)(すなわち供給速度は、押出スクリューの回転速度の代わりに、ホッパー内への固体供給を計量するフィーダーによって制御される)
頭部圧力:2121psi(14563kPa)
冷タンク温度:60°F(15.6℃)
温タンク温度:87°F(30.6℃)
ブローアップ比:4.26(吹込みフィルムのレイフラット幅の、フィルムがそれから吹込まれたつぶしたテープのレイフラット幅に対する比によって測定)。
装置方向伸張比:4.25
フィルムゲージ=160ゲージ(40.6ミクロンすなわち40.6×10-6m)二重巻(各層は80ゲージである(20.3ミクロンすなわち20.3×10-6m))
【表2】
【0098】
表2は、一定のバリアでの耐久性に対するコモノマー選択の効果を示す。この例では、バリア及び破損が低ければ低いほどよい。性能標準は、フィルム性能の観点から良好に機能するビニルクロライド樹脂によって設定される。すべての樹脂が許容されるバリアを与えた;しかしながらメチルアクリレート樹脂は、より多いレトルト破損を有していた。
【実施例8】
【0099】
表3に示すようなビニリデンクロライド及びアクリレートモノマーの一連のモノマー混合物を調製する。それぞれ0.2パーセント エポキシ化ダイズ油、3400ppm t−ブチルペル−2−エチルヘキサノエート及び50ppm ジ−t−ブチル−4−メチルフェノールを含有する。1500ppm ヒドロキシプロピルメチルセルロース及び508ppm テトラナトリウムピロホスフェートを含有する水溶液も調製する。1リットル ガラス容器を備えたMettler RC1熱量測定リアクターにモノマー混合物296.5±0.5グラム及び水溶液369.5±0.5グラムを添加する。該混合物を600rpmで撹拌する。リアクター温度を120分間に亘って20℃から71℃まで上昇させる。次にリアクター温度を71℃で一定に120分間維持する。熱放出速度を熱量測定リアクターによって測定する。これよりモノマーのポリマーへの6パーセント変換及び71℃での重合速度を、1時間当たりのモノマーのポリマーへの変換パーセントによって計算する。重合速度は、ビニリデンクロライド、メチルアクリレート及びブチルアクリレートそれぞれについて334、394及び262BTU/ポンド(それぞれ776350、915814及び608993J/kg)の重合熱を仮定して計算する。結果を表3に示す。ビニリデンクロライドホモポリマーと比較したコポリマーの重合の相対速度を計算して、表3にも示す。これらをW. I. Begnough and R. G. W. Norrish, Proc. R. Soc. A218, 155 (1953)による、比較ビニルクロライドコポリマーの相対速度と比較する。モルパーセントビニルクロライドがより高いことに注目すべきである。これはしかしながら単層フィルム用途のために市販されている一連のビニルクロライドコポリマーと一致している。このデータは、同じ用途に適した代替的なビニリデンクロライド−ビニルクロライドコポリマーと比較して、ビニリデンクロライド−アクリレートポリマーのより高い相対重合速度を示す。
【表3】
【図面の簡単な説明】
【0100】
【図1】好ましい再溶融温度、ガラス転移温度及び結晶化温度を与える、ブチルアクリレート及び可塑剤のグラフ表示である。
【図2】好ましい再溶融温度、ガラス転移温度及び結晶化温度を与える、メチルアクリレート及び可塑剤のグラフ表示である。
【特許請求の範囲】
【請求項1】
少なくとも1つのビニリデンクロライドポリマー及び少なくとも1つの可塑剤を含む組成物から作成した単層吹込みフィルムを含む物品であって、少なくとも1つのビニリデンクロライドポリマーがビニリデンクロライドと、メチルアクリレート、エチルアクリレート、又はブチルアクリレート或いはその組合せから選択される少なくとも1つのアルキルアクリレートをビニリデンクロライドポリマーのモノマー含有率の2.5〜9モルパーセントの量で含み、前記可塑剤がポリマー100部当たり1〜15重量部の量で存在し、前記物品がパッケージ、容器、積層体、ソーセージケーシング、又はその組合せから選択され、前記アルキルアクリレートが以下の特徴:
(a)せいぜい約75℃の結晶化温度;
(b)100℃〜185℃の再溶融温度;
(c)75℃〜145℃の温度で20分間〜200分間の期間に亘って加熱した後の10000当たりせいぜい約500の故障率;
(d)4.6x10E−17m3.m/m2.sec.atm〜9.1x10E−13m3.m/m2.sec.atmの酸素透過性;及び
(e)せいぜい約10℃のガラス転移温度;
の少なくとも4つを生じる量で存在する;
物品。
【請求項2】
前記アルキルアクリレートがビニリデンクロライドポリマーの3.8〜7.5モルパーセントの量で存在し、前記可塑剤がポリマー100部当たり3〜9重量部の量で存在し、特徴が:
(a)結晶化温度がせいぜい約75℃であること;
(b)再溶融温度が100℃〜175℃であること;
(c)75℃〜145℃の温度で20分間〜200分間の期間に亘って加熱した後の故障率が10000当たりせいぜい約150であること;
(d)酸素透過性が4.6×10E−17m3.m/m2.sec.atm〜4.6×10E−14m3.m/m2.sec.atmであること;
(e)せいぜい約0℃のガラス転移温度;
である、請求項1に記載の組成物。
【請求項3】
前記アルキルアクリレートがメチルアクリレート又はブチルアクリレートであり、前記アルキルアクリレートがビニリデンクロライドポリマーの4.2〜6.5モルパーセントの量で存在し、以下の特徴:
(a)結晶化温度がせいぜい約60℃であること;
(b)再溶融温度が140℃〜175℃であること;
(c)75℃〜145℃の温度で20分間〜200分間の期間に亘って加熱した後の故障率が10000当たりせいぜい約20であること;
(d)酸素透過性が4.6×10E−17m3.m/m2.sec.atm〜2.3×10E−14m3.m/m2.sec.atmであること;
(e)せいぜい約−4℃のガラス転移温度
の5つすべてを生じる、請求項2に記載の物品。
【請求項4】
前記フィルムがダブルバブルプロセスを使用して吹込まれる、請求項1に記載の物品。
【請求項5】
ソーセージケーシングである、請求項1に記載の物品。
【請求項6】
前記ビニリデンクロライドポリマーに加えて、少なくとも1つの熱可塑性ポリウレタン又はアルファオレフィン及び不飽和カルボン酸のアルキルエステルのコポリマー、或いはその組合せを含有する、請求項1から5のいずれかに記載の物品。
【請求項7】
前記ビニリデンクロライドポリマーに加えて、エチレン/メチルアクリレートコポリマー、エチレン/ブチルアクリレートコポリマー及びその組合せから選択される、アルファオレフィン及び不飽和カルボン酸のアルキルエステルの少なくとも1つのコポリマーを含有する、請求項6に記載の物品。
【請求項8】
(a)少なくとも1つのビニリデンクロライドポリマーと、少なくとも1つの可塑剤とを含む組成物を供給するステップであって、前記少なくとも1つのビニリデンクロライドポリマーがビニリデンクロライドと、メチルアクリレート、エチルアクリレート、又はブチルアクリレート或いはその組合せから選択される少なくとも1つのアルキルアクリレートをビニリデンクロライドポリマーのモノマー含有率の2.5〜9モルパーセントの量で含み、前記可塑剤がポリマー100部当たり1〜15重量部の量で存在する、組成物を供給するステップと;
(b)環状ダイを通じて前記組成物をチューブ形に押出すステップと;
(c)押出したチューブを冷水浴で急冷するステップと;
(d)前記チューブをつぶしてテープ形にするステップと;
を含む、ダブルバブル法を使用してフィルムに吹込むことによって、請求項1に記載のフィルムを形成するプロセス。
【請求項9】
前記プロセスが:
(e)つぶしたテープを温タンク内で再加熱するステップと;
(f)押出したチューブの内側に保持された一定量の流体を使用して、つぶしたテープの所望の幅を得るためにチューブをサイズ決めするステップと;
(g)前記組成物の泡を形成するステップと;
(h)フィルム泡をつぶすステップと;
(i)得られたフィルムを少なくとも1個のロールに巻き付けるステップと;
を加えて含む、請求項8に記載のプロセス。
【請求項10】
ステップ(a)に先立って、同じ条件下で前記ビニリデンクロライド及びビニルクロライドの重合速度を超える速度で、前記ビニリデンクロライド及びアルキルアクリレートモノマーを共に重合するステップを加えて含む、請求項9に記載のプロセス。
【請求項1】
少なくとも1つのビニリデンクロライドポリマー及び少なくとも1つの可塑剤を含む組成物から作成した単層吹込みフィルムを含む物品であって、少なくとも1つのビニリデンクロライドポリマーがビニリデンクロライドと、メチルアクリレート、エチルアクリレート、又はブチルアクリレート或いはその組合せから選択される少なくとも1つのアルキルアクリレートをビニリデンクロライドポリマーのモノマー含有率の2.5〜9モルパーセントの量で含み、前記可塑剤がポリマー100部当たり1〜15重量部の量で存在し、前記物品がパッケージ、容器、積層体、ソーセージケーシング、又はその組合せから選択され、前記アルキルアクリレートが以下の特徴:
(a)せいぜい約75℃の結晶化温度;
(b)100℃〜185℃の再溶融温度;
(c)75℃〜145℃の温度で20分間〜200分間の期間に亘って加熱した後の10000当たりせいぜい約500の故障率;
(d)4.6x10E−17m3.m/m2.sec.atm〜9.1x10E−13m3.m/m2.sec.atmの酸素透過性;及び
(e)せいぜい約10℃のガラス転移温度;
の少なくとも4つを生じる量で存在する;
物品。
【請求項2】
前記アルキルアクリレートがビニリデンクロライドポリマーの3.8〜7.5モルパーセントの量で存在し、前記可塑剤がポリマー100部当たり3〜9重量部の量で存在し、特徴が:
(a)結晶化温度がせいぜい約75℃であること;
(b)再溶融温度が100℃〜175℃であること;
(c)75℃〜145℃の温度で20分間〜200分間の期間に亘って加熱した後の故障率が10000当たりせいぜい約150であること;
(d)酸素透過性が4.6×10E−17m3.m/m2.sec.atm〜4.6×10E−14m3.m/m2.sec.atmであること;
(e)せいぜい約0℃のガラス転移温度;
である、請求項1に記載の組成物。
【請求項3】
前記アルキルアクリレートがメチルアクリレート又はブチルアクリレートであり、前記アルキルアクリレートがビニリデンクロライドポリマーの4.2〜6.5モルパーセントの量で存在し、以下の特徴:
(a)結晶化温度がせいぜい約60℃であること;
(b)再溶融温度が140℃〜175℃であること;
(c)75℃〜145℃の温度で20分間〜200分間の期間に亘って加熱した後の故障率が10000当たりせいぜい約20であること;
(d)酸素透過性が4.6×10E−17m3.m/m2.sec.atm〜2.3×10E−14m3.m/m2.sec.atmであること;
(e)せいぜい約−4℃のガラス転移温度
の5つすべてを生じる、請求項2に記載の物品。
【請求項4】
前記フィルムがダブルバブルプロセスを使用して吹込まれる、請求項1に記載の物品。
【請求項5】
ソーセージケーシングである、請求項1に記載の物品。
【請求項6】
前記ビニリデンクロライドポリマーに加えて、少なくとも1つの熱可塑性ポリウレタン又はアルファオレフィン及び不飽和カルボン酸のアルキルエステルのコポリマー、或いはその組合せを含有する、請求項1から5のいずれかに記載の物品。
【請求項7】
前記ビニリデンクロライドポリマーに加えて、エチレン/メチルアクリレートコポリマー、エチレン/ブチルアクリレートコポリマー及びその組合せから選択される、アルファオレフィン及び不飽和カルボン酸のアルキルエステルの少なくとも1つのコポリマーを含有する、請求項6に記載の物品。
【請求項8】
(a)少なくとも1つのビニリデンクロライドポリマーと、少なくとも1つの可塑剤とを含む組成物を供給するステップであって、前記少なくとも1つのビニリデンクロライドポリマーがビニリデンクロライドと、メチルアクリレート、エチルアクリレート、又はブチルアクリレート或いはその組合せから選択される少なくとも1つのアルキルアクリレートをビニリデンクロライドポリマーのモノマー含有率の2.5〜9モルパーセントの量で含み、前記可塑剤がポリマー100部当たり1〜15重量部の量で存在する、組成物を供給するステップと;
(b)環状ダイを通じて前記組成物をチューブ形に押出すステップと;
(c)押出したチューブを冷水浴で急冷するステップと;
(d)前記チューブをつぶしてテープ形にするステップと;
を含む、ダブルバブル法を使用してフィルムに吹込むことによって、請求項1に記載のフィルムを形成するプロセス。
【請求項9】
前記プロセスが:
(e)つぶしたテープを温タンク内で再加熱するステップと;
(f)押出したチューブの内側に保持された一定量の流体を使用して、つぶしたテープの所望の幅を得るためにチューブをサイズ決めするステップと;
(g)前記組成物の泡を形成するステップと;
(h)フィルム泡をつぶすステップと;
(i)得られたフィルムを少なくとも1個のロールに巻き付けるステップと;
を加えて含む、請求項8に記載のプロセス。
【請求項10】
ステップ(a)に先立って、同じ条件下で前記ビニリデンクロライド及びビニルクロライドの重合速度を超える速度で、前記ビニリデンクロライド及びアルキルアクリレートモノマーを共に重合するステップを加えて含む、請求項9に記載のプロセス。
【図1】

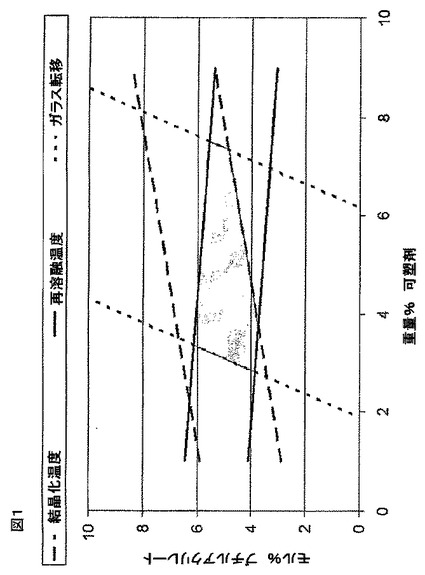
【図2】

【図2】
【公表番号】特表2008−516067(P2008−516067A)
【公表日】平成20年5月15日(2008.5.15)
【国際特許分類】
【出願番号】特願2007−536708(P2007−536708)
【出願日】平成17年9月26日(2005.9.26)
【国際出願番号】PCT/US2005/034284
【国際公開番号】WO2006/044113
【国際公開日】平成18年4月27日(2006.4.27)
【出願人】(502141050)ダウ グローバル テクノロジーズ インコーポレイティド (1,383)
【Fターム(参考)】
【公表日】平成20年5月15日(2008.5.15)
【国際特許分類】
【出願日】平成17年9月26日(2005.9.26)
【国際出願番号】PCT/US2005/034284
【国際公開番号】WO2006/044113
【国際公開日】平成18年4月27日(2006.4.27)
【出願人】(502141050)ダウ グローバル テクノロジーズ インコーポレイティド (1,383)
【Fターム(参考)】
[ Back to top ]