
改良された逆洗能力を有する強化管状ポリマー膜及びその製造方法
強化管状膜の製造方法は、モノフィラメント糸から管状支持体を製造し、支持体を膜ドープで含浸し、膜の内径及び外径を調整する工程を含む。被覆装置は膜の内径及び外径をそれぞれ調整するためのキャスティングボブ及びオリフィスを含む。管状強化ポリマー膜は管状支持体及び膜物質を含む。管状支持体はモノフィラメント糸から作られ、十分に開放した構造(0.1mmより大きい開口)を有する。糸の接触する及び/又は係合する部分は支持体を膜ドープに含浸する前に連結されてもよい。支持体はモノフィラメント糸のループを含んでもよく、それはまた連結される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、内側から外側へ(i/o)及び外側から内側へ(o/i)の強化管状ポリマー濾過膜、及びそれらの製造方法に関する。特に、本発明は、膜に埋め込まれた強化支持体を含む管状ポリマー膜に関する。ポリマー膜の膜材料はポリマー化合物である。本発明はセラミック膜を考慮していない。
【背景技術】
【0002】
内側から外側へ(i/o)、又は外側から内側へ(o/i)の膜のいずれかとして使用するために管状ポリマー膜を強化することは公知である。膜の用途は、管状膜のいずれの側に(内側又は外側に)裏打ちする又は強化する支持体が与えられるかを決定する。強化支持体は典型的には、膜ドープ(流延又は被覆される溶液)が部分的にしか透過しない緻密な層を含み、それは強化支持体と膜物質の間の劣った接着性に導く。
【0003】
結果として、全ての支持された管状i/o膜は、濾過時にかなりのi/o透過膜圧(TMP)に耐えることができるが、逆洗時には劣ったo/i TMPを免れない。なぜならば、膜は、崩壊する傾向を持ち、永久の膜の損傷をもたらすからである。逆洗透過膜圧は、濾過(通常操作)に対するTMPとは逆の方向に膜を横切って適用される圧力である。逆洗によって、膜に付着する汚染物質が除去される。類似した状況は外側から内側へ(o/i)の毛管のポリマー濾過膜で存在し、それは逆洗時に劣ったi/o TMPを免れない。なぜならば、膜は、支持体から分離する傾向があり、逆洗TMPが高すぎると最終的に破裂しうるからである。
【0004】
従って、実在する管状ポリマー膜は、長期間の半行き詰りの操作においてそれらの完全な潜在能力を利用することができず、そこではしばしば逆洗が必要とされる。実在する管状ポリマー膜の主要な問題は以下の通りである:
− 全てのタイプの管状膜(i/o及びo/i膜の両方)において膜接着性の限界があり、逆洗TMPが液体で1barより高く、ガスで0.7barより高いときに膜損傷をもたらす;
− ほとんどの管状の織られた及び織られていない支持体が溶接され、溶接の継目内への膜透過が全くなく、従って膜は溶接部で管状支持体から容易に分離する;
− 高いTMPの逆洗時にi/o膜の管状支持体の崩壊がある。
【0005】
上述の支持体を改良した管状支持体はWO 2005/061081から知られ、それはマルチフィラメント繊維からの管状膜支持体の製造のためのかぎ針編み方法を開示する。縦糸及び横糸が多数の別個の点で一緒に結ばれ、支持体の安定性を改良する。しかしながら、得られる支持体の断面は円形ではなく多角形である。さらに、マルチフィラメント繊維の使用はモノフィラメント構造より低い剛性を有する管状支持体構造をもたらし、従ってこのタイプの支持体は崩壊する傾向が高くなりうる。
【0006】
US 4061821から、コードが膜に完全に埋め込まれている管状膜を得るために管状の編組又は編成されたコードを膜ドープに含浸することが知られている。しかしながら、開示された製造方法は、全ての状況下において、特にコードが膜ドープに完全に含浸される場合において膜の内径の正確な制御を可能としない。
【発明の開示】
【発明が解決しようとする課題】
【0007】
従来技術では、高い逆洗TMPに耐えることができ、最終的に内側から外側へ及び外側から内側へのいずれの濾過膜としても使用されることができる、低コストの管状ポリマー濾過膜の必要性がある。かかる膜は膜バイオリアクタ(MBR)のような大きな市場の用途を見出すことができる。
【0008】
従って、本発明は、従来技術の欠点を克服する、改良された機械的強度及び改良された逆洗特性を有する強化管状ポリマー膜を提供することを目的とする。本発明の目的は、膜ドープによって含浸されることができかつ膜ドープに対して透過性である強化支持体を含む、改良された、又は少なくとも代替的な管状ポリマー膜を提供しかつ製造することである。これは、1barよりずっと高い逆洗TMPで、最終的には濾過TMPのオーダの逆洗TMPで膜を逆洗することを可能とするべきである。
【0009】
本発明はまた、強化管状ポリマー膜を製造するための改良された又は少なくとも代替的な方法、及びかかる膜を製造するための改良された装置を提供することを目的とする。本発明はまた、従来技術の欠点を克服する、かかる膜の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
環状の中空濾過膜は幅広い範囲の寸法を持つ。0.5mm〜2.5mmの範囲の内径を有するかかる膜は一般に、毛管膜として言及される。2〜2.5mmより大きい内径を有する膜は一般に、管状膜として言及される。本発明は、添付の請求項に述べられているように、毛管及び管状の強化ポリマー濾過膜に関する。本発明によって考えられる膜は約1mm〜25mmの範囲の内径を有する。以下において用語「管状膜」が使用される場合は、これは毛管膜を含むものとして解釈されるべきである。本発明はまた、添付請求項に述べられているように、強化管状ポリマー膜の製造方法、及び強化支持体を膜で被覆するための被覆装置に関する。
【0011】
本発明の一側面によれば、以下の工程を含む、強化管状ポリマー膜を製造する方法が提供される:
− モノフィラメント糸から継目のない多孔質管状支持体を製造する;
− 管状支持体をポリマー溶液に含浸し、含浸された管状支持体を得る;
− 含浸された管状支持体の内径を調整する;
− 含浸された管状支持体の外径を調整する;
− 含浸された管状支持体を析出浴に浸漬し、強化膜を得る。
含浸工程では、ポリマー溶液は支持体の外側から供給される。管状支持体の内腔はポリマー溶液で少なくとも部分的に満たされる。ポリマー溶液は、析出又は凝固後に固体の多孔質膜物質を生成する膜ドープである。析出浴は、ポリマー溶液が凝固する浴である。
【0012】
好ましくは、内径を調整する工程は、含浸された管状支持体をキャスティングボブ(casting bob)に沿って進めることを含む。好ましくは、外径を調整する工程は、含浸された管状支持体をオリフィスに通過させることを含む。
【0013】
好ましくは、製造工程において、継目のない多孔質管状支持体は、0.1mmより大きいか又はそれに等しいサイズを有する貫通開口を含む。より好ましくは、貫通開口は0.1mm〜10mmの範囲のサイズを有する。さらにより好ましくは、貫通開口は0.2mm〜5mmの範囲のサイズを有する。貫通開口は、管状支持体の壁を通って外側から内腔まで完全に延びる開口又は細孔である。
【0014】
好ましくは、本発明による方法は、含浸された管状支持体を、析出浴に浸漬させながら切断する工程を含む。
【0015】
好ましくは、含浸工程は被覆装置において実施され、管状支持体は被覆装置を通って押される。
【0016】
好ましくは、製造工程は、係合する及び/又は接触する前記モノフィラメント糸の部分を連結することを含む。連結工程はモノフィラメント糸の前記部分を固定する。より好ましくは、モノフィラメント糸の部分を連結する工程は、前記部分を熱固定することを含む。同様に好ましくは、モノフィラメント糸の部分を連結する工程は、支持体を樹脂で被覆し、前記樹脂を硬化することを含む。樹脂は支持体を被覆した後にUV硬化されるUV硬化性樹脂であってもよい。樹脂は硬化促進剤を含んでもよい。好ましくは、樹脂を硬化する工程において、樹脂は支持体を被覆した後に60秒以内に硬化される。
【0017】
好ましくは、本発明による方法は、含浸工程の前に、予備形成された螺旋糸を管状支持体内に挿入し、前記螺旋糸を管状支持体に連結することを含む。
【0018】
好ましくは、含浸工程では、ポリマー溶液は0.5Pa.s〜500Pa.sの範囲の粘度を有する。好ましくは、含浸工程では、ポリマー溶液は25%より高いか又はそれに等しい全ポリマー含有量を有する。
【0019】
本発明の第二の側面によれば、中空コードをポリマー溶液に含浸するための装置が提供される。本発明の装置は被覆ヘッドを含み、被覆ヘッドがコード入口、ポリマー溶液のための入口、及び出口を含む。装置はさらに、コードを被覆ヘッド内に案内するための案内手段を含み、案内手段がコード入口に与えられる。出口はオリフィス及びキャスティングボブを含み、従って中空コードが装置を通過するとき、キャスティングボブが中空コードの内腔内に位置されるように配置される。
【0020】
好ましくは、前記案内手段は管を含む。前記管は、コード入口に与えられる。前記管は、被覆ヘッド内に延びることが好ましく、さらに被覆ヘッドにおいてせん孔を含むことが好ましい。好ましくは、管は円筒形又は円錐形である。
【0021】
本発明の第三の側面によれば、管状支持体及び膜物質を含む管状ポリマー膜が提供される。管状支持体は、継目がなく、モノフィラメント糸を含み、貫通開口を含む。管状支持体は膜物質に埋め込まれ、膜物質は、管状支持体の内壁と外壁の両方に存在し、前記貫通開口を満たす。
【0022】
好ましくは、貫通開口は、0.1mmより大きいか又はそれに等しいサイズを有する。より好ましくは、貫通開口は0.1mm〜10mmの範囲のサイズを有する。さらにより好ましくは、貫通開口は0.2mm〜5mmの範囲のサイズを有する。
【0023】
好ましくは、係合する及び/又は接触するモノフィラメント糸の部分は、膜物質に加えて膜物質以外の他の手段により連結されている。より好ましくは、係合する及び/又は接触するモノフィラメント糸の前記部分は硬化樹脂によって連結される。さらにより好ましくは、前記管状支持体はモノフィラメント糸のループを含み、隣接する及び/又は係合するループが連結される。前記管状支持体は好ましくは編まれているか又はかぎ針編みされている。
【0024】
好ましくは、前記モノフィラメント糸は、ポリエステル、ポリアミド、ポリエチレン、ポリプロピレン、ポリエーテルケトン、ポリエーテルエーテルケトン及びポリフェニレンサルファイドからなる群から選択される。
【0025】
好ましくは、本発明による管状強化膜は、管状支持体の外径に等しい外径を持つ。
【0026】
好ましくは、本発明による管状強化膜は、管状支持体の内径に等しい内径を持つ。
【0027】
好ましくは、本発明による管状強化膜は、管状支持体の内側に螺旋糸を含み、螺旋糸が膜物質に埋め込まれている。
【0028】
図面の簡単な記述
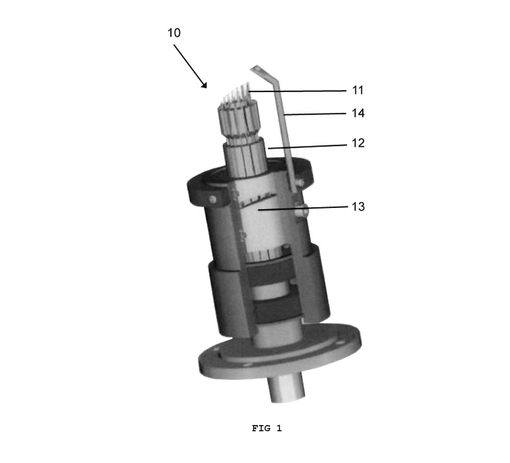
図1は、編機のコアユニットを表わす。
【0029】
図2aは、ニードルを横方向の外形で表わす。図2bは、図2aのニードルの上部分のクローズアップを表わす。
【0030】
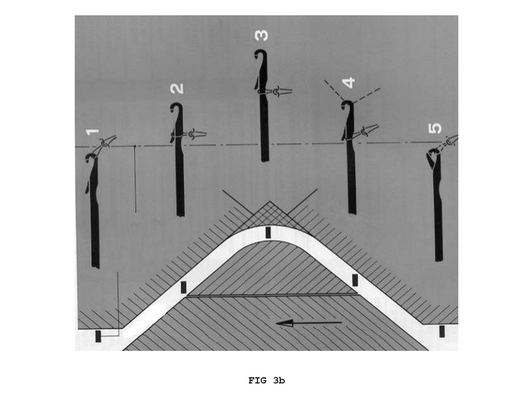
図3a及び3bは、編成工程を表わす。
【0031】
図4は、螺旋編み物品を概略的に表わす。
【0032】
図5は、単一の螺旋編みモノフィラメント糸から構成される本発明によるコードを表わす。
【0033】
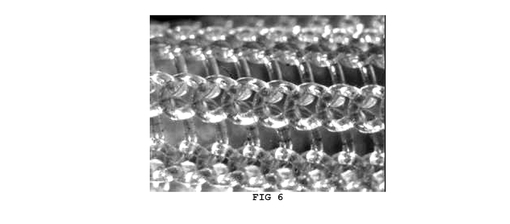
図6は、図5に示されたコードの織物の詳細を表わす。
【0034】
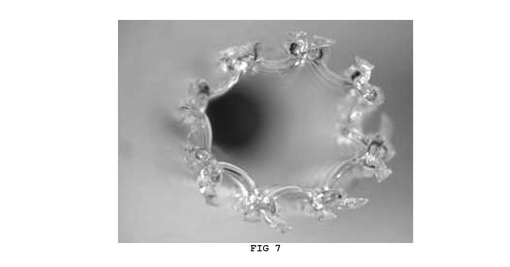
図7は、図5の物品の平面図を表わす。
【0035】
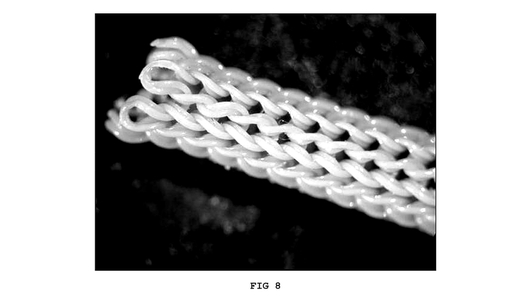
図8は、二つの螺旋編みモノフィラメント糸を含む本発明によるコードを表わす。
【0036】
図9は、図8の物品の平面図を表わす。
【0037】
図10は、編み物品内への螺旋ばねの挿入のための追加のボビンを有する編成ユニットを表わす。
【0038】
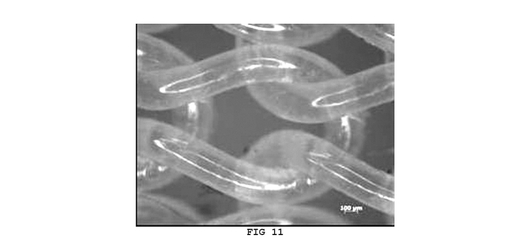
図11は、編みモノフィラメントコードの一部を示す。
【0039】
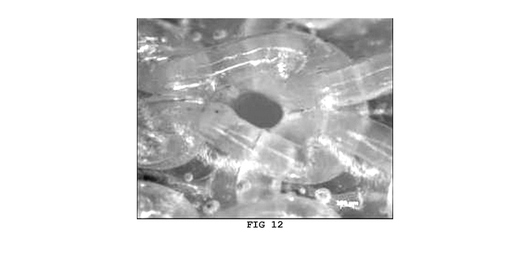
図12は、ループを連結するための硬化樹脂で被覆された、図11のコードの部分を示す。
【0040】
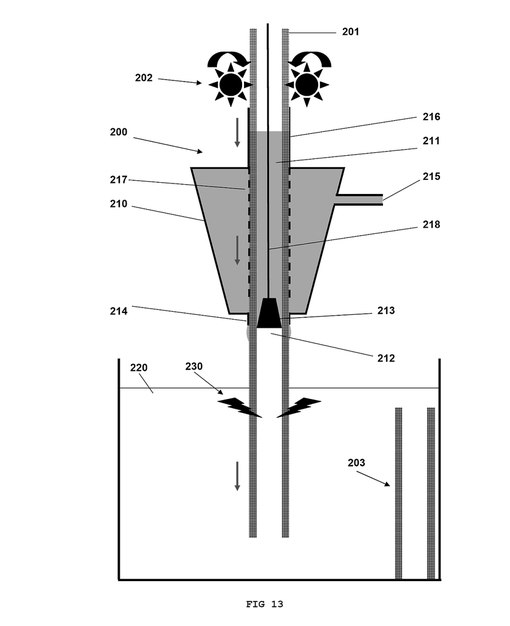
図13は、本発明による膜ドープに中空コードを被覆/含浸するための装置を表わす。
【0041】
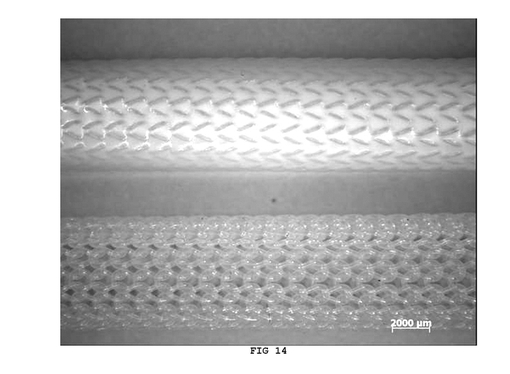
図14は、編み中空コード(下方の物品)及び本発明による強化膜における同じコード(上方の物品)を表わす。
【0042】
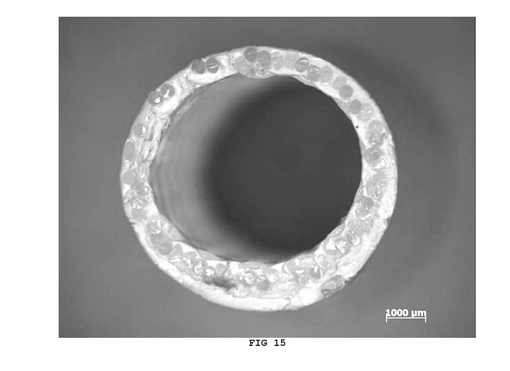
図15は、図14の上方の物品の平面図を表わす。
【0043】
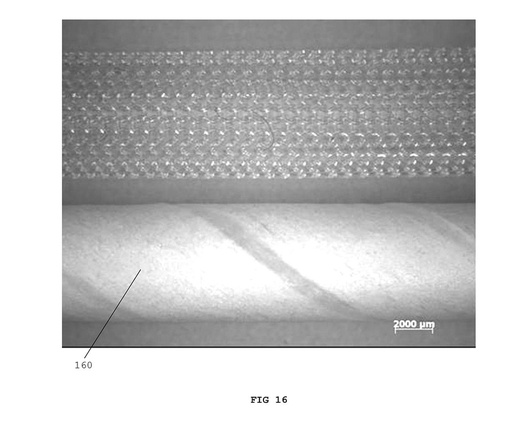
図16は、編み中空コード(上方の物品)及び従来技術の膜のための織られかつ螺旋状に溶接された支持体(下方の物品)を表わす。
【発明を実施するための最良の形態】
【0044】
従来技術の強化管状ポリマー膜は、一方向(i/o又はo/iのいずれか)のTMPに対して満足のいく抵抗を既に示しているが、膜が逆洗されるときに多数の問題が起こり、それは最大に適用可能な逆洗TMP(逆TMP)を制限する。一つのありうる問題は膜管の崩壊であり、それは膜を使用のために適したものにしない。別の問題は、膜物質(濾過多孔質膜材料)が支持体から分離し、回復不能に損傷されることであるだろう。本発明の革新部分は、膜のための新しい、ずっと硬質な支持体、及び新しい支持体への膜物質の固定方法であり、そこでは支持体は膜物質内に埋め込まれ、膜物質は支持体の構造内に分布され、それは、膜が支持体により強く付着すること及び支持体が崩壊及び破裂に対して高い抵抗性を示すことを実現する。結果として、本発明の強化管状ポリマー膜は最大i/o TMP及びo/i TMPを有し、それらはほとんど等しい。従って、適用可能な逆洗TMPに制限されずにi/o及びo/iの両方の適用において同じ膜を使用してもよい。
【0045】
上述の目的を達成するために、強化管状ポリマー膜の製造方法が提供される。方法の第一部分では、ポリマー膜を強化する十分に剛い管状支持体が製造される。管状支持体は多孔質の中空コードである。支持体を強化するために任意の工程が与えられてもよい。本発明の方法の続く部分では、支持体はポリマー溶液(膜ドープ)で含浸(被覆)され、膜の内径及び外径が調整される。最後に、膜は析出浴に浸漬され、そこで膜ドープは膜物質を形成するために凝固する。膜は任意選択的に、所望の長さの管に切断されてもよい。
【0046】
本発明の方法は、滑らかな内部壁及び外部壁を有する膜を得るように膜の内径及び外径の両方を調整及び制御することができ、そこでは支持体はポリマー膜物質に完全に埋め込まれることができる。
【0047】
従って、第一工程では、継目のない管状支持体がモノフィラメント糸から製造される。編成、編組、かぎ針編み又は製織のような環状の継目のない形状で織物、布などを製造するための公知の技術が支持体の製造のために使用されることができる。支持体の製造方法は開口構造を有する中空コード、即ち中空多孔質コードをもたらす。開口(又は細孔)はコードの壁厚を完全に通って延びており、従ってそれらは貫通開口である。開口は膜ドープがコードを含浸することができるように十分な大きさのサイズであるべきである。コードは円形の断面を持つことが好ましい。支持体(コード)の製造は継目のないコードをもたらし、支持体を管状又は中空に作るための溶接作業は使用されない。本発明の目的のため、継目がないとは溶接継目を含まないことを意味する。
【0048】
好適なモノフィラメント材料はポリエステル、ポリアミド、ポリエチレン、ポリプロピレン、ポリエーテルケトン(PEK)、ポリエーテルエーテルケトン(PEEK)及びポリフェニレンサルファイドモノフィラメント糸である。これらの糸はコード製造工程で使用される前に予め収縮されることが好ましい。モノフィラメント糸を予め収縮することにより、収縮をかなり減少させ、管状コードの剛性を増大させることができる。この明細書の終わりに、支持体を製造する工程の実施態様がより詳細に記載される(編成法)。
【0049】
製造後、コードは輸送のためのスプールに巻かれてもよい。これは、コードが同じ施設又は場所で膜を被覆されないときに取り扱いを容易にする。
【0050】
任意の工程において、螺旋糸がコード内に挿入され、コードのひだ付け(pleating)に対する大きい直径のコードの耐性を改善する(管状膜の崩壊抵抗を改善する)。螺旋糸は、前もって製造され、コード製造工程時にコードに挿入されてもよい。
【0051】
膜製造方法の好ましい実施形態では、中空コードの崩壊(ひだ付け)抵抗をさらに改良するために、コードの製造工程後、糸の係合する部分が連結され、又は隣接する及び/又は係合するループが連結される。これは、熱固定工程を適用することによって又は高速硬化樹脂を適用することによって実施されてもよい。中空コード内の螺旋糸の場合において、本方法工程は螺旋糸をコードに連結することを可能にする。
【0052】
熱固定(heat fixation又はthermo−fixation)は熱によって実施され、コードを製造する同じ機械で実施されてもよい。熱固定中、糸の係合する/接触する部分は溶融し、少し併合され、それによって結合を形成する。固定時に織物の開放構造が完全に閉じられず、支持体の通気性を失わないことが重要である。最大熱固定温度は約200℃であることができる。モノフィラメントコードを固定するためには繊維材料に依存して約120℃〜180℃の温度が好ましく使用される。熱固定工程は、コードの弾性を低下し、その剛性を改善し、コードがすり切れるのを防止する。
【0053】
連結は、製造された管状コードを硬化樹脂、好ましくは高速硬化樹脂で被覆することによって同様に実施されてもよい。これはUV硬化性樹脂(例えばエポキシ)又は硬化促進剤を有する樹脂(例えば二成分エポキシ、又は硬化促進剤を有するポリウレタン樹脂)であることができる。コード上の被覆はその後(例えばUVランプの真下にコードを通過させることによって)硬化させられる。樹脂は、接触する又は係合する糸の部分(例えばループ)を固定する。そうすることによってモノフィラメントの部分は固定され、互いに対してもはや変位することができない。結果として、非圧縮性多孔性管状支持体が得られる。図11及び12は連結工程の前及び後のそれぞれの編成モノフィラメントコードの詳細を示す(高速硬化樹脂は図12に使用されている)。図12からわかるように、図11のコードの構造の開放性は部分的にしか失われていない。
【0054】
高速硬化樹脂は、コードを製造する工程の後、及びコードを膜ドープで被覆/膜ドープに含浸する工程の前に被覆されてもよい。好ましい実施形態では、コードは製造され、スプール上に巻きつけられる。その後、膜の製造施設において、コードはスプールから巻き出され、樹脂で被覆され、樹脂はコードを膜ドープで被覆する工程の前に硬化される。
【0055】
続く工程において、管状支持体は膜ドープに含浸される。それゆえ、支持体は本発明の被覆装置を通過される。従来技術の被覆装置と比較すると、本発明の被覆装置は、支持体を膜ドープに完全に含浸させ、制御された内径及び外径を有する管状膜を得ることができる。
【0056】
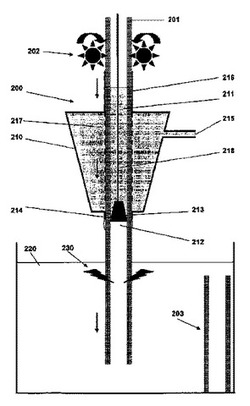
図13は本発明の被覆装置の好ましい実施形態200を示す。被覆装置は被覆ヘッド210を含む。被覆ヘッド210は中空コード201のための入口211及び出口212、及び膜ドープのための供給口215を含む。中空コード201は被覆装置200に連続的に供給される。コード201は管状膜の支持体を構成するだろう。中空コードのための入口211に、コード201を被覆装置を通って案内するための管216が与えられている。管216は円筒形又は円錐形(即ち、内径がコード供給方向に減少する)であってもよい。好ましい実施形態では、管216は被覆ヘッド210内に延び、管216は膜ドープを通すためのせん孔217を与えられている。せん孔217の機能は、スタート時に空気を除去し、コードをドープに含浸させて完全に満たすことである。液体ポリマー溶液である膜ドープは計量ポンプによって供給点215に供給され、被覆ヘッド210を満たす。膜ドープは管216のせん孔217を通過し、コードを含浸する。コード201の内腔は膜ドープで完全に満たされる。管216は被覆ヘッドの出口212の上流から短い距離で終わってもよい。ドープの量は被覆装置内のドープのレベル(入口211のレベル)の関数で計量される。
【0057】
従って、コード201は、管216を出た後、被覆装置200の出口212に到達する。出口において、最後の膜の内径及び外径が調整される。それゆえ、出口212はオリフィス214及びキャスティングボブ213を含む。オリフィス214は製造される管状膜203の最終的な外径を決定する。キャスティングボブ213は管状膜203の最終的な内径を決定する。
【0058】
膜の内径は、コード201(それはこの段階ではドープに含浸され、ドープで完全に満たされている)をキャスティングボブ213の外側に通過させることによって調整される。キャスティングボブ213はコードの内腔に位置される。従って、キャスティングボブ213の外径は膜の内径を制御(調整)する。キャスティングボブは棒又はロープ218(それはキャスティングボブの上流又は下流のいずれかに配置されることができる)によって適所に保たれることができるか、又は磁気的に適所に保たれることができる。膜の外径はコード201をオリフィス214に通過させることによって調整される。従って、オリフィス214の直径は膜の外径を制御(調整)する。キャスティングボブ213及びオリフィス214は流れの方向に互いに関して変位されても変位されなくてもよい(例えば、それらは図13と同じ高さに位置されてもよい)。被覆装置200は滑らかな壁及び一定の再現可能な内径と外径を有する管状ポリマー膜を得ることを考慮している。
【0059】
コード201は、従来技術で一般的な慣習であるように、被覆装置を通して引っ張られるか、又はコード201は被覆装置を通して押されてもよい。被覆装置を通してコードを押すことは、含浸されたコードが所望の長さに切断され、スプール上に巻かれないときに有利でありうる。図13の実施形態では、コード201は駆動輪202によって被覆装置200を通して押される。駆動輪202はピンを与えられてもよく、ピンは、コード201の開口に係合し、従ってコードを被覆装置200を通して押す。駆動輪202はまた、コードを供給するためにコード上に高い摩擦力を及ぼすゴムから作られてもよい。コードを被覆装置を通して押す能力は管216によって与えられた案内によって実現可能であることに注意されるべきである。管216は被覆装置の入口から出口までコード201を案内する役割を持つ。被覆装置200を通るコード供給速度は1〜10メートル/分の範囲であることが好ましい。
【0060】
好ましい実施形態によれば、キャスティングボブとオリフィスの一方又は両方はそれぞれ、管状支持体(コード)の内径及び外径に等しい寸法を持つ。従って、その支持体の内径及び外径にそれぞれ等しい内径及び外径の一方又は両方を有する膜を得ることができる。かかる膜は、膜ドープで完全に含浸された支持体をなお有する。即ち、膜ドープは支持体の内壁及び外壁の両方に存在する。
【0061】
膜含浸コードが被覆装置の出口212から出た後、それは析出浴220に浸漬され、そこで膜ドープは凝固して多孔質の固体膜物質を形成する。析出浴220は膜ドープのための凝固剤を含んでもよい。凝固のために、浴は膜ドープポリマーの非溶剤、又は溶剤と非溶剤の混合物を含んでもよい。膜形成工程は従来公知の方法に従って実施されることができる。
【0062】
使用される膜ドープは、一種以上のポリマー、使用されるポリマーのための有機溶媒、及び親水性化合物を含む粘稠な溶液である。溶液の好ましい粘度は0.5Pa.s〜500Pa.sの範囲である。これらの範囲は従来技術で一般的なものより高い。ドープ溶液の粘度は管状支持体のタイプ(開口のサイズ、モノフィラメント直径など)の関数で適応されてもよい。提案される供給速度で膜ドープにコードを完全に含浸させるためには、コードの貫通開口は0.1mmより大きいサイズであることが好ましい。ポリマーは、ポリエーテルスルホン(PES)、ポリビニルピロリドン(PVP)、ポリスルホン、ポリアクリロニトリル、ポリビニルアルコール、ポリ酢酸ビニル及びポリ塩化ビニルの一つ以上であることができる。溶媒はN−メチルピロリドン(NMP)であることができる。膜ドープ溶液の全ポリマー濃度は25%以上であることが好ましい。従って、析出浴220は水(ドープポリマーの非溶剤)とNMPの混合物であることができる。
【0063】
本発明の方法の任意の続く工程では、膜は所望の長さの管に切断される。これは膜を析出浴に通過させた後に実施されてもよい。あるいは、切断工程は、図13に示すように膜を析出浴220に浸漬させながら同様に実施されてもよい。それゆえ、析出浴220では、浴液レベルの下で、二つのギロチン型のナイフ230を与えて膜を切断してもよい。膜は、ドープが凝固している間に切断されてもよい。好ましくは、二つのナイフは膜の変位を避けるために使用される。いったん膜203が適切なサイズに切断されると、それらは析出浴220内のわきにやられ、ドープはさらに凝固することができる。膜は3メートルを越える長さに切断されてもよい。
【0064】
続いて、膜は溶剤、非溶剤及び水溶性ドープ添加剤を洗い落され、乾燥されてもよい。
【0065】
例えば、内側に緻密な構造(小さい細孔)を有し、外側にあまり緻密でない構造(大きい細孔)を有する非対称細孔径分布を有するi/o膜について、膜形成工程は、膜の内部層が析出浴(ドープの水または他の非溶剤、又は溶剤と非溶剤の混合物)における浸漬析出によって形成され、膜の外部層が好ましくは40℃〜80℃の範囲の温度を有する(例えば浴に浸漬する前に)制御された水蒸気接触によって形成されるような方法で実施されてもよい。
【0066】
本発明の製造方法は、相対的に低いコストでかつ高い処理量で優れた強化管状ポリマー膜を製造することを考慮している。
【0067】
本発明はまた、本発明の方法によって製造され、かつ従来技術のポリマー膜に対して改良された機械的特性を持つ強化管状ポリマー膜を提供する。次の二つの側面が本発明の膜のために重要である:高い機械的強度の剛い支持体、及び支持体への膜物質の強い固定。
【0068】
第一側面に関して、本発明の強化管状ポリマー膜の支持体はモノフィラメント糸から作られた中空コードである。コードは円形の断面を持つことが好ましい。モノフィラメント糸は等しい直径のマルチフィラメント糸より高い剛性を有する。コードは、織られた、編成された、編組された、かぎ針編みされたタイプのものであるか、又は継目のない中空コードを得るために考慮されている他の同様の技術によって製造されることが好ましい。従って、支持体(コード)は溶接継目を含まない。
【0069】
好ましい実施形態によれば、コードは編成されるか又はかぎ針編みされ、モノフィラメント糸の部分は(編成コードのステッチのように)ループを形成し、それは糸の他のループ又は部分と係合して織物を形成する。上述のコードは高い破裂抵抗(i/o TMPに対する抵抗)を既に示すが、コードの崩壊抵抗(o/i TMPに対する抵抗)はある場合には十分でないかもしれない。崩壊に対する抵抗は、コードを製造するための大きい直径のモノフィラメント糸を使用することによって改良されてもよい。
【0070】
本発明によって提唱される代替解決策は、隣接する及び/又は係合するループ(例えば編成された又はかぎ針編みされたコードの場合)又は糸の係合する部分(例えば織られたコードの場合)を連結することである。ループ又は係合する糸の連結は熱固定によって、又は高速硬化(例えばUV硬化性又は熱硬化性)樹脂を支持体上に適用することによって実施されてもよい。連結は、ループ又は糸部分が互いに対して動くことを防止し、支持体に改良された剛性を与える。ループ又は糸部分の連結が、大きい直径のモノフィラメント糸の使用に加えて実施されることにより、コードに増大した機械的強度を与える。
【0071】
本発明の管状支持体の追加の重要な側面は支持体への膜物質の固定である。コードへの膜物質の良好な固定は、粗い開放構造の支持体を与えることによって達成されてもよい。
【0072】
第一に、管状支持体の構造は、多孔質であり、好ましくはある程度の粗さを示し、好ましくはモノフィラメント糸の高度のねじれを含む。粗い支持体構造は膜物質のための十分な固定点を考慮し、それは支持体への膜物質の接着強度に寄与し、管状膜の圧力抵抗を増大する。
【0073】
第二に、本発明の管状支持体(コード)の構造は、好ましくは十分に開放的(多孔性)であり、支持体の壁を横切って延びる貫通開口を含む。これは支持体内への膜ドープの良好な浸透を可能にする。従って、膜物質は、支持体の構造内に存在し、支持体に埋め込まれる。膜物質はさらに、支持体の外側及び/又は管状支持体の内側に存在させてもよい。支持体は十分に大きい貫通開口を含む。さらに、支持体の開口(細孔)が大きいとき、これは濾過のために利用可能な壁の面積を大きくする。他方、支持体構造の開口があまり大きくないようにしてもよい。なぜならば大きい距離は膜物質によって橋渡しされることが難しくなる。好ましくは、支持体の貫通開口(細孔)は0.1mmより大きいか又はそれに等しいサイズ、より好ましくは0.1mm〜10mmのサイズを有する。最も好ましくは、貫通開口は0.2mm〜5mmの範囲のサイズを有する。
【0074】
剛いが開放している管状支持体を得ることは、支持体のためのモノフィラメント糸のサイズの適切な選択を必要とするかもしれず、支持体の糸部分又はループを連結又は固定するときに注意を及ぼすべきである。これらの連結は織物の開口(細孔)を完全に閉じないようにすることができる。
【0075】
さらに、管状の大直径支持体は、崩壊抵抗をさらに改良するために中空コード内に挿入された螺旋糸を与えられてもよい。この螺旋糸は、ばねの一種としてコード内で機能し、コードがひだを付けることを防止する。螺旋糸は織物の糸より大きい直径を持つことが好ましく、コードの織物のために使用される糸と同じ材料の群から選択されるモノフィラメント糸であることが好ましい。あるいは、螺旋糸は金属から作られることができる。ばねは熱固定又は高速硬化被覆の適用によって管状コードに連結されてもよい。
【0076】
支持体は膜物質に埋め込まれる。従って、管状支持体の内側及び外側壁の両方において膜物質が与えられる。膜物質は支持体を通してかつ支持体内に一体の構造を形成する。
【0077】
膜物質(ドープ)の特性に関して、ドープ粘度を増大するようにドープに十分に高いポリマー濃度を持つことが好ましい。ポリマーの分子量は、十分な機械的強度のポリマーを持つために十分に高いことが好ましい。任意選択的に、ポリマーは機械的強度を増大するために架橋されてもよい。
【0078】
編成工程による管状支持体コードの製造
例えば、編成中空コードは、ニードルの個々の制御を有する機械上で製造されることができる。図1は編機の「コア」ユニット10を表わす。編成工程において連続した製品を得るためには、連続フィラメントが、固定されているシリンダー又は編成ヘッド12のまわりで編まれる。ヘッド12の外側に多数の軸方向の溝が与えられている。各溝はニードル11を受ける。それらはカムシステム13によって作動される。カムシステムは、全てのニードルが同時に上下するとは限らないことを確実にするが、上/下方向の軸方向の動きは波状の動きに類似する。固定された糸フェンス14は、糸を受け、それをニードルに渡す。
【0079】
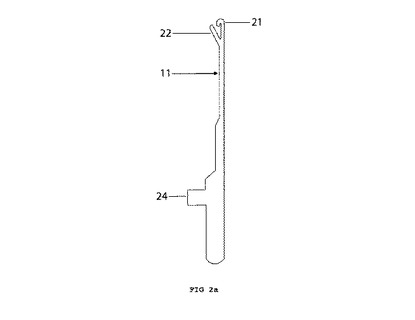
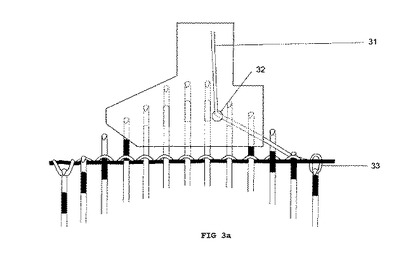
図2a及び2bはニードル11の側面を表わす。図2aに関して、ニードルは、カム13に係合する従動節である突起24を与えられている。従動節24はカム13がニードルを垂直に(上/下に)動かすことを可能にする。ニードルは、糸内に係合するためのフック21、及びヒンジ22のまわりで回転することができるリップ23を含む。ニードルは、外側に面するフック21及びリップ23を有するヘッド12内に装着される。リップ23の機能は図3a及び3bを見ると明らかになる。図3aは、編成ヘッド上に装着されたニードル11の折りたたまれていない図を表わす。ニードルは波状の上/下方向の動きを記載する。図3a及び3bの左側のニードルは上方向に動き、右側のニードルは下方向に動く。さらに、各ニードルは編まれているステッチの目33内で動く。ニードルが図3bの最上位置3にあるとき、リップ23はステッチの目の上に位置される。ニードルの下方向の動きの間、フック21は点32でバージン糸内に係合する。ステッチの目は、図3bの位置4に表わされるようにリップ23をとる。リップ23がヒンジ22のまわりに上方向に回転すると、それはステッチの目を開き、バージン糸を有するフック21がステッチの目を通過することを可能にする。同時に、リップ23はフック21を閉じ、それによってバージン糸が逃げることを防止する。ニードルの最下位置では、フック21は糸になお係合し、上方向への動きが始まるとすぐに糸を緩めるだろう。その上方向の動きにおいて、ニードルはこの新しいバージン糸部分によって包囲され、それは次に新しいステッチの目を形成する。この新しいステッチの目はリップ23を下方向に回転し、それによってフック21を開き、新しいステッチを作る工程が繰り返される。糸フェンス14は、ニードルが糸にフックできることを確実にする。
【0080】
得られた製品の特徴は、図4によって概略的に表わされるような螺旋編みされた糸から構成されたコードである。これは、ステッチが螺旋ライン40に沿って存在することを意味する。螺旋ライン40(それに沿ってステッチが編まれる)の完全な一回転の間の距離41(図4の点aとbの間の距離)がピッチである。ピッチは、ヘッド12からコードを排出する速度、ニードルの往復運動の頻度、及びニードルのサイズによって決定される。大きいピッチはより開放した編成構造をもたらす−ステッチはさらに互いに離れて位置される。
【0081】
図5,6及び7はモノフィラメント糸で製造されたコードを表わし、ステッチは螺旋ラインに沿って存在する。図7から明らかなように、このコードを編むために八つのニードルが使用され、内径は5mmである。
【0082】
編成中空コードの内径は、使用されるニードルの数及び編成ヘッドの直径によって決定される。外径は、使用されるモノフィラメントの直径及び数(一つ以上)によって決定される。
【0083】
従って、編成工程では二つ以上のモノフィラメントを同時に使用してもよい。この場合において、上記と同じ製造技術が単一のモノフィラメント糸の場合に対しても適用される。唯一の違いは、二つ以上のモノフィラメント糸が使用され、同じニードルによって同時に編まれることである。二つのモノフィラメント糸が使用されるコードは図8及び9に示されている。図9から、このコードを編むために六つのニードルが使用されたことは明らかである。これらの糸が、マルチフィラメント糸を構成せず、別個のモノフィラメント糸のままであることを実現することが重要である。それらは編まれて一つの同じステッチに一緒に結合される。
【0084】
適切な作業のため、モノフィラメント糸は、予め巻き出されるシステム上に垂直に設置されるフランジボビンから来る。糸はテンションフリーで供給されなければならず、それは糸の積極的な供給をもたらす機械の上のテンションコントローラによって実施される。これは顕著な製造段階であり、それは欠陥のないコードの形成に導く。
【0085】
追加の重要な側面はコードの配列(setout)である。これは、好ましくは連結工程の後に、機械の下流で行われる。配列のテンションは、管状コードが圧縮されないことを確実にするために細部まで調整されなければならない。連続的な長さのコードを製造するために、大きい軽量のシャットルが使用されるべきであり、少なくとも5000〜10000mを引き取るのに十分な大きさのものであるべきである。
【0086】
最小1.0mm〜15mmの内径を有する環状の編成支持体管は0.1mm〜1.0mmの範囲の直径を有する一つのモノフィラメント(ポリエステル、ポリプロピレンなど)から開始して製造されることができる。ニードルの数及びサイズ、及び編成ヘッドの直径はコードの所望の内径/外径に適応される。編機におけるニードルの動きは丸いカムシステムの使用によって個々に制御される。カムボックスは、全てのニードルが同時に上下に動かずに波状に動くことを確実にする。回転の速度は500〜5000rpmで変化されることができる。
【0087】
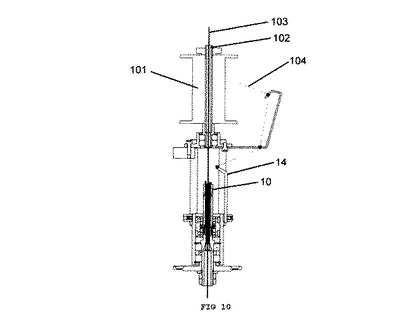
好ましい実施形態では、螺旋糸はコード内に挿入されることができる。この糸は、ばねの一種として編まれた織物内で機能し、コードがひだを付けるのを防ぐ。この螺旋ばねは、前もって製造され、編成工程時にコードに挿入される。図10を参照すると、螺旋ばね103は開口102を通してコアユニット10に供給される。ボビン101は、編まれる繊維104を糸フェンス14及びコアユニット10に供給する。ばねはステッチのいずれにも係合しない。ばね糸は織物の糸より大きい直径を有することが好ましく、コードの織物のために使用される糸と同じ群の材料から選択されたモノフィラメント糸であることが好ましい。あるいは、ばね糸は金属から作られることができる。
【0088】
管状膜の例
本発明の製造方法を使用して四つの膜(#1,#2,#3,#4)が製造された。全ての四つの管状支持体は編まれたポリエステル(PET)モノフィラメント中空コードからなる。十四個のニードルが管状支持体を編成するのに使用されたが、支持体間でモノフィラメント直径を変化させた(0.2〜0.4mm、表1参照)。ニードルの数を一定に保ったことによって、支持体の外径は同じままであったが(6.2mm)、内径はモノフィラメントの直径が増加すると減少した。膜#2の支持体だけがエポキシ樹脂被覆を受け、それはモノフィラメントの結合している部分を連結するためにUV硬化された。四つの支持体コードにおける貫通開口は0.2〜0.6mmの範囲のサイズを有していた。
【0089】
コードは本発明の被覆装置においてドープに含浸された。本発明の装置では出口オリフィスの直径は6.5mmであり(コードの外径よりわずかに大きい)、例えば膜#3に対して4.9mmの外径を有するキャスティングボブが使用された。全ての膜は析出浴の液レベルの下に20cmの深さで1メートルの長さに切断された。
【0090】
20重量%ポリエーテルスルホン(タイプRadel A100(登録商標))、10重量%PVP(タイプBASF K90(登録商標))及び70重量%のNMPから構成される膜ドープ溶液が製造された。膜ドープは本発明の方法に従って支持体上に被覆された。凝固媒体は水であった。図14及び15は膜#3の外部表面と断面を示す。
【0091】
膜は、(内側からの圧力による)破裂に対する機械的抵抗、及び外側から生じる圧力(崩壊圧力及び膜分離圧力)に対する抵抗について試験された。比較のため、溶接された二重層ポリエステル支持体で支持された膜(#0)も試験された(図16の支持体160)。かかる支持体はUS 5034129に記載されている。

【0092】
表1から、全ての膜が破裂に対して優れた抵抗を与えることを見出されるが(17barより大)、外側からの圧力に対する抵抗には大きい差異が見出される。従来技術の膜#0は1barから開始して既に分離し、膜は2barから開始して容易に崩壊し、劣った逆洗能力の膜をもたらした。編組されたモノフィラメント支持体で作られた膜#1〜#4はそれらの崩壊圧力であっても支持体から全く分離しなかった。また、表1から、編組工程時に大きい直径を有するPETモノフィラメントを使用することにより、高い崩壊圧力をもたらすことが観察される。
【0093】
連結された糸を有する膜#2に関して、表1は、連結した0.2mm直径の糸を有する膜#2が(膜被覆前に連結されていない)連結されていない0.3mm直径の糸を有する膜#3に等しい機械的抵抗を有することを示し、本発明の膜の改良された逆洗能力を示す。
【0094】
本発明による膜は、精密濾過(MF)、限外濾過(UF)、ナノ濾過(NF)、逆浸透(RO)、ガス分離(GS)、膜蒸留(MD)、蒸気透過(VP)、パーベーパレーション(PV)のために好適である。かかる膜は、以下のものを含む限定されない多くの分野においてそれらの用途を見出す:
− クロスフロー外部膜バイオリアクタ(MBR)、
− 水中(submerged)MBR。
【図面の簡単な説明】
【0095】
【図1】編機のコアユニットを表わす。
【図2a】ニードルを横方向の外形で表わす。
【図2b】図2aのニードルの上部分のクローズアップを表わす。
【図3a】編成工程を表わす。
【図3b】編成工程を表わす。
【図4】螺旋編み物品を概略的に表わす。
【図5】単一の螺旋編みモノフィラメント糸から構成される本発明によるコードを表わす。
【図6】図5に示されたコードの織物の詳細を表わす。
【図7】図5の物品の平面図を表わす。
【図8】二つの螺旋編みモノフィラメント糸を含む本発明によるコードを表わす。
【図9】図8の物品の平面図を表わす。
【図10】編み物品内への螺旋ばねの挿入のための追加のボビンを有する編成ユニットを表わす。
【図11】編みモノフィラメントコードの一部を示す。
【図12】ループを連結するための硬化樹脂で被覆された、図11のコードの部分を示す。
【図13】本発明による膜ドープに中空コードを被覆/含浸するための装置を表わす。
【図14】編み中空コード(下方の物品)及び本発明による強化膜における同じコード(上方の物品)を表わす。
【図15】図14の上方の物品の平面図を表わす。
【図16】編み中空コード(上方の物品)及び従来技術の膜のための織られかつ螺旋状に溶接された支持体(下方の物品)を表わす。
【技術分野】
【0001】
本発明は、内側から外側へ(i/o)及び外側から内側へ(o/i)の強化管状ポリマー濾過膜、及びそれらの製造方法に関する。特に、本発明は、膜に埋め込まれた強化支持体を含む管状ポリマー膜に関する。ポリマー膜の膜材料はポリマー化合物である。本発明はセラミック膜を考慮していない。
【背景技術】
【0002】
内側から外側へ(i/o)、又は外側から内側へ(o/i)の膜のいずれかとして使用するために管状ポリマー膜を強化することは公知である。膜の用途は、管状膜のいずれの側に(内側又は外側に)裏打ちする又は強化する支持体が与えられるかを決定する。強化支持体は典型的には、膜ドープ(流延又は被覆される溶液)が部分的にしか透過しない緻密な層を含み、それは強化支持体と膜物質の間の劣った接着性に導く。
【0003】
結果として、全ての支持された管状i/o膜は、濾過時にかなりのi/o透過膜圧(TMP)に耐えることができるが、逆洗時には劣ったo/i TMPを免れない。なぜならば、膜は、崩壊する傾向を持ち、永久の膜の損傷をもたらすからである。逆洗透過膜圧は、濾過(通常操作)に対するTMPとは逆の方向に膜を横切って適用される圧力である。逆洗によって、膜に付着する汚染物質が除去される。類似した状況は外側から内側へ(o/i)の毛管のポリマー濾過膜で存在し、それは逆洗時に劣ったi/o TMPを免れない。なぜならば、膜は、支持体から分離する傾向があり、逆洗TMPが高すぎると最終的に破裂しうるからである。
【0004】
従って、実在する管状ポリマー膜は、長期間の半行き詰りの操作においてそれらの完全な潜在能力を利用することができず、そこではしばしば逆洗が必要とされる。実在する管状ポリマー膜の主要な問題は以下の通りである:
− 全てのタイプの管状膜(i/o及びo/i膜の両方)において膜接着性の限界があり、逆洗TMPが液体で1barより高く、ガスで0.7barより高いときに膜損傷をもたらす;
− ほとんどの管状の織られた及び織られていない支持体が溶接され、溶接の継目内への膜透過が全くなく、従って膜は溶接部で管状支持体から容易に分離する;
− 高いTMPの逆洗時にi/o膜の管状支持体の崩壊がある。
【0005】
上述の支持体を改良した管状支持体はWO 2005/061081から知られ、それはマルチフィラメント繊維からの管状膜支持体の製造のためのかぎ針編み方法を開示する。縦糸及び横糸が多数の別個の点で一緒に結ばれ、支持体の安定性を改良する。しかしながら、得られる支持体の断面は円形ではなく多角形である。さらに、マルチフィラメント繊維の使用はモノフィラメント構造より低い剛性を有する管状支持体構造をもたらし、従ってこのタイプの支持体は崩壊する傾向が高くなりうる。
【0006】
US 4061821から、コードが膜に完全に埋め込まれている管状膜を得るために管状の編組又は編成されたコードを膜ドープに含浸することが知られている。しかしながら、開示された製造方法は、全ての状況下において、特にコードが膜ドープに完全に含浸される場合において膜の内径の正確な制御を可能としない。
【発明の開示】
【発明が解決しようとする課題】
【0007】
従来技術では、高い逆洗TMPに耐えることができ、最終的に内側から外側へ及び外側から内側へのいずれの濾過膜としても使用されることができる、低コストの管状ポリマー濾過膜の必要性がある。かかる膜は膜バイオリアクタ(MBR)のような大きな市場の用途を見出すことができる。
【0008】
従って、本発明は、従来技術の欠点を克服する、改良された機械的強度及び改良された逆洗特性を有する強化管状ポリマー膜を提供することを目的とする。本発明の目的は、膜ドープによって含浸されることができかつ膜ドープに対して透過性である強化支持体を含む、改良された、又は少なくとも代替的な管状ポリマー膜を提供しかつ製造することである。これは、1barよりずっと高い逆洗TMPで、最終的には濾過TMPのオーダの逆洗TMPで膜を逆洗することを可能とするべきである。
【0009】
本発明はまた、強化管状ポリマー膜を製造するための改良された又は少なくとも代替的な方法、及びかかる膜を製造するための改良された装置を提供することを目的とする。本発明はまた、従来技術の欠点を克服する、かかる膜の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
環状の中空濾過膜は幅広い範囲の寸法を持つ。0.5mm〜2.5mmの範囲の内径を有するかかる膜は一般に、毛管膜として言及される。2〜2.5mmより大きい内径を有する膜は一般に、管状膜として言及される。本発明は、添付の請求項に述べられているように、毛管及び管状の強化ポリマー濾過膜に関する。本発明によって考えられる膜は約1mm〜25mmの範囲の内径を有する。以下において用語「管状膜」が使用される場合は、これは毛管膜を含むものとして解釈されるべきである。本発明はまた、添付請求項に述べられているように、強化管状ポリマー膜の製造方法、及び強化支持体を膜で被覆するための被覆装置に関する。
【0011】
本発明の一側面によれば、以下の工程を含む、強化管状ポリマー膜を製造する方法が提供される:
− モノフィラメント糸から継目のない多孔質管状支持体を製造する;
− 管状支持体をポリマー溶液に含浸し、含浸された管状支持体を得る;
− 含浸された管状支持体の内径を調整する;
− 含浸された管状支持体の外径を調整する;
− 含浸された管状支持体を析出浴に浸漬し、強化膜を得る。
含浸工程では、ポリマー溶液は支持体の外側から供給される。管状支持体の内腔はポリマー溶液で少なくとも部分的に満たされる。ポリマー溶液は、析出又は凝固後に固体の多孔質膜物質を生成する膜ドープである。析出浴は、ポリマー溶液が凝固する浴である。
【0012】
好ましくは、内径を調整する工程は、含浸された管状支持体をキャスティングボブ(casting bob)に沿って進めることを含む。好ましくは、外径を調整する工程は、含浸された管状支持体をオリフィスに通過させることを含む。
【0013】
好ましくは、製造工程において、継目のない多孔質管状支持体は、0.1mmより大きいか又はそれに等しいサイズを有する貫通開口を含む。より好ましくは、貫通開口は0.1mm〜10mmの範囲のサイズを有する。さらにより好ましくは、貫通開口は0.2mm〜5mmの範囲のサイズを有する。貫通開口は、管状支持体の壁を通って外側から内腔まで完全に延びる開口又は細孔である。
【0014】
好ましくは、本発明による方法は、含浸された管状支持体を、析出浴に浸漬させながら切断する工程を含む。
【0015】
好ましくは、含浸工程は被覆装置において実施され、管状支持体は被覆装置を通って押される。
【0016】
好ましくは、製造工程は、係合する及び/又は接触する前記モノフィラメント糸の部分を連結することを含む。連結工程はモノフィラメント糸の前記部分を固定する。より好ましくは、モノフィラメント糸の部分を連結する工程は、前記部分を熱固定することを含む。同様に好ましくは、モノフィラメント糸の部分を連結する工程は、支持体を樹脂で被覆し、前記樹脂を硬化することを含む。樹脂は支持体を被覆した後にUV硬化されるUV硬化性樹脂であってもよい。樹脂は硬化促進剤を含んでもよい。好ましくは、樹脂を硬化する工程において、樹脂は支持体を被覆した後に60秒以内に硬化される。
【0017】
好ましくは、本発明による方法は、含浸工程の前に、予備形成された螺旋糸を管状支持体内に挿入し、前記螺旋糸を管状支持体に連結することを含む。
【0018】
好ましくは、含浸工程では、ポリマー溶液は0.5Pa.s〜500Pa.sの範囲の粘度を有する。好ましくは、含浸工程では、ポリマー溶液は25%より高いか又はそれに等しい全ポリマー含有量を有する。
【0019】
本発明の第二の側面によれば、中空コードをポリマー溶液に含浸するための装置が提供される。本発明の装置は被覆ヘッドを含み、被覆ヘッドがコード入口、ポリマー溶液のための入口、及び出口を含む。装置はさらに、コードを被覆ヘッド内に案内するための案内手段を含み、案内手段がコード入口に与えられる。出口はオリフィス及びキャスティングボブを含み、従って中空コードが装置を通過するとき、キャスティングボブが中空コードの内腔内に位置されるように配置される。
【0020】
好ましくは、前記案内手段は管を含む。前記管は、コード入口に与えられる。前記管は、被覆ヘッド内に延びることが好ましく、さらに被覆ヘッドにおいてせん孔を含むことが好ましい。好ましくは、管は円筒形又は円錐形である。
【0021】
本発明の第三の側面によれば、管状支持体及び膜物質を含む管状ポリマー膜が提供される。管状支持体は、継目がなく、モノフィラメント糸を含み、貫通開口を含む。管状支持体は膜物質に埋め込まれ、膜物質は、管状支持体の内壁と外壁の両方に存在し、前記貫通開口を満たす。
【0022】
好ましくは、貫通開口は、0.1mmより大きいか又はそれに等しいサイズを有する。より好ましくは、貫通開口は0.1mm〜10mmの範囲のサイズを有する。さらにより好ましくは、貫通開口は0.2mm〜5mmの範囲のサイズを有する。
【0023】
好ましくは、係合する及び/又は接触するモノフィラメント糸の部分は、膜物質に加えて膜物質以外の他の手段により連結されている。より好ましくは、係合する及び/又は接触するモノフィラメント糸の前記部分は硬化樹脂によって連結される。さらにより好ましくは、前記管状支持体はモノフィラメント糸のループを含み、隣接する及び/又は係合するループが連結される。前記管状支持体は好ましくは編まれているか又はかぎ針編みされている。
【0024】
好ましくは、前記モノフィラメント糸は、ポリエステル、ポリアミド、ポリエチレン、ポリプロピレン、ポリエーテルケトン、ポリエーテルエーテルケトン及びポリフェニレンサルファイドからなる群から選択される。
【0025】
好ましくは、本発明による管状強化膜は、管状支持体の外径に等しい外径を持つ。
【0026】
好ましくは、本発明による管状強化膜は、管状支持体の内径に等しい内径を持つ。
【0027】
好ましくは、本発明による管状強化膜は、管状支持体の内側に螺旋糸を含み、螺旋糸が膜物質に埋め込まれている。
【0028】
図面の簡単な記述
図1は、編機のコアユニットを表わす。
【0029】
図2aは、ニードルを横方向の外形で表わす。図2bは、図2aのニードルの上部分のクローズアップを表わす。
【0030】
図3a及び3bは、編成工程を表わす。
【0031】
図4は、螺旋編み物品を概略的に表わす。
【0032】
図5は、単一の螺旋編みモノフィラメント糸から構成される本発明によるコードを表わす。
【0033】
図6は、図5に示されたコードの織物の詳細を表わす。
【0034】
図7は、図5の物品の平面図を表わす。
【0035】
図8は、二つの螺旋編みモノフィラメント糸を含む本発明によるコードを表わす。
【0036】
図9は、図8の物品の平面図を表わす。
【0037】
図10は、編み物品内への螺旋ばねの挿入のための追加のボビンを有する編成ユニットを表わす。
【0038】
図11は、編みモノフィラメントコードの一部を示す。
【0039】
図12は、ループを連結するための硬化樹脂で被覆された、図11のコードの部分を示す。
【0040】
図13は、本発明による膜ドープに中空コードを被覆/含浸するための装置を表わす。
【0041】
図14は、編み中空コード(下方の物品)及び本発明による強化膜における同じコード(上方の物品)を表わす。
【0042】
図15は、図14の上方の物品の平面図を表わす。
【0043】
図16は、編み中空コード(上方の物品)及び従来技術の膜のための織られかつ螺旋状に溶接された支持体(下方の物品)を表わす。
【発明を実施するための最良の形態】
【0044】
従来技術の強化管状ポリマー膜は、一方向(i/o又はo/iのいずれか)のTMPに対して満足のいく抵抗を既に示しているが、膜が逆洗されるときに多数の問題が起こり、それは最大に適用可能な逆洗TMP(逆TMP)を制限する。一つのありうる問題は膜管の崩壊であり、それは膜を使用のために適したものにしない。別の問題は、膜物質(濾過多孔質膜材料)が支持体から分離し、回復不能に損傷されることであるだろう。本発明の革新部分は、膜のための新しい、ずっと硬質な支持体、及び新しい支持体への膜物質の固定方法であり、そこでは支持体は膜物質内に埋め込まれ、膜物質は支持体の構造内に分布され、それは、膜が支持体により強く付着すること及び支持体が崩壊及び破裂に対して高い抵抗性を示すことを実現する。結果として、本発明の強化管状ポリマー膜は最大i/o TMP及びo/i TMPを有し、それらはほとんど等しい。従って、適用可能な逆洗TMPに制限されずにi/o及びo/iの両方の適用において同じ膜を使用してもよい。
【0045】
上述の目的を達成するために、強化管状ポリマー膜の製造方法が提供される。方法の第一部分では、ポリマー膜を強化する十分に剛い管状支持体が製造される。管状支持体は多孔質の中空コードである。支持体を強化するために任意の工程が与えられてもよい。本発明の方法の続く部分では、支持体はポリマー溶液(膜ドープ)で含浸(被覆)され、膜の内径及び外径が調整される。最後に、膜は析出浴に浸漬され、そこで膜ドープは膜物質を形成するために凝固する。膜は任意選択的に、所望の長さの管に切断されてもよい。
【0046】
本発明の方法は、滑らかな内部壁及び外部壁を有する膜を得るように膜の内径及び外径の両方を調整及び制御することができ、そこでは支持体はポリマー膜物質に完全に埋め込まれることができる。
【0047】
従って、第一工程では、継目のない管状支持体がモノフィラメント糸から製造される。編成、編組、かぎ針編み又は製織のような環状の継目のない形状で織物、布などを製造するための公知の技術が支持体の製造のために使用されることができる。支持体の製造方法は開口構造を有する中空コード、即ち中空多孔質コードをもたらす。開口(又は細孔)はコードの壁厚を完全に通って延びており、従ってそれらは貫通開口である。開口は膜ドープがコードを含浸することができるように十分な大きさのサイズであるべきである。コードは円形の断面を持つことが好ましい。支持体(コード)の製造は継目のないコードをもたらし、支持体を管状又は中空に作るための溶接作業は使用されない。本発明の目的のため、継目がないとは溶接継目を含まないことを意味する。
【0048】
好適なモノフィラメント材料はポリエステル、ポリアミド、ポリエチレン、ポリプロピレン、ポリエーテルケトン(PEK)、ポリエーテルエーテルケトン(PEEK)及びポリフェニレンサルファイドモノフィラメント糸である。これらの糸はコード製造工程で使用される前に予め収縮されることが好ましい。モノフィラメント糸を予め収縮することにより、収縮をかなり減少させ、管状コードの剛性を増大させることができる。この明細書の終わりに、支持体を製造する工程の実施態様がより詳細に記載される(編成法)。
【0049】
製造後、コードは輸送のためのスプールに巻かれてもよい。これは、コードが同じ施設又は場所で膜を被覆されないときに取り扱いを容易にする。
【0050】
任意の工程において、螺旋糸がコード内に挿入され、コードのひだ付け(pleating)に対する大きい直径のコードの耐性を改善する(管状膜の崩壊抵抗を改善する)。螺旋糸は、前もって製造され、コード製造工程時にコードに挿入されてもよい。
【0051】
膜製造方法の好ましい実施形態では、中空コードの崩壊(ひだ付け)抵抗をさらに改良するために、コードの製造工程後、糸の係合する部分が連結され、又は隣接する及び/又は係合するループが連結される。これは、熱固定工程を適用することによって又は高速硬化樹脂を適用することによって実施されてもよい。中空コード内の螺旋糸の場合において、本方法工程は螺旋糸をコードに連結することを可能にする。
【0052】
熱固定(heat fixation又はthermo−fixation)は熱によって実施され、コードを製造する同じ機械で実施されてもよい。熱固定中、糸の係合する/接触する部分は溶融し、少し併合され、それによって結合を形成する。固定時に織物の開放構造が完全に閉じられず、支持体の通気性を失わないことが重要である。最大熱固定温度は約200℃であることができる。モノフィラメントコードを固定するためには繊維材料に依存して約120℃〜180℃の温度が好ましく使用される。熱固定工程は、コードの弾性を低下し、その剛性を改善し、コードがすり切れるのを防止する。
【0053】
連結は、製造された管状コードを硬化樹脂、好ましくは高速硬化樹脂で被覆することによって同様に実施されてもよい。これはUV硬化性樹脂(例えばエポキシ)又は硬化促進剤を有する樹脂(例えば二成分エポキシ、又は硬化促進剤を有するポリウレタン樹脂)であることができる。コード上の被覆はその後(例えばUVランプの真下にコードを通過させることによって)硬化させられる。樹脂は、接触する又は係合する糸の部分(例えばループ)を固定する。そうすることによってモノフィラメントの部分は固定され、互いに対してもはや変位することができない。結果として、非圧縮性多孔性管状支持体が得られる。図11及び12は連結工程の前及び後のそれぞれの編成モノフィラメントコードの詳細を示す(高速硬化樹脂は図12に使用されている)。図12からわかるように、図11のコードの構造の開放性は部分的にしか失われていない。
【0054】
高速硬化樹脂は、コードを製造する工程の後、及びコードを膜ドープで被覆/膜ドープに含浸する工程の前に被覆されてもよい。好ましい実施形態では、コードは製造され、スプール上に巻きつけられる。その後、膜の製造施設において、コードはスプールから巻き出され、樹脂で被覆され、樹脂はコードを膜ドープで被覆する工程の前に硬化される。
【0055】
続く工程において、管状支持体は膜ドープに含浸される。それゆえ、支持体は本発明の被覆装置を通過される。従来技術の被覆装置と比較すると、本発明の被覆装置は、支持体を膜ドープに完全に含浸させ、制御された内径及び外径を有する管状膜を得ることができる。
【0056】
図13は本発明の被覆装置の好ましい実施形態200を示す。被覆装置は被覆ヘッド210を含む。被覆ヘッド210は中空コード201のための入口211及び出口212、及び膜ドープのための供給口215を含む。中空コード201は被覆装置200に連続的に供給される。コード201は管状膜の支持体を構成するだろう。中空コードのための入口211に、コード201を被覆装置を通って案内するための管216が与えられている。管216は円筒形又は円錐形(即ち、内径がコード供給方向に減少する)であってもよい。好ましい実施形態では、管216は被覆ヘッド210内に延び、管216は膜ドープを通すためのせん孔217を与えられている。せん孔217の機能は、スタート時に空気を除去し、コードをドープに含浸させて完全に満たすことである。液体ポリマー溶液である膜ドープは計量ポンプによって供給点215に供給され、被覆ヘッド210を満たす。膜ドープは管216のせん孔217を通過し、コードを含浸する。コード201の内腔は膜ドープで完全に満たされる。管216は被覆ヘッドの出口212の上流から短い距離で終わってもよい。ドープの量は被覆装置内のドープのレベル(入口211のレベル)の関数で計量される。
【0057】
従って、コード201は、管216を出た後、被覆装置200の出口212に到達する。出口において、最後の膜の内径及び外径が調整される。それゆえ、出口212はオリフィス214及びキャスティングボブ213を含む。オリフィス214は製造される管状膜203の最終的な外径を決定する。キャスティングボブ213は管状膜203の最終的な内径を決定する。
【0058】
膜の内径は、コード201(それはこの段階ではドープに含浸され、ドープで完全に満たされている)をキャスティングボブ213の外側に通過させることによって調整される。キャスティングボブ213はコードの内腔に位置される。従って、キャスティングボブ213の外径は膜の内径を制御(調整)する。キャスティングボブは棒又はロープ218(それはキャスティングボブの上流又は下流のいずれかに配置されることができる)によって適所に保たれることができるか、又は磁気的に適所に保たれることができる。膜の外径はコード201をオリフィス214に通過させることによって調整される。従って、オリフィス214の直径は膜の外径を制御(調整)する。キャスティングボブ213及びオリフィス214は流れの方向に互いに関して変位されても変位されなくてもよい(例えば、それらは図13と同じ高さに位置されてもよい)。被覆装置200は滑らかな壁及び一定の再現可能な内径と外径を有する管状ポリマー膜を得ることを考慮している。
【0059】
コード201は、従来技術で一般的な慣習であるように、被覆装置を通して引っ張られるか、又はコード201は被覆装置を通して押されてもよい。被覆装置を通してコードを押すことは、含浸されたコードが所望の長さに切断され、スプール上に巻かれないときに有利でありうる。図13の実施形態では、コード201は駆動輪202によって被覆装置200を通して押される。駆動輪202はピンを与えられてもよく、ピンは、コード201の開口に係合し、従ってコードを被覆装置200を通して押す。駆動輪202はまた、コードを供給するためにコード上に高い摩擦力を及ぼすゴムから作られてもよい。コードを被覆装置を通して押す能力は管216によって与えられた案内によって実現可能であることに注意されるべきである。管216は被覆装置の入口から出口までコード201を案内する役割を持つ。被覆装置200を通るコード供給速度は1〜10メートル/分の範囲であることが好ましい。
【0060】
好ましい実施形態によれば、キャスティングボブとオリフィスの一方又は両方はそれぞれ、管状支持体(コード)の内径及び外径に等しい寸法を持つ。従って、その支持体の内径及び外径にそれぞれ等しい内径及び外径の一方又は両方を有する膜を得ることができる。かかる膜は、膜ドープで完全に含浸された支持体をなお有する。即ち、膜ドープは支持体の内壁及び外壁の両方に存在する。
【0061】
膜含浸コードが被覆装置の出口212から出た後、それは析出浴220に浸漬され、そこで膜ドープは凝固して多孔質の固体膜物質を形成する。析出浴220は膜ドープのための凝固剤を含んでもよい。凝固のために、浴は膜ドープポリマーの非溶剤、又は溶剤と非溶剤の混合物を含んでもよい。膜形成工程は従来公知の方法に従って実施されることができる。
【0062】
使用される膜ドープは、一種以上のポリマー、使用されるポリマーのための有機溶媒、及び親水性化合物を含む粘稠な溶液である。溶液の好ましい粘度は0.5Pa.s〜500Pa.sの範囲である。これらの範囲は従来技術で一般的なものより高い。ドープ溶液の粘度は管状支持体のタイプ(開口のサイズ、モノフィラメント直径など)の関数で適応されてもよい。提案される供給速度で膜ドープにコードを完全に含浸させるためには、コードの貫通開口は0.1mmより大きいサイズであることが好ましい。ポリマーは、ポリエーテルスルホン(PES)、ポリビニルピロリドン(PVP)、ポリスルホン、ポリアクリロニトリル、ポリビニルアルコール、ポリ酢酸ビニル及びポリ塩化ビニルの一つ以上であることができる。溶媒はN−メチルピロリドン(NMP)であることができる。膜ドープ溶液の全ポリマー濃度は25%以上であることが好ましい。従って、析出浴220は水(ドープポリマーの非溶剤)とNMPの混合物であることができる。
【0063】
本発明の方法の任意の続く工程では、膜は所望の長さの管に切断される。これは膜を析出浴に通過させた後に実施されてもよい。あるいは、切断工程は、図13に示すように膜を析出浴220に浸漬させながら同様に実施されてもよい。それゆえ、析出浴220では、浴液レベルの下で、二つのギロチン型のナイフ230を与えて膜を切断してもよい。膜は、ドープが凝固している間に切断されてもよい。好ましくは、二つのナイフは膜の変位を避けるために使用される。いったん膜203が適切なサイズに切断されると、それらは析出浴220内のわきにやられ、ドープはさらに凝固することができる。膜は3メートルを越える長さに切断されてもよい。
【0064】
続いて、膜は溶剤、非溶剤及び水溶性ドープ添加剤を洗い落され、乾燥されてもよい。
【0065】
例えば、内側に緻密な構造(小さい細孔)を有し、外側にあまり緻密でない構造(大きい細孔)を有する非対称細孔径分布を有するi/o膜について、膜形成工程は、膜の内部層が析出浴(ドープの水または他の非溶剤、又は溶剤と非溶剤の混合物)における浸漬析出によって形成され、膜の外部層が好ましくは40℃〜80℃の範囲の温度を有する(例えば浴に浸漬する前に)制御された水蒸気接触によって形成されるような方法で実施されてもよい。
【0066】
本発明の製造方法は、相対的に低いコストでかつ高い処理量で優れた強化管状ポリマー膜を製造することを考慮している。
【0067】
本発明はまた、本発明の方法によって製造され、かつ従来技術のポリマー膜に対して改良された機械的特性を持つ強化管状ポリマー膜を提供する。次の二つの側面が本発明の膜のために重要である:高い機械的強度の剛い支持体、及び支持体への膜物質の強い固定。
【0068】
第一側面に関して、本発明の強化管状ポリマー膜の支持体はモノフィラメント糸から作られた中空コードである。コードは円形の断面を持つことが好ましい。モノフィラメント糸は等しい直径のマルチフィラメント糸より高い剛性を有する。コードは、織られた、編成された、編組された、かぎ針編みされたタイプのものであるか、又は継目のない中空コードを得るために考慮されている他の同様の技術によって製造されることが好ましい。従って、支持体(コード)は溶接継目を含まない。
【0069】
好ましい実施形態によれば、コードは編成されるか又はかぎ針編みされ、モノフィラメント糸の部分は(編成コードのステッチのように)ループを形成し、それは糸の他のループ又は部分と係合して織物を形成する。上述のコードは高い破裂抵抗(i/o TMPに対する抵抗)を既に示すが、コードの崩壊抵抗(o/i TMPに対する抵抗)はある場合には十分でないかもしれない。崩壊に対する抵抗は、コードを製造するための大きい直径のモノフィラメント糸を使用することによって改良されてもよい。
【0070】
本発明によって提唱される代替解決策は、隣接する及び/又は係合するループ(例えば編成された又はかぎ針編みされたコードの場合)又は糸の係合する部分(例えば織られたコードの場合)を連結することである。ループ又は係合する糸の連結は熱固定によって、又は高速硬化(例えばUV硬化性又は熱硬化性)樹脂を支持体上に適用することによって実施されてもよい。連結は、ループ又は糸部分が互いに対して動くことを防止し、支持体に改良された剛性を与える。ループ又は糸部分の連結が、大きい直径のモノフィラメント糸の使用に加えて実施されることにより、コードに増大した機械的強度を与える。
【0071】
本発明の管状支持体の追加の重要な側面は支持体への膜物質の固定である。コードへの膜物質の良好な固定は、粗い開放構造の支持体を与えることによって達成されてもよい。
【0072】
第一に、管状支持体の構造は、多孔質であり、好ましくはある程度の粗さを示し、好ましくはモノフィラメント糸の高度のねじれを含む。粗い支持体構造は膜物質のための十分な固定点を考慮し、それは支持体への膜物質の接着強度に寄与し、管状膜の圧力抵抗を増大する。
【0073】
第二に、本発明の管状支持体(コード)の構造は、好ましくは十分に開放的(多孔性)であり、支持体の壁を横切って延びる貫通開口を含む。これは支持体内への膜ドープの良好な浸透を可能にする。従って、膜物質は、支持体の構造内に存在し、支持体に埋め込まれる。膜物質はさらに、支持体の外側及び/又は管状支持体の内側に存在させてもよい。支持体は十分に大きい貫通開口を含む。さらに、支持体の開口(細孔)が大きいとき、これは濾過のために利用可能な壁の面積を大きくする。他方、支持体構造の開口があまり大きくないようにしてもよい。なぜならば大きい距離は膜物質によって橋渡しされることが難しくなる。好ましくは、支持体の貫通開口(細孔)は0.1mmより大きいか又はそれに等しいサイズ、より好ましくは0.1mm〜10mmのサイズを有する。最も好ましくは、貫通開口は0.2mm〜5mmの範囲のサイズを有する。
【0074】
剛いが開放している管状支持体を得ることは、支持体のためのモノフィラメント糸のサイズの適切な選択を必要とするかもしれず、支持体の糸部分又はループを連結又は固定するときに注意を及ぼすべきである。これらの連結は織物の開口(細孔)を完全に閉じないようにすることができる。
【0075】
さらに、管状の大直径支持体は、崩壊抵抗をさらに改良するために中空コード内に挿入された螺旋糸を与えられてもよい。この螺旋糸は、ばねの一種としてコード内で機能し、コードがひだを付けることを防止する。螺旋糸は織物の糸より大きい直径を持つことが好ましく、コードの織物のために使用される糸と同じ材料の群から選択されるモノフィラメント糸であることが好ましい。あるいは、螺旋糸は金属から作られることができる。ばねは熱固定又は高速硬化被覆の適用によって管状コードに連結されてもよい。
【0076】
支持体は膜物質に埋め込まれる。従って、管状支持体の内側及び外側壁の両方において膜物質が与えられる。膜物質は支持体を通してかつ支持体内に一体の構造を形成する。
【0077】
膜物質(ドープ)の特性に関して、ドープ粘度を増大するようにドープに十分に高いポリマー濃度を持つことが好ましい。ポリマーの分子量は、十分な機械的強度のポリマーを持つために十分に高いことが好ましい。任意選択的に、ポリマーは機械的強度を増大するために架橋されてもよい。
【0078】
編成工程による管状支持体コードの製造
例えば、編成中空コードは、ニードルの個々の制御を有する機械上で製造されることができる。図1は編機の「コア」ユニット10を表わす。編成工程において連続した製品を得るためには、連続フィラメントが、固定されているシリンダー又は編成ヘッド12のまわりで編まれる。ヘッド12の外側に多数の軸方向の溝が与えられている。各溝はニードル11を受ける。それらはカムシステム13によって作動される。カムシステムは、全てのニードルが同時に上下するとは限らないことを確実にするが、上/下方向の軸方向の動きは波状の動きに類似する。固定された糸フェンス14は、糸を受け、それをニードルに渡す。
【0079】
図2a及び2bはニードル11の側面を表わす。図2aに関して、ニードルは、カム13に係合する従動節である突起24を与えられている。従動節24はカム13がニードルを垂直に(上/下に)動かすことを可能にする。ニードルは、糸内に係合するためのフック21、及びヒンジ22のまわりで回転することができるリップ23を含む。ニードルは、外側に面するフック21及びリップ23を有するヘッド12内に装着される。リップ23の機能は図3a及び3bを見ると明らかになる。図3aは、編成ヘッド上に装着されたニードル11の折りたたまれていない図を表わす。ニードルは波状の上/下方向の動きを記載する。図3a及び3bの左側のニードルは上方向に動き、右側のニードルは下方向に動く。さらに、各ニードルは編まれているステッチの目33内で動く。ニードルが図3bの最上位置3にあるとき、リップ23はステッチの目の上に位置される。ニードルの下方向の動きの間、フック21は点32でバージン糸内に係合する。ステッチの目は、図3bの位置4に表わされるようにリップ23をとる。リップ23がヒンジ22のまわりに上方向に回転すると、それはステッチの目を開き、バージン糸を有するフック21がステッチの目を通過することを可能にする。同時に、リップ23はフック21を閉じ、それによってバージン糸が逃げることを防止する。ニードルの最下位置では、フック21は糸になお係合し、上方向への動きが始まるとすぐに糸を緩めるだろう。その上方向の動きにおいて、ニードルはこの新しいバージン糸部分によって包囲され、それは次に新しいステッチの目を形成する。この新しいステッチの目はリップ23を下方向に回転し、それによってフック21を開き、新しいステッチを作る工程が繰り返される。糸フェンス14は、ニードルが糸にフックできることを確実にする。
【0080】
得られた製品の特徴は、図4によって概略的に表わされるような螺旋編みされた糸から構成されたコードである。これは、ステッチが螺旋ライン40に沿って存在することを意味する。螺旋ライン40(それに沿ってステッチが編まれる)の完全な一回転の間の距離41(図4の点aとbの間の距離)がピッチである。ピッチは、ヘッド12からコードを排出する速度、ニードルの往復運動の頻度、及びニードルのサイズによって決定される。大きいピッチはより開放した編成構造をもたらす−ステッチはさらに互いに離れて位置される。
【0081】
図5,6及び7はモノフィラメント糸で製造されたコードを表わし、ステッチは螺旋ラインに沿って存在する。図7から明らかなように、このコードを編むために八つのニードルが使用され、内径は5mmである。
【0082】
編成中空コードの内径は、使用されるニードルの数及び編成ヘッドの直径によって決定される。外径は、使用されるモノフィラメントの直径及び数(一つ以上)によって決定される。
【0083】
従って、編成工程では二つ以上のモノフィラメントを同時に使用してもよい。この場合において、上記と同じ製造技術が単一のモノフィラメント糸の場合に対しても適用される。唯一の違いは、二つ以上のモノフィラメント糸が使用され、同じニードルによって同時に編まれることである。二つのモノフィラメント糸が使用されるコードは図8及び9に示されている。図9から、このコードを編むために六つのニードルが使用されたことは明らかである。これらの糸が、マルチフィラメント糸を構成せず、別個のモノフィラメント糸のままであることを実現することが重要である。それらは編まれて一つの同じステッチに一緒に結合される。
【0084】
適切な作業のため、モノフィラメント糸は、予め巻き出されるシステム上に垂直に設置されるフランジボビンから来る。糸はテンションフリーで供給されなければならず、それは糸の積極的な供給をもたらす機械の上のテンションコントローラによって実施される。これは顕著な製造段階であり、それは欠陥のないコードの形成に導く。
【0085】
追加の重要な側面はコードの配列(setout)である。これは、好ましくは連結工程の後に、機械の下流で行われる。配列のテンションは、管状コードが圧縮されないことを確実にするために細部まで調整されなければならない。連続的な長さのコードを製造するために、大きい軽量のシャットルが使用されるべきであり、少なくとも5000〜10000mを引き取るのに十分な大きさのものであるべきである。
【0086】
最小1.0mm〜15mmの内径を有する環状の編成支持体管は0.1mm〜1.0mmの範囲の直径を有する一つのモノフィラメント(ポリエステル、ポリプロピレンなど)から開始して製造されることができる。ニードルの数及びサイズ、及び編成ヘッドの直径はコードの所望の内径/外径に適応される。編機におけるニードルの動きは丸いカムシステムの使用によって個々に制御される。カムボックスは、全てのニードルが同時に上下に動かずに波状に動くことを確実にする。回転の速度は500〜5000rpmで変化されることができる。
【0087】
好ましい実施形態では、螺旋糸はコード内に挿入されることができる。この糸は、ばねの一種として編まれた織物内で機能し、コードがひだを付けるのを防ぐ。この螺旋ばねは、前もって製造され、編成工程時にコードに挿入される。図10を参照すると、螺旋ばね103は開口102を通してコアユニット10に供給される。ボビン101は、編まれる繊維104を糸フェンス14及びコアユニット10に供給する。ばねはステッチのいずれにも係合しない。ばね糸は織物の糸より大きい直径を有することが好ましく、コードの織物のために使用される糸と同じ群の材料から選択されたモノフィラメント糸であることが好ましい。あるいは、ばね糸は金属から作られることができる。
【0088】
管状膜の例
本発明の製造方法を使用して四つの膜(#1,#2,#3,#4)が製造された。全ての四つの管状支持体は編まれたポリエステル(PET)モノフィラメント中空コードからなる。十四個のニードルが管状支持体を編成するのに使用されたが、支持体間でモノフィラメント直径を変化させた(0.2〜0.4mm、表1参照)。ニードルの数を一定に保ったことによって、支持体の外径は同じままであったが(6.2mm)、内径はモノフィラメントの直径が増加すると減少した。膜#2の支持体だけがエポキシ樹脂被覆を受け、それはモノフィラメントの結合している部分を連結するためにUV硬化された。四つの支持体コードにおける貫通開口は0.2〜0.6mmの範囲のサイズを有していた。
【0089】
コードは本発明の被覆装置においてドープに含浸された。本発明の装置では出口オリフィスの直径は6.5mmであり(コードの外径よりわずかに大きい)、例えば膜#3に対して4.9mmの外径を有するキャスティングボブが使用された。全ての膜は析出浴の液レベルの下に20cmの深さで1メートルの長さに切断された。
【0090】
20重量%ポリエーテルスルホン(タイプRadel A100(登録商標))、10重量%PVP(タイプBASF K90(登録商標))及び70重量%のNMPから構成される膜ドープ溶液が製造された。膜ドープは本発明の方法に従って支持体上に被覆された。凝固媒体は水であった。図14及び15は膜#3の外部表面と断面を示す。
【0091】
膜は、(内側からの圧力による)破裂に対する機械的抵抗、及び外側から生じる圧力(崩壊圧力及び膜分離圧力)に対する抵抗について試験された。比較のため、溶接された二重層ポリエステル支持体で支持された膜(#0)も試験された(図16の支持体160)。かかる支持体はUS 5034129に記載されている。
【0092】
表1から、全ての膜が破裂に対して優れた抵抗を与えることを見出されるが(17barより大)、外側からの圧力に対する抵抗には大きい差異が見出される。従来技術の膜#0は1barから開始して既に分離し、膜は2barから開始して容易に崩壊し、劣った逆洗能力の膜をもたらした。編組されたモノフィラメント支持体で作られた膜#1〜#4はそれらの崩壊圧力であっても支持体から全く分離しなかった。また、表1から、編組工程時に大きい直径を有するPETモノフィラメントを使用することにより、高い崩壊圧力をもたらすことが観察される。
【0093】
連結された糸を有する膜#2に関して、表1は、連結した0.2mm直径の糸を有する膜#2が(膜被覆前に連結されていない)連結されていない0.3mm直径の糸を有する膜#3に等しい機械的抵抗を有することを示し、本発明の膜の改良された逆洗能力を示す。
【0094】
本発明による膜は、精密濾過(MF)、限外濾過(UF)、ナノ濾過(NF)、逆浸透(RO)、ガス分離(GS)、膜蒸留(MD)、蒸気透過(VP)、パーベーパレーション(PV)のために好適である。かかる膜は、以下のものを含む限定されない多くの分野においてそれらの用途を見出す:
− クロスフロー外部膜バイオリアクタ(MBR)、
− 水中(submerged)MBR。
【図面の簡単な説明】
【0095】
【図1】編機のコアユニットを表わす。
【図2a】ニードルを横方向の外形で表わす。
【図2b】図2aのニードルの上部分のクローズアップを表わす。
【図3a】編成工程を表わす。
【図3b】編成工程を表わす。
【図4】螺旋編み物品を概略的に表わす。
【図5】単一の螺旋編みモノフィラメント糸から構成される本発明によるコードを表わす。
【図6】図5に示されたコードの織物の詳細を表わす。
【図7】図5の物品の平面図を表わす。
【図8】二つの螺旋編みモノフィラメント糸を含む本発明によるコードを表わす。
【図9】図8の物品の平面図を表わす。
【図10】編み物品内への螺旋ばねの挿入のための追加のボビンを有する編成ユニットを表わす。
【図11】編みモノフィラメントコードの一部を示す。
【図12】ループを連結するための硬化樹脂で被覆された、図11のコードの部分を示す。
【図13】本発明による膜ドープに中空コードを被覆/含浸するための装置を表わす。
【図14】編み中空コード(下方の物品)及び本発明による強化膜における同じコード(上方の物品)を表わす。
【図15】図14の上方の物品の平面図を表わす。
【図16】編み中空コード(上方の物品)及び従来技術の膜のための織られかつ螺旋状に溶接された支持体(下方の物品)を表わす。
【特許請求の範囲】
【請求項1】
以下の工程を含む、強化管状ポリマー膜(203)を製造する方法:
− モノフィラメント糸から継目のない多孔質管状支持体(201)を製造する;
− 管状支持体をポリマー溶液に含浸し、含浸された管状支持体を得る、但しポリマー溶液は支持体の外側から供給され、管状支持体の内腔はポリマー溶液で少なくとも部分的に満たされる、
− 含浸された管状支持体の内径を調整する、
− 含浸された管状支持体の外径を調整する、
− 含浸された管状支持体を析出浴に浸漬し、強化膜を得る。
【請求項2】
内径を調整する工程は、含浸された管状支持体をキャスティングボブに沿って進めることを含み、外径を調整する工程は、含浸された管状支持体をオリフィスに通過させることを含む、請求項1に記載の方法。
【請求項3】
製造工程において、継目のない多孔質管状支持体は、0.1mmより大きいか又はそれに等しい、好ましくは0.1mm〜10mmの範囲の、より好ましくは0.2mm〜5mmの範囲のサイズを有する貫通開口を含む、請求項1又は2に記載の方法。
【請求項4】
含浸された管状支持体を、析出浴に浸漬させながら切断する工程を含む、請求項1〜3のいずれかに記載の方法。
【請求項5】
含浸工程は被覆装置(200)において実施され、管状支持体は被覆装置(200)を通って押される、請求項1〜4のいずれかに記載の方法。
【請求項6】
製造工程は、係合する及び/又は接触する前記モノフィラメント糸の部分を連結することを含む、請求項1〜5のいずれかに記載の方法。
【請求項7】
モノフィラメント糸の部分を連結する工程は、前記部分を熱固定することを含む、請求項6に記載の方法。
【請求項8】
モノフィラメント糸の部分を連結する工程は、支持体を樹脂で被覆し、前記樹脂を硬化すること、好ましくは樹脂をUV硬化するか又は樹脂を硬化促進剤で硬化することを含む、請求項6に記載の方法。
【請求項9】
含浸工程の前に、予備形成された螺旋糸を管状支持体内に挿入し、前記螺旋糸を管状支持体に連結する工程をさらに含む、請求項1〜8のいずれかに記載の方法。
【請求項10】
含浸工程ではポリマー溶液は0.5Pa.s〜500Pa.sの範囲の粘度を有する、請求項1〜9のいずれかに記載の方法。
【請求項11】
中空コード(201)をポリマー溶液に含浸するための装置(200)であって、装置が被覆ヘッド(210)を含み、被覆ヘッドがコード入口(211)、ポリマー溶液のための入口(215)、及び出口(212)を含み、装置がコードを被覆ヘッド内に案内するための案内手段(216)を含み、案内手段がコード入口に与えられ、出口はオリフィス(214)及びキャスティングボブ(213)を含み、従って中空コードが装置を通過するとき、キャスティングボブが中空コードの内腔内に位置されるように配置される、装置。
【請求項12】
前記案内手段は管(216)を含み、前記管は、コード入口に与えられ、被覆ヘッド内に延び、さらに被覆ヘッドにおいてせん孔(217)を含む、請求項11に記載の装置。
【請求項13】
管は円筒形又は円錐形である、請求項12に記載の装置。
【請求項14】
管状支持体及び膜物質を含む強化管状ポリマー膜であって、管状支持体は、継目がなく、モノフィラメント糸を含み、管状支持体は貫通開口を含み、管状支持体は膜物質に埋め込まれ、膜物質は、管状支持体の内壁と外壁の両方に存在し、前記貫通開口を満たす、管状ポリマー膜。
【請求項15】
貫通開口は、0.1mmより大きいか又はそれに等しい、好ましくは0.1mm〜10mmの範囲の、より好ましくは0.2mm〜5mmの範囲のサイズを有する、請求項14に記載の強化管状ポリマー膜。
【請求項16】
係合する及び/又は接触するモノフィラメント糸の部分は、膜物質に加えて膜物質以外の他の手段により連結されている、請求項14又は15に記載の強化管状ポリマー膜。
【請求項17】
係合する及び/又は接触するモノフィラメント糸の前記部分は硬化樹脂によって連結される、請求項16に記載の強化管状ポリマー膜。
【請求項18】
前記管状支持体はモノフィラメント糸のループを含み、隣接する及び/又は係合するループが連結される、請求項16又は17に記載の強化管状ポリマー膜。
【請求項19】
前記管状支持体は編まれているか又はかぎ針編みされている、請求項18に記載の強化管状ポリマー膜。
【請求項20】
前記モノフィラメント糸は、ポリエステル、ポリアミド、ポリエチレン、ポリプロピレン、ポリエーテルケトン、ポリエーテルエーテルケトン及びポリフェニレンサルファイドからなる群から選択される、請求項14〜19のいずれかに記載の強化管状ポリマー膜。
【請求項21】
管状支持体の外径に等しい外径を持つ、請求項14〜20のいずれかに記載の強化管状ポリマー膜。
【請求項22】
管状支持体の内径に等しい内径を持つ、請求項14〜21のいずれかに記載の強化管状ポリマー膜。
【請求項23】
管状支持体の内側に螺旋糸を含み、螺旋糸が膜物質に埋め込まれている、請求項14〜21のいずれかに記載の強化管状ポリマー膜。
【請求項1】
以下の工程を含む、強化管状ポリマー膜(203)を製造する方法:
− モノフィラメント糸から継目のない多孔質管状支持体(201)を製造する;
− 管状支持体をポリマー溶液に含浸し、含浸された管状支持体を得る、但しポリマー溶液は支持体の外側から供給され、管状支持体の内腔はポリマー溶液で少なくとも部分的に満たされる、
− 含浸された管状支持体の内径を調整する、
− 含浸された管状支持体の外径を調整する、
− 含浸された管状支持体を析出浴に浸漬し、強化膜を得る。
【請求項2】
内径を調整する工程は、含浸された管状支持体をキャスティングボブに沿って進めることを含み、外径を調整する工程は、含浸された管状支持体をオリフィスに通過させることを含む、請求項1に記載の方法。
【請求項3】
製造工程において、継目のない多孔質管状支持体は、0.1mmより大きいか又はそれに等しい、好ましくは0.1mm〜10mmの範囲の、より好ましくは0.2mm〜5mmの範囲のサイズを有する貫通開口を含む、請求項1又は2に記載の方法。
【請求項4】
含浸された管状支持体を、析出浴に浸漬させながら切断する工程を含む、請求項1〜3のいずれかに記載の方法。
【請求項5】
含浸工程は被覆装置(200)において実施され、管状支持体は被覆装置(200)を通って押される、請求項1〜4のいずれかに記載の方法。
【請求項6】
製造工程は、係合する及び/又は接触する前記モノフィラメント糸の部分を連結することを含む、請求項1〜5のいずれかに記載の方法。
【請求項7】
モノフィラメント糸の部分を連結する工程は、前記部分を熱固定することを含む、請求項6に記載の方法。
【請求項8】
モノフィラメント糸の部分を連結する工程は、支持体を樹脂で被覆し、前記樹脂を硬化すること、好ましくは樹脂をUV硬化するか又は樹脂を硬化促進剤で硬化することを含む、請求項6に記載の方法。
【請求項9】
含浸工程の前に、予備形成された螺旋糸を管状支持体内に挿入し、前記螺旋糸を管状支持体に連結する工程をさらに含む、請求項1〜8のいずれかに記載の方法。
【請求項10】
含浸工程ではポリマー溶液は0.5Pa.s〜500Pa.sの範囲の粘度を有する、請求項1〜9のいずれかに記載の方法。
【請求項11】
中空コード(201)をポリマー溶液に含浸するための装置(200)であって、装置が被覆ヘッド(210)を含み、被覆ヘッドがコード入口(211)、ポリマー溶液のための入口(215)、及び出口(212)を含み、装置がコードを被覆ヘッド内に案内するための案内手段(216)を含み、案内手段がコード入口に与えられ、出口はオリフィス(214)及びキャスティングボブ(213)を含み、従って中空コードが装置を通過するとき、キャスティングボブが中空コードの内腔内に位置されるように配置される、装置。
【請求項12】
前記案内手段は管(216)を含み、前記管は、コード入口に与えられ、被覆ヘッド内に延び、さらに被覆ヘッドにおいてせん孔(217)を含む、請求項11に記載の装置。
【請求項13】
管は円筒形又は円錐形である、請求項12に記載の装置。
【請求項14】
管状支持体及び膜物質を含む強化管状ポリマー膜であって、管状支持体は、継目がなく、モノフィラメント糸を含み、管状支持体は貫通開口を含み、管状支持体は膜物質に埋め込まれ、膜物質は、管状支持体の内壁と外壁の両方に存在し、前記貫通開口を満たす、管状ポリマー膜。
【請求項15】
貫通開口は、0.1mmより大きいか又はそれに等しい、好ましくは0.1mm〜10mmの範囲の、より好ましくは0.2mm〜5mmの範囲のサイズを有する、請求項14に記載の強化管状ポリマー膜。
【請求項16】
係合する及び/又は接触するモノフィラメント糸の部分は、膜物質に加えて膜物質以外の他の手段により連結されている、請求項14又は15に記載の強化管状ポリマー膜。
【請求項17】
係合する及び/又は接触するモノフィラメント糸の前記部分は硬化樹脂によって連結される、請求項16に記載の強化管状ポリマー膜。
【請求項18】
前記管状支持体はモノフィラメント糸のループを含み、隣接する及び/又は係合するループが連結される、請求項16又は17に記載の強化管状ポリマー膜。
【請求項19】
前記管状支持体は編まれているか又はかぎ針編みされている、請求項18に記載の強化管状ポリマー膜。
【請求項20】
前記モノフィラメント糸は、ポリエステル、ポリアミド、ポリエチレン、ポリプロピレン、ポリエーテルケトン、ポリエーテルエーテルケトン及びポリフェニレンサルファイドからなる群から選択される、請求項14〜19のいずれかに記載の強化管状ポリマー膜。
【請求項21】
管状支持体の外径に等しい外径を持つ、請求項14〜20のいずれかに記載の強化管状ポリマー膜。
【請求項22】
管状支持体の内径に等しい内径を持つ、請求項14〜21のいずれかに記載の強化管状ポリマー膜。
【請求項23】
管状支持体の内側に螺旋糸を含み、螺旋糸が膜物質に埋め込まれている、請求項14〜21のいずれかに記載の強化管状ポリマー膜。
【図2a】

【図2b】

【図3a】
【図4】

【図10】
【図1】
【図3b】
【図5】

【図6】
【図7】
【図8】
【図9】

【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2b】
【図3a】
【図4】
【図10】
【図1】
【図3b】
【図5】
【図6】
【図7】
【図8】
【図9】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公表番号】特表2009−533212(P2009−533212A)
【公表日】平成21年9月17日(2009.9.17)
【国際特許分類】
【出願番号】特願2009−504729(P2009−504729)
【出願日】平成19年4月10日(2007.4.10)
【国際出願番号】PCT/EP2007/053482
【国際公開番号】WO2007/116072
【国際公開日】平成19年10月18日(2007.10.18)
【出願人】(502320688)ヴラームス インステリング ヴール テクノロギシュ オンデルゾーク (ヴイアイティーオー) (19)
【Fターム(参考)】
【公表日】平成21年9月17日(2009.9.17)
【国際特許分類】
【出願日】平成19年4月10日(2007.4.10)
【国際出願番号】PCT/EP2007/053482
【国際公開番号】WO2007/116072
【国際公開日】平成19年10月18日(2007.10.18)
【出願人】(502320688)ヴラームス インステリング ヴール テクノロギシュ オンデルゾーク (ヴイアイティーオー) (19)
【Fターム(参考)】
[ Back to top ]