
パイプ厚み計測装置及び方法
【課題】パイプの放射線透視像のうちのパイプを横断する方向の輝度プロファイルを使用してパイプの外径点及び内径点を精度よく推定し、パイプ厚みを正確に計測可能にする。
【解決手段】計測対象のパイプの放射線透視像のうちのパイプを横断する方向の輝度プロファイルを取得し、この輝度プロファイルに基づいてパイプの外径点を推定する(ステップS10〜S40)。その後、推定された2つの外径点の内側の領域を設定して輝度プロファイルをセクター分割し、このセクター分割された輝度プロファイルに基づいてパイプの内径点を推定する(ステップS52〜S60)。特に、内径点推定時に、パイプの2つの外径点の内側の所定の領域に対応する輝度プロファイル(即ち、内径点の推定に関係しない情報が排除された輝度プロファイル)に基づいて内径点を検出するようにしたため、内径点推定を精度よく行うことができるようにしている。
【解決手段】計測対象のパイプの放射線透視像のうちのパイプを横断する方向の輝度プロファイルを取得し、この輝度プロファイルに基づいてパイプの外径点を推定する(ステップS10〜S40)。その後、推定された2つの外径点の内側の領域を設定して輝度プロファイルをセクター分割し、このセクター分割された輝度プロファイルに基づいてパイプの内径点を推定する(ステップS52〜S60)。特に、内径点推定時に、パイプの2つの外径点の内側の所定の領域に対応する輝度プロファイル(即ち、内径点の推定に関係しない情報が排除された輝度プロファイル)に基づいて内径点を検出するようにしたため、内径点推定を精度よく行うことができるようにしている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はパイプ厚み計測装置及び方法に係り、特に非破壊検査を目的とし、パイプの放射線透視像を用いてパイプ厚みを計測する技術に関する。
【背景技術】
【0002】
従来、円筒状の物体(以後、「パイプ」と称する)の厚さを、放射線を使用して測定する装置として、パイプの接線方向と平行に放射線を出射するとともに、パイプ中心を通過した放射線を入射する位置にセンサを位置決めし、このセンサにより検出される透過放射線量に基づいてパイプ厚みを測定するものが提案されている(特許文献1)。
【0003】
また、鋼管内に遠心力にてコンクリートを充填して構成した鋼管内のコンクリート厚を測定する方法として、X線照射時間が長短の異なる撮影画像のそれぞれの明度情報を抽出し、照射時間の短いものの明度情報と長いものの明度情報のそれぞれの抽出結果の明度分布を組み合わせて明度分布の変曲点から鋼管外径及びコンクリート内径を推定してコンクリート厚を測定する方法が提案されている(特許文献2)。尚、鋼管の厚みとしては、既知の値、又は別途測定した値を使用している。
【0004】
即ち、X線の短時間照射の画像では、鋼管の両縁は明瞭に写るが、内部の状況は判別が困難であり、一方、X線の長時間照射の画像では、鋼管の両縁部がぼやけてしまい不明瞭になるという課題を解決するために、特許文献2に記載の発明は、X線照射時間が長短の異なる撮影画像を行うようにしている。
【0005】
また、任意のスライス面に沿った被撮像物の断層像を構築するX線CT装置において、断層像上で指定された2つのエッジ間の寸法を計測する際に、各エッジの位置情報の抽出を、当該エッジ間を結ぶ方向へのCT値のラインプロファイルの微分値から求めるものが提案されている(特許文献3)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−36708号公報
【特許文献2】特開2005−257610号公報
【特許文献3】特開2008−185359号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載の発明は、透過放射線量に基づいてパイプ厚みを測定するものであり、パイプの材質等により計測の誤差が発生する。
【0008】
また、特許文献2に記載の発明は、X線照射時間が長短の異なる撮影画像のそれぞれの明度情報を組み合わせ、その明度分布の変曲点から鋼管外径及びコンクリート内径を推定するため、X線照射時間の異なる2回のX線撮影が必要になるとともに、それぞれ撮影された撮影画像の明度情報を適切に組み合わせる必要があるが、引用文献2にはその組み合わせ方法に関する記載はない。
【0009】
また、特許文献3には、CT値のラインプロファイルの微分値から被撮像物の外形のエッジ位置を検出する記載があるが、パイプの内径点を検出する記載がない。
【0010】
ところで、パイプの外径点の外側ではX線の吸収がないため、外径点付近では信号の急峻な変化が生じるが、パイプの内径点においては最も吸収が大きいため検出される信号は最も弱く、かつ付近の信号は外径点周辺に比べて緩やかな変化を示す。
【0011】
従って、特許文献3に記載の発明をパイプ厚み計測に適用する場合、パイプの外径点の検出は、外径点付近の急峻な信号の変化を該信号の微分値に基づいて検出することができるが、パイプの内径点の検出は、信号が最も弱く、かつ緩やかに変化するため、精度よく検出することができない。尚、引用文献2に記載の発明では、鋼管内部を透過するX線量(信号)を大きくするために、X線照射時間が長くしている。
【0012】
本発明はこのような事情に鑑みてなされたもので、パイプの放射線透視像のうちのパイプを横断する方向の輝度プロファイルを使用してパイプの外径点及び内径点を精度よく推定することができ、パイプ厚みを正確に計測することができるパイプ厚み計測装置及び方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
前記目的を達成するために請求項1に係るパイプ厚み計測装置は、計測対象のパイプの放射線透視像のうちの前記パイプを横断する方向の輝度プロファイルを取得する輝度プロファイル取得手段と、前記取得した輝度プロファイルに基づいて前記パイプの外径点を検出する外径点検出手段と、前記外径点検出手段により検出された前記パイプの2つの外径点の内側の所定の領域を設定する領域設定手段と、前記輝度プロファイル取得手段により取得された輝度プロファイルのうちの前記設定された所定の領域に対応する輝度プロファイルに基づいて前記パイプの内径点を検出する内径点検出手段と、を備えたことを特徴としている。
【0014】
請求項1に係る発明によれば、パイプの外径点を検出する場合と、内径点を検出する場合とで、適用する輝度プロファイルを異ならせ、特に内径点を検出する場合には、パイプの2つの外径点の内側の所定の領域に対応する輝度プロファイル(即ち、内径点の推定に関係しない情報が排除された輝度プロファイル)に基づいて内径点を検出するようにしたため、内径点の検出(推定)を精度よく行うことができる。
【0015】
請求項2に示すように請求項1に記載のパイプ厚み計測装置において、前記外径点検出手段は、前記輝度プロファイル取得手段により取得された輝度プロファイルを一次微分した一次微分プロファイルを算出する一次微分プロファイル算出手段と、前記一次微分プロファイルからノイズ成分を除去するノイズ除去手段と、前記ノイズ成分が除去された一次微分プロファイルの最大値又は最小値に基づいて前記外径点を検出する手段と、を有することを特徴としている。
【0016】
請求項3に示すように請求項1に記載のパイプ厚み計測装置において、前記外径点検出手段は、前記輝度プロファイル取得手段により取得された輝度プロファイルを一次微分した一次微分プロファイルを算出する一次微分プロファイル算出手段と、前記一次微分プロファイルからノイズ成分を除去するノイズ除去手段と、前記ノイズ成分が除去された一次微分プロファイルを微分して二次微分した二次微分プロファイルを算出する二次微分プロファイル算出手段と、前記算出された二次微分プロファイルのゼロ交差点に基づいて前記外径点を検出する検出手段と、を有することを特徴としている。
【0017】
請求項4に示すように請求項1に記載のパイプ厚み計測装置において、前記外径点検出手段は、前記輝度プロファイル取得手段により取得された輝度プロファイルを正規化する正規化手段と、前記正規化された輝度プロファイルを一次微分した一次微分プロファイルを算出する一次微分プロファイル算出手段と、前記一次微分プロファイルからノイズ成分を除去するノイズ除去手段と、前記ノイズ成分が除去された一次微分プロファイルを微分して二次微分プロファイルを算出する二次微分プロファイル算出手段と、前記算出された二次微分プロファイルのゼロ交差点を検出し、該ゼロ交差点の周辺のゼロ交差領域を設定するゼロ交差領域設定手段と、前記設定されたゼロ交差領域の二次微分プロファイルを所定の関数で近似する近似曲線を算出する近似曲線算出手段と、前記算出した近似曲線のゼロ交差点に基づいて前記外径点を検出する検出手段と、を有することを特徴としている。
【0018】
前記算出された二次微分プロファイルのゼロ交差点の周辺のゼロ交差領域内に実際のパイプの外径点が存在するが、このゼロ交差領域の二次微分プロファイルを所定の関数の近似曲線で近似し、その近似曲線のゼロ交差点に基づいて外径点を検出するようにしたため、二次微分プロファイルの形状による検出誤差を最小限にすることができる。
【0019】
請求項5に示すように請求項1に記載のパイプ厚み計測装置において、前記外径点検出手段は、前記輝度プロファイル取得手段により取得された輝度プロファイルを正規化する第1の正規化手段と、前記正規化された輝度プロファイルを一次微分した一次微分プロファイルを算出する第1の一次微分プロファイル算出手段と、前記一次微分プロファイルからノイズ成分を除去する第1のノイズ除去手段と、前記ノイズ成分が除去された一次微分プロファイルを微分して二次微分プロファイルを算出する第1の二次微分プロファイル算出手段と、前記算出された二次微分プロファイルのゼロ交差点を検出し、該ゼロ交差点の周辺のゼロ交差領域を設定する第1のゼロ交差領域設定手段と、前記設定されたゼロ交差領域の二次微分プロファイルを所定の関数で近似する近似曲線を算出する第1の近似曲線算出手段と、前記算出した近似曲線のゼロ交差点に基づいて前記パイプの粗い外径点を検出する第1の検出手段と、前記輝度プロファイル取得手段により取得された輝度プロファイルのうちの前記検出された粗い外径点の周辺の輝度プロファイルを抽出する抽出手段と、前記抽出された輝度プロファイルを正規化する第2の正規化手段と、前記正規化された輝度プロファイルを一次微分した一次微分プロファイルを算出する第2の一次微分プロファイル算出手段と、前記一次微分プロファイルからノイズ成分を除去する第2のノイズ除去手段と、前記ノイズ成分が除去された一次微分プロファイルを微分して二次微分プロファイルを算出する第2の二次微分プロファイル算出手段と、前記算出された二次微分プロファイルのゼロ交差点を検出し、該ゼロ交差点の周辺のゼロ交差領域を設定する第2のゼロ交差領域設定手段と、前記設定されたゼロ交差領域の二次微分プロファイルを所定の関数で近似する近似曲線を算出する第2の近似曲線算出手段と、前記算出した近似曲線のゼロ交差点に基づいて前記パイプの精密な外径点を検出する第2の検出手段と、を有することを特徴としている。
【0020】
上記のようにパイプの粗い外径点を検出した後、その粗い外径点の周辺の輝度プロファイル(即ち、外径点の推定に関係しない情報が排除された輝度プロファイル)に基づいて外径点を検出するようにしたため、外径点の検出(推定)をより高精度に行うことができる。
【0021】
請求項6に示すように請求項5に記載のパイプ厚み計測装置において、前記第2のノイズ除去手段は、前記第1のノイズ除去手段よりもカットオフ周波数が高いことを特徴としている。精密な外径点の検出時には、粗い外径点の周辺の輝度プロファイルを使用するため(外径点の推定に関係しない情報が排除されているため)、ノイズ除去を弱くするようにしている。
【0022】
請求項7に示すように請求項5又は6に記載のパイプ厚み計測装置において、前記第1の近似曲線算出手段及び第2の近似曲線算出手段は、それぞれ対応する二次微分プロファイルから所定のサンプリング数のデータを用いて前記第1の近似曲線及び第2の近似曲線を算出し、前記第2の近似曲線算出手段は、前記第1の近似曲線算出手段よりもサンプリング数が少ないことを特徴としている。精密な外径点の検出時には、粗い外径点の周辺の情報(サンプリング数の少ない情報)を使用することで、粗い外径点の周辺に対応する二次微分プロファイルに適した近似曲線(第2の近似曲線)を求めることができる。
【0023】
請求項8に示すように請求項1から7のいずれかに記載のパイプ厚み計測装置において、前記領域設定手段は、前記輝度プロファイルの最小輝度値よりも大きく、前記パイプの略中央の輝度値以下の所定の閾値に基づいて前記所定の領域を設定することを特徴としている。少なくともパイプの略中央の輝度値以下の所定の閾値により区分される領域(輝度プロファイルの範囲)を設定することにより、パイプの内径点の推定に不要な情報を除去するようにしている。
【0024】
請求項9に示すように請求項1から8のいずれかに記載のパイプ厚み計測装置において、前記内径点検出手段は、前記領域設定手段により設定された所定の領域に対応する輝度プロファイルの極小値を含む所定の区間を抽出する抽出手段と、前記抽出された区間の輝度プロファイルを所定の関数で近似する近似曲線を算出する近似曲線算出手段と、前記算出した近似曲線の極小値に基づいて前記パイプの内径点を検出する検出手段と、を有することを特徴としている。
【0025】
請求項10に示すように請求項1から8のいずれかに記載のパイプ厚み計測装置において、前記内径点検出手段は、前記領域設定手段により設定された所定の領域に対応する輝度プロファイルを正規化する正規化手段と、前記正規化された輝度プロファイルの極小値を含む所定の区間を抽出する抽出手段と、前記抽出された区間の輝度プロファイルを所定の関数で近似する近似曲線を算出する近似曲線算出手段と、前記算出した近似曲線の極小値に基づいて前記パイプの内径点を検出する検出手段と、を有することを特徴としている。
【0026】
請求項11に示すように請求項1から8のいずれかに記載のパイプ厚み計測装置において、前記内径点検出手段は、前記領域設定手段により設定された所定の領域に対応する輝度プロファイルを正規化する正規化手段と、前記正規化された輝度プロファイルを一次微分した一次微分プロファイルを算出する一次微分プロファイル算出手段と、前記一次微分プロファイルからノイズ成分を除去する第1のノイズ除去手段と、前記ノイズ成分が除去された一次微分プロファイルのゼロ交差点を含む所定の区間を抽出する抽出手段と、前記抽出された区間の一次微分プロファイルを所定の関数で近似する近似曲線を算出する近似曲線算出手段と、前記算出した近似曲線のゼロ交差点に基づいて前記パイプの内径点を検出する検出手段と、を有することを特徴としている。
【0027】
請求項12に示すように請求項1から8のいずれかに記載のパイプ厚み計測装置において、前記内径点検出手段は、前記領域設定手段により設定された所定の領域に対応する輝度プロファイルを正規化する正規化手段と、前記正規化された輝度プロファイルを一次微分した一次微分プロファイルを算出する一次微分プロファイル算出手段と、前記一次微分プロファイルからノイズ成分を除去するノイズ除去手段と、前記ノイズ成分が除去された一次微分プロファイルを微分して二次微分プロファイルを算出する二次微分プロファイル算出手段と、前記算出された二次微分プロファイルの極大値を含む所定の区間を抽出する抽出手段と、前記抽出された区間の二次微分プロファイルを所定の関数で近似する近似曲線を算出する近似曲線算出手段と、前記算出した近似曲線の極大値に基づいて前記パイプの内径点を検出する検出手段と、を有することを特徴としている。
【0028】
請求項13に示すように請求項4から7及び9から12のいずれかに記載のパイプ厚み計測装置において、前記所定の関数は、二次関数又は三次関数であることを特徴としている。前記所定の関数の次数は、その近似曲線がプロファイルの形状に正確に沿わないように可能な限り小さい方が好ましい。尚、プロファイルの形状が左右非対称の場合にも適用できるように、二次関数よりも三次関数の方が好ましい。
【0029】
請求項14に示すように請求項1から13のいずれかに記載のパイプ厚み計測装置において、前記外径点検出手段により検出された前記パイプの外径点と、前記内径点検出手段により検出された前記パイプの内径点であって、前記外径点に対応する内径点との差分に基づいて前記パイプ厚みを計測する手段と、前記計測結果を出力する出力手段と、を備えたことを特徴としている。
【0030】
請求項15に係るパイプ厚み計測方法は、計測対象のパイプの放射線透視像のうちの前記パイプを横断する方向の輝度プロファイルを取得する輝度プロファイル取得工程と、前記取得した輝度プロファイルを一次微分した一次微分プロファイル、又は二次微分した二次微分プロファイルを算出する工程と、前記算出した一次微分プロファイルの最大値又は最小値、若しくは前記二次微分プロファイルのゼロ交差点に基づいて前記パイプの外径点を検出する外径点検出工程と、前記検出された前記パイプの2つの外径点の内側の所定の領域を設定する領域設定工程と、前記輝度プロファイル取得工程により取得された輝度プロファイルのうちの前記設定された所定の領域に対応する輝度プロファイルの極小値、又は前記輝度ファイルを一次微分した一次微分プロファイルのゼロ交差点、若しくは前記輝度ファイルを二次微分した二次微分プロファイルの最大値に基づいて前記パイプの内径点を検出する内径点検出工程と、を含むことを特徴としている。
【発明の効果】
【0031】
本発明によれば、パイプの放射線透視像のうちのパイプを横断する方向の輝度プロファイルを使用してパイプの外径点と内径点を検出する場合に、パイプの外径点を検出する場合と内径点を検出する場合とで、適用する輝度プロファイルを異ならせ、特に内径点を検出する場合には、パイプの2つの外径点の内側の所定の領域に対応する輝度プロファイル(即ち、内径点の推定に関係しない情報が排除された輝度プロファイル)に基づいて内径点を検出するようにしたため、内径点の検出(推定)を精度よく行うことができ、これによりパイプ厚みを正確に計測することができる。
【図面の簡単な説明】
【0032】
【図1】計測対象であるパイプのX線撮影の様子を示す図
【図2】本発明に係るパイプ厚み計測装置の実施の形態を示すブロック図
【図3】本発明に係るパイプ厚み計測装置によるパイプ厚み計測処理の第1の実施形態を示すフローチャート
【図4】パイプの輝度プロファイルの抽出を説明するために用いた図
【図5】正規化したパイプの輝度プロファイルの一例を示すグラフ
【図6】一次微分プロファイルの一例を示すグラフ
【図7】二次微分プロファイルの一例を示すグラフ
【図8】正規化された輝度プロファイルの一例を示すグラフ
【図9】本発明に係るパイプ厚み計測装置によるパイプ厚み計測処理の第2の実施形態を示すフローチャート
【図10】本発明に係るパイプ厚み計測装置によるパイプ厚み計測処理の第3の実施形態を示すフローチャート
【図11】ノイズ除去前の一次微分プロファイル(系列1)とノイズ除去された一次微分プロファイル(系列2)の一例を示すグラフ
【図12】本発明に係るパイプ厚み計測装置によるパイプ厚み計測処理の第4の実施形態を示すフローチャート
【図13】二次微分プロファイルの一例を示すグラフ
【図14】複数の評価画像の例を示す図
【図15】本パイプ厚み計測アルゴリズムの線分指定依存性を確認するために抽出した輝度プロファイルの取得方法を示す図
【図16】本パイプ厚み計測アルゴリズムの選択範囲依存性を確認するために抽出した輝度プロファイルの取得方法を示す図
【図17】本パイプ厚み計測アルゴリズムの位置依存性を確認するために抽出した輝度プロファイルの取得方法を示す図
【発明を実施するための形態】
【0033】
以下、添付図面に従って本発明に係るパイプ厚み計測装置及び方法の実施の形態について説明する。
【0034】
[パイプの放射線透視像の取得]
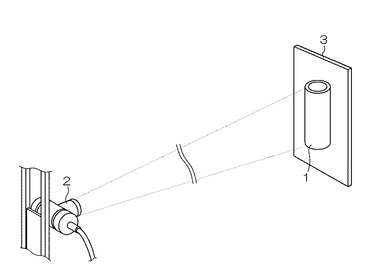
図1は計測対象であるパイプのX線撮影の様子を示す図である。尚、図1上では、短いパイプ1が図示されているが、各種の施設に配管されているパイプラインを模式的に示したものである。
【0035】
図1に示すように、パイプ1に対してX線源2を十分に離れた位置に配置し、一方、パイプ1を挟んでX線源2と対向する位置にイメージングプレート(IP:輝尽性蛍光フィルム)3を配置する。尚、IP3は、パイプ1に近接して配置される。また、IP3は、平板型IPに限らず、湾曲型IPでもよい。更に、この実施形態では、IP3を使用しているが、X線フィルムを使用するようにしてもよい。
【0036】
X線源2から照射されるX線は、パイプ1を透過してIP3に入射し、IP3に入射線量に応じたエネルギ情報(X線画像情報)として蓄えられる。このIP3に蓄えられたX線画像情報は、図2に示すIP画像読取装置50により読み取られ、パイプ厚み計測装置10にパイプ1のX線透視像として取り込まれる。
【0037】
[パイプ厚み計測装置]
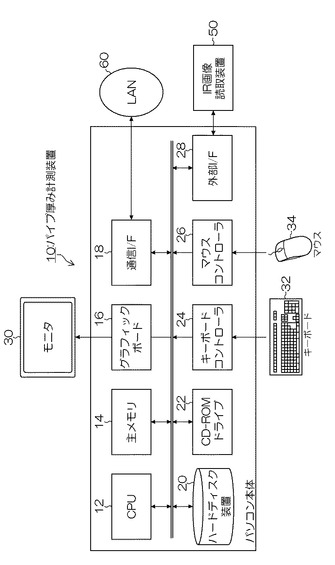
図2は本発明に係るパイプ厚み計測装置10の実施の形態を示すブロック図である。
【0038】
このパイプ厚み計測装置10は、主としてパーソナルコンピュータ(パソコン)から構成されており、各構成要素の動作を制御する中央処理装置(CPU)12と、装置の制御プログラムが格納されたり、プログラム実行時の作業領域となる主メモリ14と、液晶ディスプレイ、CRTディスプレイ等のモニタ装置30の表示を制御するグラフィックボード16と、ネットワーク60と接続される通信インターフェース(通信I/F)18と、パソコンのオペレーティングシステム(OS)、本発明に係るパイプ厚み計測アルゴリズムを実現するソフトウェア、周辺機器のデバイスドライバ等が格納されるハードディスク装置20と、CD−ROMドライブ22と、キーボード32のキー操作を検出して指示入力としてCPU12に出力するキーボードコントローラ24と、位置入力装置としてのマウス34の状態を検出してモニタ装置30上のマウスポインタの位置やマウス34の状態等の信号をCPU12に出力するマウスコントローラ26と、外部インターフェース(外部I/F)28とから構成されている。
【0039】
IP画像読取装置50は、図1に示したIP3に蓄積されたX線画像情報を読み取り、デジタル画像としてパイプ厚み計測装置10に取り込むために設けられたもので、外部I/F28を介してパイプ厚み計測装置10と接続されている。
【0040】
尚、パイプの放射線透視像のデジタル画像は、上記IP画像読取装置50から取得されるものに限らず、予めデジタル化されたパイプのX線透視像を、ネットワーク60を介して取得したものでもよい。
【0041】
パイプ厚み計測装置10は、上記のようにして取り込んだデジタル化されたパイプ1のX線透視像を解析し、パイプ1の厚みを計測するが、その詳細については後述する。
【0042】
<第1の実施形態>
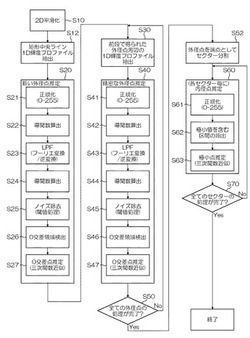
図3は本発明に係るパイプ厚み計測装置10によるパイプ厚み計測処理の第1の実施形態を示すフローチャートである。このパイプ厚み計測装置10は、パイプ1のX線透視像からパイプ1の画像上における外径点及び内径点を精度よく推定することで、パイプ厚みを計測するもので、以下、図3にしたがってパイプ1の外径点及び内径点を推定する処理内容について説明する。
【0043】
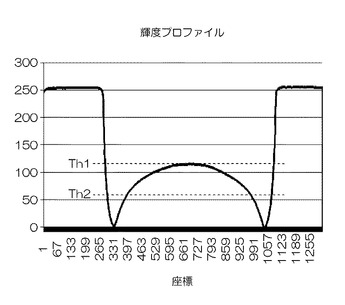
図3において、IP画像読取装置50から取得されたパイプのX線透視像(二次元画像(2D画像)を入力し、図4に示すように2D画像の矩形の中央ラインの一次元(1D)の輝度プロファイルを抽出する(ステップS10、S12)。このオリジナルの輝度プロファイルは、パイプ1の外壁に対して直交する方向の座標位置(ピクセル位置)毎の輝度値(例えば、16ビットの階調)である。
【0044】
次に、上記抽出した輝度プロファイルに基づいて粗い外径点の推定を行う(ステップS20)。
【0045】
粗い外径点推定では、まず、オリジナルの輝度プロファイルを正規化する。具体的には、16ビットのオリジナルの輝度プロファイルの最小値が0、最大値が255になるように正規化する(ステップS21)。図5は0〜255に正規化したパイプ1の輝度プロファイルの一例を示すグラフである。
【0046】
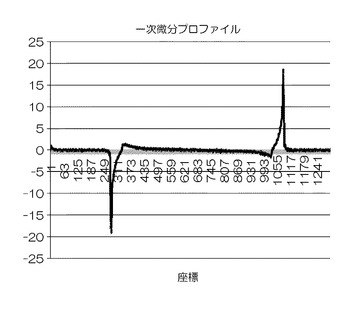
続いて、正規化した輝度プロファイルを微分し、導関数(一次微分プロファイル)を算出する(ステップS22)。この一次微分プロファイルの算出は、隣接するピクセルの輝度値の差分を求めることにより行われる。図6は上記一次微分プロファイルの一例を示すグラフである。
【0047】
次に、一次微分プロファイルからノイズ成分を除去する(ステップS23)。このノイズ除去処理は、一次微分プロファイルをフーリエ変換して周波数成分ごとに分割し、ローパフフィルタ(LPF)によりノイズを含む高周波成分を除去し、これを逆フーリエ変換することにより行う。
【0048】
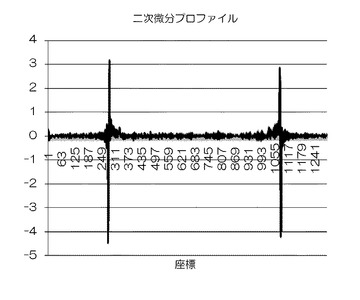
ノイズ除去された一次微分プロファイルを更に微分し、導関数(二次微分プロファイル)を算出する(ステップS24)。図7は上記二次微分プロファイルの一例を示すグラフである。
【0049】
続いて、閾値処理によりノイズ除去を行った後(ステップS25)、ノイズ除去された二次微分プロファイルのゼロ交差点(ゼロクロスポイント)を検出し、そのゼロ交差点の周辺領域(ゼロ交差領域)を設定する(ステップS26)。
【0050】
そして、前記設定されたゼロ交差領域の二次微分プロファイルの複数のサンプリング点(例えば、50個)のデータに基づいてゼロ交差領域の二次微分プロファイルを三次関数にて近似する。即ち、各サンプリング点からの自乗誤差が最小となる三次関数を求める。このようにして求めた三次関数のゼロ交差点の座標位置を、粗い外径点の位置と推定する(ステップS27)。
【0051】
上記粗い外径点推定で推定した外径点を基に該外径点の周辺領域を設定し、この周辺領域のオリジナルの輝度プロファイルを抽出する(ステップS30)。
【0052】
次に、上記抽出した輝度プロファイルに基づいて前述した粗い外径点推定と同様にして外径点(精密な外径点)の推定を行う(ステップS40)。
【0053】
尚、精密な外径点推定を行うためのステップS41からS47は、それぞれ粗い外径点推定を行うためのステップS21からS27に対応するものであるが、粗い外径点推定は、全範囲の輝度プロファイルを対象としているのに対し、精密な外径点推定は、粗い外径点の周辺領域の輝度プロファイルを対象としている点で相違する。
【0054】
また、精密な外径点推定のステップS45におけるノイズ除去処理は、粗い外径点推定のステップS25におけるノイズ除去処理に比べてカットオフ周波数が高く設定されている点で相違する。これは、精密な外径点推定時には、粗い外径点の周辺の輝度プロファイルを使用するため(外径点推定に関係しない情報が排除されているため)、ノイズ除去を弱くするためである。
【0055】
更に、精密な外径点推定のステップS47における三次関数近似処理は、粗い外径点推定のステップS27における三次関数近似に比べてサンプリング数が少なく設定されている点で相違する。これは、精密な外径点推定時には、粗い外径点の周辺領域のサンプリング数の少ない情報を使用することで、粗い外径点の周辺に対応する二次微分プロファイルに適した三次関数近似を求めるためである。
【0056】
上記のようにして精密な外径点推定が行われると、全ての外径点推定の処理が完了したか否かが判別され(ステップS50)、全ての外径点推定の処理が完了していない場合(「No」の場合)には、ステップS30に遷移させ、別の粗い外径点推定及び精密な外径点推定を行わせ、全ての外径点推定の処理が完了した場合(「Yes」の場合)には、ステップS52に遷移させる。
【0057】
ステップS52では、前段で推定された外径点を端点として輝度プロファイルをセクター分割する。例えば、パイプ1の外径点は2箇所存在するため、2つの外径点の内側の領域と、2つの外径点の外側の領域の3つの領域に分割することができる。
【0058】
具体的には、推定された2つの外径点の中間の位置は、パイプ1の中心位置に対応する。このパイプ1の中心位置近傍における輝度プロファイの最大値を求め、図5に示すように最大値を閾値Th1として、この閾値Th1以下の輝度値を有する輝度プロファイルを抽出する。尚、上記閾値Th1よりも小さく0よりも大きい閾値(例えば、図5の閾値Th2)により輝度プロファイルを抽出するようにしてもよい。
【0059】
次に、ステップS52でセクター分割された輝度プロファイルを対象として、パイプ1の内径点推定を行う(ステップS60)。
【0060】
この内径点推定では、まず、セクター分割された輝度プロファイルを正規化する(ステ
ップS61)。図8は正規化された輝度プロファイルの一例を示すグラフである。
【0061】
続いて、正規化された輝度プロファイルの極小値を検出し、その極小値の周辺領域(周辺区間)を設定する(ステップS62)。尚、パイプ1の内径点では、最もX線の吸収が大きくなるため、輝度プロファイルは内経点で極小値になる。
【0062】
次に、前記設定された極小値の周辺領域の輝度プロファイルの複数のサンプリング点のデータに基づいて周辺領域の輝度プロファイルを三次関数にて近似し、その近似した三次関数の極小値の座標位置を内径点の位置と推定する(ステップS63)。
【0063】
上記のようにして内経点推定が行われると、全ての内経点推定の処理が完了したか否かが判別され(ステップS70)、全ての内経点推定の処理が完了していない場合(「No」の場合)には、ステップS60に遷移させ、別の内経点推定を行わせ、全ての内径点推定の処理が完了した場合(「Yes」の場合)には、本処理を終了させる。
【0064】
上記のようにしてパイプ1の外径点推定及び内径点推定が終了すると、推定された外径点に対応する内径点との座標位置の差分(ピクセル数)が算出される。これらの外径点、内径点の座標位置、及び差分(パイプ厚みに相当)は、モニタ装置30に出力され、又は図示しないプリンタによりプリントアウトされ、もしくはハードディスク装置20等の記録メディアに記録される。
【0065】
尚、1ピクセル当たりの実寸法に基づいてピクセル数からパイプ厚みを計算することができる。また、第1の実施形態では、パイプの外径点推定を、粗い外径点推定と精密な外径点推定の2段階で行うようにしたが、これに限らず、粗い外径点推定のみを行うようにしてもよい。
【0066】
<第2の実施形態>
図9は本発明に係るパイプ厚み計測装置10によるパイプ厚み計測処理の第2の実施形態を示すフローチャートであり、主として外径点推定に関して示している。
【0067】
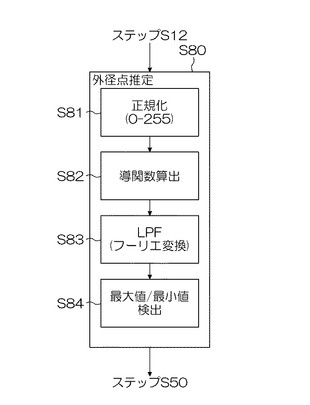
図9に示す第2の実施形態は、図3に示した第1の実施形態の外径点推定を行うステップS20、S40の代わりにステップS80の処理を行う点で相違する。
【0068】
この第2の実施形態の外径点推定では、ステップS12により抽出された輝度プロファイルを正規化する(ステップS81)。続いて、正規化された輝度プロファイルを微分し、導関数(一次微分プロファイル)を算出する(ステップS82)。
【0069】
次に、一次微分プロファイルからノイズ成分を除去する(ステップS83)。ここまでの処理は、図3に示した第1の実施形態のステップS21、S22、及びS23と同じである。
【0070】
次に、ノイズ除去された一次微分プロファイルの最大値/最小値を算出する(ステップS84)。即ち、輝度プロファイルは、パイプ1の外径点付近で最も急峻な輝度変化が生じるため、その一次微分プロファイルの最大値又は最小値を検出することは、外径点の位置を検出することになる。
【0071】
尚、この最大値又は最小値を検出する際に、最大値の周辺領域の一次微分プロファイルの複数のサンプリング点のデータに基づいて周辺領域の一次微分プロファイルを三次関数にて近似し、その近似した三次関数の最大値又は最小値の座標位置を外径点の位置と推定することにより、より精度の高い外径点推定を行うことができる。
【0072】
<第3の実施形態>
図10は本発明に係るパイプ厚み計測装置10によるパイプ厚み計測処理の第3の実施形態を示すフローチャートであり、主として内径点推定に関して示している。
【0073】
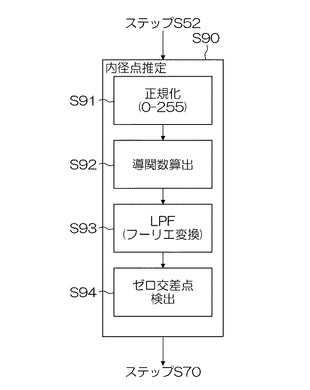
図10に示す第3の実施形態は、図3に示した第1の実施形態の内径点推定を行うステップS60の代わりにステップS90の処理を行う点で相違する。
【0074】
この第3の実施形態の内径点推定では、ステップS52によりセクター分割された輝度プロファイルを正規化する(ステップS91)。続いて、正規化された輝度プロファイルを微分し、導関数(一次微分プロファイル)を算出し(ステップS92)、この一次微分プロファイルからLPFを使用してノイズ成分を除去する(ステップS93)。
【0075】
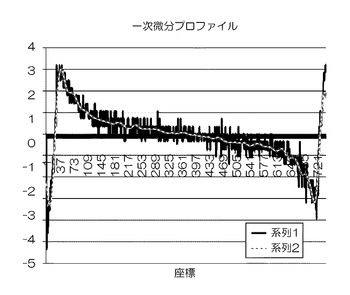
図11はノイズ除去前の一次微分プロファイル(系列1)とノイズ除去された一次微分プロファイル(系列2)の一例を示すグラフである。
【0076】
次に、ノイズ除去された一次微分プロファイルのゼロ交差点を検出する(ステップS94)。このゼロ交差点の座標位置は、パイプ11の内径点の位置と推定できる。
【0077】
尚、ゼロ交差点の周辺領域(ゼロ交差領域)を設定し、ゼロ交差領域の一次微分プロファイルの複数のサンプリング点のデータに基づいてゼロ交差領域の一次微分プロファイルを三次関数にて近似し、この三次関数のゼロ交差点の座標位置を内径点の位置と推定することにより、更に精度の高い内径点推定を行うことができる。
【0078】
<第4の実施形態>
図12は本発明に係るパイプ厚み計測装置10によるパイプ厚み計測処理の第4の実施形態を示すフローチャートであり、主として内径点推定に関して示している。
【0079】
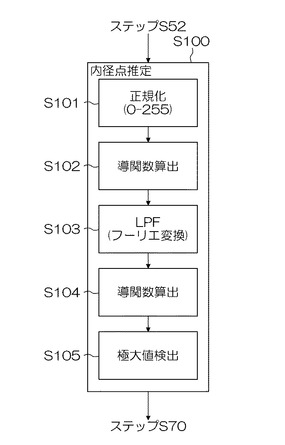
図12に示す第4の実施形態は、図3に示した第1の実施形態の内径点推定を行うステップS60の代わりにステップS100の処理を行う点で相違する。
【0080】
図12に示す第4の実施形態のステップS101からS103の処理は、図10に示した第3の実施形態のステップS91からS93の処理と同じため、その詳細な説明は省略する。
【0081】
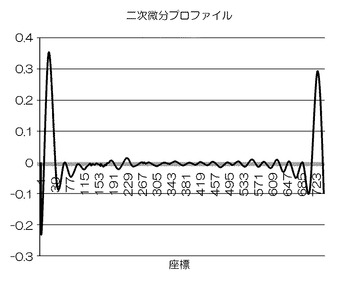
第4の実施形態のステップS104では、ステップS103により処理されたノイズ除去後の一次微分プロファイルを更に微分し、導関数(二次微分プロファイル)を算出する。図13は上記二次微分プロファイルの一例を示すグラフである。
【0082】
続いて、上記二次微分プロファイルの極大値を検出する(ステップS105)。この極大値となる座標位置は、パイプ11の内径点の位置と推定できる。
【0083】
尚、極大値の周辺領域を設定し、この周辺領域の二次微分プロファイルの複数のサンプリング点のデータに基づいて周辺領域の二次微分プロファイルを三次関数にて近似し、この三次関数の極大値の座標位置を内径点の位置と推定することにより、更に精度の高い内径点推定を行うことができる。
【0084】
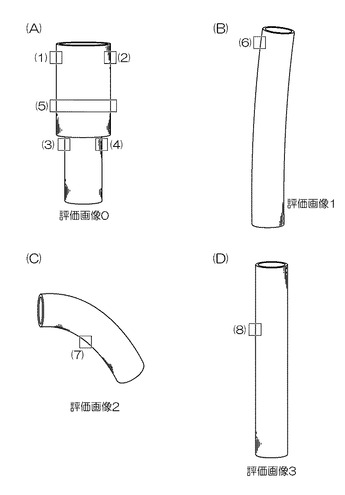
[実施例]
図14(A)〜(D)に示す評価画像0〜3を使用し、第1の実施形態のパイプ厚み計測方法による性能評価を行った。
【0085】
各評価画像0〜3及び計測した領域(領域(1)〜(8))の関係を、[表1]に示す。
【0086】
【表1】

【0087】
本パイプ厚み計測アルゴリズムの性能を、安定性の観点で計るべく、以下の実験を行った。以下に実験結果を合わせて示す。
【0088】
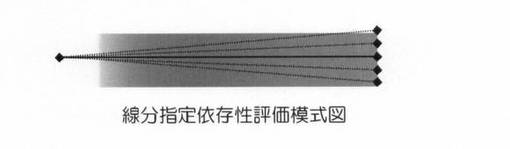
(1)線分指定依存性
計測ラインは、線分の開始点座標及び終了点座標によって指定する。ここでは、図15に示すように、開始点座標を固定し、終了点座標をパイプの壁面に平行な方向に移動させ、各候補点(外径点及び内径点)及び厚みの変化を観察した。
【0089】
下記の[表2]〜[表5]に計測結果を示す。
【0090】
【表2】
【0091】
【表3】
【0092】
【表4】
【0093】
【表5】
【0094】
上記[表2]〜[表5]に示すようにパイプの粗い外径点推定(global推定)及びglobal+local推定(精密な外径推定)の場合のいずれにおいても安定した推定結果が得られた。
【0095】
しかし、global推定の場合において、一部に大きな誤差を招くケースが見られた。
【0096】
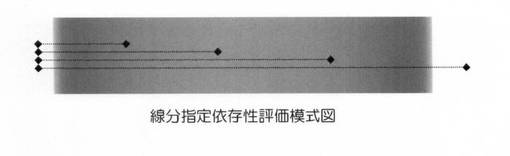
(2)選択範囲依存性
計測ラインは、線分の開始点座標及び終了点座標によって指定する。ここでは、図16に示す開始点座標を固定し、終了点座標をパイプの断面に平行な方向に移動させ、各候補点、厚みの変化及び選択範囲依存性について観察した。
【0097】
尚、図16中の矢印は、(y座標が同一であるため)本来重なり合っているが、分かりやすさのために、敢えてy座標をずらして表記している。
【0098】
下記の[表6]に計測結果を示す。
【0099】
【表6】
【0100】
[表6]に示すように、global推定における計測結果のバラツキが、global+local推定においては改善されていることが確認できる。
【0101】
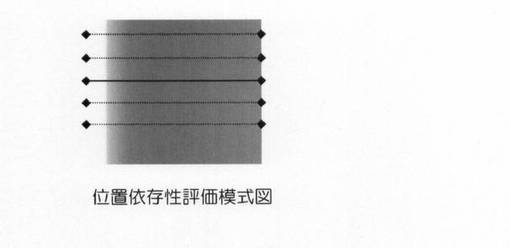
(3)位置依存性
計測ラインは、線分の開始点座標及び終了点座標によって指定する。ここでは、図17に示すように開始点座標及び終了点座標を共に、パイプ壁面に平行な方向に移動させ、各候補点、厚みの変化及び測定位置依存性について観察した。
【0102】
下記の[表7]〜[表10]に計測結果を示す。
【0103】
【表7】
【0104】
【表8】
【0105】
【表9】
【0106】
【表10】
【0107】
線分指定依存性試験と同様、global推定及びglobal+local推定の場合のいずれにおいても安定した推定結果が示されたが、global推定の場合において一部に大きな誤差を招くケースが見られた。
【0108】
また、試験の過程にてノイジーな画像に対応するため、外径点検出時のLPF処理においてカットオフ周波数を当初の50Hzから30Hzに変更している。
【0109】
[その他]
本発明は第1の実施形態から第4の実施形態を適宜組み合わせて構成するようにしてもよい。また、第1の実施の形態等では、各種プロファイルを近似するための関数として三次関数を使用するようにしたが、本発明はこれに限定されず、例えば、二次関数を使用してもよい。
【0110】
また、本発明は上述した実施の形態に限定されず、本発明の精神を逸脱しない範囲で種々の変形が可能であることは言うまでもない。
【符号の説明】
【0111】
1…パイプ、2…X線源、3…イメージングプレート(IP)、10…パイプ厚み計測装置、12…中央処理装置(CPU)、14…主メモリ、18…通信インターフェース、20…ハードディスク装置、28…外部インターフェース、30…モニタ装置、32…キーボード、34…マウス、50…IP画像読取装置
【技術分野】
【0001】
本発明はパイプ厚み計測装置及び方法に係り、特に非破壊検査を目的とし、パイプの放射線透視像を用いてパイプ厚みを計測する技術に関する。
【背景技術】
【0002】
従来、円筒状の物体(以後、「パイプ」と称する)の厚さを、放射線を使用して測定する装置として、パイプの接線方向と平行に放射線を出射するとともに、パイプ中心を通過した放射線を入射する位置にセンサを位置決めし、このセンサにより検出される透過放射線量に基づいてパイプ厚みを測定するものが提案されている(特許文献1)。
【0003】
また、鋼管内に遠心力にてコンクリートを充填して構成した鋼管内のコンクリート厚を測定する方法として、X線照射時間が長短の異なる撮影画像のそれぞれの明度情報を抽出し、照射時間の短いものの明度情報と長いものの明度情報のそれぞれの抽出結果の明度分布を組み合わせて明度分布の変曲点から鋼管外径及びコンクリート内径を推定してコンクリート厚を測定する方法が提案されている(特許文献2)。尚、鋼管の厚みとしては、既知の値、又は別途測定した値を使用している。
【0004】
即ち、X線の短時間照射の画像では、鋼管の両縁は明瞭に写るが、内部の状況は判別が困難であり、一方、X線の長時間照射の画像では、鋼管の両縁部がぼやけてしまい不明瞭になるという課題を解決するために、特許文献2に記載の発明は、X線照射時間が長短の異なる撮影画像を行うようにしている。
【0005】
また、任意のスライス面に沿った被撮像物の断層像を構築するX線CT装置において、断層像上で指定された2つのエッジ間の寸法を計測する際に、各エッジの位置情報の抽出を、当該エッジ間を結ぶ方向へのCT値のラインプロファイルの微分値から求めるものが提案されている(特許文献3)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−36708号公報
【特許文献2】特開2005−257610号公報
【特許文献3】特開2008−185359号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載の発明は、透過放射線量に基づいてパイプ厚みを測定するものであり、パイプの材質等により計測の誤差が発生する。
【0008】
また、特許文献2に記載の発明は、X線照射時間が長短の異なる撮影画像のそれぞれの明度情報を組み合わせ、その明度分布の変曲点から鋼管外径及びコンクリート内径を推定するため、X線照射時間の異なる2回のX線撮影が必要になるとともに、それぞれ撮影された撮影画像の明度情報を適切に組み合わせる必要があるが、引用文献2にはその組み合わせ方法に関する記載はない。
【0009】
また、特許文献3には、CT値のラインプロファイルの微分値から被撮像物の外形のエッジ位置を検出する記載があるが、パイプの内径点を検出する記載がない。
【0010】
ところで、パイプの外径点の外側ではX線の吸収がないため、外径点付近では信号の急峻な変化が生じるが、パイプの内径点においては最も吸収が大きいため検出される信号は最も弱く、かつ付近の信号は外径点周辺に比べて緩やかな変化を示す。
【0011】
従って、特許文献3に記載の発明をパイプ厚み計測に適用する場合、パイプの外径点の検出は、外径点付近の急峻な信号の変化を該信号の微分値に基づいて検出することができるが、パイプの内径点の検出は、信号が最も弱く、かつ緩やかに変化するため、精度よく検出することができない。尚、引用文献2に記載の発明では、鋼管内部を透過するX線量(信号)を大きくするために、X線照射時間が長くしている。
【0012】
本発明はこのような事情に鑑みてなされたもので、パイプの放射線透視像のうちのパイプを横断する方向の輝度プロファイルを使用してパイプの外径点及び内径点を精度よく推定することができ、パイプ厚みを正確に計測することができるパイプ厚み計測装置及び方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
前記目的を達成するために請求項1に係るパイプ厚み計測装置は、計測対象のパイプの放射線透視像のうちの前記パイプを横断する方向の輝度プロファイルを取得する輝度プロファイル取得手段と、前記取得した輝度プロファイルに基づいて前記パイプの外径点を検出する外径点検出手段と、前記外径点検出手段により検出された前記パイプの2つの外径点の内側の所定の領域を設定する領域設定手段と、前記輝度プロファイル取得手段により取得された輝度プロファイルのうちの前記設定された所定の領域に対応する輝度プロファイルに基づいて前記パイプの内径点を検出する内径点検出手段と、を備えたことを特徴としている。
【0014】
請求項1に係る発明によれば、パイプの外径点を検出する場合と、内径点を検出する場合とで、適用する輝度プロファイルを異ならせ、特に内径点を検出する場合には、パイプの2つの外径点の内側の所定の領域に対応する輝度プロファイル(即ち、内径点の推定に関係しない情報が排除された輝度プロファイル)に基づいて内径点を検出するようにしたため、内径点の検出(推定)を精度よく行うことができる。
【0015】
請求項2に示すように請求項1に記載のパイプ厚み計測装置において、前記外径点検出手段は、前記輝度プロファイル取得手段により取得された輝度プロファイルを一次微分した一次微分プロファイルを算出する一次微分プロファイル算出手段と、前記一次微分プロファイルからノイズ成分を除去するノイズ除去手段と、前記ノイズ成分が除去された一次微分プロファイルの最大値又は最小値に基づいて前記外径点を検出する手段と、を有することを特徴としている。
【0016】
請求項3に示すように請求項1に記載のパイプ厚み計測装置において、前記外径点検出手段は、前記輝度プロファイル取得手段により取得された輝度プロファイルを一次微分した一次微分プロファイルを算出する一次微分プロファイル算出手段と、前記一次微分プロファイルからノイズ成分を除去するノイズ除去手段と、前記ノイズ成分が除去された一次微分プロファイルを微分して二次微分した二次微分プロファイルを算出する二次微分プロファイル算出手段と、前記算出された二次微分プロファイルのゼロ交差点に基づいて前記外径点を検出する検出手段と、を有することを特徴としている。
【0017】
請求項4に示すように請求項1に記載のパイプ厚み計測装置において、前記外径点検出手段は、前記輝度プロファイル取得手段により取得された輝度プロファイルを正規化する正規化手段と、前記正規化された輝度プロファイルを一次微分した一次微分プロファイルを算出する一次微分プロファイル算出手段と、前記一次微分プロファイルからノイズ成分を除去するノイズ除去手段と、前記ノイズ成分が除去された一次微分プロファイルを微分して二次微分プロファイルを算出する二次微分プロファイル算出手段と、前記算出された二次微分プロファイルのゼロ交差点を検出し、該ゼロ交差点の周辺のゼロ交差領域を設定するゼロ交差領域設定手段と、前記設定されたゼロ交差領域の二次微分プロファイルを所定の関数で近似する近似曲線を算出する近似曲線算出手段と、前記算出した近似曲線のゼロ交差点に基づいて前記外径点を検出する検出手段と、を有することを特徴としている。
【0018】
前記算出された二次微分プロファイルのゼロ交差点の周辺のゼロ交差領域内に実際のパイプの外径点が存在するが、このゼロ交差領域の二次微分プロファイルを所定の関数の近似曲線で近似し、その近似曲線のゼロ交差点に基づいて外径点を検出するようにしたため、二次微分プロファイルの形状による検出誤差を最小限にすることができる。
【0019】
請求項5に示すように請求項1に記載のパイプ厚み計測装置において、前記外径点検出手段は、前記輝度プロファイル取得手段により取得された輝度プロファイルを正規化する第1の正規化手段と、前記正規化された輝度プロファイルを一次微分した一次微分プロファイルを算出する第1の一次微分プロファイル算出手段と、前記一次微分プロファイルからノイズ成分を除去する第1のノイズ除去手段と、前記ノイズ成分が除去された一次微分プロファイルを微分して二次微分プロファイルを算出する第1の二次微分プロファイル算出手段と、前記算出された二次微分プロファイルのゼロ交差点を検出し、該ゼロ交差点の周辺のゼロ交差領域を設定する第1のゼロ交差領域設定手段と、前記設定されたゼロ交差領域の二次微分プロファイルを所定の関数で近似する近似曲線を算出する第1の近似曲線算出手段と、前記算出した近似曲線のゼロ交差点に基づいて前記パイプの粗い外径点を検出する第1の検出手段と、前記輝度プロファイル取得手段により取得された輝度プロファイルのうちの前記検出された粗い外径点の周辺の輝度プロファイルを抽出する抽出手段と、前記抽出された輝度プロファイルを正規化する第2の正規化手段と、前記正規化された輝度プロファイルを一次微分した一次微分プロファイルを算出する第2の一次微分プロファイル算出手段と、前記一次微分プロファイルからノイズ成分を除去する第2のノイズ除去手段と、前記ノイズ成分が除去された一次微分プロファイルを微分して二次微分プロファイルを算出する第2の二次微分プロファイル算出手段と、前記算出された二次微分プロファイルのゼロ交差点を検出し、該ゼロ交差点の周辺のゼロ交差領域を設定する第2のゼロ交差領域設定手段と、前記設定されたゼロ交差領域の二次微分プロファイルを所定の関数で近似する近似曲線を算出する第2の近似曲線算出手段と、前記算出した近似曲線のゼロ交差点に基づいて前記パイプの精密な外径点を検出する第2の検出手段と、を有することを特徴としている。
【0020】
上記のようにパイプの粗い外径点を検出した後、その粗い外径点の周辺の輝度プロファイル(即ち、外径点の推定に関係しない情報が排除された輝度プロファイル)に基づいて外径点を検出するようにしたため、外径点の検出(推定)をより高精度に行うことができる。
【0021】
請求項6に示すように請求項5に記載のパイプ厚み計測装置において、前記第2のノイズ除去手段は、前記第1のノイズ除去手段よりもカットオフ周波数が高いことを特徴としている。精密な外径点の検出時には、粗い外径点の周辺の輝度プロファイルを使用するため(外径点の推定に関係しない情報が排除されているため)、ノイズ除去を弱くするようにしている。
【0022】
請求項7に示すように請求項5又は6に記載のパイプ厚み計測装置において、前記第1の近似曲線算出手段及び第2の近似曲線算出手段は、それぞれ対応する二次微分プロファイルから所定のサンプリング数のデータを用いて前記第1の近似曲線及び第2の近似曲線を算出し、前記第2の近似曲線算出手段は、前記第1の近似曲線算出手段よりもサンプリング数が少ないことを特徴としている。精密な外径点の検出時には、粗い外径点の周辺の情報(サンプリング数の少ない情報)を使用することで、粗い外径点の周辺に対応する二次微分プロファイルに適した近似曲線(第2の近似曲線)を求めることができる。
【0023】
請求項8に示すように請求項1から7のいずれかに記載のパイプ厚み計測装置において、前記領域設定手段は、前記輝度プロファイルの最小輝度値よりも大きく、前記パイプの略中央の輝度値以下の所定の閾値に基づいて前記所定の領域を設定することを特徴としている。少なくともパイプの略中央の輝度値以下の所定の閾値により区分される領域(輝度プロファイルの範囲)を設定することにより、パイプの内径点の推定に不要な情報を除去するようにしている。
【0024】
請求項9に示すように請求項1から8のいずれかに記載のパイプ厚み計測装置において、前記内径点検出手段は、前記領域設定手段により設定された所定の領域に対応する輝度プロファイルの極小値を含む所定の区間を抽出する抽出手段と、前記抽出された区間の輝度プロファイルを所定の関数で近似する近似曲線を算出する近似曲線算出手段と、前記算出した近似曲線の極小値に基づいて前記パイプの内径点を検出する検出手段と、を有することを特徴としている。
【0025】
請求項10に示すように請求項1から8のいずれかに記載のパイプ厚み計測装置において、前記内径点検出手段は、前記領域設定手段により設定された所定の領域に対応する輝度プロファイルを正規化する正規化手段と、前記正規化された輝度プロファイルの極小値を含む所定の区間を抽出する抽出手段と、前記抽出された区間の輝度プロファイルを所定の関数で近似する近似曲線を算出する近似曲線算出手段と、前記算出した近似曲線の極小値に基づいて前記パイプの内径点を検出する検出手段と、を有することを特徴としている。
【0026】
請求項11に示すように請求項1から8のいずれかに記載のパイプ厚み計測装置において、前記内径点検出手段は、前記領域設定手段により設定された所定の領域に対応する輝度プロファイルを正規化する正規化手段と、前記正規化された輝度プロファイルを一次微分した一次微分プロファイルを算出する一次微分プロファイル算出手段と、前記一次微分プロファイルからノイズ成分を除去する第1のノイズ除去手段と、前記ノイズ成分が除去された一次微分プロファイルのゼロ交差点を含む所定の区間を抽出する抽出手段と、前記抽出された区間の一次微分プロファイルを所定の関数で近似する近似曲線を算出する近似曲線算出手段と、前記算出した近似曲線のゼロ交差点に基づいて前記パイプの内径点を検出する検出手段と、を有することを特徴としている。
【0027】
請求項12に示すように請求項1から8のいずれかに記載のパイプ厚み計測装置において、前記内径点検出手段は、前記領域設定手段により設定された所定の領域に対応する輝度プロファイルを正規化する正規化手段と、前記正規化された輝度プロファイルを一次微分した一次微分プロファイルを算出する一次微分プロファイル算出手段と、前記一次微分プロファイルからノイズ成分を除去するノイズ除去手段と、前記ノイズ成分が除去された一次微分プロファイルを微分して二次微分プロファイルを算出する二次微分プロファイル算出手段と、前記算出された二次微分プロファイルの極大値を含む所定の区間を抽出する抽出手段と、前記抽出された区間の二次微分プロファイルを所定の関数で近似する近似曲線を算出する近似曲線算出手段と、前記算出した近似曲線の極大値に基づいて前記パイプの内径点を検出する検出手段と、を有することを特徴としている。
【0028】
請求項13に示すように請求項4から7及び9から12のいずれかに記載のパイプ厚み計測装置において、前記所定の関数は、二次関数又は三次関数であることを特徴としている。前記所定の関数の次数は、その近似曲線がプロファイルの形状に正確に沿わないように可能な限り小さい方が好ましい。尚、プロファイルの形状が左右非対称の場合にも適用できるように、二次関数よりも三次関数の方が好ましい。
【0029】
請求項14に示すように請求項1から13のいずれかに記載のパイプ厚み計測装置において、前記外径点検出手段により検出された前記パイプの外径点と、前記内径点検出手段により検出された前記パイプの内径点であって、前記外径点に対応する内径点との差分に基づいて前記パイプ厚みを計測する手段と、前記計測結果を出力する出力手段と、を備えたことを特徴としている。
【0030】
請求項15に係るパイプ厚み計測方法は、計測対象のパイプの放射線透視像のうちの前記パイプを横断する方向の輝度プロファイルを取得する輝度プロファイル取得工程と、前記取得した輝度プロファイルを一次微分した一次微分プロファイル、又は二次微分した二次微分プロファイルを算出する工程と、前記算出した一次微分プロファイルの最大値又は最小値、若しくは前記二次微分プロファイルのゼロ交差点に基づいて前記パイプの外径点を検出する外径点検出工程と、前記検出された前記パイプの2つの外径点の内側の所定の領域を設定する領域設定工程と、前記輝度プロファイル取得工程により取得された輝度プロファイルのうちの前記設定された所定の領域に対応する輝度プロファイルの極小値、又は前記輝度ファイルを一次微分した一次微分プロファイルのゼロ交差点、若しくは前記輝度ファイルを二次微分した二次微分プロファイルの最大値に基づいて前記パイプの内径点を検出する内径点検出工程と、を含むことを特徴としている。
【発明の効果】
【0031】
本発明によれば、パイプの放射線透視像のうちのパイプを横断する方向の輝度プロファイルを使用してパイプの外径点と内径点を検出する場合に、パイプの外径点を検出する場合と内径点を検出する場合とで、適用する輝度プロファイルを異ならせ、特に内径点を検出する場合には、パイプの2つの外径点の内側の所定の領域に対応する輝度プロファイル(即ち、内径点の推定に関係しない情報が排除された輝度プロファイル)に基づいて内径点を検出するようにしたため、内径点の検出(推定)を精度よく行うことができ、これによりパイプ厚みを正確に計測することができる。
【図面の簡単な説明】
【0032】
【図1】計測対象であるパイプのX線撮影の様子を示す図
【図2】本発明に係るパイプ厚み計測装置の実施の形態を示すブロック図
【図3】本発明に係るパイプ厚み計測装置によるパイプ厚み計測処理の第1の実施形態を示すフローチャート
【図4】パイプの輝度プロファイルの抽出を説明するために用いた図
【図5】正規化したパイプの輝度プロファイルの一例を示すグラフ
【図6】一次微分プロファイルの一例を示すグラフ
【図7】二次微分プロファイルの一例を示すグラフ
【図8】正規化された輝度プロファイルの一例を示すグラフ
【図9】本発明に係るパイプ厚み計測装置によるパイプ厚み計測処理の第2の実施形態を示すフローチャート
【図10】本発明に係るパイプ厚み計測装置によるパイプ厚み計測処理の第3の実施形態を示すフローチャート
【図11】ノイズ除去前の一次微分プロファイル(系列1)とノイズ除去された一次微分プロファイル(系列2)の一例を示すグラフ
【図12】本発明に係るパイプ厚み計測装置によるパイプ厚み計測処理の第4の実施形態を示すフローチャート
【図13】二次微分プロファイルの一例を示すグラフ
【図14】複数の評価画像の例を示す図
【図15】本パイプ厚み計測アルゴリズムの線分指定依存性を確認するために抽出した輝度プロファイルの取得方法を示す図
【図16】本パイプ厚み計測アルゴリズムの選択範囲依存性を確認するために抽出した輝度プロファイルの取得方法を示す図
【図17】本パイプ厚み計測アルゴリズムの位置依存性を確認するために抽出した輝度プロファイルの取得方法を示す図
【発明を実施するための形態】
【0033】
以下、添付図面に従って本発明に係るパイプ厚み計測装置及び方法の実施の形態について説明する。
【0034】
[パイプの放射線透視像の取得]
図1は計測対象であるパイプのX線撮影の様子を示す図である。尚、図1上では、短いパイプ1が図示されているが、各種の施設に配管されているパイプラインを模式的に示したものである。
【0035】
図1に示すように、パイプ1に対してX線源2を十分に離れた位置に配置し、一方、パイプ1を挟んでX線源2と対向する位置にイメージングプレート(IP:輝尽性蛍光フィルム)3を配置する。尚、IP3は、パイプ1に近接して配置される。また、IP3は、平板型IPに限らず、湾曲型IPでもよい。更に、この実施形態では、IP3を使用しているが、X線フィルムを使用するようにしてもよい。
【0036】
X線源2から照射されるX線は、パイプ1を透過してIP3に入射し、IP3に入射線量に応じたエネルギ情報(X線画像情報)として蓄えられる。このIP3に蓄えられたX線画像情報は、図2に示すIP画像読取装置50により読み取られ、パイプ厚み計測装置10にパイプ1のX線透視像として取り込まれる。
【0037】
[パイプ厚み計測装置]
図2は本発明に係るパイプ厚み計測装置10の実施の形態を示すブロック図である。
【0038】
このパイプ厚み計測装置10は、主としてパーソナルコンピュータ(パソコン)から構成されており、各構成要素の動作を制御する中央処理装置(CPU)12と、装置の制御プログラムが格納されたり、プログラム実行時の作業領域となる主メモリ14と、液晶ディスプレイ、CRTディスプレイ等のモニタ装置30の表示を制御するグラフィックボード16と、ネットワーク60と接続される通信インターフェース(通信I/F)18と、パソコンのオペレーティングシステム(OS)、本発明に係るパイプ厚み計測アルゴリズムを実現するソフトウェア、周辺機器のデバイスドライバ等が格納されるハードディスク装置20と、CD−ROMドライブ22と、キーボード32のキー操作を検出して指示入力としてCPU12に出力するキーボードコントローラ24と、位置入力装置としてのマウス34の状態を検出してモニタ装置30上のマウスポインタの位置やマウス34の状態等の信号をCPU12に出力するマウスコントローラ26と、外部インターフェース(外部I/F)28とから構成されている。
【0039】
IP画像読取装置50は、図1に示したIP3に蓄積されたX線画像情報を読み取り、デジタル画像としてパイプ厚み計測装置10に取り込むために設けられたもので、外部I/F28を介してパイプ厚み計測装置10と接続されている。
【0040】
尚、パイプの放射線透視像のデジタル画像は、上記IP画像読取装置50から取得されるものに限らず、予めデジタル化されたパイプのX線透視像を、ネットワーク60を介して取得したものでもよい。
【0041】
パイプ厚み計測装置10は、上記のようにして取り込んだデジタル化されたパイプ1のX線透視像を解析し、パイプ1の厚みを計測するが、その詳細については後述する。
【0042】
<第1の実施形態>
図3は本発明に係るパイプ厚み計測装置10によるパイプ厚み計測処理の第1の実施形態を示すフローチャートである。このパイプ厚み計測装置10は、パイプ1のX線透視像からパイプ1の画像上における外径点及び内径点を精度よく推定することで、パイプ厚みを計測するもので、以下、図3にしたがってパイプ1の外径点及び内径点を推定する処理内容について説明する。
【0043】
図3において、IP画像読取装置50から取得されたパイプのX線透視像(二次元画像(2D画像)を入力し、図4に示すように2D画像の矩形の中央ラインの一次元(1D)の輝度プロファイルを抽出する(ステップS10、S12)。このオリジナルの輝度プロファイルは、パイプ1の外壁に対して直交する方向の座標位置(ピクセル位置)毎の輝度値(例えば、16ビットの階調)である。
【0044】
次に、上記抽出した輝度プロファイルに基づいて粗い外径点の推定を行う(ステップS20)。
【0045】
粗い外径点推定では、まず、オリジナルの輝度プロファイルを正規化する。具体的には、16ビットのオリジナルの輝度プロファイルの最小値が0、最大値が255になるように正規化する(ステップS21)。図5は0〜255に正規化したパイプ1の輝度プロファイルの一例を示すグラフである。
【0046】
続いて、正規化した輝度プロファイルを微分し、導関数(一次微分プロファイル)を算出する(ステップS22)。この一次微分プロファイルの算出は、隣接するピクセルの輝度値の差分を求めることにより行われる。図6は上記一次微分プロファイルの一例を示すグラフである。
【0047】
次に、一次微分プロファイルからノイズ成分を除去する(ステップS23)。このノイズ除去処理は、一次微分プロファイルをフーリエ変換して周波数成分ごとに分割し、ローパフフィルタ(LPF)によりノイズを含む高周波成分を除去し、これを逆フーリエ変換することにより行う。
【0048】
ノイズ除去された一次微分プロファイルを更に微分し、導関数(二次微分プロファイル)を算出する(ステップS24)。図7は上記二次微分プロファイルの一例を示すグラフである。
【0049】
続いて、閾値処理によりノイズ除去を行った後(ステップS25)、ノイズ除去された二次微分プロファイルのゼロ交差点(ゼロクロスポイント)を検出し、そのゼロ交差点の周辺領域(ゼロ交差領域)を設定する(ステップS26)。
【0050】
そして、前記設定されたゼロ交差領域の二次微分プロファイルの複数のサンプリング点(例えば、50個)のデータに基づいてゼロ交差領域の二次微分プロファイルを三次関数にて近似する。即ち、各サンプリング点からの自乗誤差が最小となる三次関数を求める。このようにして求めた三次関数のゼロ交差点の座標位置を、粗い外径点の位置と推定する(ステップS27)。
【0051】
上記粗い外径点推定で推定した外径点を基に該外径点の周辺領域を設定し、この周辺領域のオリジナルの輝度プロファイルを抽出する(ステップS30)。
【0052】
次に、上記抽出した輝度プロファイルに基づいて前述した粗い外径点推定と同様にして外径点(精密な外径点)の推定を行う(ステップS40)。
【0053】
尚、精密な外径点推定を行うためのステップS41からS47は、それぞれ粗い外径点推定を行うためのステップS21からS27に対応するものであるが、粗い外径点推定は、全範囲の輝度プロファイルを対象としているのに対し、精密な外径点推定は、粗い外径点の周辺領域の輝度プロファイルを対象としている点で相違する。
【0054】
また、精密な外径点推定のステップS45におけるノイズ除去処理は、粗い外径点推定のステップS25におけるノイズ除去処理に比べてカットオフ周波数が高く設定されている点で相違する。これは、精密な外径点推定時には、粗い外径点の周辺の輝度プロファイルを使用するため(外径点推定に関係しない情報が排除されているため)、ノイズ除去を弱くするためである。
【0055】
更に、精密な外径点推定のステップS47における三次関数近似処理は、粗い外径点推定のステップS27における三次関数近似に比べてサンプリング数が少なく設定されている点で相違する。これは、精密な外径点推定時には、粗い外径点の周辺領域のサンプリング数の少ない情報を使用することで、粗い外径点の周辺に対応する二次微分プロファイルに適した三次関数近似を求めるためである。
【0056】
上記のようにして精密な外径点推定が行われると、全ての外径点推定の処理が完了したか否かが判別され(ステップS50)、全ての外径点推定の処理が完了していない場合(「No」の場合)には、ステップS30に遷移させ、別の粗い外径点推定及び精密な外径点推定を行わせ、全ての外径点推定の処理が完了した場合(「Yes」の場合)には、ステップS52に遷移させる。
【0057】
ステップS52では、前段で推定された外径点を端点として輝度プロファイルをセクター分割する。例えば、パイプ1の外径点は2箇所存在するため、2つの外径点の内側の領域と、2つの外径点の外側の領域の3つの領域に分割することができる。
【0058】
具体的には、推定された2つの外径点の中間の位置は、パイプ1の中心位置に対応する。このパイプ1の中心位置近傍における輝度プロファイの最大値を求め、図5に示すように最大値を閾値Th1として、この閾値Th1以下の輝度値を有する輝度プロファイルを抽出する。尚、上記閾値Th1よりも小さく0よりも大きい閾値(例えば、図5の閾値Th2)により輝度プロファイルを抽出するようにしてもよい。
【0059】
次に、ステップS52でセクター分割された輝度プロファイルを対象として、パイプ1の内径点推定を行う(ステップS60)。
【0060】
この内径点推定では、まず、セクター分割された輝度プロファイルを正規化する(ステ
ップS61)。図8は正規化された輝度プロファイルの一例を示すグラフである。
【0061】
続いて、正規化された輝度プロファイルの極小値を検出し、その極小値の周辺領域(周辺区間)を設定する(ステップS62)。尚、パイプ1の内径点では、最もX線の吸収が大きくなるため、輝度プロファイルは内経点で極小値になる。
【0062】
次に、前記設定された極小値の周辺領域の輝度プロファイルの複数のサンプリング点のデータに基づいて周辺領域の輝度プロファイルを三次関数にて近似し、その近似した三次関数の極小値の座標位置を内径点の位置と推定する(ステップS63)。
【0063】
上記のようにして内経点推定が行われると、全ての内経点推定の処理が完了したか否かが判別され(ステップS70)、全ての内経点推定の処理が完了していない場合(「No」の場合)には、ステップS60に遷移させ、別の内経点推定を行わせ、全ての内径点推定の処理が完了した場合(「Yes」の場合)には、本処理を終了させる。
【0064】
上記のようにしてパイプ1の外径点推定及び内径点推定が終了すると、推定された外径点に対応する内径点との座標位置の差分(ピクセル数)が算出される。これらの外径点、内径点の座標位置、及び差分(パイプ厚みに相当)は、モニタ装置30に出力され、又は図示しないプリンタによりプリントアウトされ、もしくはハードディスク装置20等の記録メディアに記録される。
【0065】
尚、1ピクセル当たりの実寸法に基づいてピクセル数からパイプ厚みを計算することができる。また、第1の実施形態では、パイプの外径点推定を、粗い外径点推定と精密な外径点推定の2段階で行うようにしたが、これに限らず、粗い外径点推定のみを行うようにしてもよい。
【0066】
<第2の実施形態>
図9は本発明に係るパイプ厚み計測装置10によるパイプ厚み計測処理の第2の実施形態を示すフローチャートであり、主として外径点推定に関して示している。
【0067】
図9に示す第2の実施形態は、図3に示した第1の実施形態の外径点推定を行うステップS20、S40の代わりにステップS80の処理を行う点で相違する。
【0068】
この第2の実施形態の外径点推定では、ステップS12により抽出された輝度プロファイルを正規化する(ステップS81)。続いて、正規化された輝度プロファイルを微分し、導関数(一次微分プロファイル)を算出する(ステップS82)。
【0069】
次に、一次微分プロファイルからノイズ成分を除去する(ステップS83)。ここまでの処理は、図3に示した第1の実施形態のステップS21、S22、及びS23と同じである。
【0070】
次に、ノイズ除去された一次微分プロファイルの最大値/最小値を算出する(ステップS84)。即ち、輝度プロファイルは、パイプ1の外径点付近で最も急峻な輝度変化が生じるため、その一次微分プロファイルの最大値又は最小値を検出することは、外径点の位置を検出することになる。
【0071】
尚、この最大値又は最小値を検出する際に、最大値の周辺領域の一次微分プロファイルの複数のサンプリング点のデータに基づいて周辺領域の一次微分プロファイルを三次関数にて近似し、その近似した三次関数の最大値又は最小値の座標位置を外径点の位置と推定することにより、より精度の高い外径点推定を行うことができる。
【0072】
<第3の実施形態>
図10は本発明に係るパイプ厚み計測装置10によるパイプ厚み計測処理の第3の実施形態を示すフローチャートであり、主として内径点推定に関して示している。
【0073】
図10に示す第3の実施形態は、図3に示した第1の実施形態の内径点推定を行うステップS60の代わりにステップS90の処理を行う点で相違する。
【0074】
この第3の実施形態の内径点推定では、ステップS52によりセクター分割された輝度プロファイルを正規化する(ステップS91)。続いて、正規化された輝度プロファイルを微分し、導関数(一次微分プロファイル)を算出し(ステップS92)、この一次微分プロファイルからLPFを使用してノイズ成分を除去する(ステップS93)。
【0075】
図11はノイズ除去前の一次微分プロファイル(系列1)とノイズ除去された一次微分プロファイル(系列2)の一例を示すグラフである。
【0076】
次に、ノイズ除去された一次微分プロファイルのゼロ交差点を検出する(ステップS94)。このゼロ交差点の座標位置は、パイプ11の内径点の位置と推定できる。
【0077】
尚、ゼロ交差点の周辺領域(ゼロ交差領域)を設定し、ゼロ交差領域の一次微分プロファイルの複数のサンプリング点のデータに基づいてゼロ交差領域の一次微分プロファイルを三次関数にて近似し、この三次関数のゼロ交差点の座標位置を内径点の位置と推定することにより、更に精度の高い内径点推定を行うことができる。
【0078】
<第4の実施形態>
図12は本発明に係るパイプ厚み計測装置10によるパイプ厚み計測処理の第4の実施形態を示すフローチャートであり、主として内径点推定に関して示している。
【0079】
図12に示す第4の実施形態は、図3に示した第1の実施形態の内径点推定を行うステップS60の代わりにステップS100の処理を行う点で相違する。
【0080】
図12に示す第4の実施形態のステップS101からS103の処理は、図10に示した第3の実施形態のステップS91からS93の処理と同じため、その詳細な説明は省略する。
【0081】
第4の実施形態のステップS104では、ステップS103により処理されたノイズ除去後の一次微分プロファイルを更に微分し、導関数(二次微分プロファイル)を算出する。図13は上記二次微分プロファイルの一例を示すグラフである。
【0082】
続いて、上記二次微分プロファイルの極大値を検出する(ステップS105)。この極大値となる座標位置は、パイプ11の内径点の位置と推定できる。
【0083】
尚、極大値の周辺領域を設定し、この周辺領域の二次微分プロファイルの複数のサンプリング点のデータに基づいて周辺領域の二次微分プロファイルを三次関数にて近似し、この三次関数の極大値の座標位置を内径点の位置と推定することにより、更に精度の高い内径点推定を行うことができる。
【0084】
[実施例]
図14(A)〜(D)に示す評価画像0〜3を使用し、第1の実施形態のパイプ厚み計測方法による性能評価を行った。
【0085】
各評価画像0〜3及び計測した領域(領域(1)〜(8))の関係を、[表1]に示す。
【0086】
【表1】
【0087】
本パイプ厚み計測アルゴリズムの性能を、安定性の観点で計るべく、以下の実験を行った。以下に実験結果を合わせて示す。
【0088】
(1)線分指定依存性
計測ラインは、線分の開始点座標及び終了点座標によって指定する。ここでは、図15に示すように、開始点座標を固定し、終了点座標をパイプの壁面に平行な方向に移動させ、各候補点(外径点及び内径点)及び厚みの変化を観察した。
【0089】
下記の[表2]〜[表5]に計測結果を示す。
【0090】
【表2】
【0091】
【表3】
【0092】
【表4】
【0093】
【表5】
【0094】
上記[表2]〜[表5]に示すようにパイプの粗い外径点推定(global推定)及びglobal+local推定(精密な外径推定)の場合のいずれにおいても安定した推定結果が得られた。
【0095】
しかし、global推定の場合において、一部に大きな誤差を招くケースが見られた。
【0096】
(2)選択範囲依存性
計測ラインは、線分の開始点座標及び終了点座標によって指定する。ここでは、図16に示す開始点座標を固定し、終了点座標をパイプの断面に平行な方向に移動させ、各候補点、厚みの変化及び選択範囲依存性について観察した。
【0097】
尚、図16中の矢印は、(y座標が同一であるため)本来重なり合っているが、分かりやすさのために、敢えてy座標をずらして表記している。
【0098】
下記の[表6]に計測結果を示す。
【0099】
【表6】
【0100】
[表6]に示すように、global推定における計測結果のバラツキが、global+local推定においては改善されていることが確認できる。
【0101】
(3)位置依存性
計測ラインは、線分の開始点座標及び終了点座標によって指定する。ここでは、図17に示すように開始点座標及び終了点座標を共に、パイプ壁面に平行な方向に移動させ、各候補点、厚みの変化及び測定位置依存性について観察した。
【0102】
下記の[表7]〜[表10]に計測結果を示す。
【0103】
【表7】
【0104】
【表8】
【0105】
【表9】
【0106】
【表10】
【0107】
線分指定依存性試験と同様、global推定及びglobal+local推定の場合のいずれにおいても安定した推定結果が示されたが、global推定の場合において一部に大きな誤差を招くケースが見られた。
【0108】
また、試験の過程にてノイジーな画像に対応するため、外径点検出時のLPF処理においてカットオフ周波数を当初の50Hzから30Hzに変更している。
【0109】
[その他]
本発明は第1の実施形態から第4の実施形態を適宜組み合わせて構成するようにしてもよい。また、第1の実施の形態等では、各種プロファイルを近似するための関数として三次関数を使用するようにしたが、本発明はこれに限定されず、例えば、二次関数を使用してもよい。
【0110】
また、本発明は上述した実施の形態に限定されず、本発明の精神を逸脱しない範囲で種々の変形が可能であることは言うまでもない。
【符号の説明】
【0111】
1…パイプ、2…X線源、3…イメージングプレート(IP)、10…パイプ厚み計測装置、12…中央処理装置(CPU)、14…主メモリ、18…通信インターフェース、20…ハードディスク装置、28…外部インターフェース、30…モニタ装置、32…キーボード、34…マウス、50…IP画像読取装置
【特許請求の範囲】
【請求項1】
計測対象のパイプの放射線透視像のうちの前記パイプを横断する方向の輝度プロファイルを取得する輝度プロファイル取得手段と、
前記取得した輝度プロファイルに基づいて前記パイプの外径点を検出する外径点検出手段と、
前記外径点検出手段により検出された前記パイプの2つの外径点の内側の所定の領域を設定する領域設定手段と、
前記輝度プロファイル取得手段により取得された輝度プロファイルのうちの前記設定された所定の領域に対応する輝度プロファイルに基づいて前記パイプの内径点を検出する内径点検出手段と、
を備えたことを特徴とするパイプ厚み計測装置。
【請求項2】
前記外径点検出手段は、
前記輝度プロファイル取得手段により取得された輝度プロファイルを一次微分した一次微分プロファイルを算出する一次微分プロファイル算出手段と、
前記一次微分プロファイルからノイズ成分を除去するノイズ除去手段と、
前記ノイズ成分が除去された一次微分プロファイルの最大値又は最小値に基づいて前記外径点を検出する手段と、
を有することを特徴とする請求項1に記載のパイプ厚み計測装置。
【請求項3】
前記外径点検出手段は、
前記輝度プロファイル取得手段により取得された輝度プロファイルを一次微分した一次微分プロファイルを算出する一次微分プロファイル算出手段と、
前記一次微分プロファイルからノイズ成分を除去するノイズ除去手段と、
前記ノイズ成分が除去された一次微分プロファイルを微分して二次微分した二次微分プロファイルを算出する二次微分プロファイル算出手段と、
前記算出された二次微分プロファイルのゼロ交差点に基づいて前記外径点を検出する検出手段と、
を有することを特徴とする請求項1に記載のパイプ厚み計測装置。
【請求項4】
前記外径点検出手段は、
前記輝度プロファイル取得手段により取得された輝度プロファイルを正規化する正規化手段と、
前記正規化された輝度プロファイルを一次微分した一次微分プロファイルを算出する一次微分プロファイル算出手段と、
前記一次微分プロファイルからノイズ成分を除去するノイズ除去手段と、
前記ノイズ成分が除去された一次微分プロファイルを微分して二次微分プロファイルを算出する二次微分プロファイル算出手段と、
前記算出された二次微分プロファイルのゼロ交差点を検出し、該ゼロ交差点の周辺のゼロ交差領域を設定するゼロ交差領域設定手段と、
前記設定されたゼロ交差領域の二次微分プロファイルを所定の関数で近似する近似曲線を算出する近似曲線算出手段と、
前記算出した近似曲線のゼロ交差点に基づいて前記外径点を検出する検出手段と、
を有することを特徴とする請求項1に記載のパイプ厚み計測装置。
【請求項5】
前記外径点検出手段は、
前記輝度プロファイル取得手段により取得された輝度プロファイルを正規化する第1の正規化手段と、
前記正規化された輝度プロファイルを一次微分した一次微分プロファイルを算出する第1の一次微分プロファイル算出手段と、
前記一次微分プロファイルからノイズ成分を除去する第1のノイズ除去手段と、
前記ノイズ成分が除去された一次微分プロファイルを微分して二次微分プロファイルを算出する第1の二次微分プロファイル算出手段と、
前記算出された二次微分プロファイルのゼロ交差点を検出し、該ゼロ交差点の周辺のゼロ交差領域を設定する第1のゼロ交差領域設定手段と、
前記設定されたゼロ交差領域の二次微分プロファイルを所定の関数で近似する近似曲線を算出する第1の近似曲線算出手段と、
前記算出した近似曲線のゼロ交差点に基づいて前記パイプの粗い外径点を検出する第1の検出手段と、
前記輝度プロファイル取得手段により取得された輝度プロファイルのうちの前記検出された粗い外径点の周辺の輝度プロファイルを抽出する抽出手段と、
前記抽出された輝度プロファイルを正規化する第2の正規化手段と、
前記正規化された輝度プロファイルを一次微分した一次微分プロファイルを算出する第2の一次微分プロファイル算出手段と、
前記一次微分プロファイルからノイズ成分を除去する第2のノイズ除去手段と、
前記ノイズ成分が除去された一次微分プロファイルを微分して二次微分プロファイルを算出する第2の二次微分プロファイル算出手段と、
前記算出された二次微分プロファイルのゼロ交差点を検出し、該ゼロ交差点の周辺のゼロ交差領域を設定する第2のゼロ交差領域設定手段と、
前記設定されたゼロ交差領域の二次微分プロファイルを所定の関数で近似する近似曲線を算出する第2の近似曲線算出手段と、
前記算出した近似曲線のゼロ交差点に基づいて前記パイプの精密な外径点を検出する第2の検出手段と、
を有することを特徴とする請求項1に記載のパイプ厚み計測装置。
【請求項6】
前記第2のノイズ除去手段は、前記第1のノイズ除去手段よりもカットオフ周波数が高いことを特徴とする請求項5に記載のパイプ厚み計測装置。
【請求項7】
前記第1の近似曲線算出手段及び第2の近似曲線算出手段は、それぞれ対応する二次微分プロファイルから所定のサンプリング数のデータを用いて前記第1の近似曲線及び第2の近似曲線を算出し、前記第2の近似曲線算出手段は、前記第1の近似曲線算出手段よりもサンプリング数が少ないことを特徴とする請求項5又は6に記載のパイプ厚み計測装置。
【請求項8】
前記領域設定手段は、前記輝度プロファイルの最小輝度値よりも大きく、前記パイプの略中央の輝度値以下の所定の閾値に基づいて前記所定の領域を設定することを特徴とする請求項1から7のいずれかに記載のパイプ厚み計測装置。
【請求項9】
前記内径点検出手段は、
前記領域設定手段により設定された所定の領域に対応する輝度プロファイルの極小値を含む所定の区間を抽出する抽出手段と、
前記抽出された区間の輝度プロファイルを所定の関数で近似する近似曲線を算出する近似曲線算出手段と、
前記算出した近似曲線の極小値に基づいて前記パイプの内径点を検出する検出手段と、
を有することを特徴とする請求項1から8のいずれかに記載のパイプ厚み計測装置。
【請求項10】
前記内径点検出手段は、
前記領域設定手段により設定された所定の領域に対応する輝度プロファイルを正規化する正規化手段と、
前記正規化された輝度プロファイルの極小値を含む所定の区間を抽出する抽出手段と、
前記抽出された区間の輝度プロファイルを所定の関数で近似する近似曲線を算出する近似曲線算出手段と、
前記算出した近似曲線の極小値に基づいて前記パイプの内径点を検出する検出手段と、
を有することを特徴とする請求項1から8のいずれかに記載のパイプ厚み計測装置。
【請求項11】
前記内径点検出手段は、
前記領域設定手段により設定された所定の領域に対応する輝度プロファイルを正規化する正規化手段と、
前記正規化された輝度プロファイルを一次微分した一次微分プロファイルを算出する一次微分プロファイル算出手段と、
前記一次微分プロファイルからノイズ成分を除去する第1のノイズ除去手段と、
前記ノイズ成分が除去された一次微分プロファイルのゼロ交差点を含む所定の区間を抽出する抽出手段と、
前記抽出された区間の一次微分プロファイルを所定の関数で近似する近似曲線を算出する近似曲線算出手段と、
前記算出した近似曲線のゼロ交差点に基づいて前記パイプの内径点を検出する検出手段と、
を有することを特徴とする請求項1から8のいずれかに記載のパイプ厚み計測装置。
【請求項12】
前記内径点検出手段は、
前記領域設定手段により設定された所定の領域に対応する輝度プロファイルを正規化する正規化手段と、
前記正規化された輝度プロファイルを一次微分した一次微分プロファイルを算出する一次微分プロファイル算出手段と、
前記一次微分プロファイルからノイズ成分を除去するノイズ除去手段と、
前記ノイズ成分が除去された一次微分プロファイルを微分して二次微分プロファイルを算出する二次微分プロファイル算出手段と、
前記算出された二次微分プロファイルの極大値を含む所定の区間を抽出する抽出手段と、
前記抽出された区間の二次微分プロファイルを所定の関数で近似する近似曲線を算出する近似曲線算出手段と、
前記算出した近似曲線の極大値に基づいて前記パイプの内径点を検出する検出手段と、
を有することを特徴とする請求項1から8のいずれかに記載のパイプ厚み計測装置。
【請求項13】
前記所定の関数は、二次関数又は三次関数であることを特徴とする請求項4から7及び9から12のいずれかに記載のパイプ厚み計測装置。
【請求項14】
前記外径点検出手段により検出された前記パイプの外径点と、前記内径点検出手段により検出された前記パイプの内径点であって、前記外径点に対応する内径点との差分に基づいて前記パイプ厚みを計測する手段と、
前記計測結果を出力する出力手段と、
を備えたことを特徴とする請求項1から13のいずれかに記載のパイプ厚み計測装置。
【請求項15】
計測対象のパイプの放射線透視像のうちの前記パイプを横断する方向の輝度プロファイルを取得する輝度プロファイル取得工程と、
前記取得した輝度プロファイルを一次微分した一次微分プロファイル、又は二次微分した二次微分プロファイルを算出する工程と、
前記算出した一次微分プロファイルの最大値又は最小値、若しくは前記二次微分プロファイルのゼロ交差点に基づいて前記パイプの外径点を検出する外径点検出工程と、
前記検出された前記パイプの2つの外径点の内側の所定の領域を設定する領域設定工程と、
前記輝度プロファイル取得工程により取得された輝度プロファイルのうちの前記設定された所定の領域に対応する輝度プロファイルの極小値、又は前記輝度ファイルを一次微分した一次微分プロファイルのゼロ交差点、若しくは前記輝度ファイルを二次微分した二次微分プロファイルの最大値に基づいて前記パイプの内径点を検出する内径点検出工程と、
を含むことを特徴とするパイプ厚み計測方法。
【請求項1】
計測対象のパイプの放射線透視像のうちの前記パイプを横断する方向の輝度プロファイルを取得する輝度プロファイル取得手段と、
前記取得した輝度プロファイルに基づいて前記パイプの外径点を検出する外径点検出手段と、
前記外径点検出手段により検出された前記パイプの2つの外径点の内側の所定の領域を設定する領域設定手段と、
前記輝度プロファイル取得手段により取得された輝度プロファイルのうちの前記設定された所定の領域に対応する輝度プロファイルに基づいて前記パイプの内径点を検出する内径点検出手段と、
を備えたことを特徴とするパイプ厚み計測装置。
【請求項2】
前記外径点検出手段は、
前記輝度プロファイル取得手段により取得された輝度プロファイルを一次微分した一次微分プロファイルを算出する一次微分プロファイル算出手段と、
前記一次微分プロファイルからノイズ成分を除去するノイズ除去手段と、
前記ノイズ成分が除去された一次微分プロファイルの最大値又は最小値に基づいて前記外径点を検出する手段と、
を有することを特徴とする請求項1に記載のパイプ厚み計測装置。
【請求項3】
前記外径点検出手段は、
前記輝度プロファイル取得手段により取得された輝度プロファイルを一次微分した一次微分プロファイルを算出する一次微分プロファイル算出手段と、
前記一次微分プロファイルからノイズ成分を除去するノイズ除去手段と、
前記ノイズ成分が除去された一次微分プロファイルを微分して二次微分した二次微分プロファイルを算出する二次微分プロファイル算出手段と、
前記算出された二次微分プロファイルのゼロ交差点に基づいて前記外径点を検出する検出手段と、
を有することを特徴とする請求項1に記載のパイプ厚み計測装置。
【請求項4】
前記外径点検出手段は、
前記輝度プロファイル取得手段により取得された輝度プロファイルを正規化する正規化手段と、
前記正規化された輝度プロファイルを一次微分した一次微分プロファイルを算出する一次微分プロファイル算出手段と、
前記一次微分プロファイルからノイズ成分を除去するノイズ除去手段と、
前記ノイズ成分が除去された一次微分プロファイルを微分して二次微分プロファイルを算出する二次微分プロファイル算出手段と、
前記算出された二次微分プロファイルのゼロ交差点を検出し、該ゼロ交差点の周辺のゼロ交差領域を設定するゼロ交差領域設定手段と、
前記設定されたゼロ交差領域の二次微分プロファイルを所定の関数で近似する近似曲線を算出する近似曲線算出手段と、
前記算出した近似曲線のゼロ交差点に基づいて前記外径点を検出する検出手段と、
を有することを特徴とする請求項1に記載のパイプ厚み計測装置。
【請求項5】
前記外径点検出手段は、
前記輝度プロファイル取得手段により取得された輝度プロファイルを正規化する第1の正規化手段と、
前記正規化された輝度プロファイルを一次微分した一次微分プロファイルを算出する第1の一次微分プロファイル算出手段と、
前記一次微分プロファイルからノイズ成分を除去する第1のノイズ除去手段と、
前記ノイズ成分が除去された一次微分プロファイルを微分して二次微分プロファイルを算出する第1の二次微分プロファイル算出手段と、
前記算出された二次微分プロファイルのゼロ交差点を検出し、該ゼロ交差点の周辺のゼロ交差領域を設定する第1のゼロ交差領域設定手段と、
前記設定されたゼロ交差領域の二次微分プロファイルを所定の関数で近似する近似曲線を算出する第1の近似曲線算出手段と、
前記算出した近似曲線のゼロ交差点に基づいて前記パイプの粗い外径点を検出する第1の検出手段と、
前記輝度プロファイル取得手段により取得された輝度プロファイルのうちの前記検出された粗い外径点の周辺の輝度プロファイルを抽出する抽出手段と、
前記抽出された輝度プロファイルを正規化する第2の正規化手段と、
前記正規化された輝度プロファイルを一次微分した一次微分プロファイルを算出する第2の一次微分プロファイル算出手段と、
前記一次微分プロファイルからノイズ成分を除去する第2のノイズ除去手段と、
前記ノイズ成分が除去された一次微分プロファイルを微分して二次微分プロファイルを算出する第2の二次微分プロファイル算出手段と、
前記算出された二次微分プロファイルのゼロ交差点を検出し、該ゼロ交差点の周辺のゼロ交差領域を設定する第2のゼロ交差領域設定手段と、
前記設定されたゼロ交差領域の二次微分プロファイルを所定の関数で近似する近似曲線を算出する第2の近似曲線算出手段と、
前記算出した近似曲線のゼロ交差点に基づいて前記パイプの精密な外径点を検出する第2の検出手段と、
を有することを特徴とする請求項1に記載のパイプ厚み計測装置。
【請求項6】
前記第2のノイズ除去手段は、前記第1のノイズ除去手段よりもカットオフ周波数が高いことを特徴とする請求項5に記載のパイプ厚み計測装置。
【請求項7】
前記第1の近似曲線算出手段及び第2の近似曲線算出手段は、それぞれ対応する二次微分プロファイルから所定のサンプリング数のデータを用いて前記第1の近似曲線及び第2の近似曲線を算出し、前記第2の近似曲線算出手段は、前記第1の近似曲線算出手段よりもサンプリング数が少ないことを特徴とする請求項5又は6に記載のパイプ厚み計測装置。
【請求項8】
前記領域設定手段は、前記輝度プロファイルの最小輝度値よりも大きく、前記パイプの略中央の輝度値以下の所定の閾値に基づいて前記所定の領域を設定することを特徴とする請求項1から7のいずれかに記載のパイプ厚み計測装置。
【請求項9】
前記内径点検出手段は、
前記領域設定手段により設定された所定の領域に対応する輝度プロファイルの極小値を含む所定の区間を抽出する抽出手段と、
前記抽出された区間の輝度プロファイルを所定の関数で近似する近似曲線を算出する近似曲線算出手段と、
前記算出した近似曲線の極小値に基づいて前記パイプの内径点を検出する検出手段と、
を有することを特徴とする請求項1から8のいずれかに記載のパイプ厚み計測装置。
【請求項10】
前記内径点検出手段は、
前記領域設定手段により設定された所定の領域に対応する輝度プロファイルを正規化する正規化手段と、
前記正規化された輝度プロファイルの極小値を含む所定の区間を抽出する抽出手段と、
前記抽出された区間の輝度プロファイルを所定の関数で近似する近似曲線を算出する近似曲線算出手段と、
前記算出した近似曲線の極小値に基づいて前記パイプの内径点を検出する検出手段と、
を有することを特徴とする請求項1から8のいずれかに記載のパイプ厚み計測装置。
【請求項11】
前記内径点検出手段は、
前記領域設定手段により設定された所定の領域に対応する輝度プロファイルを正規化する正規化手段と、
前記正規化された輝度プロファイルを一次微分した一次微分プロファイルを算出する一次微分プロファイル算出手段と、
前記一次微分プロファイルからノイズ成分を除去する第1のノイズ除去手段と、
前記ノイズ成分が除去された一次微分プロファイルのゼロ交差点を含む所定の区間を抽出する抽出手段と、
前記抽出された区間の一次微分プロファイルを所定の関数で近似する近似曲線を算出する近似曲線算出手段と、
前記算出した近似曲線のゼロ交差点に基づいて前記パイプの内径点を検出する検出手段と、
を有することを特徴とする請求項1から8のいずれかに記載のパイプ厚み計測装置。
【請求項12】
前記内径点検出手段は、
前記領域設定手段により設定された所定の領域に対応する輝度プロファイルを正規化する正規化手段と、
前記正規化された輝度プロファイルを一次微分した一次微分プロファイルを算出する一次微分プロファイル算出手段と、
前記一次微分プロファイルからノイズ成分を除去するノイズ除去手段と、
前記ノイズ成分が除去された一次微分プロファイルを微分して二次微分プロファイルを算出する二次微分プロファイル算出手段と、
前記算出された二次微分プロファイルの極大値を含む所定の区間を抽出する抽出手段と、
前記抽出された区間の二次微分プロファイルを所定の関数で近似する近似曲線を算出する近似曲線算出手段と、
前記算出した近似曲線の極大値に基づいて前記パイプの内径点を検出する検出手段と、
を有することを特徴とする請求項1から8のいずれかに記載のパイプ厚み計測装置。
【請求項13】
前記所定の関数は、二次関数又は三次関数であることを特徴とする請求項4から7及び9から12のいずれかに記載のパイプ厚み計測装置。
【請求項14】
前記外径点検出手段により検出された前記パイプの外径点と、前記内径点検出手段により検出された前記パイプの内径点であって、前記外径点に対応する内径点との差分に基づいて前記パイプ厚みを計測する手段と、
前記計測結果を出力する出力手段と、
を備えたことを特徴とする請求項1から13のいずれかに記載のパイプ厚み計測装置。
【請求項15】
計測対象のパイプの放射線透視像のうちの前記パイプを横断する方向の輝度プロファイルを取得する輝度プロファイル取得工程と、
前記取得した輝度プロファイルを一次微分した一次微分プロファイル、又は二次微分した二次微分プロファイルを算出する工程と、
前記算出した一次微分プロファイルの最大値又は最小値、若しくは前記二次微分プロファイルのゼロ交差点に基づいて前記パイプの外径点を検出する外径点検出工程と、
前記検出された前記パイプの2つの外径点の内側の所定の領域を設定する領域設定工程と、
前記輝度プロファイル取得工程により取得された輝度プロファイルのうちの前記設定された所定の領域に対応する輝度プロファイルの極小値、又は前記輝度ファイルを一次微分した一次微分プロファイルのゼロ交差点、若しくは前記輝度ファイルを二次微分した二次微分プロファイルの最大値に基づいて前記パイプの内径点を検出する内径点検出工程と、
を含むことを特徴とするパイプ厚み計測方法。
【図1】

【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図8】

【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2012−47569(P2012−47569A)
【公開日】平成24年3月8日(2012.3.8)
【国際特許分類】
【出願番号】特願2010−189518(P2010−189518)
【出願日】平成22年8月26日(2010.8.26)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成24年3月8日(2012.3.8)
【国際特許分類】
【出願日】平成22年8月26日(2010.8.26)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]