
電子部品の実装装置及び実装方法
【課題】この発明はキヤリアテープに大きな熱影響を与えずに電子部品を実装できるようにした実装装置を提供することにある。
【解決手段】キヤリアテープ1に電子部品16を実装するとき、第2のヒータ36によって加熱された実装ツール18をその下端面がキヤリアテープの上面に近接する高さまで下降させて待機させてから第1のヒータ35によって上記実装ツールよりも高い温度に加熱された実装ステージ17を実装位置まで上昇させた後、実装ツールをさらに下降させてロードセル37が検出する荷重に基いて実装荷重を制御装置25によって制御してキヤリアテープに電子部品を実装する。
【解決手段】キヤリアテープ1に電子部品16を実装するとき、第2のヒータ36によって加熱された実装ツール18をその下端面がキヤリアテープの上面に近接する高さまで下降させて待機させてから第1のヒータ35によって上記実装ツールよりも高い温度に加熱された実装ステージ17を実装位置まで上昇させた後、実装ツールをさらに下降させてロードセル37が検出する荷重に基いて実装荷重を制御装置25によって制御してキヤリアテープに電子部品を実装する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は実装ステージの上面に設けられた電子部品を、加圧ツールによって搬送位置決めされるキヤリアテープに実装する実装装置及び実装方法に関する。
【背景技術】
【0002】
たとえば、TAB(Tape Automated Bonding)やCOF(Chip On Film)などの実装ではテープ状部品である、フィルム状のキヤリアテープに形成された端子部に半導体チップなどの電子部品を実装するようにしている。
【0003】
一般に、上記キヤリアテープに電子部品を実装するための実装装置は、キヤリアテープが巻回された供給リールを有する。キヤリアテープには、デバイスホール及びこのデバイスホールに複数のリードが一端部を突出させて設けられた、上記端子部が構成されている。
【0004】
上記供給リールから繰り出されたキヤリアテープは搬送レールに導かれる。搬送レールの中途部にはキヤリアテープの下方に対向して実装ステージが配置され、この実装ステージの上方には実装ツールが対向して配置されている。そして、上記実装ステージが上昇方向に駆動され、上記実装ツールが下降方向に駆動されることで、上記キヤリアテープのデバイスホールに突出して設けられたリードに電子部品が実装されるようになっている。
【0005】
上記キヤリアテープに上記電子部品を実装する場合、この電子部品を単に加圧するだけでなく、上記実装ステージと上記実装ツールに設けられたヒータによって電子部品のバンプと上記リードを加熱し、上記バンプを溶融して上記キヤリアテープに形成されたリードに溶着させるようにしている。
【0006】
従来、上記電子部品の実装は特許文献1に示されているように、まず、実装ステージの上面に電子部品が供給される。電子部品が供給された実装ステージは上昇方向に駆動されて実装高さ(実装位置)に位置決めされて待機する。ついで、実装ツールが下降方向に駆動され、キヤリアテープの端子部のリードが実装位置に位置決めされた上記電子部品のバンプに加圧される。それによって、上記リードが電子部品のバンプに溶着されることになる。
【特許文献1】特開2008−66337号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
このようにして、キヤリアテープに電子部品を実装するようにすると、加圧ツールによってキヤリアテープのリードを電子部品のバンプに加圧する前から、上記リードが加圧されて電子部品の実装が終了するまでの長い間、実装ステージは実装位置に位置決めされた状態で維持されることになる。
【0008】
そのため、キヤリアテープの上記実装ツールの上方に位置する電子部品が実装される被実装部位は、実装の開始から終了までの長い時間にわたりヒータによって加熱された実装ステージによって熱影響を受けることになるから、キヤリアテープの被実装部位に伸びが生じ、実装精度の低下を招くということがあるばかりか、キヤリアテープが熱影響を受けることで品質が低下するということもある。
【0009】
しかも、最近ではキヤリアテープが薄肉化する傾向にある。キヤリアテープが薄肉化すると耐熱性が低下する。そのため、薄肉化したキヤリアテープが熱影響を受けると、伸びの影響や品質低下が顕著になるということがあり、好ましくない。
【0010】
この発明は、キヤリアテープが実装ステージから受ける熱影響を低減することができるようにした電子部品の実装装置及び実装方法を提供することにある。
【課題を解決するための手段】
【0011】
この発明は、キヤリアテープに電子部品を実装する実装装置であって、
上記キヤリアテープを搬送位置決めする搬送手段と、
上記キヤリアテープの下方に配置されステージ駆動手段によって上下方向に駆動されるとともに、上面に上記電子部品が供給される実装ステージと、
この実装ステージを加熱する第1のヒータと、
上記キヤリアテープの上方に配置されツール駆動手段によって上下方向に駆動されるとともに、下降方向に駆動されたときに上記キヤリアテープの上記実装ステージに対向する部分を加圧してその部分に上記電子部品を実装する実装ツールと、
この実装ツールを上記実装ステージよりも低い温度で加熱する第2のヒータと、
上記実装ツールによって上記電子部品が上記キヤリアテープに実装されるときにその実装荷重を検出する荷重検出手段と、
上記キヤリアテープに上記電子部品を実装するときに上記実装ステージと上記実装ツールの駆動を制御する制御手段を具備し、
上記制御手段は、上記実装ツールをその下端面が上記キヤリアテープの上面に近接する高さまで下降させて待機させてから上記実装ステージを実装位置まで上昇させた後、上記実装ツールをさらに下降させて上記荷重検出手段が検出する荷重に基いて上記キヤリアテープに上記電子部品を実装させることを特徴とする電子部品の実装装置にある。
【0012】
上記制御手段は、実装ツールをキヤリアテープの上面に近接する待機位置までの下降を高速度で行い、待機位置から実装位置までの下降を待機位置までの下降に比べて低速度で行うことが好ましい。
【0013】
この発明は、実装ステージの上面に載置された電子部品を実装ツールによってキヤリアテープに実装する実装方法であって、
上記実装ツールを所定温度に加熱してその下端面がキヤリアテープの上面に近接する位置まで下降させて待機させる工程と、
上記実装ステージを上記実装ツールよりも高い温度に加熱してその上面が実装位置となる高さまで上昇させる工程と、
上記実装ツールを待機した下降位置からさらに下降させて上記キヤリアテープに上記電子部品を実装する工程と
を具備したことを特徴とする電子部品の実装方法にある。
【0014】
上記キヤリアテープに上記電子部品を実装するときにこの電子部品に加わる荷重を検出する工程と、
検出された荷重に基いて上記実装ツールによる上記電子部品の実装を制御する工程と
をさらに備えていることが好ましい。
【発明の効果】
【0015】
この発明によれば、実装ステージよりも低い温度に加熱された実装ツールをキヤリアテープに接近する高さに下降させて待機させてから実装ツールよりも高い温度に加熱された実装ステージを実装位置の高さまで上昇させた後、実装ステージを下降させてキヤリアテープに電子部品を実装する。
【0016】
そのため、実装ステージを予め実装位置の高さまで上昇させて待機させる場合に比べ、キヤリアテープが実装ステージから熱影響を受ける時間を短縮できる。実装ツールはキヤリアテープに熱影響を与える時間が長くなるが、実装ステージよりも低い温度であるため、キヤリアテープに与える熱影響が少ないから、キヤリアテープに与える熱影響を低減させることができる。
【発明を実施するための最良の形態】
【0017】
以下、この発明の一実施の形態を図面を参照して説明する。
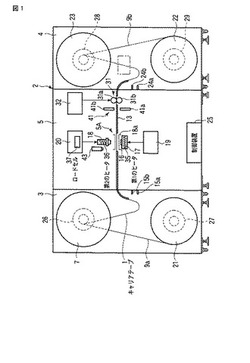
図1はキヤリアテープ1に電子部品を実装するための実装装置を示す。この実装装置は装置本体2を有し、この装置本体2の一端部にはローダ部3、他端部にはアンローダ部4、中央部には実装部5が設けられている。
【0018】
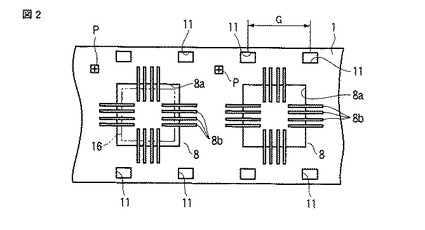
上記ローダ部3は、上記キヤリアテープ1が巻回された供給リール7を有する。キヤリアテープ1には、図2に示すようにデバイスホール8a及びデバイスホール8aに一端部を突出させて設けられたリード8bを有する端子部8が所定間隔で形成されている。そして、キヤリアテープ1は端子部8のリード8bを保護するスペーサテープ9aと重ねて上記供給リール7に巻回されている。
【0019】
上記キヤリアテープ1の幅方向両端部には長手方向に対して所定のピッチGで矩形状のパーフォレーション11が形成されている。上記デバイスホール8aはパーフォレーション11のピッチGの2倍の間隔で形成されている。そして、上記端子部8に対して図2に鎖線で示す電子部品16が後述するように位置決めされて実装される。
【0020】
上記供給リール7から繰り出されたキヤリアテープ1は搬送レール13に導かれ、この搬送レール13から後述する巻き取りリール23に巻き取られる。搬送レール13は上記ローダ部3から上記アンローダ部4にわたって設けられている。なお、上記供給リール7と巻き取りリール23によってキヤリアテープ1を搬送レール13に沿って搬送位置決めする搬送手段を構成している。
【0021】
上記キヤリアテープ1は上記供給リール7と搬送レール13の一端との間でたるみが生じるよう上記供給リール7から繰り出されている。このキヤリアテープ1のたるみ量は第1の下部センサ15aと第1の上部センサ15bとで検知されて制御される。
【0022】
つまり、キヤリアテープ1のたるみ量が大きくなり、そのたるみを第1の下部センサ15aが検知すると、上記供給リール7によるキヤリアテープ1の繰り出しが停止される。キヤリアテープ1のたるみが小さくなり、そのたるみが第1の上部センサ15bによって検知されなくなると、上記供給リール7によってキヤリアテープ1が繰り出される。それによって、キヤリアテープ1のたるみ量が所定の範囲になるよう制御される。
なお、上記供給リール7からキヤリアテープ1とともに繰り出されたスペーサテープ9aはスペーサテープ巻き取りリール21に巻き取られる。
【0023】
図3に示すように、上記実装部5ではキヤリアテープ1に半導体チップなどの上記電子部品16が実装される。実装部5には実装手段5Aを構成する実装ステージ17、実装ツール18及び開閉駆動される上下一対のクランパ18a(図1に示す)を有する。実装ステージ17はステージ駆動手段19によってX、Y及びθ方向に駆動され、実装ツール18はツール駆動手段20によってX、Y、θ及びZ方向に駆動される。
【0024】
上記実装ステージ17には、この上面に供給される電子部品16を加熱する第1のヒータ35が設けられ、上記実装ツール18には上記実装部5のリード8bに電子部品16を実装するときにリード8bを加熱する第2のヒータ36が設けられている。
【0025】
上記キヤリアテープ1の端子部8に上記電子部品16を実装するとき、上記ステージ駆動手段19とツール駆動手段20は制御装置25によって後述するように駆動が制御される。
【0026】
上記ツール駆動手段20には、上記電子部品16を上記端子部8に実装するときの実装荷重、すなわち上記リード8bを上記電子部品16に加圧するときの荷重を検出す荷重検出手段としてのロードセル37が設けられている。
【0027】
上記ロードセル37が検出する実装荷重は上記制御装置25に出力され、制御装置25はロードセル37が検出する実装荷重に応じて上記ツール駆動手段20の駆動を制御する。それによって、上記電子部品16を上記端子部8に上記ツール駆動手段20によって実装するときの実装荷重曲線が上記制御装置25に予め設定された設定に基いて制御される。
【0028】
上記制御装置25は、上記第1のヒータ35による上記実装ステージ17の加熱温度が上記第2のヒータ36による上記実装ツール18の加熱温度よりも高くなるよう上記第1、第2のヒータ35、36を制御するようになっている。
【0029】
上記搬送レール13の上記アンローダ部4側の端部であって、上記キヤリアテープ1の幅方向両端部には一対の駆動ローラ31が配置されている。一対の駆動ローラ31はキヤリアテープ1の幅方向両端部を挟持する上側駆動ローラ31aと下側駆動ローラ31bとからなる。そして、上側駆動ローラ31aと下側駆動ローラ31bはローラ駆動源32によって回転駆動され、それによって上記キヤリアテープ1がローダ部3側からアンローダ部4側に搬送される。
【0030】
上記駆動ローラ31の近くであって、駆動ローラ31よりもキヤリアテープ1の搬送方向上流側にはキヤリアテープ1のパーフォレーション11を検出するパーフォレーションセンサ41が配置されている。このパーフォレーションセンサ41は投光器41aと受光器41bを有し、投光器41aと受光器41bはキヤリアテープ1のパーフォレーション11が形成された幅方向の一端部の上方と下方に対向して配置されている。
【0031】
キヤリアテープ1が駆動ローラ31によって搬送されてキヤリアテープ1のパーフォレーション11が上記パーフォレーションセンサ41に対向する部位を通過すると、そのパーフォレーションセンサ41の受光器41bが投光器41aからの光を受光する。
【0032】
パーフォレーションセンサ41の受光信号は上記制御装置25に出力される。それによって、制御装置25は駆動ローラ31の駆動を制御してキヤリアテープ1をパーフォレーション11のピッチGの2倍の距離でピッチ送りするようになっている。
【0033】
上記実装ツール18の近くには撮像カメラ43が配置されている。この撮像カメラ43は、キヤリアテープ1がパーフォレーションセンサ41からの検出信号に基いてピッチ送りされて位置決めされると、キヤリアテープ1の端子部8の近くに、この端子部8に対して予め設定された位置関係で設けられた認識パターンP(図2に示す)を撮像する。
【0034】
上記撮像カメラ43からの撮像信号は上記制御装置25に入力されて画像処理される。そして、その画像処理に基いて上記実装ステージ17と実装ツール18はX、Y及びθ方向に駆動されて上記端子部8に対して位置決めされるようになっている。
【0035】
つまり、キヤリアテープ1は、パーフォレーションセンサ41が検出するパーフォレーション11のピッチGに基いてその端子部8が所定の精度で位置決めされる。ついで、撮像カメラ43からの撮像信号に基いて上記実装ステージ17と実装ツール18がX、Y方向に駆動され、上記端子部8に対して上記実装ステージ17と実装ツール18がさらに高い精度で位置決めされる。
【0036】
電子部品16が実装されて駆動ローラ31によってピッチ送りされたキヤリアテープ1は、スペーサテープ供給リール22から供給される上記スペーサテープ9bと重ねられて上記巻き取りリール23に巻き取られる。それによって、キヤリアテープ1に実装された電子部品16は上記スペーサテープ9bによって保護されるようになっている。
【0037】
電子部品16が実装されて駆動ローラ31によってピッチ送りされたキヤリアテープ1は、アンローダ部4側において巻き取りリール23に巻き取られる前にたるみ量が第2の下部センサ24aと第2の上部センサ24bとによって検知される。
【0038】
そして、キヤリアテープ1のたるみ量が所定以上になったことが第2の下部センサ24aによって検知されると、その検知信号で巻き取りリール23が駆動されてキヤリアテープ1とスペーサテープ9bとの巻き取りが開始される。巻き取りが開始されてアンローダ部4側におけるキヤリアテープ1のたるみ量が減少し、第2の上部センサ24bがキヤリアテープ1を検知しなくなると、その巻き取りが停止される。
【0039】
図1に鎖線で示すように、上記供給リール7は第1の駆動モータ26によって回転駆動され、上記スペーサテープ巻き取りリール21は第2の駆動モータ27によって回転駆動される。
【0040】
上記巻き取りリール23は第3の駆動モータ28によって回転駆動され、上記スペーサテープ供給リール22は第4の駆動モータ29によって回転駆動されるようになっている。
【0041】
つぎに、上記構成の実装装置によってキヤリアテープ1の端子部8に電子部品16を実装する手順を図4(a)〜(d)を参照しながら説明する。
まず、図4(a)に示すように実装ステージ17と実装ツール18がそれぞれキヤリアテープ1の下面と上面から所定の高さの待機位置H1、H2にあるとき、実装ステージ17の上面に電子部品16が供給される。それと同時に、実装ツール18は図4(b)に示すように待機位置H2から、その下端面がキヤリアテープ1の上面に近接する下降位置Hdまで高速度で下降させられて待機する。
【0042】
ついで、図4(c)に示すように実装ステージ17が待機位置H1から上昇方向に高速度で駆動され、その上面に設けられた電子部品16がキヤリアテープ1の下面からHbで示す距離となる実装位置に位置決めされる。実装ステージ17が上昇方向に駆動されて実装位置Hbに位置決めされると、図4(d)に示すように下降位置Hdで待機していた実装ツール18がさらに下降方向に下降位置Hdまで下降させた速度よりも低速度で駆動される。
【0043】
それによって、キヤリアテープ1の上記電子部品16に対応する端子部8の部分が実装ツール18によって加圧されて下方へ変形し、図3に示すようにその端子部8のリード8bの一端部が電子部品16のバンプ16aに加圧される。
【0044】
それと同時に、第1のヒータ35により加熱された実装ステージ17によって電子部品16が加熱され、第2のヒータ36により加熱された実装ツール18によってリード8bが加熱されるから、上記バンプ16aが溶融し、その部分に上記リード8bが溶着されることになる。
【0045】
上記実装ツール18による実装荷重はツール駆動手段20に設けられたロードセル37によって検出される。そして、ロードセル37が検出する実装荷重に基いて実装時の荷重曲線が制御装置25によって制御されることで、キヤリアテープ1のリード8bが電子部品16のバンプ16aに確実に接合されることになる。
【0046】
上記制御装置25は、第2のヒータ36による実装ツール18の加熱温度を、第1のヒータ35による実装ステージ17の加熱温度よりも低くなるよう制御している。そして、実装ツール18を待機位置H2から予めキヤリアテープ1に近接する下降位置Hdまで高速度で下降させてから、実装ステージ17を実装位置Hbに高速度で上昇させた後、上記実装ツール18を下降位置Hdから、H2からHdまでの下降速度に比べて低速度でさらに下降させて電子部品16をキヤリアテープ1に実装するようにしている。
【0047】
そのため、実装ツール18は下降位置Hdに位置決めされた実装の開始時から終了時までキヤリアテープ1に熱影響を与える。しかしながら、実装ツール18は実装ステージ17に比べて温度が低くなるよう制御されているから、キヤリアテープ1に大きな熱影響を及ぼすことがない。つまり、実装ツール18の熱影響によってキヤリアテープ1の伸びが大きくなり、実装精度の低下を招くということがない。
【0048】
実装ステージ17は実装ツール18に比べて温度が高いが、実装ツール18が下降位置Hdまで下降した後、上昇して電子部品16を実装位置Hbに位置決めするから、実装ツール18に比べてキヤリアテープ1に熱影響を与える時間が短い。
【0049】
しかも、実装ステージ17が実装位置Hbに上昇した後、実装ツール18は下降位置Hdで待機している状態から実装位置Hbまで下降する。そのため、実装ステージ17が実装位置Hbに位置決めされた後、実装ツール18が実装位置Hbまで下降して実装を終了するまでの時間も短くなる。
【0050】
つまり、実装ツール18が待機位置H1から実装位置Hbまで下降する距離は、下降位置Hdから実装位置Hbへ下降する距離よりも短いから、その距離の差に応じて実装ツール18が下降に要する時間も短くなる。実装ツール18の下降に要するための時間が短縮されれば、それに応じて実装ステージ17が実装位置Hbに位置決めされてから実装が終了するまで実装位置Hbに留まる時間も短縮されるから、実装ステージ17がキヤリアテープ1に熱影響を与える時間も短くなる。
【0051】
以上のことにより、実装ツール18に比べて高い温度に加熱された実装ステージ17が実装位置Hbでキヤリアテープ1に熱影響を与える時間が大きく短縮されるから、高い温度に加熱された実装ステージ17の熱影響によってキヤリアテープ1の伸びが大きくなって実装精度が低下したり、キヤリアテープ1の端子部8の部分が熱影響を大きく受けて品質が低下するのを防止することができる。
【0052】
また、実装ステージ17を実装位置Hbに位置決めした状態で、実装ツール18を下降させて電子部品16をキヤリアテープ1に実装するようにした。実装ツール18は、詳細は図示しないが、通常はモータの回転軸に一端が連結されたアームの他端によって上下方向、つまりZ方向に駆動される。つまり、アームの回転角度に応じて電子部品16に実装荷重を与える構成となっている。それに対して実装ステージ17はリニア駆動機構を用いてX、Y及びZ方向は板カムによって駆動される構成となっているため、実装ツール18に比べて実装ステージ17の方が上下方向に対する支持剛性が高い。
【0053】
そのため、実装ステージ17を実装位置Hbに位置決めした状態で、実装ツール18を下降させて実装を行うようにしたことで、実装ステージ17が実装ツール18からの実装荷重を受けても、実装ステージ17が下方へ動いて上記実装位置Hbがずれるのを防止することができる。それによって、リード8bの変形が一定となるばかりか、バンプ16aの押し潰し量も一定となるから、実装品質を安定させることができる。
【0054】
逆に、実装ツール18を実装位置Hbに位置決めした状態で、実装ステージ17を上昇させて実装を行うようにすると、剛性の低い実装ツール18が実装ステージ17によって押圧されることで、実装ツール18が上方へずれ動き、実装位置Hbがずれてしまうということがある。
【0055】
実装時に、実装位置Hbがずれ動くと、実装荷重がリード8bや電子部品16に確実に伝達されずに、リード8bの変形量やバンプ16aの押し潰し量が一定とならないから、実装不良を招く虞がある。
【0056】
しかしながら、この実施の形態では上述したように実装ツール18を実装位置Hbに位置決めし、実装ツール18を下降させて実装するようにしたから、実装位置Hbがずれずに実装荷重が電子部品16やリード8bに確実に伝達されるから、実装不良を招くということもない。
【0057】
上記一実施の形態ではいわゆるインナーリードボンダに相当する構成の実装装置を例に挙げて説明したが、アウターリードボンダやフリップチップボンダなどの構成の実装装置であっても、この発明を適用することが可能である。
【図面の簡単な説明】
【0058】
【図1】この発明の一実施の形態を示す実装装置の概略的構成図。
【図2】キヤリアテープの一部分を示す平面図。
【図3】実装ツールによってキヤリアテープに電子部品を実装するときの説明図。
【図4】(a)〜(d)はキヤリアテープの端子部に電子部品を実装する手順を順次示した説明図。
【符号の説明】
【0059】
1…キヤリアテープ、7…供給リール(搬送手段)、8…端子部(実装位置)、13…搬送レール(搬送手段)、16…電子部品、17…実装ステージ、18…実装ツール、23…巻き取りリール(搬送手段)、25…制御装置、35…第1のヒータ、36…第2のヒータ、37…ロードセル。
【技術分野】
【0001】
この発明は実装ステージの上面に設けられた電子部品を、加圧ツールによって搬送位置決めされるキヤリアテープに実装する実装装置及び実装方法に関する。
【背景技術】
【0002】
たとえば、TAB(Tape Automated Bonding)やCOF(Chip On Film)などの実装ではテープ状部品である、フィルム状のキヤリアテープに形成された端子部に半導体チップなどの電子部品を実装するようにしている。
【0003】
一般に、上記キヤリアテープに電子部品を実装するための実装装置は、キヤリアテープが巻回された供給リールを有する。キヤリアテープには、デバイスホール及びこのデバイスホールに複数のリードが一端部を突出させて設けられた、上記端子部が構成されている。
【0004】
上記供給リールから繰り出されたキヤリアテープは搬送レールに導かれる。搬送レールの中途部にはキヤリアテープの下方に対向して実装ステージが配置され、この実装ステージの上方には実装ツールが対向して配置されている。そして、上記実装ステージが上昇方向に駆動され、上記実装ツールが下降方向に駆動されることで、上記キヤリアテープのデバイスホールに突出して設けられたリードに電子部品が実装されるようになっている。
【0005】
上記キヤリアテープに上記電子部品を実装する場合、この電子部品を単に加圧するだけでなく、上記実装ステージと上記実装ツールに設けられたヒータによって電子部品のバンプと上記リードを加熱し、上記バンプを溶融して上記キヤリアテープに形成されたリードに溶着させるようにしている。
【0006】
従来、上記電子部品の実装は特許文献1に示されているように、まず、実装ステージの上面に電子部品が供給される。電子部品が供給された実装ステージは上昇方向に駆動されて実装高さ(実装位置)に位置決めされて待機する。ついで、実装ツールが下降方向に駆動され、キヤリアテープの端子部のリードが実装位置に位置決めされた上記電子部品のバンプに加圧される。それによって、上記リードが電子部品のバンプに溶着されることになる。
【特許文献1】特開2008−66337号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
このようにして、キヤリアテープに電子部品を実装するようにすると、加圧ツールによってキヤリアテープのリードを電子部品のバンプに加圧する前から、上記リードが加圧されて電子部品の実装が終了するまでの長い間、実装ステージは実装位置に位置決めされた状態で維持されることになる。
【0008】
そのため、キヤリアテープの上記実装ツールの上方に位置する電子部品が実装される被実装部位は、実装の開始から終了までの長い時間にわたりヒータによって加熱された実装ステージによって熱影響を受けることになるから、キヤリアテープの被実装部位に伸びが生じ、実装精度の低下を招くということがあるばかりか、キヤリアテープが熱影響を受けることで品質が低下するということもある。
【0009】
しかも、最近ではキヤリアテープが薄肉化する傾向にある。キヤリアテープが薄肉化すると耐熱性が低下する。そのため、薄肉化したキヤリアテープが熱影響を受けると、伸びの影響や品質低下が顕著になるということがあり、好ましくない。
【0010】
この発明は、キヤリアテープが実装ステージから受ける熱影響を低減することができるようにした電子部品の実装装置及び実装方法を提供することにある。
【課題を解決するための手段】
【0011】
この発明は、キヤリアテープに電子部品を実装する実装装置であって、
上記キヤリアテープを搬送位置決めする搬送手段と、
上記キヤリアテープの下方に配置されステージ駆動手段によって上下方向に駆動されるとともに、上面に上記電子部品が供給される実装ステージと、
この実装ステージを加熱する第1のヒータと、
上記キヤリアテープの上方に配置されツール駆動手段によって上下方向に駆動されるとともに、下降方向に駆動されたときに上記キヤリアテープの上記実装ステージに対向する部分を加圧してその部分に上記電子部品を実装する実装ツールと、
この実装ツールを上記実装ステージよりも低い温度で加熱する第2のヒータと、
上記実装ツールによって上記電子部品が上記キヤリアテープに実装されるときにその実装荷重を検出する荷重検出手段と、
上記キヤリアテープに上記電子部品を実装するときに上記実装ステージと上記実装ツールの駆動を制御する制御手段を具備し、
上記制御手段は、上記実装ツールをその下端面が上記キヤリアテープの上面に近接する高さまで下降させて待機させてから上記実装ステージを実装位置まで上昇させた後、上記実装ツールをさらに下降させて上記荷重検出手段が検出する荷重に基いて上記キヤリアテープに上記電子部品を実装させることを特徴とする電子部品の実装装置にある。
【0012】
上記制御手段は、実装ツールをキヤリアテープの上面に近接する待機位置までの下降を高速度で行い、待機位置から実装位置までの下降を待機位置までの下降に比べて低速度で行うことが好ましい。
【0013】
この発明は、実装ステージの上面に載置された電子部品を実装ツールによってキヤリアテープに実装する実装方法であって、
上記実装ツールを所定温度に加熱してその下端面がキヤリアテープの上面に近接する位置まで下降させて待機させる工程と、
上記実装ステージを上記実装ツールよりも高い温度に加熱してその上面が実装位置となる高さまで上昇させる工程と、
上記実装ツールを待機した下降位置からさらに下降させて上記キヤリアテープに上記電子部品を実装する工程と
を具備したことを特徴とする電子部品の実装方法にある。
【0014】
上記キヤリアテープに上記電子部品を実装するときにこの電子部品に加わる荷重を検出する工程と、
検出された荷重に基いて上記実装ツールによる上記電子部品の実装を制御する工程と
をさらに備えていることが好ましい。
【発明の効果】
【0015】
この発明によれば、実装ステージよりも低い温度に加熱された実装ツールをキヤリアテープに接近する高さに下降させて待機させてから実装ツールよりも高い温度に加熱された実装ステージを実装位置の高さまで上昇させた後、実装ステージを下降させてキヤリアテープに電子部品を実装する。
【0016】
そのため、実装ステージを予め実装位置の高さまで上昇させて待機させる場合に比べ、キヤリアテープが実装ステージから熱影響を受ける時間を短縮できる。実装ツールはキヤリアテープに熱影響を与える時間が長くなるが、実装ステージよりも低い温度であるため、キヤリアテープに与える熱影響が少ないから、キヤリアテープに与える熱影響を低減させることができる。
【発明を実施するための最良の形態】
【0017】
以下、この発明の一実施の形態を図面を参照して説明する。
図1はキヤリアテープ1に電子部品を実装するための実装装置を示す。この実装装置は装置本体2を有し、この装置本体2の一端部にはローダ部3、他端部にはアンローダ部4、中央部には実装部5が設けられている。
【0018】
上記ローダ部3は、上記キヤリアテープ1が巻回された供給リール7を有する。キヤリアテープ1には、図2に示すようにデバイスホール8a及びデバイスホール8aに一端部を突出させて設けられたリード8bを有する端子部8が所定間隔で形成されている。そして、キヤリアテープ1は端子部8のリード8bを保護するスペーサテープ9aと重ねて上記供給リール7に巻回されている。
【0019】
上記キヤリアテープ1の幅方向両端部には長手方向に対して所定のピッチGで矩形状のパーフォレーション11が形成されている。上記デバイスホール8aはパーフォレーション11のピッチGの2倍の間隔で形成されている。そして、上記端子部8に対して図2に鎖線で示す電子部品16が後述するように位置決めされて実装される。
【0020】
上記供給リール7から繰り出されたキヤリアテープ1は搬送レール13に導かれ、この搬送レール13から後述する巻き取りリール23に巻き取られる。搬送レール13は上記ローダ部3から上記アンローダ部4にわたって設けられている。なお、上記供給リール7と巻き取りリール23によってキヤリアテープ1を搬送レール13に沿って搬送位置決めする搬送手段を構成している。
【0021】
上記キヤリアテープ1は上記供給リール7と搬送レール13の一端との間でたるみが生じるよう上記供給リール7から繰り出されている。このキヤリアテープ1のたるみ量は第1の下部センサ15aと第1の上部センサ15bとで検知されて制御される。
【0022】
つまり、キヤリアテープ1のたるみ量が大きくなり、そのたるみを第1の下部センサ15aが検知すると、上記供給リール7によるキヤリアテープ1の繰り出しが停止される。キヤリアテープ1のたるみが小さくなり、そのたるみが第1の上部センサ15bによって検知されなくなると、上記供給リール7によってキヤリアテープ1が繰り出される。それによって、キヤリアテープ1のたるみ量が所定の範囲になるよう制御される。
なお、上記供給リール7からキヤリアテープ1とともに繰り出されたスペーサテープ9aはスペーサテープ巻き取りリール21に巻き取られる。
【0023】
図3に示すように、上記実装部5ではキヤリアテープ1に半導体チップなどの上記電子部品16が実装される。実装部5には実装手段5Aを構成する実装ステージ17、実装ツール18及び開閉駆動される上下一対のクランパ18a(図1に示す)を有する。実装ステージ17はステージ駆動手段19によってX、Y及びθ方向に駆動され、実装ツール18はツール駆動手段20によってX、Y、θ及びZ方向に駆動される。
【0024】
上記実装ステージ17には、この上面に供給される電子部品16を加熱する第1のヒータ35が設けられ、上記実装ツール18には上記実装部5のリード8bに電子部品16を実装するときにリード8bを加熱する第2のヒータ36が設けられている。
【0025】
上記キヤリアテープ1の端子部8に上記電子部品16を実装するとき、上記ステージ駆動手段19とツール駆動手段20は制御装置25によって後述するように駆動が制御される。
【0026】
上記ツール駆動手段20には、上記電子部品16を上記端子部8に実装するときの実装荷重、すなわち上記リード8bを上記電子部品16に加圧するときの荷重を検出す荷重検出手段としてのロードセル37が設けられている。
【0027】
上記ロードセル37が検出する実装荷重は上記制御装置25に出力され、制御装置25はロードセル37が検出する実装荷重に応じて上記ツール駆動手段20の駆動を制御する。それによって、上記電子部品16を上記端子部8に上記ツール駆動手段20によって実装するときの実装荷重曲線が上記制御装置25に予め設定された設定に基いて制御される。
【0028】
上記制御装置25は、上記第1のヒータ35による上記実装ステージ17の加熱温度が上記第2のヒータ36による上記実装ツール18の加熱温度よりも高くなるよう上記第1、第2のヒータ35、36を制御するようになっている。
【0029】
上記搬送レール13の上記アンローダ部4側の端部であって、上記キヤリアテープ1の幅方向両端部には一対の駆動ローラ31が配置されている。一対の駆動ローラ31はキヤリアテープ1の幅方向両端部を挟持する上側駆動ローラ31aと下側駆動ローラ31bとからなる。そして、上側駆動ローラ31aと下側駆動ローラ31bはローラ駆動源32によって回転駆動され、それによって上記キヤリアテープ1がローダ部3側からアンローダ部4側に搬送される。
【0030】
上記駆動ローラ31の近くであって、駆動ローラ31よりもキヤリアテープ1の搬送方向上流側にはキヤリアテープ1のパーフォレーション11を検出するパーフォレーションセンサ41が配置されている。このパーフォレーションセンサ41は投光器41aと受光器41bを有し、投光器41aと受光器41bはキヤリアテープ1のパーフォレーション11が形成された幅方向の一端部の上方と下方に対向して配置されている。
【0031】
キヤリアテープ1が駆動ローラ31によって搬送されてキヤリアテープ1のパーフォレーション11が上記パーフォレーションセンサ41に対向する部位を通過すると、そのパーフォレーションセンサ41の受光器41bが投光器41aからの光を受光する。
【0032】
パーフォレーションセンサ41の受光信号は上記制御装置25に出力される。それによって、制御装置25は駆動ローラ31の駆動を制御してキヤリアテープ1をパーフォレーション11のピッチGの2倍の距離でピッチ送りするようになっている。
【0033】
上記実装ツール18の近くには撮像カメラ43が配置されている。この撮像カメラ43は、キヤリアテープ1がパーフォレーションセンサ41からの検出信号に基いてピッチ送りされて位置決めされると、キヤリアテープ1の端子部8の近くに、この端子部8に対して予め設定された位置関係で設けられた認識パターンP(図2に示す)を撮像する。
【0034】
上記撮像カメラ43からの撮像信号は上記制御装置25に入力されて画像処理される。そして、その画像処理に基いて上記実装ステージ17と実装ツール18はX、Y及びθ方向に駆動されて上記端子部8に対して位置決めされるようになっている。
【0035】
つまり、キヤリアテープ1は、パーフォレーションセンサ41が検出するパーフォレーション11のピッチGに基いてその端子部8が所定の精度で位置決めされる。ついで、撮像カメラ43からの撮像信号に基いて上記実装ステージ17と実装ツール18がX、Y方向に駆動され、上記端子部8に対して上記実装ステージ17と実装ツール18がさらに高い精度で位置決めされる。
【0036】
電子部品16が実装されて駆動ローラ31によってピッチ送りされたキヤリアテープ1は、スペーサテープ供給リール22から供給される上記スペーサテープ9bと重ねられて上記巻き取りリール23に巻き取られる。それによって、キヤリアテープ1に実装された電子部品16は上記スペーサテープ9bによって保護されるようになっている。
【0037】
電子部品16が実装されて駆動ローラ31によってピッチ送りされたキヤリアテープ1は、アンローダ部4側において巻き取りリール23に巻き取られる前にたるみ量が第2の下部センサ24aと第2の上部センサ24bとによって検知される。
【0038】
そして、キヤリアテープ1のたるみ量が所定以上になったことが第2の下部センサ24aによって検知されると、その検知信号で巻き取りリール23が駆動されてキヤリアテープ1とスペーサテープ9bとの巻き取りが開始される。巻き取りが開始されてアンローダ部4側におけるキヤリアテープ1のたるみ量が減少し、第2の上部センサ24bがキヤリアテープ1を検知しなくなると、その巻き取りが停止される。
【0039】
図1に鎖線で示すように、上記供給リール7は第1の駆動モータ26によって回転駆動され、上記スペーサテープ巻き取りリール21は第2の駆動モータ27によって回転駆動される。
【0040】
上記巻き取りリール23は第3の駆動モータ28によって回転駆動され、上記スペーサテープ供給リール22は第4の駆動モータ29によって回転駆動されるようになっている。
【0041】
つぎに、上記構成の実装装置によってキヤリアテープ1の端子部8に電子部品16を実装する手順を図4(a)〜(d)を参照しながら説明する。
まず、図4(a)に示すように実装ステージ17と実装ツール18がそれぞれキヤリアテープ1の下面と上面から所定の高さの待機位置H1、H2にあるとき、実装ステージ17の上面に電子部品16が供給される。それと同時に、実装ツール18は図4(b)に示すように待機位置H2から、その下端面がキヤリアテープ1の上面に近接する下降位置Hdまで高速度で下降させられて待機する。
【0042】
ついで、図4(c)に示すように実装ステージ17が待機位置H1から上昇方向に高速度で駆動され、その上面に設けられた電子部品16がキヤリアテープ1の下面からHbで示す距離となる実装位置に位置決めされる。実装ステージ17が上昇方向に駆動されて実装位置Hbに位置決めされると、図4(d)に示すように下降位置Hdで待機していた実装ツール18がさらに下降方向に下降位置Hdまで下降させた速度よりも低速度で駆動される。
【0043】
それによって、キヤリアテープ1の上記電子部品16に対応する端子部8の部分が実装ツール18によって加圧されて下方へ変形し、図3に示すようにその端子部8のリード8bの一端部が電子部品16のバンプ16aに加圧される。
【0044】
それと同時に、第1のヒータ35により加熱された実装ステージ17によって電子部品16が加熱され、第2のヒータ36により加熱された実装ツール18によってリード8bが加熱されるから、上記バンプ16aが溶融し、その部分に上記リード8bが溶着されることになる。
【0045】
上記実装ツール18による実装荷重はツール駆動手段20に設けられたロードセル37によって検出される。そして、ロードセル37が検出する実装荷重に基いて実装時の荷重曲線が制御装置25によって制御されることで、キヤリアテープ1のリード8bが電子部品16のバンプ16aに確実に接合されることになる。
【0046】
上記制御装置25は、第2のヒータ36による実装ツール18の加熱温度を、第1のヒータ35による実装ステージ17の加熱温度よりも低くなるよう制御している。そして、実装ツール18を待機位置H2から予めキヤリアテープ1に近接する下降位置Hdまで高速度で下降させてから、実装ステージ17を実装位置Hbに高速度で上昇させた後、上記実装ツール18を下降位置Hdから、H2からHdまでの下降速度に比べて低速度でさらに下降させて電子部品16をキヤリアテープ1に実装するようにしている。
【0047】
そのため、実装ツール18は下降位置Hdに位置決めされた実装の開始時から終了時までキヤリアテープ1に熱影響を与える。しかしながら、実装ツール18は実装ステージ17に比べて温度が低くなるよう制御されているから、キヤリアテープ1に大きな熱影響を及ぼすことがない。つまり、実装ツール18の熱影響によってキヤリアテープ1の伸びが大きくなり、実装精度の低下を招くということがない。
【0048】
実装ステージ17は実装ツール18に比べて温度が高いが、実装ツール18が下降位置Hdまで下降した後、上昇して電子部品16を実装位置Hbに位置決めするから、実装ツール18に比べてキヤリアテープ1に熱影響を与える時間が短い。
【0049】
しかも、実装ステージ17が実装位置Hbに上昇した後、実装ツール18は下降位置Hdで待機している状態から実装位置Hbまで下降する。そのため、実装ステージ17が実装位置Hbに位置決めされた後、実装ツール18が実装位置Hbまで下降して実装を終了するまでの時間も短くなる。
【0050】
つまり、実装ツール18が待機位置H1から実装位置Hbまで下降する距離は、下降位置Hdから実装位置Hbへ下降する距離よりも短いから、その距離の差に応じて実装ツール18が下降に要する時間も短くなる。実装ツール18の下降に要するための時間が短縮されれば、それに応じて実装ステージ17が実装位置Hbに位置決めされてから実装が終了するまで実装位置Hbに留まる時間も短縮されるから、実装ステージ17がキヤリアテープ1に熱影響を与える時間も短くなる。
【0051】
以上のことにより、実装ツール18に比べて高い温度に加熱された実装ステージ17が実装位置Hbでキヤリアテープ1に熱影響を与える時間が大きく短縮されるから、高い温度に加熱された実装ステージ17の熱影響によってキヤリアテープ1の伸びが大きくなって実装精度が低下したり、キヤリアテープ1の端子部8の部分が熱影響を大きく受けて品質が低下するのを防止することができる。
【0052】
また、実装ステージ17を実装位置Hbに位置決めした状態で、実装ツール18を下降させて電子部品16をキヤリアテープ1に実装するようにした。実装ツール18は、詳細は図示しないが、通常はモータの回転軸に一端が連結されたアームの他端によって上下方向、つまりZ方向に駆動される。つまり、アームの回転角度に応じて電子部品16に実装荷重を与える構成となっている。それに対して実装ステージ17はリニア駆動機構を用いてX、Y及びZ方向は板カムによって駆動される構成となっているため、実装ツール18に比べて実装ステージ17の方が上下方向に対する支持剛性が高い。
【0053】
そのため、実装ステージ17を実装位置Hbに位置決めした状態で、実装ツール18を下降させて実装を行うようにしたことで、実装ステージ17が実装ツール18からの実装荷重を受けても、実装ステージ17が下方へ動いて上記実装位置Hbがずれるのを防止することができる。それによって、リード8bの変形が一定となるばかりか、バンプ16aの押し潰し量も一定となるから、実装品質を安定させることができる。
【0054】
逆に、実装ツール18を実装位置Hbに位置決めした状態で、実装ステージ17を上昇させて実装を行うようにすると、剛性の低い実装ツール18が実装ステージ17によって押圧されることで、実装ツール18が上方へずれ動き、実装位置Hbがずれてしまうということがある。
【0055】
実装時に、実装位置Hbがずれ動くと、実装荷重がリード8bや電子部品16に確実に伝達されずに、リード8bの変形量やバンプ16aの押し潰し量が一定とならないから、実装不良を招く虞がある。
【0056】
しかしながら、この実施の形態では上述したように実装ツール18を実装位置Hbに位置決めし、実装ツール18を下降させて実装するようにしたから、実装位置Hbがずれずに実装荷重が電子部品16やリード8bに確実に伝達されるから、実装不良を招くということもない。
【0057】
上記一実施の形態ではいわゆるインナーリードボンダに相当する構成の実装装置を例に挙げて説明したが、アウターリードボンダやフリップチップボンダなどの構成の実装装置であっても、この発明を適用することが可能である。
【図面の簡単な説明】
【0058】
【図1】この発明の一実施の形態を示す実装装置の概略的構成図。
【図2】キヤリアテープの一部分を示す平面図。
【図3】実装ツールによってキヤリアテープに電子部品を実装するときの説明図。
【図4】(a)〜(d)はキヤリアテープの端子部に電子部品を実装する手順を順次示した説明図。
【符号の説明】
【0059】
1…キヤリアテープ、7…供給リール(搬送手段)、8…端子部(実装位置)、13…搬送レール(搬送手段)、16…電子部品、17…実装ステージ、18…実装ツール、23…巻き取りリール(搬送手段)、25…制御装置、35…第1のヒータ、36…第2のヒータ、37…ロードセル。
【特許請求の範囲】
【請求項1】
キヤリアテープに電子部品を実装する実装装置であって、
上記キヤリアテープを搬送位置決めする搬送手段と、
上記キヤリアテープの下方に配置されステージ駆動手段によって上下方向に駆動されるとともに、上面に上記電子部品が供給される実装ステージと、
この実装ステージを加熱する第1のヒータと、
上記キヤリアテープの上方に配置されツール駆動手段によって上下方向に駆動されるとともに、下降方向に駆動されたときに上記キヤリアテープの上記実装ステージに対向する部分を加圧してその部分に上記電子部品を実装する実装ツールと、
この実装ツールを上記実装ステージよりも低い温度で加熱する第2のヒータと、
上記実装ツールによって上記電子部品が上記キヤリアテープに実装されるときにその実装荷重を検出する荷重検出手段と、
上記キヤリアテープに上記電子部品を実装するときに上記実装ステージと上記実装ツールの駆動を制御する制御手段を具備し、
上記制御手段は、上記実装ツールをその下端面が上記キヤリアテープの上面に近接する高さまで下降させて待機させてから上記実装ステージを実装位置まで上昇させた後、上記実装ツールをさらに下降させて上記荷重検出手段が検出する荷重に基いて上記キヤリアテープに上記電子部品を実装させることを特徴とする電子部品の実装装置。
【請求項2】
上記制御手段は、実装ツールをキヤリアテープの上面に近接する待機位置までの下降を高速度で行い、待機位置から実装位置までの下降を待機位置までの下降に比べて低速度で行うことを特徴とする請求項1記載の電子部品の実装装置。
【請求項3】
実装ステージの上面に載置された電子部品を実装ツールによってキヤリアテープに実装する実装方法であって、
上記実装ツールを所定温度に加熱してその下端面がキヤリアテープの上面に近接する位置まで下降させて待機させる工程と、
上記実装ステージを上記実装ツールよりも高い温度に加熱してその上面が実装位置となる高さまで上昇させる工程と、
上記実装ツールを待機した下降位置からさらに下降させて上記キヤリアテープに上記電子部品を実装する工程と
を具備したことを特徴とする電子部品の実装方法。
【請求項4】
上記キヤリアテープに上記電子部品を実装するときにこの電子部品に加わる荷重を検出する工程と、
検出された荷重に基いて上記実装ツールによる上記電子部品の実装を制御する工程と
をさらに備えていることを特徴とする請求項3記載の電子部品の実装方法。
【請求項1】
キヤリアテープに電子部品を実装する実装装置であって、
上記キヤリアテープを搬送位置決めする搬送手段と、
上記キヤリアテープの下方に配置されステージ駆動手段によって上下方向に駆動されるとともに、上面に上記電子部品が供給される実装ステージと、
この実装ステージを加熱する第1のヒータと、
上記キヤリアテープの上方に配置されツール駆動手段によって上下方向に駆動されるとともに、下降方向に駆動されたときに上記キヤリアテープの上記実装ステージに対向する部分を加圧してその部分に上記電子部品を実装する実装ツールと、
この実装ツールを上記実装ステージよりも低い温度で加熱する第2のヒータと、
上記実装ツールによって上記電子部品が上記キヤリアテープに実装されるときにその実装荷重を検出する荷重検出手段と、
上記キヤリアテープに上記電子部品を実装するときに上記実装ステージと上記実装ツールの駆動を制御する制御手段を具備し、
上記制御手段は、上記実装ツールをその下端面が上記キヤリアテープの上面に近接する高さまで下降させて待機させてから上記実装ステージを実装位置まで上昇させた後、上記実装ツールをさらに下降させて上記荷重検出手段が検出する荷重に基いて上記キヤリアテープに上記電子部品を実装させることを特徴とする電子部品の実装装置。
【請求項2】
上記制御手段は、実装ツールをキヤリアテープの上面に近接する待機位置までの下降を高速度で行い、待機位置から実装位置までの下降を待機位置までの下降に比べて低速度で行うことを特徴とする請求項1記載の電子部品の実装装置。
【請求項3】
実装ステージの上面に載置された電子部品を実装ツールによってキヤリアテープに実装する実装方法であって、
上記実装ツールを所定温度に加熱してその下端面がキヤリアテープの上面に近接する位置まで下降させて待機させる工程と、
上記実装ステージを上記実装ツールよりも高い温度に加熱してその上面が実装位置となる高さまで上昇させる工程と、
上記実装ツールを待機した下降位置からさらに下降させて上記キヤリアテープに上記電子部品を実装する工程と
を具備したことを特徴とする電子部品の実装方法。
【請求項4】
上記キヤリアテープに上記電子部品を実装するときにこの電子部品に加わる荷重を検出する工程と、
検出された荷重に基いて上記実装ツールによる上記電子部品の実装を制御する工程と
をさらに備えていることを特徴とする請求項3記載の電子部品の実装方法。
【図1】



【図2】
【図3】

【図4】

【図2】
【図3】
【図4】
【公開番号】特開2010−28041(P2010−28041A)
【公開日】平成22年2月4日(2010.2.4)
【国際特許分類】
【出願番号】特願2008−191142(P2008−191142)
【出願日】平成20年7月24日(2008.7.24)
【出願人】(000002428)芝浦メカトロニクス株式会社 (907)
【Fターム(参考)】
【公開日】平成22年2月4日(2010.2.4)
【国際特許分類】
【出願日】平成20年7月24日(2008.7.24)
【出願人】(000002428)芝浦メカトロニクス株式会社 (907)
【Fターム(参考)】
[ Back to top ]