
PTFEペースト押出成形体及びその製造方法、PTFEペースト押出成形用PTFE組成物及びその製造方法

【課題】充填材の含有率が高いPTFE組成物をペースト押出成形する場合であっても、PTFE組成物の分散が向上される、PTFEペースト押出成形体を提供する。
【解決手段】100万以上の数平均分子量を有するポリテトラフルオロエチレンと、充填材と、50万以下の数平均分子量を有するポリテトラフルオロエチレンと、を含有するPTFEペースト押出成形体。
【解決手段】100万以上の数平均分子量を有するポリテトラフルオロエチレンと、充填材と、50万以下の数平均分子量を有するポリテトラフルオロエチレンと、を含有するPTFEペースト押出成形体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、PTFEペースト押出成形体及びその製造方法、PTFEペースト押出成形用PTFE組成物及びその製造方法に関し、特に、PTFEペースト押出成形体に関する。
【背景技術】
【0002】
ポリテトラフルオロエチレン(PTFE)は、耐熱性、耐薬品性、電気的特性、非粘着性、非汚染性、低摩擦性等の様々な特性に優れている。このため、PTFE成形体は、例えば、ガスケット、パッキン等のシール剤の分野等、様々な分野で広く利用されている。
【0003】
ただし、PTFEは、耐摩耗性や耐クリープ性に劣る。このため、PTFEに金属、黒鉛、ガラス等の充填材を含有させることによって、耐摩耗性や耐クリープ性を向上させることが行われている。このようなPTFE成形体の製造方法の一つとしては、例えば、PTFEファインパウダー、充填材及びナフサ等の液状助剤を混合したPTFE組成物をペースト押出成形し、次いで、押出成形体を圧延してシート状のPTFE成形体を得る方法が知られている(例えば、特許文献1参照)。
【0004】
そして、従来のPTFEペースト押出成形法においては、充填材の含有率によっては押出圧力が顕著に増加し、押出成形が困難になることがあった。すなわち、押出の際、充填材はそれ自身、塑性変形を起こさないばかりか、PTFEの塑性変形をも妨げる。このため、実用に耐え得る強度を備え柔軟性のある連続した充填材入りPTFE押出成形体を得るには、充填材の含有率を低く抑える必要があった。このようなPTFEペースト押出成形時における押出圧力の増加を抑制するPTFEペースト押出成形法として、特許文献2、3に開示がなされている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−323717号公報
【特許文献2】特開2010―280106号公報
【特許文献3】特開2011−11535号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、発明者らは、従来のPTFEペースト押出成形法において、充填材の含有率に起因して増加する押出圧力を低減する押出圧力低減剤を添加することによって、押出圧力を抑制することができるものの、充填材の含有率を高めた場合、充填材の分散が顕著に悪化することによってPTFEペースト押出成形体が不均一なものとなり成形不良が生じやすいという問題があることを見いだした。
【0007】
本発明は、上記課題に鑑みてなされたものであって、充填材の含有率が高いPTFE組成物をペースト押出成形する場合であっても、PTFEペースト押出成形体の成形不良が抑制される、PTFEペースト押出成形体及びその製造方法、PTFEペースト押出成形用PTFE組成物(PTFEペースト押出成形に用いられるPTFE組成物)及びその製造方法を提供することをその目的の一つとする。
【課題を解決するための手段】
【0008】
上記課題を解決するための本発明の一実施形態に係るPTFEペースト押出成形体は、100万以上の数平均分子量を有するポリテトラフルオロエチレンと、充填材と、50万以下の数平均分子量を有するポリテトラフルオロエチレンと、を含有するPTFEペースト押出成形体であることを特徴とする。
【0009】
また、前記PTFEペースト押出成形体剤における、前記充填材の含有率は、40重量%以上、90重量%以下であることとしてもよい。
【0010】
また、上記課題を解決するための本発明の一実施形態に係るPTFEペースト押出成形体の製造方法は、100万以上の数平均分子量を有するポリテトラフルオロエチレンと、充填材と、50万以下の数平均分子量を有するポリテトラフルオロエチレンと、を含有するPTFE組成物を調製する調製工程と、前記調製工程にて調製された前記PTFE組成物を用いてペースト押出成形する成形工程と、を含む、ことを特徴とするPTFEペースト押出成形体の製造方法であることを特徴とする。
【0011】
また、前記PTFEペースト押出成形体の製造方法における、前記充填材の含有率は、40重量%以上、90重量%以下であることとしてもよい。また、前記PTFEペースト押出成形体の製造方法における、前記調製工程は、前記充填材に、50万以下の数平均分子量を有する前記ポリテトラフルオロエチレンを混合する第一混合工程と、前記第一混合工程の後に、前記第一混合工程にて得られた、前記充填材と50万以下の数平均分子量を有する前記ポリテトラフルオロエチレンとの混合物に、100万以上の数平均分子量を有する前記ポリテトラフルオロエチレンを混合する第二混合工程と、を含む、ことを特徴とするPTFEペースト押出成形体の製造方法であることとしてもよい。
【0012】
また、上記課題を解決するための本発明の一実施形態に係るPTFEペースト押出成形用PTFE組成物は、100万以上の数平均分子量を有するポリテトラフルオロエチレンと、充填材と、50万以下の数平均分子量を有するポリテトラフルオロエチレンと、を含有するPTFEペースト押出成形用PTFE組成物(PTFEペースト押出成形に用いられるPTFE組成物)であることを特徴とする。
【0013】
また、前記PTFEペースト押出成形用PTFE組成物における、前記充填材の含有率は、40重量%以上、90重量%以下であることとしてもよい。
【0014】
また、上記課題を解決するための本発明の一実施形態に係るPTFEペースト押出成形用PTFE組成物の製造方法は、100万以上の数平均分子量を有するポリテトラフルオロエチレンと、充填材と、50万以下の数平均分子量を有するポリテトラフルオロエチレンと、を含有するPTFE組成物を調製する調製工程を含む、ことを特徴とするPTFEペースト押出成形用PTFE組成物の製造方法であることを特徴とする。
【0015】
また、前記PTFEペースト押出成形用PTFE組成物の製造方法における、前記充填材の含有率は、40重量%以上、90重量%以下であることとしてもよい。また、前記PTFEペースト押出成形用PTFE組成物の製造方法における、前記調製工程は、前記充填材に、50万以下の数平均分子量を有する前記ポリテトラフルオロエチレンを混合する第一混合工程と、前記第一混合工程の後に、前記第一混合工程にて得られた、充填材と50万以下の数平均分子量を有する前記ポリテトラフルオロエチレンとの混合物に、100万以上の数平均分子量を有する前記ポリテトラフルオロエチレンを混合させる第二混合工程と、を含むこととしてもよい。
【発明の効果】
【0016】
本発明によれば、充填材の含有率が高いPTFE組成物をペースト押出成形する場合であっても、PTFEペースト押出成形体の成形不良が抑制される、PTFEペースト押出成形体及びその製造方法、PTFEペースト押出成形用PTFE組成物(PTFEペースト押出成形に用いられるPTFE組成物)及びその製造方法を提供することができる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態に係るPTFEペースト押出成形方法の一例に含まれる主な工程を示す説明図である。
【図2】本発明の一実施形態に係るPTFEペースト押出成形方法において用いられる押出金型の一例について、その断面を示す説明図である。
【図3】本発明の一実施形態に係るPTFEペースト押出成形方法において用いられる押出金型の他の例について、その断面を示す説明図である。
【発明を実施するための形態】
【0018】
以下に、本発明の一実施形態について説明する。なお、本発明は、本実施形態に限られるものではない。
【0019】
本実施形態に係るPTFEペースト押出成形体は、100万以上の数平均分子量を有するPTFE(以下、高分子PTFEという)と、充填材と、50万以下の数平均分子量を有するPTFE(以下、低分子PTFEという)と、を含有するPTFEペースト押出成形体である。本実施形態に係るPTFEペースト押出成形体の製造方法は、高分子PTFEと、充填材と、低分子PTFEと、を含有するPTFE組成物を調製する調製工程と、前記調製工程にて調製されたPTFE組成物を用いてペースト押出成形する成形工程と、を含むことを特徴とするPTFEペースト押出成形体の製造方法である。
【0020】
すなわち、本実施形態に係るPTFEペースト押出成形体の製造方法は、例えば、図1に示すように、高分子PTFEと、充填材と、低分子PTFEと、を含有するPTFE組成物(以下、「PTFE組成物」という。)を調製する調製工程S1と、前記調製工程にて調製されたPTFE組成物に液状助剤を混合する前処理をおこなったものをペースト押出成形する成形工程S3と、を含む。
【0021】
調製工程S1においては、まず、PTFE組成物の原料として、少なくとも高分子PTFE、充填材、及び、低分子PTFEを準備する。
【0022】
高分子PTFEは、ペースト押出成形に用いることのできるものであれば特に限られず、例えば、PTFEファインパウダー(PTFE凝集ディスパージョンともよばれる)を好ましく用いることができる。PTFEファインパウダーは、テトラフルオロエチレンの乳化重合により得られた平均粒径が0.1〜0.5μmのPTFE微粒子の水分散体(PTFEディスパージョン、PTFE水生ディスパージョンともよばれる)を凝析及び乾燥して製造される、PTFE粉末である。当該PTFE粉末の平均粒径は、例えば、200〜1000μmである。
【0023】
また、上記の様に製造されたPTFEファインパウダーは、数平均分子量が100万以上である。高分子PTFEの数平均分子量は、示差走査熱量計(DSC:differential scanning calorimeter)を用いて高分子PTFEの結晶化熱を求め、求められた結晶化熱に基づいて数平均分子量を算出する方法によって求められる。具体的には島津製作所社製示差走査熱量計DSC−60Aを用い、高分子PTFEのサンプルを9.400mg秤量し、室温より10℃/minの速度で380℃まで昇温後、10℃/minの速度で200℃まで降温した。そして降温時に315℃付近で観測されるピーク面積と、サンプル量とに基づいて結晶化熱(ΔHc:DSC結晶化熱cal/g)を求めた。そして、下記式(I)によって示される数平均分子量Mnと、結晶化熱と、の関係式を用いて数平均分子量Mnを求めた。
【0024】
Mn=2.1×1010ΔHc−5.16・・・(I)
【0025】
また、本実施形態に係るPTFEペースト押出成形体に含有される高分子PTFEの数平均分子量は、100万〜2000万であっても良いし、100万〜1100万であっても良い。
【0026】
また、高分子PTFEの具体的な例としては、三井・デュポンフロロケミカル株式会社製のテフロン(登録商標)6−J、6C−J、640J、7J、70J、M12、ダイキン工業株式会社製のポリフロン(登録商標)F−104、106、108、201、205、208、302、303、旭硝子株式会社製のフルオン(登録商標)CD1、CD141、CD145、CD123、CD076、CD090、CD097、等である。
【0027】
なお、高分子PTFEとしては、テトラフルオロエチレンのみを重合させたホモポリマーからなる純PTFEを用いることとしてもよく、又は少量の他のモノマーを含む共重合体である変性PTFEを用いることとしてもよい。すなわち、PTFEファインパウダーを製造するための乳化重合においては、モノマーとしてテトラフルオロエチレンのみを用いて純PTFEを得ることとしてもよく、又はテトラフルオロエチレンと少量(例えば、0.1重量%以下)の他のモノマーとを共重合させて変性PTFEを得ることとしてもよい。テトラフルオロエチレンと共重合させる成分としては、例えば、ヘキサフルオロプロピレン、パーフルオロプロピルビニルエーテルの一方又は両方を用いることとしてもよい。
【0028】
充填材は、PTFEの耐摩耗性や耐クリープ性等、所定の特性を改善するものであれば特に限られない。すなわち、充填材としては、粒子状若しくは繊維状の無機充填材又は有機充填材を用いることとしてもよい。また、本実施形態に係るPTFEペースト押出成形体において、平板状若しくは角状の無機充填材又は有機充填材を用いることは好適である。
【0029】
無機充填材としては、例えば、珪石、長石、シリカ、アルミナ、ブロンズ、雲母(マイカ)、滑石、タルク、ホワイトカーボン、グラファイト、ガラスファイバー、カーボンファイバー、カーボンブラック、酸化チタン、酸化鉄、窒化ケイ素、窒化炭素、窒化アルミニウム、珪酸アルミニウム、珪酸カルシウム、炭化ジルコニウム、炭化ケイ素、炭酸カルシウム、硫酸バリウム、二硫化モリブテン、カオリン、クレー、マイカ、硝子ビーンズ、硝子バルーン、カーボン、コークス、グラファイト、活性炭のうち1種又は2種以上を用いることとしてもよい。有機充填材としては、例えば、ポリイミド樹脂、芳香族ポリエステル、ポリフェニレンサルファイドのうち1種又は2種以上を用いることとしてもよい。また、これら無機充填材の1種又は2種以上と、有機充填材の1種又は2種以上と、を組み合わせて用いることとしてもよい。
【0030】
低分子PTFEは、例えば、添加用低分子PTFE(潤滑粉)ともよばれるものである。低分子PTFEは上述の高分子PTFEとは異なり、テトラフルオロエチレンの重合度が低く、数平均分子量が1000〜50万と低いものである。また、本発明に用いられる低分子PTFEの平均粒径は1〜500μmであるが非常に崩れやすい粒子であるため、平均粒径によって特に限定されるものではない。
【0031】
また、低分子PTFEの数分子量は、高分子PTFEの数平均分子量と同様に、示差走査熱量計(DSC:differential scanning calorimeter)を用いて高分子PTFEの結晶化熱を求め、求められた結晶化熱に基づいて数平均分子量を、前記式(I)を用いて算出する方法によって求められる。
【0032】
低分子PTFEの具体的な例としては、三井・デュポンフロロケミカル株式会社製のTLP10F−1、MP1300、MP1500−J、ダイキン工業株式会社製のルブロン(登録商標)L−2,L−5,L−5F、旭硝子株式会社製のフルオン(登録商標)L−150J、L−155J、L−169J,L−170J,L−172J、L−173JE、等である。
【0033】
また、PTFE組成物は、充填材の含有率に起因して増加する押出圧力を低減する押出圧力低減剤を含むこととしてもよい。押出圧力は、充填材の含有量がPTFE組成物中に40wt%以上含まれると当該充填材の含有量に起因して顕著に増加する。例えば、押出圧力低減剤は、PTFE組成物中に含まれる充填材粒子と高分子PTFE等の他の配合物の粒子との摩擦を低減させる化合物であればよい。また、押出圧力低減剤は、その分子構造に基づき、溶液中でミセルを形成しやすく、分子鎖が並びやすい化合物であればよい。
【0034】
具体的に押出圧力低減剤としては、炭素数3〜40の炭化水素基を有する有機シラン化合物、有機チタネート化合物、有機アルミネート化合物、及び界面活性剤からなる群より選択される1又は2以上の化合物を用いることとしてもよい。すなわち、炭素数3〜40の炭化水素鎖を1又は複数有するものであれば、有機シラン化合物、有機チタネート化合物、有機アルミネート化合物、界面活性剤のうち任意の1又は2以上を用いることとしてもよい。また、界面活性剤のイオン性に関しては特に限定はされず、カチオン性界面活性剤、アニオン性界面活性剤、非イオン性界面活性剤、両イオン性界面活性剤を用いることとしてもよい。
【0035】
押出圧力低減剤における炭化水素基の炭素数は、好ましくは6〜30であり、より好ましくは10〜30であり、特に好ましくは12〜24である。炭化水素基は、例えば、炭素数が上述の範囲である脂肪族炭化水素基又は芳香族炭化水素基である。より具体的に、この炭化水素基は、例えば、アルキル基、アリール基、アラルキル基、シクロアルキル基、アルケン基、アルケニル基である。
【0036】
炭化水素基がアルキル基の場合、当該炭化水素基は、炭素数が3〜40である直鎖アルキル基又は分岐鎖アルキル基である。また、これらの炭化水素基は、置換基を有してもよい。すなわち、例えば、アミノ基、エステル基、エーテル基等の官能基を介して他の基につながっていてもよい。
【0037】
また、押出圧力低減剤として炭素数3〜40の炭化水素基を有する有機シラン化合物、有機チタネート化合物、及び有機アルミネート化合物からなる群より選択される1又は2以上の化合物が用いられる場合、炭化水素基は、例えば、反応性の官能基を有しない炭化水素基とすることとしてもよい。すなわち、炭化水素基は、例えば、アミノ基、エポキシ基、スルフィド基及びメルカプト基を有しない炭化水素基とすることとしてもよく、好ましくはアミノ基、エポキシ基、スルフィド基、メルカプト基、ビニル基、アリル基及びメタクリル基を有しない炭化水素基とすることとしてもよい。また、炭化水素基は、例えば、反応性の官能基を有しないアルキル基、アリール基、アラルキル基、シクロアルキル基又はアルケニル基とすることとしてもよく、好ましくは反応性の官能基を有しないアルキル基、アリール基、アラルキル基又はシクロアルキル基とすることとしてもよい。
【0038】
押出圧力低減剤として用いられる有機シラン化合物は、上述の炭化水素基を1つ、2つ又は3つ有することとしてもよい。有機シラン化合物は、例えば、次の一般式(I)で示される化合物とすることとしてもよい。
【0039】
【化1】

【0040】
ここで、一般式(I)において、R1〜R4のうち1つ、2つ又は3つは、炭素数が3〜40、好ましくは6〜35、より好ましくは10〜30、特に好ましくは12〜24の炭化水素基である。R1〜R4のうち2つ又は3つが炭化水素基である場合には、これらは同一であってもよく、異なっていてもよい。
【0041】
また、R1〜R4のうち、上述した炭素数が3〜40の炭化水素基以外のものは、炭素数が10以下であって且つ当該炭化水素基より炭素数が小さい炭化水素基又はハロゲン基である。この炭素数が小さい炭化水素基は、例えば、アルコキシ基、アルキル基、ビニル基、ハロゲン基、アミノアルキル基である。また、この炭素数が小さい炭化水素基の炭素数は、好ましくは4以下であり、より好ましくは3以下であり、特に好ましくは2以下である。
【0042】
また、有機シラン化合物は、例えば、アルコキシ基等の加水分解基以外の炭化水素基として、炭素数が3〜40の炭化水素基を1つ、2つ又は3つ有する、いわゆるシランカップリング剤又はこれに類似した分子構造を有する有機シラン化合物とすることとしてもよい。すなわち、この有機シラン化合物は、例えば、次の一般式(II)で示される化合物とすることとしてもよい。
【0043】
【化2】
【0044】
ここで、一般式(II)において、nは3〜40、好ましくは6〜35、より好ましくは10〜30、特に好ましくは12〜24の整数であり、mは1、2又は3であり、ORは互いに独立に炭素数が1〜10で且つアルキル基の炭素数より小さいアルコキシ基である。すなわち、この場合、有機シラン化合物は、例えば、アルキルトリアルコキシシラン、ジアルキルジアルコキシシラン又はトリアルキルアルコキシシランといったアルキルアルコキシシランとすることとしてもよい。
【0045】
押出圧力低減剤として用いられるカチオン性界面活性剤としては、例えば、炭素数が上述の範囲である炭化水素基を1又は複数有する第四級アンモニウム塩を用いることとしてもよい。この第四級アンモニウム塩としては、例えば、ジメチルジアルキルアンモニウムクロリド、トリメチルアルキルアンモニウムクロリド、ジメチルジアルキルアンモニウムブロミド、トリメチルアルキルアンモニウムブロミドを用いることとしてもよい。
【0046】
押出圧力低減剤として用いられるアニオン性界面活性剤としては、例えば、炭素数が上述の範囲である炭化水素基を1又は複数有するカルボン酸塩を用いることとしてもよい。このカルボン酸塩としては、例えば、炭化水素基の炭素数が上述の範囲であるカルボン酸ナトリウムやカルボン酸テトラメチルアンモニウムを用いることとしてもよい。
【0047】
押出圧力低減剤として用いられる非イオン性界面活性剤としては、例えば、ポリオキシエチレンアルキルエーテルを用いることとしてもよい。このポリオキシエチレンアルキルエーテルとしては、例えば、ポリオキシエチレンドデシルエーテルを用いることができる。両イオン性界面活性剤としては、例えば、ステアリルヂメチルベタインを用いることとしてもよい。
【0048】
すなわち、押出圧力低減剤は、炭素数3〜40の炭化水素基を有する有機シラン化合物、有機チタネート化合物、有機アルミネート化合物、及び炭素数3〜40の炭化水素基を有する界面活性剤からなる群より選択される1又は2以上の化合物であることとしてもよい。
【0049】
また、PTFE組成物は、他の成分を含有することとしてもよい。すなわち、PTFE組成物は、例えば、高分子PTFE及び充填材に基づく特性を損なわない範囲で、他の合成系樹脂を含有することができる。この樹脂としては、例えば、ポリイミド、芳香族ポリアミドを用いることとしてもよい。
【0050】
調製工程S1においては、これらの原料から、充填材の含有率が高配合(充填材が40重量%以上、90重量%以下の範囲で含有)されたPTFE組成物を調製する。PTFE組成物において充填材の含有率が高くなるほど当該充填材と、高分子PTFEとの分散状態は均一で無くなる傾向がある。よって、本発明のPTFE組成物中において充填材の含有率が高まるほど、本発明の効果は更に高まることとなる。したがって、上述の充填材の含有率の範囲における最小含有率は、例えば50重量%以上とすることとしてもよい。また、60重量%以上とすることとしてもよい。また、65重量%以上とすることとしてもよい。
【0051】
また、充填材の含有率が高くなるほど、押出成形体の引っ張り強度、柔軟性等が低下する傾向がある。このため、上述の充填材の含有率の範囲における最大含有率は、例えば80重量%以下とすることが好ましく、より好ましくは。75重量%以下である。
【0052】
また、PTFE組成物における高分子PTFEの含有率は、例えば、2重量%以上、35重量%以下とすることとしてもよく、2重量%以上、30重量%以下とすることとしてもよく、10重量%以上、30重量%以下とすることとしてもよく、12重量%以上、30重量%以下とすることとしてもよい。
【0053】
また、PTFE組成物における低分子PTFEの含有率は、例えば、0.5重量%以上、25重量%以下とすることとしてもよく、1重量%以上、20重量%以下とすることとしてもよく、1.5重量%以上、15重量%以下とすることとしてもよい。
【0054】
また、PTFE組成物における押出圧力低減剤の含有率は、例えば、0.2重量%以上、10重量%以下とすることとしてもよく、0.2重量%以上、8重量%以下とすることとしてもよく、0.5重量%以上、6重量%以下とすることとしてもよい。
【0055】
調製工程S1におけるPTFE組成物の調製は、上述の原料を混合することにより行われる。以下、各原料を混合する順序について説明を行う。なお、各原料を混合する順序については下記の説明のものに限定されるものではない。
【0056】
まず、充填材と、低分子PTFEとを混合する。当該混合は、例えば、ヘンシェルミキサ等の強い機械的撹拌力をもつ混合機を用いて低分子PTFEにせん断力を加えながら行われる。低分子PTFEはせん断力が加わることによって、細かく分散し繊維化し、充填材の表面に吸着し、物理的分子間力により強く結ばれる。すなわち、充填材の表面には低分子PTFEによる表面吸着層が形成されることとなる。また、低分子PTFEはせん断力が加えられたとしても、低分子PTFE同士は、高分子PTFE特有の非常に長い鎖長の分子鎖による物理的絡み合いがなく、架橋することがなく、充填材に対して一様に吸着する。これは、低分子PTFEの分子鎖が短いためと考えられる。また、数平均分子量が50万を超えるPTFEは、せん断力が加わると、PTFE分子同士を架橋する性質を顕著に有する。仮に、本発明において50万を超えるPTFEが、低分子PTFEの替わりに用いられた場合、当該PTFE同士が架橋し硬さが増加するため、成形される成形体は機械的強度の低いものとなる。
【0057】
次いで、低分子PTFEと混合された充填材と、高分子PTFEと、をマイルドな力で混合する。ここで、マイルドな力での混合とは、せん断力を出来るだけかけない様に行う混合であり、例えば、Vブレンダ、円筒容器回転型混合機、手振り混合等で混合する。また、せん断力の強い羽根を有する各種ミキサ混合機やニーダ等の使用は好ましくない。このようにして、表面に低分子PTFEによる表面処理層が形成された充填材と、高分子PTFEと、を混合する。ここで、低分子PTFEと、高分子PTFEとは、互いの化学構造単位が同じであるため、互いに引き合う性質を有している。したがって表面に低分子PTFEが一様に表面吸着層として絡みついている充填材に高分子PTFEが混合された場合、高分子PTFEは、充填材の表面に絡みついている低分子PTFEに一様に引き合うこととなり、結果として、高分子PTFEと充填材とは一様に分散されることとなる。そして、高分子PTFEと充填材とは一様に分散しているので、成形体における機械的強度が増すこととなる。本発明における低分子PTFEは、高分子PTFEに分散される充填材の分散剤としての機能を有する。そして、本発明における低分子PTFEは、成形体の物性を低下させない。このように、本発明に用いられる低分子PTFEは、PTFE組成物における、高分子PTFEと、充填材との分散状態を良化させることにより、結果として成形体の改良、成形不良の抑制に寄与するものである。
【0058】
本実施形態における低分子PTFEの数平均分子量は50万以下であり、好ましくは1000〜50万であり、より好ましくは1000〜30万以下である。低分子PTFEの数平均分子量が小さいものであれば、低分子PTFE同士の架橋をさらに低減し、より充填材に対して一様に分散し、結果、PTFE組成物における、高分子PTFEと、充填材との分散は向上することとなる。
【0059】
低分子PTFEで処理された充填材と、高分子PTFEと、の混合は、例えば、ローラーミキサを用いて行うこととしてもよい。ローラーミキサによる混合とは、円筒状の容器中に低分子PTFEで処理された充填材と、高分子PTFEとを添加し、当該円筒状の容器を横に倒して回転させ、当該充填材と、高分子PTFEとが容器内の斜面を転がり落ちる作用を利用して混合する方法である。また、低分子PTFEで処理された充填材と、高分子PTFEと、の混合は、上記方法に限らず、例えば、低分子PTFEで処理された充填材と、高分子PTFEと、を同一容器に入れ、振とうされることとしてもよい。すなわち低分子PTFEで処理された充填材と、高分子PTFEと、の混合は、振とう機等を用いて行うこととしてもよい。また、この他にも低分子PTFEで処理された充填材と、高分子PTFEと、の混合は、Vブレンダ等を用いて行うこととしてもよい。高分子PTFEは、表面に低分子PTFEが表面処理された充填材中に、均一に分散されることとなる。
【0060】
一方、本発明に用いられる低分子PTFEで処理された充填材と高分子PTFEとは、せん断力の伴う(例えばニーダ等の)混合機を用いて行うことは、当該充填材と高分子PTFEとが均一に混合されず好ましくない。なぜならば、高分子PTFEは高いせん断力が加わると、繊維化(フィブリル化)し、高分子PTFE分子同士が架橋することとなる。結果としてPTFE組成物中に高分子PTFEが均一に混合されないこととなる。すなわち、低分子PTFEで処理された充填材と、高分子PTFEとは、高分子PTFEが繊維化を起こさないせん断力が低い条件にて混合されることが好ましい。
【0061】
また、調製工程S1において、例えば、押出圧力低減剤がPTFE組成物に添加される場合、PTFE組成物は、まず充填材を押出圧力低減剤、及び低分子PTFEで処理し、次いで、処理された当該充填材をPTFEと混合することとしてもよい。すなわち、まず、押出圧力低減剤を含有する処理溶液を調製する。処理溶液は、例えば、はじめに押出圧力低減剤を所定の溶媒に溶解することにより調製することとしてもよい。この溶媒は、押出圧力低減剤を溶解し、且つ処理後に蒸発させることのできるものであれば特に限られず、例えば、エタノール、トルエン、イソプロピルアルコール、アセトンを用いることとしてもよい。
【0062】
次に、処理溶液と充填材とを混合する。すなわち、例えば、乾燥した充填材に処理溶液を加えて、撹拌等の操作により、これらを均一に混合する。こうして充填材の粒子又は繊維の表面を処理溶液で十分に濡らすことにより、当該表面に押出圧力低減剤が効果的に吸着する。さらに、この充填材と処理溶液との混合物から溶媒を蒸発させ、乾燥させる。この結果、充填材の粒子又は繊維の表面は押出圧力低減剤で効果的に被覆(コーティング)される。次いで、押出圧力低減剤で被覆された充填材と、低分子PTFEとを混合する。低分子PTFEの混合以降の工程は、上記にて説明した方法にしたがって行うこととしてもよい。
【0063】
次に、上記にて説明した調製工程S1によって調製されたPTFE組成物と、液状助剤とを混合してする液状助剤混合工程S2について説明を行う。液状助剤混合工程S2にて用いられる液状助剤は、高分子PTFEを容易に湿潤させて、当該PTFEの塑性変形を容易にし、且つ押出成形後に容易に除去できるものであれば特に限られず、例えば、有機系液状助剤を用いることができる。すなわち、液状助剤としては、例えば、脂肪族飽和炭化水素、芳香族炭化水素、アルコール類を用いることとしてもよい。
【0064】
具体的に、有機系液状助剤としては、例えば、ソルベントナフサ、ホワイトオイル、石油エーテル等の石油系溶剤や、メタノール、エタノール、イソプロピルアルコール、エチレングリコール、グリセリン等のアルコール系溶剤を用いることとしてもよい。
【0065】
なお、有機系液状助剤に加えて、例えば、水等の水性助剤を用いることとしてもよいが、この場合、当該有機系液状助剤を主成分として用いることとする。すなわち、有機系液状助剤と水性助剤との混合助剤における当該有機系液状助剤の割合は全溶媒中80重量%以上、好ましくは90重量%以上、より好ましくは98重量%以上である。
【0066】
また、PTFE組成物100重量部に対する液状助剤の添加量は、例えば、2重量部以上、30重量部以下とすることとしてもよく、2重量部以上、25重量部以下とすることとしてもよく、2重量部以上、20重量部以下とすることとしてもよい。
【0067】
液状助剤混合工程S2は、換言すれば、PTFE組成物と液状助剤とを混合してPTFE組成物が押出成形されやすいように前処理を行う、湿式前処理されたPTFE組成物を調製する押出成形前処理工程である。すなわち、PTFE組成物に液状助剤を添加混合することによって、充填材の粒子又は充填材の表面及びPTFEパウダーの粒子表面を液状助剤で十分に濡らすことができる。さらに、このPTFE組成物及び液状助剤の混合物を所定時間保持することによって、これらを十分になじませる(いわゆる熟成を行う)。このようにすることによって、PTFE、充填材、液状助剤、及び低分子PTFEを原料として、湿式前処理されたPTFE組成物が調製される。
【0068】
続く成形工程S3では、上述のようにして液状助剤混合工程S2で得られた湿式前処理されたPTFE組成物を用いて、ペースト押出成形を行う。この成形工程S3では、まず、予備成形を行う。すなわち、PTFE組成物を所定の形状の型を用いて、当該型に対応する形状の予備成形体を成形する。
【0069】
次いで、この予備成形体を、所定形状の押出金型を備えたペースト押出機に充填する。そして、ペースト押出機を作動させて、高圧で押出金型からPTFE組成物を押し出す。なお、押出は、例えば、20〜80℃の温度で行うことができ、常温で行うこととしてもよい。
【0070】
こうして、押出金型の吐出口に対応する形状のPTFE押出成形体を得ることができる。PTFE押出成形体の形状は、押出金型に対応した形状となり、例えば、チューブ状(円筒状)、ロッド状(棒状)、シート状とすることとしてもよい。
【0071】
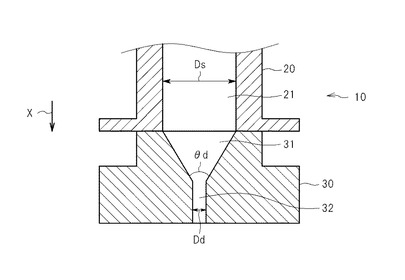
図2及び図3には、このペースト押出に用いられる押出金型の一例についての断面を示す。なお、図2及び図3に示す矢印Xの指す方向は、押出方向である。
【0072】
図2に示す金型10は、シリンダー20と、当該シリンダー20の押出方向の下流端に取り付けられたダイ30と、を備えている。シリンダー20の内部にはPTFE組成物が通過するシリンダー流路21が形成されている。
【0073】
ダイ30の内部には、押出方向の上流端から中途部分まで径を縮小させながら延びるテーパ形状の縮小流路31と、当該中途部分から一定の径で押出方向の下流端まで延びる吐出流路32と、が形成されている。
【0074】
図3に示す金型40は、シリンダー50と、当該シリンダー50の押出方向の下流端に取り付けられたダイ60と、当該ダイ60の押出方向下流側部分の内部に挿入されたマンドレル70と、を備えている。シリンダー50の内部にはPTFE組成物が通過するシリンダー流路51が形成されている。
【0075】
ダイ60の内部には、径を縮小させながら押出方向の上流端から中途部分まで延びるテーパ形状の縮小流路61と、再び径を拡大させながら当該中途部分から下流端まで延びるテーパ形状の吐出流路62と、が形成されている。
【0076】
この吐出流路62の内部には、そのテーパ形状に対応して、径を拡大させながらダイ60の中途部分から下流端まで延びるテーパ形状のマンドレル70が同心状に配置されている。すなわち、吐出流路62は、ダイ60とマンドレル70とに挟まれた空間として形成されている。
【0077】
図3に示すダイ60においては、吐出流路62内にマンドレル70が挿入された二重管構造が形成されているため、当該吐出流路62の内表面積、すなわち当該ダイ60とPTFE組成物との接触面積は、縮小流路61の下流端の内表面積に比べて増大している。
【0078】
このように、吐出流路62の内表面積が、縮小流路61の下流端の内表面積に比べて増大しているダイ60においては、図2に示すように縮小流路31の下流端と吐出流路32とで内表面積が一定のダイ30に比べて、押出圧力の上昇が起こりやすい。なお、図3では吐出流路62及びマンドレル70の径が押出方向に拡大する場合について示したが、例えば、当該径が一定の場合であっても、二重構造となることによって、内表面積は増大する。
【0079】
さらに、図3に示すダイ60においては、吐出流路62の内表面積が押出方向に向けて増大している。このように、吐出流路62の内表面積が押出方向に向けて増大しているダイ60においては、図2に示すように吐出流路32の内表面積が一定のダイ30に比べて、押出圧力の上昇が起こりやすい。
【0080】
この点、本方法で用いるPTFE組成物は、上述のとおり、押出圧力低減剤を含有することによって、図3に示すようなダイ60を備えた金型40を用いる場合であっても、押出圧力の増加を効果的に低減することなる。
【0081】
この押出圧力低減剤の使用により押出圧力低減効果が得られるメカニズムは明らかではないが、例えば、押出圧力低減剤は、その分子構造に基づき、溶液中でミセルを形成しやすく、分子鎖が並びやすい。この分子鎖の並んだ構造は互いに滑りやすいと考えられる。そして、このような構造を形成した押出圧力低減剤の分子が、充填材の粒子又は繊維の表面近傍に分散され、且つ当該粒子又は繊維の間に入り込んで、分子鎖が並んでなる分子膜を形成することにより、当該充填材の粒子又は繊維同士、及び当該充填材の粒子又は繊維と高分子PTFEの粒子との摩擦が効果的に低減されている(すなわち、充填材と高分子PTFEとが滑りやすくなっている)ことが考えられる。
【0082】
また、本方法は、さらに、上述のペースト押出により得られたPTFE押出成形体を所定の形状に加工する工程を含むこととしてもよい。すなわち、この場合、例えば、PTFE押出成形体を所定の圧延ロールを用いて圧延することによって、その形状を所望のシート状とすることができる。
【0083】
また、本方法は、上述のPTFE押出成形体を焼成する工程を含むこととしてもよい。すなわち、この場合、押出により得られたPTFE押出成形体をそのまま又は圧延等により加工した後、所定の高温で所定時間保持することにより焼成する。こうして、PTFE押出成形体の焼結体を得ることができる。なお、焼成温度は、例えば、PTFEの融点以上であって分解点未満の温度とすることができる。
【0084】
このような本方法によれば、PTFEと充填材との分散に優れたPTFEペースト押出成形体を成形することとなり、また、例えばPTFE組成物に押出圧力低減剤を添加したものは、充填材の含有率が高い場合であっても押出圧力の増加を効果的に低減することとなる。
【0085】
本成形体における充填材の含有率は、その製造に用いられたPTFE組成物に対応して、40〜90重量%と高い。そして、このように充填材の含有率が高いにもかかわらず、高分子PTFEと充填材とが一様に分散されて製造されるため、また、例えば、押出圧力低減剤をPTFE組成物に添加することによってペースト押出時の圧力を効果的に低減して製造されるため、本成形体は、機械的強度に優れ、大きな空孔のない緻密な構造を有するPTFE成形体となる。すなわち、本実施形態に係るPTFEペースト押出成形体は、PTFEと40重量%以上、90重量%以下の充填材とを含有し、気孔率が3〜30体積%であり、縦横平均強度が1.5〜15MPaである。
【0086】
特に、従来は図3に示すような金型40を用いた場合には、高分子PTFEと充填材とが一様に分散されていないため、また、押出圧力の顕著な増加により良好なペースト押出成形が困難であったが、本方法によれば、実用に耐え得る機械的強度を備え、且つPTFEと充填材との分散性が優れていることによってPTFE成形体に特有の均一な構造を有する、充填材の含有率の高い本成形体を効率よく且つ確実に製造することができる。
【0087】
次に、本実施形態に係る具体的な実施例について説明する。
【実施例1】
【0088】
[PTFE組成物の調製]
実施例1のPTFE組成物は以下の原料を配合することによって調製された。高分子PTFEとしては、PTFEファインパウダー(フルオン(登録商標)CD145、旭硝子株式会社製)、26.0wt%を用いた。充填材としては、無機系充填材である珪石粉末(鳥屋根珪石No.20、マルエス株式会社製)、68.9wt%を用いた。押出圧力低減剤としては、オクタデシルトリメトキシシラン、1.60wt%を用いた。低分子PTFEとしては、PTFE L173JE(旭硝子株式会社製)、3.50wt%を用いた。ここで、高分子PTFEであるフルオン(登録商標)CD145は、数平均分子量200万〜320万を有するPTFEであり、低分子PTFEであるPTFE L173JEは、数平均分子量53,000を有するPTFEである。
【0089】
有機系液状助剤としては、イソパラフィン系溶剤(アイソパーM、エクソンモービル社製)を用いた。また、有機系液状助剤の添加量は、PTFE組成物100重量部に対し、14.4重量部である。
【0090】
まず、オクタデシルトリメトキシシラン1重量部に対して6重量部のエタノールに溶解、分散させ処理溶液を調製した。調製した処理溶液を、珪石:オクタデシルトリメトキシシラン重量比=68.9:1.60となるように珪石と混合し、これらの混合物を調製した。この混合に際しては、撹拌しながら処理溶液を充填材粉末に少しずつ添加した。混合物を十分に撹拌し、珪石が処理溶液で全体が湿っているのが確認できたら、70℃で48時間、あるいは80℃で一昼夜、乾燥させることによって、エタノールを蒸発させた。
【0091】
次に珪石とオクタデシルトリメトキシシランとの混合物を粉砕し、粉砕された混合物にPTFE L173Jを徐々に添加した。ここで、混合物の粉砕、及びPTFE L173JEの添加は、ヘンシェルミキサにて連続して行った。そして、PTFE L173JEの添加後、2800rpm、10分の撹拌条件でヘンシェルミキサを用いて、混合物とPTFE L173JEとを撹拌混合した。また、当該撹拌混合工程の途中で、ミキサ内の隔壁等に付着した混合物等をヘラ等で落とす作業を適宜行うこととしてもよい。また、上記撹拌条件は一例を示すものであって、当該条件に限定されるものではない。
【0092】
次いで、オクタデシルトリメトキシシラン、及びPTFE L173JEで処理された珪石を、PTFEファインパウダーと混合した。混合は、円筒横回転式の混合機(ローラミキサ)で低温混合した。また、この低温混合の前、あるいは途中にて、アイソパーMを混合機の中に添加した。当該低温混合は15℃、15分の低温混合条件にて行った。なお。当該低温混合の条件は一例を示すものであって、この条件に限定されるものではない。そして、低温混合されたPTFE組成物は、一晩以上放置(いわゆる熟成を)した。
【0093】
[ペースト押出成形]
上述のようにして得られたPTFE組成物のペースト押出成形を行った。すなわち、所定の型を用いてPTFE組成物を0.8MPaの圧力で圧縮することにより、外径30mmの棒状の予備成形体を成形した。
【0094】
次いで、この予備成形体をペースト押出機に充填し、常温でペースト押出成形を行った。そして、この押出時の圧力を圧力測定装置(テンシロン測定装置、アズワン株式会社製)にて測定した。測定した結果、押出圧力は7MPaであった。押し出せた量はペースト押出機に充填したPTFE組成物の96.0%で、金型のデットスペースに入った量を除けばほとんどの量を押し出したこととなる。
【0095】
なお、ペースト押出成形には、図3に示す金型40に対応する金型を用いた。
【0096】
金型としては、シリンダー流路51の内径Dsが30mmのシリンダー50と、テーパ角度θdが90°の縮小流路61、上流端の内径Dd1及び下流端の内径Dd2がそれぞれ2mm及び37mmの吐出流路62を有するダイ60と、テーパ角度θmが50°のマンドレル70と、を備えたものを用いた。
【0097】
この吐出流路62において、ダイ60の内表面とマンドレル70の内表面との間隔(クリアランス)は1.0mmであった。また、押出速度は5mm/分とした。
【0098】
実施例1によって得られたPTFEペースト押出成形体は、ポリテトラフルオロエチレンと69.8wt%の充填材とを含有し、気孔率が13%であり、縦横平均強度が7.4MPaであった。
【0099】
[比較例1]
実施例1のPTFE組成物に含まれる低分子PTFEを高分子PTFEに代替した以外は実施例1と同様とする、比較利1のPTFE組成物を調製し、実施例1と同様の条件にてペースト押出成形を行い、押出時の圧力を測定したところ、28MPaであった。押し出せた量はペースト押出機に充填したPTFE組成物の52.0%で、金型のデットスペースに入った量を除いたとしても、押し出しした量は少なかった。
【0100】
比較例1によって得られたPTFEペースト押出成形体は、ポリテトラフルオロエチレンと68.9wt%の充填材とを含有するものであるが、ポリテトラフルオロエチレンと充填材との分散状態が悪く均一な成形体が得られなかったため、気孔率、縦横平均強度は測定できなかった。
【実施例2】
【0101】
[PTFE組成物の調製]
実施例2のPTFE組成物は以下の原料を配合することによって調製された。高分子PTFEとしては、PTFEファインパウダー(フルオン(登録商標)CD145、旭硝子株式会社製)、26.0wt%を用いた。充填材としては、無機系充填材である珪石粉末(鳥屋根珪石No.20、マルエス株式会社製)、68.4wt%を用いた。押出圧力低減剤としては、ジオクタデシルジメチルアンモニウムクロライド、2.1wt%を用いた。低分子PTFEとしては、PTFE L173JE(旭硝子株式会社製)、3.5wt%を用いた。ここで、L173JEは、数平均分子量53,000を有するPTFEである。
【0102】
有機系液状助剤としては、イソパラフィン系溶剤(アイソパーM、エクソンモービル社製)、14.4wt%を用いた。また、有機系液状助剤の添加量は、PTFE組成物100重量部に対し、14.4重量部である。
【0103】
まず、ジオクタデシルジメチルアンモニウムクロライド1重量部に対して6重量部のエタノールに溶解、分散させ処理溶液を調製した。調製した処理溶液を、珪石:ジオクタデシルジメチルアンモニウムクロライド重量比=68.4:2.1となるように珪石と混合し、これらの混合物を調製した。の混合に際しては、撹拌しながら処理溶液を充填材粉末に少しずつ添加した。混合物を十分に撹拌し、珪石が処理溶液で全体が湿っているのが確認できたら、70℃で48時間、あるいは80℃で一昼夜、乾燥させることによって、エタノールを蒸発させた。
【0104】
以下、実施例1と同様の調製方法を用いてPTFE組成物を調製した。
【0105】
[ペースト押出成形]
実施例2にかかるPTFE組成物を、実施例1と同様の条件にてペースト押出成形を行い、押出時の圧力を測定したところ、35MPaであった。押し出せた量はペースト押出機に充填したPTFE組成物の80.0%で、金型のデットスペースに入った量を除くと多くの量を押し出したこととなる。
【0106】
実施例2によって得られたPTFEペースト押出成形体は、ポリテトラフルオロエチレンと68.4wt%の充填材とを含有し、気孔率が25体積%であり、縦横平均強度が5.0MPaであった。
【0107】
[比較例2]
実施例2のPTFE組成物に含まれる低分子PTFEを高分子PTFEに代替した以外は実施例2と同様とする、比較利2のPTFE組成物を調製し、実施例2と同様の条件にてペースト押出成形を試みたところ、充填材の分散の悪化に起因して押出圧力が高く、押し出しができなかった。したがって、押出時の圧力は測定不能であった。同様に、比較例2によって得られるはずのPTFEペースト押出成形体の気孔率、縦横平均強度は測定できなかった。
【0108】
以上、実施例1,2、比較例1,2にて説明したように、充填材の含有率が高く、押出圧力の増加を効果的に低減できる押出圧力低減剤を含有するPTFE組成物をペースト押出成形する場合であっても、当該PTFE組成物に低分子PTFEが添加されることによってPTFE組成物の分散が向上できるペースト押出成形方法及びペースト押出成形体を提供することができる。
【0109】
また、実施例1、2にて示された低分子PTFEは例えば、三井・デュポンフロロケミカル株式会社製のMP1300、MP1500−J、ダイキン工業株式会社製のルブロン(登録商標)L−2,L−5,L−5F、旭硝子株式会社製のフルオン(登録商標)L−150J、L−155J、L−169J,L−170J,L−172J、等に代替することとしてもよい。
【符号の説明】
【0110】
10,40 金型、20,50 シリンダー、21,51 シリンダー流路、30,60 ダイ、31,61 縮小流路、32,62 吐出流路、70 マンドレル。
【技術分野】
【0001】
本発明は、PTFEペースト押出成形体及びその製造方法、PTFEペースト押出成形用PTFE組成物及びその製造方法に関し、特に、PTFEペースト押出成形体に関する。
【背景技術】
【0002】
ポリテトラフルオロエチレン(PTFE)は、耐熱性、耐薬品性、電気的特性、非粘着性、非汚染性、低摩擦性等の様々な特性に優れている。このため、PTFE成形体は、例えば、ガスケット、パッキン等のシール剤の分野等、様々な分野で広く利用されている。
【0003】
ただし、PTFEは、耐摩耗性や耐クリープ性に劣る。このため、PTFEに金属、黒鉛、ガラス等の充填材を含有させることによって、耐摩耗性や耐クリープ性を向上させることが行われている。このようなPTFE成形体の製造方法の一つとしては、例えば、PTFEファインパウダー、充填材及びナフサ等の液状助剤を混合したPTFE組成物をペースト押出成形し、次いで、押出成形体を圧延してシート状のPTFE成形体を得る方法が知られている(例えば、特許文献1参照)。
【0004】
そして、従来のPTFEペースト押出成形法においては、充填材の含有率によっては押出圧力が顕著に増加し、押出成形が困難になることがあった。すなわち、押出の際、充填材はそれ自身、塑性変形を起こさないばかりか、PTFEの塑性変形をも妨げる。このため、実用に耐え得る強度を備え柔軟性のある連続した充填材入りPTFE押出成形体を得るには、充填材の含有率を低く抑える必要があった。このようなPTFEペースト押出成形時における押出圧力の増加を抑制するPTFEペースト押出成形法として、特許文献2、3に開示がなされている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−323717号公報
【特許文献2】特開2010―280106号公報
【特許文献3】特開2011−11535号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、発明者らは、従来のPTFEペースト押出成形法において、充填材の含有率に起因して増加する押出圧力を低減する押出圧力低減剤を添加することによって、押出圧力を抑制することができるものの、充填材の含有率を高めた場合、充填材の分散が顕著に悪化することによってPTFEペースト押出成形体が不均一なものとなり成形不良が生じやすいという問題があることを見いだした。
【0007】
本発明は、上記課題に鑑みてなされたものであって、充填材の含有率が高いPTFE組成物をペースト押出成形する場合であっても、PTFEペースト押出成形体の成形不良が抑制される、PTFEペースト押出成形体及びその製造方法、PTFEペースト押出成形用PTFE組成物(PTFEペースト押出成形に用いられるPTFE組成物)及びその製造方法を提供することをその目的の一つとする。
【課題を解決するための手段】
【0008】
上記課題を解決するための本発明の一実施形態に係るPTFEペースト押出成形体は、100万以上の数平均分子量を有するポリテトラフルオロエチレンと、充填材と、50万以下の数平均分子量を有するポリテトラフルオロエチレンと、を含有するPTFEペースト押出成形体であることを特徴とする。
【0009】
また、前記PTFEペースト押出成形体剤における、前記充填材の含有率は、40重量%以上、90重量%以下であることとしてもよい。
【0010】
また、上記課題を解決するための本発明の一実施形態に係るPTFEペースト押出成形体の製造方法は、100万以上の数平均分子量を有するポリテトラフルオロエチレンと、充填材と、50万以下の数平均分子量を有するポリテトラフルオロエチレンと、を含有するPTFE組成物を調製する調製工程と、前記調製工程にて調製された前記PTFE組成物を用いてペースト押出成形する成形工程と、を含む、ことを特徴とするPTFEペースト押出成形体の製造方法であることを特徴とする。
【0011】
また、前記PTFEペースト押出成形体の製造方法における、前記充填材の含有率は、40重量%以上、90重量%以下であることとしてもよい。また、前記PTFEペースト押出成形体の製造方法における、前記調製工程は、前記充填材に、50万以下の数平均分子量を有する前記ポリテトラフルオロエチレンを混合する第一混合工程と、前記第一混合工程の後に、前記第一混合工程にて得られた、前記充填材と50万以下の数平均分子量を有する前記ポリテトラフルオロエチレンとの混合物に、100万以上の数平均分子量を有する前記ポリテトラフルオロエチレンを混合する第二混合工程と、を含む、ことを特徴とするPTFEペースト押出成形体の製造方法であることとしてもよい。
【0012】
また、上記課題を解決するための本発明の一実施形態に係るPTFEペースト押出成形用PTFE組成物は、100万以上の数平均分子量を有するポリテトラフルオロエチレンと、充填材と、50万以下の数平均分子量を有するポリテトラフルオロエチレンと、を含有するPTFEペースト押出成形用PTFE組成物(PTFEペースト押出成形に用いられるPTFE組成物)であることを特徴とする。
【0013】
また、前記PTFEペースト押出成形用PTFE組成物における、前記充填材の含有率は、40重量%以上、90重量%以下であることとしてもよい。
【0014】
また、上記課題を解決するための本発明の一実施形態に係るPTFEペースト押出成形用PTFE組成物の製造方法は、100万以上の数平均分子量を有するポリテトラフルオロエチレンと、充填材と、50万以下の数平均分子量を有するポリテトラフルオロエチレンと、を含有するPTFE組成物を調製する調製工程を含む、ことを特徴とするPTFEペースト押出成形用PTFE組成物の製造方法であることを特徴とする。
【0015】
また、前記PTFEペースト押出成形用PTFE組成物の製造方法における、前記充填材の含有率は、40重量%以上、90重量%以下であることとしてもよい。また、前記PTFEペースト押出成形用PTFE組成物の製造方法における、前記調製工程は、前記充填材に、50万以下の数平均分子量を有する前記ポリテトラフルオロエチレンを混合する第一混合工程と、前記第一混合工程の後に、前記第一混合工程にて得られた、充填材と50万以下の数平均分子量を有する前記ポリテトラフルオロエチレンとの混合物に、100万以上の数平均分子量を有する前記ポリテトラフルオロエチレンを混合させる第二混合工程と、を含むこととしてもよい。
【発明の効果】
【0016】
本発明によれば、充填材の含有率が高いPTFE組成物をペースト押出成形する場合であっても、PTFEペースト押出成形体の成形不良が抑制される、PTFEペースト押出成形体及びその製造方法、PTFEペースト押出成形用PTFE組成物(PTFEペースト押出成形に用いられるPTFE組成物)及びその製造方法を提供することができる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態に係るPTFEペースト押出成形方法の一例に含まれる主な工程を示す説明図である。
【図2】本発明の一実施形態に係るPTFEペースト押出成形方法において用いられる押出金型の一例について、その断面を示す説明図である。
【図3】本発明の一実施形態に係るPTFEペースト押出成形方法において用いられる押出金型の他の例について、その断面を示す説明図である。
【発明を実施するための形態】
【0018】
以下に、本発明の一実施形態について説明する。なお、本発明は、本実施形態に限られるものではない。
【0019】
本実施形態に係るPTFEペースト押出成形体は、100万以上の数平均分子量を有するPTFE(以下、高分子PTFEという)と、充填材と、50万以下の数平均分子量を有するPTFE(以下、低分子PTFEという)と、を含有するPTFEペースト押出成形体である。本実施形態に係るPTFEペースト押出成形体の製造方法は、高分子PTFEと、充填材と、低分子PTFEと、を含有するPTFE組成物を調製する調製工程と、前記調製工程にて調製されたPTFE組成物を用いてペースト押出成形する成形工程と、を含むことを特徴とするPTFEペースト押出成形体の製造方法である。
【0020】
すなわち、本実施形態に係るPTFEペースト押出成形体の製造方法は、例えば、図1に示すように、高分子PTFEと、充填材と、低分子PTFEと、を含有するPTFE組成物(以下、「PTFE組成物」という。)を調製する調製工程S1と、前記調製工程にて調製されたPTFE組成物に液状助剤を混合する前処理をおこなったものをペースト押出成形する成形工程S3と、を含む。
【0021】
調製工程S1においては、まず、PTFE組成物の原料として、少なくとも高分子PTFE、充填材、及び、低分子PTFEを準備する。
【0022】
高分子PTFEは、ペースト押出成形に用いることのできるものであれば特に限られず、例えば、PTFEファインパウダー(PTFE凝集ディスパージョンともよばれる)を好ましく用いることができる。PTFEファインパウダーは、テトラフルオロエチレンの乳化重合により得られた平均粒径が0.1〜0.5μmのPTFE微粒子の水分散体(PTFEディスパージョン、PTFE水生ディスパージョンともよばれる)を凝析及び乾燥して製造される、PTFE粉末である。当該PTFE粉末の平均粒径は、例えば、200〜1000μmである。
【0023】
また、上記の様に製造されたPTFEファインパウダーは、数平均分子量が100万以上である。高分子PTFEの数平均分子量は、示差走査熱量計(DSC:differential scanning calorimeter)を用いて高分子PTFEの結晶化熱を求め、求められた結晶化熱に基づいて数平均分子量を算出する方法によって求められる。具体的には島津製作所社製示差走査熱量計DSC−60Aを用い、高分子PTFEのサンプルを9.400mg秤量し、室温より10℃/minの速度で380℃まで昇温後、10℃/minの速度で200℃まで降温した。そして降温時に315℃付近で観測されるピーク面積と、サンプル量とに基づいて結晶化熱(ΔHc:DSC結晶化熱cal/g)を求めた。そして、下記式(I)によって示される数平均分子量Mnと、結晶化熱と、の関係式を用いて数平均分子量Mnを求めた。
【0024】
Mn=2.1×1010ΔHc−5.16・・・(I)
【0025】
また、本実施形態に係るPTFEペースト押出成形体に含有される高分子PTFEの数平均分子量は、100万〜2000万であっても良いし、100万〜1100万であっても良い。
【0026】
また、高分子PTFEの具体的な例としては、三井・デュポンフロロケミカル株式会社製のテフロン(登録商標)6−J、6C−J、640J、7J、70J、M12、ダイキン工業株式会社製のポリフロン(登録商標)F−104、106、108、201、205、208、302、303、旭硝子株式会社製のフルオン(登録商標)CD1、CD141、CD145、CD123、CD076、CD090、CD097、等である。
【0027】
なお、高分子PTFEとしては、テトラフルオロエチレンのみを重合させたホモポリマーからなる純PTFEを用いることとしてもよく、又は少量の他のモノマーを含む共重合体である変性PTFEを用いることとしてもよい。すなわち、PTFEファインパウダーを製造するための乳化重合においては、モノマーとしてテトラフルオロエチレンのみを用いて純PTFEを得ることとしてもよく、又はテトラフルオロエチレンと少量(例えば、0.1重量%以下)の他のモノマーとを共重合させて変性PTFEを得ることとしてもよい。テトラフルオロエチレンと共重合させる成分としては、例えば、ヘキサフルオロプロピレン、パーフルオロプロピルビニルエーテルの一方又は両方を用いることとしてもよい。
【0028】
充填材は、PTFEの耐摩耗性や耐クリープ性等、所定の特性を改善するものであれば特に限られない。すなわち、充填材としては、粒子状若しくは繊維状の無機充填材又は有機充填材を用いることとしてもよい。また、本実施形態に係るPTFEペースト押出成形体において、平板状若しくは角状の無機充填材又は有機充填材を用いることは好適である。
【0029】
無機充填材としては、例えば、珪石、長石、シリカ、アルミナ、ブロンズ、雲母(マイカ)、滑石、タルク、ホワイトカーボン、グラファイト、ガラスファイバー、カーボンファイバー、カーボンブラック、酸化チタン、酸化鉄、窒化ケイ素、窒化炭素、窒化アルミニウム、珪酸アルミニウム、珪酸カルシウム、炭化ジルコニウム、炭化ケイ素、炭酸カルシウム、硫酸バリウム、二硫化モリブテン、カオリン、クレー、マイカ、硝子ビーンズ、硝子バルーン、カーボン、コークス、グラファイト、活性炭のうち1種又は2種以上を用いることとしてもよい。有機充填材としては、例えば、ポリイミド樹脂、芳香族ポリエステル、ポリフェニレンサルファイドのうち1種又は2種以上を用いることとしてもよい。また、これら無機充填材の1種又は2種以上と、有機充填材の1種又は2種以上と、を組み合わせて用いることとしてもよい。
【0030】
低分子PTFEは、例えば、添加用低分子PTFE(潤滑粉)ともよばれるものである。低分子PTFEは上述の高分子PTFEとは異なり、テトラフルオロエチレンの重合度が低く、数平均分子量が1000〜50万と低いものである。また、本発明に用いられる低分子PTFEの平均粒径は1〜500μmであるが非常に崩れやすい粒子であるため、平均粒径によって特に限定されるものではない。
【0031】
また、低分子PTFEの数分子量は、高分子PTFEの数平均分子量と同様に、示差走査熱量計(DSC:differential scanning calorimeter)を用いて高分子PTFEの結晶化熱を求め、求められた結晶化熱に基づいて数平均分子量を、前記式(I)を用いて算出する方法によって求められる。
【0032】
低分子PTFEの具体的な例としては、三井・デュポンフロロケミカル株式会社製のTLP10F−1、MP1300、MP1500−J、ダイキン工業株式会社製のルブロン(登録商標)L−2,L−5,L−5F、旭硝子株式会社製のフルオン(登録商標)L−150J、L−155J、L−169J,L−170J,L−172J、L−173JE、等である。
【0033】
また、PTFE組成物は、充填材の含有率に起因して増加する押出圧力を低減する押出圧力低減剤を含むこととしてもよい。押出圧力は、充填材の含有量がPTFE組成物中に40wt%以上含まれると当該充填材の含有量に起因して顕著に増加する。例えば、押出圧力低減剤は、PTFE組成物中に含まれる充填材粒子と高分子PTFE等の他の配合物の粒子との摩擦を低減させる化合物であればよい。また、押出圧力低減剤は、その分子構造に基づき、溶液中でミセルを形成しやすく、分子鎖が並びやすい化合物であればよい。
【0034】
具体的に押出圧力低減剤としては、炭素数3〜40の炭化水素基を有する有機シラン化合物、有機チタネート化合物、有機アルミネート化合物、及び界面活性剤からなる群より選択される1又は2以上の化合物を用いることとしてもよい。すなわち、炭素数3〜40の炭化水素鎖を1又は複数有するものであれば、有機シラン化合物、有機チタネート化合物、有機アルミネート化合物、界面活性剤のうち任意の1又は2以上を用いることとしてもよい。また、界面活性剤のイオン性に関しては特に限定はされず、カチオン性界面活性剤、アニオン性界面活性剤、非イオン性界面活性剤、両イオン性界面活性剤を用いることとしてもよい。
【0035】
押出圧力低減剤における炭化水素基の炭素数は、好ましくは6〜30であり、より好ましくは10〜30であり、特に好ましくは12〜24である。炭化水素基は、例えば、炭素数が上述の範囲である脂肪族炭化水素基又は芳香族炭化水素基である。より具体的に、この炭化水素基は、例えば、アルキル基、アリール基、アラルキル基、シクロアルキル基、アルケン基、アルケニル基である。
【0036】
炭化水素基がアルキル基の場合、当該炭化水素基は、炭素数が3〜40である直鎖アルキル基又は分岐鎖アルキル基である。また、これらの炭化水素基は、置換基を有してもよい。すなわち、例えば、アミノ基、エステル基、エーテル基等の官能基を介して他の基につながっていてもよい。
【0037】
また、押出圧力低減剤として炭素数3〜40の炭化水素基を有する有機シラン化合物、有機チタネート化合物、及び有機アルミネート化合物からなる群より選択される1又は2以上の化合物が用いられる場合、炭化水素基は、例えば、反応性の官能基を有しない炭化水素基とすることとしてもよい。すなわち、炭化水素基は、例えば、アミノ基、エポキシ基、スルフィド基及びメルカプト基を有しない炭化水素基とすることとしてもよく、好ましくはアミノ基、エポキシ基、スルフィド基、メルカプト基、ビニル基、アリル基及びメタクリル基を有しない炭化水素基とすることとしてもよい。また、炭化水素基は、例えば、反応性の官能基を有しないアルキル基、アリール基、アラルキル基、シクロアルキル基又はアルケニル基とすることとしてもよく、好ましくは反応性の官能基を有しないアルキル基、アリール基、アラルキル基又はシクロアルキル基とすることとしてもよい。
【0038】
押出圧力低減剤として用いられる有機シラン化合物は、上述の炭化水素基を1つ、2つ又は3つ有することとしてもよい。有機シラン化合物は、例えば、次の一般式(I)で示される化合物とすることとしてもよい。
【0039】
【化1】
【0040】
ここで、一般式(I)において、R1〜R4のうち1つ、2つ又は3つは、炭素数が3〜40、好ましくは6〜35、より好ましくは10〜30、特に好ましくは12〜24の炭化水素基である。R1〜R4のうち2つ又は3つが炭化水素基である場合には、これらは同一であってもよく、異なっていてもよい。
【0041】
また、R1〜R4のうち、上述した炭素数が3〜40の炭化水素基以外のものは、炭素数が10以下であって且つ当該炭化水素基より炭素数が小さい炭化水素基又はハロゲン基である。この炭素数が小さい炭化水素基は、例えば、アルコキシ基、アルキル基、ビニル基、ハロゲン基、アミノアルキル基である。また、この炭素数が小さい炭化水素基の炭素数は、好ましくは4以下であり、より好ましくは3以下であり、特に好ましくは2以下である。
【0042】
また、有機シラン化合物は、例えば、アルコキシ基等の加水分解基以外の炭化水素基として、炭素数が3〜40の炭化水素基を1つ、2つ又は3つ有する、いわゆるシランカップリング剤又はこれに類似した分子構造を有する有機シラン化合物とすることとしてもよい。すなわち、この有機シラン化合物は、例えば、次の一般式(II)で示される化合物とすることとしてもよい。
【0043】
【化2】
【0044】
ここで、一般式(II)において、nは3〜40、好ましくは6〜35、より好ましくは10〜30、特に好ましくは12〜24の整数であり、mは1、2又は3であり、ORは互いに独立に炭素数が1〜10で且つアルキル基の炭素数より小さいアルコキシ基である。すなわち、この場合、有機シラン化合物は、例えば、アルキルトリアルコキシシラン、ジアルキルジアルコキシシラン又はトリアルキルアルコキシシランといったアルキルアルコキシシランとすることとしてもよい。
【0045】
押出圧力低減剤として用いられるカチオン性界面活性剤としては、例えば、炭素数が上述の範囲である炭化水素基を1又は複数有する第四級アンモニウム塩を用いることとしてもよい。この第四級アンモニウム塩としては、例えば、ジメチルジアルキルアンモニウムクロリド、トリメチルアルキルアンモニウムクロリド、ジメチルジアルキルアンモニウムブロミド、トリメチルアルキルアンモニウムブロミドを用いることとしてもよい。
【0046】
押出圧力低減剤として用いられるアニオン性界面活性剤としては、例えば、炭素数が上述の範囲である炭化水素基を1又は複数有するカルボン酸塩を用いることとしてもよい。このカルボン酸塩としては、例えば、炭化水素基の炭素数が上述の範囲であるカルボン酸ナトリウムやカルボン酸テトラメチルアンモニウムを用いることとしてもよい。
【0047】
押出圧力低減剤として用いられる非イオン性界面活性剤としては、例えば、ポリオキシエチレンアルキルエーテルを用いることとしてもよい。このポリオキシエチレンアルキルエーテルとしては、例えば、ポリオキシエチレンドデシルエーテルを用いることができる。両イオン性界面活性剤としては、例えば、ステアリルヂメチルベタインを用いることとしてもよい。
【0048】
すなわち、押出圧力低減剤は、炭素数3〜40の炭化水素基を有する有機シラン化合物、有機チタネート化合物、有機アルミネート化合物、及び炭素数3〜40の炭化水素基を有する界面活性剤からなる群より選択される1又は2以上の化合物であることとしてもよい。
【0049】
また、PTFE組成物は、他の成分を含有することとしてもよい。すなわち、PTFE組成物は、例えば、高分子PTFE及び充填材に基づく特性を損なわない範囲で、他の合成系樹脂を含有することができる。この樹脂としては、例えば、ポリイミド、芳香族ポリアミドを用いることとしてもよい。
【0050】
調製工程S1においては、これらの原料から、充填材の含有率が高配合(充填材が40重量%以上、90重量%以下の範囲で含有)されたPTFE組成物を調製する。PTFE組成物において充填材の含有率が高くなるほど当該充填材と、高分子PTFEとの分散状態は均一で無くなる傾向がある。よって、本発明のPTFE組成物中において充填材の含有率が高まるほど、本発明の効果は更に高まることとなる。したがって、上述の充填材の含有率の範囲における最小含有率は、例えば50重量%以上とすることとしてもよい。また、60重量%以上とすることとしてもよい。また、65重量%以上とすることとしてもよい。
【0051】
また、充填材の含有率が高くなるほど、押出成形体の引っ張り強度、柔軟性等が低下する傾向がある。このため、上述の充填材の含有率の範囲における最大含有率は、例えば80重量%以下とすることが好ましく、より好ましくは。75重量%以下である。
【0052】
また、PTFE組成物における高分子PTFEの含有率は、例えば、2重量%以上、35重量%以下とすることとしてもよく、2重量%以上、30重量%以下とすることとしてもよく、10重量%以上、30重量%以下とすることとしてもよく、12重量%以上、30重量%以下とすることとしてもよい。
【0053】
また、PTFE組成物における低分子PTFEの含有率は、例えば、0.5重量%以上、25重量%以下とすることとしてもよく、1重量%以上、20重量%以下とすることとしてもよく、1.5重量%以上、15重量%以下とすることとしてもよい。
【0054】
また、PTFE組成物における押出圧力低減剤の含有率は、例えば、0.2重量%以上、10重量%以下とすることとしてもよく、0.2重量%以上、8重量%以下とすることとしてもよく、0.5重量%以上、6重量%以下とすることとしてもよい。
【0055】
調製工程S1におけるPTFE組成物の調製は、上述の原料を混合することにより行われる。以下、各原料を混合する順序について説明を行う。なお、各原料を混合する順序については下記の説明のものに限定されるものではない。
【0056】
まず、充填材と、低分子PTFEとを混合する。当該混合は、例えば、ヘンシェルミキサ等の強い機械的撹拌力をもつ混合機を用いて低分子PTFEにせん断力を加えながら行われる。低分子PTFEはせん断力が加わることによって、細かく分散し繊維化し、充填材の表面に吸着し、物理的分子間力により強く結ばれる。すなわち、充填材の表面には低分子PTFEによる表面吸着層が形成されることとなる。また、低分子PTFEはせん断力が加えられたとしても、低分子PTFE同士は、高分子PTFE特有の非常に長い鎖長の分子鎖による物理的絡み合いがなく、架橋することがなく、充填材に対して一様に吸着する。これは、低分子PTFEの分子鎖が短いためと考えられる。また、数平均分子量が50万を超えるPTFEは、せん断力が加わると、PTFE分子同士を架橋する性質を顕著に有する。仮に、本発明において50万を超えるPTFEが、低分子PTFEの替わりに用いられた場合、当該PTFE同士が架橋し硬さが増加するため、成形される成形体は機械的強度の低いものとなる。
【0057】
次いで、低分子PTFEと混合された充填材と、高分子PTFEと、をマイルドな力で混合する。ここで、マイルドな力での混合とは、せん断力を出来るだけかけない様に行う混合であり、例えば、Vブレンダ、円筒容器回転型混合機、手振り混合等で混合する。また、せん断力の強い羽根を有する各種ミキサ混合機やニーダ等の使用は好ましくない。このようにして、表面に低分子PTFEによる表面処理層が形成された充填材と、高分子PTFEと、を混合する。ここで、低分子PTFEと、高分子PTFEとは、互いの化学構造単位が同じであるため、互いに引き合う性質を有している。したがって表面に低分子PTFEが一様に表面吸着層として絡みついている充填材に高分子PTFEが混合された場合、高分子PTFEは、充填材の表面に絡みついている低分子PTFEに一様に引き合うこととなり、結果として、高分子PTFEと充填材とは一様に分散されることとなる。そして、高分子PTFEと充填材とは一様に分散しているので、成形体における機械的強度が増すこととなる。本発明における低分子PTFEは、高分子PTFEに分散される充填材の分散剤としての機能を有する。そして、本発明における低分子PTFEは、成形体の物性を低下させない。このように、本発明に用いられる低分子PTFEは、PTFE組成物における、高分子PTFEと、充填材との分散状態を良化させることにより、結果として成形体の改良、成形不良の抑制に寄与するものである。
【0058】
本実施形態における低分子PTFEの数平均分子量は50万以下であり、好ましくは1000〜50万であり、より好ましくは1000〜30万以下である。低分子PTFEの数平均分子量が小さいものであれば、低分子PTFE同士の架橋をさらに低減し、より充填材に対して一様に分散し、結果、PTFE組成物における、高分子PTFEと、充填材との分散は向上することとなる。
【0059】
低分子PTFEで処理された充填材と、高分子PTFEと、の混合は、例えば、ローラーミキサを用いて行うこととしてもよい。ローラーミキサによる混合とは、円筒状の容器中に低分子PTFEで処理された充填材と、高分子PTFEとを添加し、当該円筒状の容器を横に倒して回転させ、当該充填材と、高分子PTFEとが容器内の斜面を転がり落ちる作用を利用して混合する方法である。また、低分子PTFEで処理された充填材と、高分子PTFEと、の混合は、上記方法に限らず、例えば、低分子PTFEで処理された充填材と、高分子PTFEと、を同一容器に入れ、振とうされることとしてもよい。すなわち低分子PTFEで処理された充填材と、高分子PTFEと、の混合は、振とう機等を用いて行うこととしてもよい。また、この他にも低分子PTFEで処理された充填材と、高分子PTFEと、の混合は、Vブレンダ等を用いて行うこととしてもよい。高分子PTFEは、表面に低分子PTFEが表面処理された充填材中に、均一に分散されることとなる。
【0060】
一方、本発明に用いられる低分子PTFEで処理された充填材と高分子PTFEとは、せん断力の伴う(例えばニーダ等の)混合機を用いて行うことは、当該充填材と高分子PTFEとが均一に混合されず好ましくない。なぜならば、高分子PTFEは高いせん断力が加わると、繊維化(フィブリル化)し、高分子PTFE分子同士が架橋することとなる。結果としてPTFE組成物中に高分子PTFEが均一に混合されないこととなる。すなわち、低分子PTFEで処理された充填材と、高分子PTFEとは、高分子PTFEが繊維化を起こさないせん断力が低い条件にて混合されることが好ましい。
【0061】
また、調製工程S1において、例えば、押出圧力低減剤がPTFE組成物に添加される場合、PTFE組成物は、まず充填材を押出圧力低減剤、及び低分子PTFEで処理し、次いで、処理された当該充填材をPTFEと混合することとしてもよい。すなわち、まず、押出圧力低減剤を含有する処理溶液を調製する。処理溶液は、例えば、はじめに押出圧力低減剤を所定の溶媒に溶解することにより調製することとしてもよい。この溶媒は、押出圧力低減剤を溶解し、且つ処理後に蒸発させることのできるものであれば特に限られず、例えば、エタノール、トルエン、イソプロピルアルコール、アセトンを用いることとしてもよい。
【0062】
次に、処理溶液と充填材とを混合する。すなわち、例えば、乾燥した充填材に処理溶液を加えて、撹拌等の操作により、これらを均一に混合する。こうして充填材の粒子又は繊維の表面を処理溶液で十分に濡らすことにより、当該表面に押出圧力低減剤が効果的に吸着する。さらに、この充填材と処理溶液との混合物から溶媒を蒸発させ、乾燥させる。この結果、充填材の粒子又は繊維の表面は押出圧力低減剤で効果的に被覆(コーティング)される。次いで、押出圧力低減剤で被覆された充填材と、低分子PTFEとを混合する。低分子PTFEの混合以降の工程は、上記にて説明した方法にしたがって行うこととしてもよい。
【0063】
次に、上記にて説明した調製工程S1によって調製されたPTFE組成物と、液状助剤とを混合してする液状助剤混合工程S2について説明を行う。液状助剤混合工程S2にて用いられる液状助剤は、高分子PTFEを容易に湿潤させて、当該PTFEの塑性変形を容易にし、且つ押出成形後に容易に除去できるものであれば特に限られず、例えば、有機系液状助剤を用いることができる。すなわち、液状助剤としては、例えば、脂肪族飽和炭化水素、芳香族炭化水素、アルコール類を用いることとしてもよい。
【0064】
具体的に、有機系液状助剤としては、例えば、ソルベントナフサ、ホワイトオイル、石油エーテル等の石油系溶剤や、メタノール、エタノール、イソプロピルアルコール、エチレングリコール、グリセリン等のアルコール系溶剤を用いることとしてもよい。
【0065】
なお、有機系液状助剤に加えて、例えば、水等の水性助剤を用いることとしてもよいが、この場合、当該有機系液状助剤を主成分として用いることとする。すなわち、有機系液状助剤と水性助剤との混合助剤における当該有機系液状助剤の割合は全溶媒中80重量%以上、好ましくは90重量%以上、より好ましくは98重量%以上である。
【0066】
また、PTFE組成物100重量部に対する液状助剤の添加量は、例えば、2重量部以上、30重量部以下とすることとしてもよく、2重量部以上、25重量部以下とすることとしてもよく、2重量部以上、20重量部以下とすることとしてもよい。
【0067】
液状助剤混合工程S2は、換言すれば、PTFE組成物と液状助剤とを混合してPTFE組成物が押出成形されやすいように前処理を行う、湿式前処理されたPTFE組成物を調製する押出成形前処理工程である。すなわち、PTFE組成物に液状助剤を添加混合することによって、充填材の粒子又は充填材の表面及びPTFEパウダーの粒子表面を液状助剤で十分に濡らすことができる。さらに、このPTFE組成物及び液状助剤の混合物を所定時間保持することによって、これらを十分になじませる(いわゆる熟成を行う)。このようにすることによって、PTFE、充填材、液状助剤、及び低分子PTFEを原料として、湿式前処理されたPTFE組成物が調製される。
【0068】
続く成形工程S3では、上述のようにして液状助剤混合工程S2で得られた湿式前処理されたPTFE組成物を用いて、ペースト押出成形を行う。この成形工程S3では、まず、予備成形を行う。すなわち、PTFE組成物を所定の形状の型を用いて、当該型に対応する形状の予備成形体を成形する。
【0069】
次いで、この予備成形体を、所定形状の押出金型を備えたペースト押出機に充填する。そして、ペースト押出機を作動させて、高圧で押出金型からPTFE組成物を押し出す。なお、押出は、例えば、20〜80℃の温度で行うことができ、常温で行うこととしてもよい。
【0070】
こうして、押出金型の吐出口に対応する形状のPTFE押出成形体を得ることができる。PTFE押出成形体の形状は、押出金型に対応した形状となり、例えば、チューブ状(円筒状)、ロッド状(棒状)、シート状とすることとしてもよい。
【0071】
図2及び図3には、このペースト押出に用いられる押出金型の一例についての断面を示す。なお、図2及び図3に示す矢印Xの指す方向は、押出方向である。
【0072】
図2に示す金型10は、シリンダー20と、当該シリンダー20の押出方向の下流端に取り付けられたダイ30と、を備えている。シリンダー20の内部にはPTFE組成物が通過するシリンダー流路21が形成されている。
【0073】
ダイ30の内部には、押出方向の上流端から中途部分まで径を縮小させながら延びるテーパ形状の縮小流路31と、当該中途部分から一定の径で押出方向の下流端まで延びる吐出流路32と、が形成されている。
【0074】
図3に示す金型40は、シリンダー50と、当該シリンダー50の押出方向の下流端に取り付けられたダイ60と、当該ダイ60の押出方向下流側部分の内部に挿入されたマンドレル70と、を備えている。シリンダー50の内部にはPTFE組成物が通過するシリンダー流路51が形成されている。
【0075】
ダイ60の内部には、径を縮小させながら押出方向の上流端から中途部分まで延びるテーパ形状の縮小流路61と、再び径を拡大させながら当該中途部分から下流端まで延びるテーパ形状の吐出流路62と、が形成されている。
【0076】
この吐出流路62の内部には、そのテーパ形状に対応して、径を拡大させながらダイ60の中途部分から下流端まで延びるテーパ形状のマンドレル70が同心状に配置されている。すなわち、吐出流路62は、ダイ60とマンドレル70とに挟まれた空間として形成されている。
【0077】
図3に示すダイ60においては、吐出流路62内にマンドレル70が挿入された二重管構造が形成されているため、当該吐出流路62の内表面積、すなわち当該ダイ60とPTFE組成物との接触面積は、縮小流路61の下流端の内表面積に比べて増大している。
【0078】
このように、吐出流路62の内表面積が、縮小流路61の下流端の内表面積に比べて増大しているダイ60においては、図2に示すように縮小流路31の下流端と吐出流路32とで内表面積が一定のダイ30に比べて、押出圧力の上昇が起こりやすい。なお、図3では吐出流路62及びマンドレル70の径が押出方向に拡大する場合について示したが、例えば、当該径が一定の場合であっても、二重構造となることによって、内表面積は増大する。
【0079】
さらに、図3に示すダイ60においては、吐出流路62の内表面積が押出方向に向けて増大している。このように、吐出流路62の内表面積が押出方向に向けて増大しているダイ60においては、図2に示すように吐出流路32の内表面積が一定のダイ30に比べて、押出圧力の上昇が起こりやすい。
【0080】
この点、本方法で用いるPTFE組成物は、上述のとおり、押出圧力低減剤を含有することによって、図3に示すようなダイ60を備えた金型40を用いる場合であっても、押出圧力の増加を効果的に低減することなる。
【0081】
この押出圧力低減剤の使用により押出圧力低減効果が得られるメカニズムは明らかではないが、例えば、押出圧力低減剤は、その分子構造に基づき、溶液中でミセルを形成しやすく、分子鎖が並びやすい。この分子鎖の並んだ構造は互いに滑りやすいと考えられる。そして、このような構造を形成した押出圧力低減剤の分子が、充填材の粒子又は繊維の表面近傍に分散され、且つ当該粒子又は繊維の間に入り込んで、分子鎖が並んでなる分子膜を形成することにより、当該充填材の粒子又は繊維同士、及び当該充填材の粒子又は繊維と高分子PTFEの粒子との摩擦が効果的に低減されている(すなわち、充填材と高分子PTFEとが滑りやすくなっている)ことが考えられる。
【0082】
また、本方法は、さらに、上述のペースト押出により得られたPTFE押出成形体を所定の形状に加工する工程を含むこととしてもよい。すなわち、この場合、例えば、PTFE押出成形体を所定の圧延ロールを用いて圧延することによって、その形状を所望のシート状とすることができる。
【0083】
また、本方法は、上述のPTFE押出成形体を焼成する工程を含むこととしてもよい。すなわち、この場合、押出により得られたPTFE押出成形体をそのまま又は圧延等により加工した後、所定の高温で所定時間保持することにより焼成する。こうして、PTFE押出成形体の焼結体を得ることができる。なお、焼成温度は、例えば、PTFEの融点以上であって分解点未満の温度とすることができる。
【0084】
このような本方法によれば、PTFEと充填材との分散に優れたPTFEペースト押出成形体を成形することとなり、また、例えばPTFE組成物に押出圧力低減剤を添加したものは、充填材の含有率が高い場合であっても押出圧力の増加を効果的に低減することとなる。
【0085】
本成形体における充填材の含有率は、その製造に用いられたPTFE組成物に対応して、40〜90重量%と高い。そして、このように充填材の含有率が高いにもかかわらず、高分子PTFEと充填材とが一様に分散されて製造されるため、また、例えば、押出圧力低減剤をPTFE組成物に添加することによってペースト押出時の圧力を効果的に低減して製造されるため、本成形体は、機械的強度に優れ、大きな空孔のない緻密な構造を有するPTFE成形体となる。すなわち、本実施形態に係るPTFEペースト押出成形体は、PTFEと40重量%以上、90重量%以下の充填材とを含有し、気孔率が3〜30体積%であり、縦横平均強度が1.5〜15MPaである。
【0086】
特に、従来は図3に示すような金型40を用いた場合には、高分子PTFEと充填材とが一様に分散されていないため、また、押出圧力の顕著な増加により良好なペースト押出成形が困難であったが、本方法によれば、実用に耐え得る機械的強度を備え、且つPTFEと充填材との分散性が優れていることによってPTFE成形体に特有の均一な構造を有する、充填材の含有率の高い本成形体を効率よく且つ確実に製造することができる。
【0087】
次に、本実施形態に係る具体的な実施例について説明する。
【実施例1】
【0088】
[PTFE組成物の調製]
実施例1のPTFE組成物は以下の原料を配合することによって調製された。高分子PTFEとしては、PTFEファインパウダー(フルオン(登録商標)CD145、旭硝子株式会社製)、26.0wt%を用いた。充填材としては、無機系充填材である珪石粉末(鳥屋根珪石No.20、マルエス株式会社製)、68.9wt%を用いた。押出圧力低減剤としては、オクタデシルトリメトキシシラン、1.60wt%を用いた。低分子PTFEとしては、PTFE L173JE(旭硝子株式会社製)、3.50wt%を用いた。ここで、高分子PTFEであるフルオン(登録商標)CD145は、数平均分子量200万〜320万を有するPTFEであり、低分子PTFEであるPTFE L173JEは、数平均分子量53,000を有するPTFEである。
【0089】
有機系液状助剤としては、イソパラフィン系溶剤(アイソパーM、エクソンモービル社製)を用いた。また、有機系液状助剤の添加量は、PTFE組成物100重量部に対し、14.4重量部である。
【0090】
まず、オクタデシルトリメトキシシラン1重量部に対して6重量部のエタノールに溶解、分散させ処理溶液を調製した。調製した処理溶液を、珪石:オクタデシルトリメトキシシラン重量比=68.9:1.60となるように珪石と混合し、これらの混合物を調製した。この混合に際しては、撹拌しながら処理溶液を充填材粉末に少しずつ添加した。混合物を十分に撹拌し、珪石が処理溶液で全体が湿っているのが確認できたら、70℃で48時間、あるいは80℃で一昼夜、乾燥させることによって、エタノールを蒸発させた。
【0091】
次に珪石とオクタデシルトリメトキシシランとの混合物を粉砕し、粉砕された混合物にPTFE L173Jを徐々に添加した。ここで、混合物の粉砕、及びPTFE L173JEの添加は、ヘンシェルミキサにて連続して行った。そして、PTFE L173JEの添加後、2800rpm、10分の撹拌条件でヘンシェルミキサを用いて、混合物とPTFE L173JEとを撹拌混合した。また、当該撹拌混合工程の途中で、ミキサ内の隔壁等に付着した混合物等をヘラ等で落とす作業を適宜行うこととしてもよい。また、上記撹拌条件は一例を示すものであって、当該条件に限定されるものではない。
【0092】
次いで、オクタデシルトリメトキシシラン、及びPTFE L173JEで処理された珪石を、PTFEファインパウダーと混合した。混合は、円筒横回転式の混合機(ローラミキサ)で低温混合した。また、この低温混合の前、あるいは途中にて、アイソパーMを混合機の中に添加した。当該低温混合は15℃、15分の低温混合条件にて行った。なお。当該低温混合の条件は一例を示すものであって、この条件に限定されるものではない。そして、低温混合されたPTFE組成物は、一晩以上放置(いわゆる熟成を)した。
【0093】
[ペースト押出成形]
上述のようにして得られたPTFE組成物のペースト押出成形を行った。すなわち、所定の型を用いてPTFE組成物を0.8MPaの圧力で圧縮することにより、外径30mmの棒状の予備成形体を成形した。
【0094】
次いで、この予備成形体をペースト押出機に充填し、常温でペースト押出成形を行った。そして、この押出時の圧力を圧力測定装置(テンシロン測定装置、アズワン株式会社製)にて測定した。測定した結果、押出圧力は7MPaであった。押し出せた量はペースト押出機に充填したPTFE組成物の96.0%で、金型のデットスペースに入った量を除けばほとんどの量を押し出したこととなる。
【0095】
なお、ペースト押出成形には、図3に示す金型40に対応する金型を用いた。
【0096】
金型としては、シリンダー流路51の内径Dsが30mmのシリンダー50と、テーパ角度θdが90°の縮小流路61、上流端の内径Dd1及び下流端の内径Dd2がそれぞれ2mm及び37mmの吐出流路62を有するダイ60と、テーパ角度θmが50°のマンドレル70と、を備えたものを用いた。
【0097】
この吐出流路62において、ダイ60の内表面とマンドレル70の内表面との間隔(クリアランス)は1.0mmであった。また、押出速度は5mm/分とした。
【0098】
実施例1によって得られたPTFEペースト押出成形体は、ポリテトラフルオロエチレンと69.8wt%の充填材とを含有し、気孔率が13%であり、縦横平均強度が7.4MPaであった。
【0099】
[比較例1]
実施例1のPTFE組成物に含まれる低分子PTFEを高分子PTFEに代替した以外は実施例1と同様とする、比較利1のPTFE組成物を調製し、実施例1と同様の条件にてペースト押出成形を行い、押出時の圧力を測定したところ、28MPaであった。押し出せた量はペースト押出機に充填したPTFE組成物の52.0%で、金型のデットスペースに入った量を除いたとしても、押し出しした量は少なかった。
【0100】
比較例1によって得られたPTFEペースト押出成形体は、ポリテトラフルオロエチレンと68.9wt%の充填材とを含有するものであるが、ポリテトラフルオロエチレンと充填材との分散状態が悪く均一な成形体が得られなかったため、気孔率、縦横平均強度は測定できなかった。
【実施例2】
【0101】
[PTFE組成物の調製]
実施例2のPTFE組成物は以下の原料を配合することによって調製された。高分子PTFEとしては、PTFEファインパウダー(フルオン(登録商標)CD145、旭硝子株式会社製)、26.0wt%を用いた。充填材としては、無機系充填材である珪石粉末(鳥屋根珪石No.20、マルエス株式会社製)、68.4wt%を用いた。押出圧力低減剤としては、ジオクタデシルジメチルアンモニウムクロライド、2.1wt%を用いた。低分子PTFEとしては、PTFE L173JE(旭硝子株式会社製)、3.5wt%を用いた。ここで、L173JEは、数平均分子量53,000を有するPTFEである。
【0102】
有機系液状助剤としては、イソパラフィン系溶剤(アイソパーM、エクソンモービル社製)、14.4wt%を用いた。また、有機系液状助剤の添加量は、PTFE組成物100重量部に対し、14.4重量部である。
【0103】
まず、ジオクタデシルジメチルアンモニウムクロライド1重量部に対して6重量部のエタノールに溶解、分散させ処理溶液を調製した。調製した処理溶液を、珪石:ジオクタデシルジメチルアンモニウムクロライド重量比=68.4:2.1となるように珪石と混合し、これらの混合物を調製した。の混合に際しては、撹拌しながら処理溶液を充填材粉末に少しずつ添加した。混合物を十分に撹拌し、珪石が処理溶液で全体が湿っているのが確認できたら、70℃で48時間、あるいは80℃で一昼夜、乾燥させることによって、エタノールを蒸発させた。
【0104】
以下、実施例1と同様の調製方法を用いてPTFE組成物を調製した。
【0105】
[ペースト押出成形]
実施例2にかかるPTFE組成物を、実施例1と同様の条件にてペースト押出成形を行い、押出時の圧力を測定したところ、35MPaであった。押し出せた量はペースト押出機に充填したPTFE組成物の80.0%で、金型のデットスペースに入った量を除くと多くの量を押し出したこととなる。
【0106】
実施例2によって得られたPTFEペースト押出成形体は、ポリテトラフルオロエチレンと68.4wt%の充填材とを含有し、気孔率が25体積%であり、縦横平均強度が5.0MPaであった。
【0107】
[比較例2]
実施例2のPTFE組成物に含まれる低分子PTFEを高分子PTFEに代替した以外は実施例2と同様とする、比較利2のPTFE組成物を調製し、実施例2と同様の条件にてペースト押出成形を試みたところ、充填材の分散の悪化に起因して押出圧力が高く、押し出しができなかった。したがって、押出時の圧力は測定不能であった。同様に、比較例2によって得られるはずのPTFEペースト押出成形体の気孔率、縦横平均強度は測定できなかった。
【0108】
以上、実施例1,2、比較例1,2にて説明したように、充填材の含有率が高く、押出圧力の増加を効果的に低減できる押出圧力低減剤を含有するPTFE組成物をペースト押出成形する場合であっても、当該PTFE組成物に低分子PTFEが添加されることによってPTFE組成物の分散が向上できるペースト押出成形方法及びペースト押出成形体を提供することができる。
【0109】
また、実施例1、2にて示された低分子PTFEは例えば、三井・デュポンフロロケミカル株式会社製のMP1300、MP1500−J、ダイキン工業株式会社製のルブロン(登録商標)L−2,L−5,L−5F、旭硝子株式会社製のフルオン(登録商標)L−150J、L−155J、L−169J,L−170J,L−172J、等に代替することとしてもよい。
【符号の説明】
【0110】
10,40 金型、20,50 シリンダー、21,51 シリンダー流路、30,60 ダイ、31,61 縮小流路、32,62 吐出流路、70 マンドレル。
【特許請求の範囲】
【請求項1】
100万以上の数平均分子量を有するポリテトラフルオロエチレンと、充填材と、50万以下の数平均分子量を有するポリテトラフルオロエチレンと、を含有する、
ことを特徴とするPTFEペースト押出成形体。
【請求項2】
前記充填材の含有率は、40重量%以上、90重量%以下である、
ことを特徴とする請求項1に記載のPTFEペースト押出成形体。
【請求項3】
100万以上の数平均分子量を有するポリテトラフルオロエチレンと、充填材と、50万以下の数平均分子量を有するポリテトラフルオロエチレンと、を含有するPTFE組成物を調製する調製工程と、
前記調製工程にて調製された前記PTFE組成物を用いてペースト押出成形する成形工程と、を含む、
ことを特徴とするPTFEペースト押出成形体の製造方法。
【請求項4】
前記充填材の含有率は、40重量%以上、90重量%以下である、
ことを特徴とする請求項3に記載のPTFEペースト押出成形体の製造方法。
【請求項5】
前記調製工程は、
前記充填材に、50万以下の数平均分子量を有する前記ポリテトラフルオロエチレンを混合する第一混合工程と、
前記第一混合工程の後に、前記第一混合工程にて得られた、前記充填材と50万以下の数平均分子量を有する前記ポリテトラフルオロエチレンとの混合物に、100万以上の数平均分子量を有する前記ポリテトラフルオロエチレンを混合する第二混合工程と、を含む、
ことを特徴とする請求項3又は4いずれかに記載のPTFEペースト押出成形体の製造方法。
【請求項6】
100万以上の数平均分子量を有するポリテトラフルオロエチレンと、充填材と、50万以下の数平均分子量を有するポリテトラフルオロエチレンと、を含有する、
ことを特徴とするPTFEペースト押出成形用PTFE組成物。
【請求項7】
前記充填材の含有率は、40重量%以上、90重量%以下である、
ことを特徴とする請求項6に記載のPTFEペースト押出成形用PTFE組成物。
【請求項8】
100万以上の数平均分子量を有するポリテトラフルオロエチレンと、充填材と、50万以下の数平均分子量を有するポリテトラフルオロエチレンと、を含有するPTFE組成物を調製する調製工程を含む、
ことを特徴とするPTFEペースト押出成形用PTFE組成物の製造方法。
【請求項9】
前記充填材の含有率は、40重量%以上、90重量%以下である、
ことを特徴とする請求項8に記載のPTFEペースト押出成形用PTFE組成物の製造方法。
【請求項10】
前記調製工程は、
前記充填材に、50万以下の数平均分子量を有する前記ポリテトラフルオロエチレンを混合する第一混合工程と、
前記第一混合工程の後に、前記第一混合工程にて得られた、前記充填材と50万以下の数平均分子量を有する前記ポリテトラフルオロエチレンとの混合物に、100万以上の数平均分子量を有する前記ポリテトラフルオロエチレンを混合する第二混合工程と、を含む、
ことを特徴とする請求項8又は9いずれかに記載のPTFEペースト押出成形用PTFE組成物の製造方法。
【請求項1】
100万以上の数平均分子量を有するポリテトラフルオロエチレンと、充填材と、50万以下の数平均分子量を有するポリテトラフルオロエチレンと、を含有する、
ことを特徴とするPTFEペースト押出成形体。
【請求項2】
前記充填材の含有率は、40重量%以上、90重量%以下である、
ことを特徴とする請求項1に記載のPTFEペースト押出成形体。
【請求項3】
100万以上の数平均分子量を有するポリテトラフルオロエチレンと、充填材と、50万以下の数平均分子量を有するポリテトラフルオロエチレンと、を含有するPTFE組成物を調製する調製工程と、
前記調製工程にて調製された前記PTFE組成物を用いてペースト押出成形する成形工程と、を含む、
ことを特徴とするPTFEペースト押出成形体の製造方法。
【請求項4】
前記充填材の含有率は、40重量%以上、90重量%以下である、
ことを特徴とする請求項3に記載のPTFEペースト押出成形体の製造方法。
【請求項5】
前記調製工程は、
前記充填材に、50万以下の数平均分子量を有する前記ポリテトラフルオロエチレンを混合する第一混合工程と、
前記第一混合工程の後に、前記第一混合工程にて得られた、前記充填材と50万以下の数平均分子量を有する前記ポリテトラフルオロエチレンとの混合物に、100万以上の数平均分子量を有する前記ポリテトラフルオロエチレンを混合する第二混合工程と、を含む、
ことを特徴とする請求項3又は4いずれかに記載のPTFEペースト押出成形体の製造方法。
【請求項6】
100万以上の数平均分子量を有するポリテトラフルオロエチレンと、充填材と、50万以下の数平均分子量を有するポリテトラフルオロエチレンと、を含有する、
ことを特徴とするPTFEペースト押出成形用PTFE組成物。
【請求項7】
前記充填材の含有率は、40重量%以上、90重量%以下である、
ことを特徴とする請求項6に記載のPTFEペースト押出成形用PTFE組成物。
【請求項8】
100万以上の数平均分子量を有するポリテトラフルオロエチレンと、充填材と、50万以下の数平均分子量を有するポリテトラフルオロエチレンと、を含有するPTFE組成物を調製する調製工程を含む、
ことを特徴とするPTFEペースト押出成形用PTFE組成物の製造方法。
【請求項9】
前記充填材の含有率は、40重量%以上、90重量%以下である、
ことを特徴とする請求項8に記載のPTFEペースト押出成形用PTFE組成物の製造方法。
【請求項10】
前記調製工程は、
前記充填材に、50万以下の数平均分子量を有する前記ポリテトラフルオロエチレンを混合する第一混合工程と、
前記第一混合工程の後に、前記第一混合工程にて得られた、前記充填材と50万以下の数平均分子量を有する前記ポリテトラフルオロエチレンとの混合物に、100万以上の数平均分子量を有する前記ポリテトラフルオロエチレンを混合する第二混合工程と、を含む、
ことを特徴とする請求項8又は9いずれかに記載のPTFEペースト押出成形用PTFE組成物の製造方法。
【図1】

【図2】
【図3】

【図2】
【図3】
【公開番号】特開2012−219190(P2012−219190A)
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願番号】特願2011−86459(P2011−86459)
【出願日】平成23年4月8日(2011.4.8)
【出願人】(000110804)ニチアス株式会社 (432)
【Fターム(参考)】
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願日】平成23年4月8日(2011.4.8)
【出願人】(000110804)ニチアス株式会社 (432)
【Fターム(参考)】
[ Back to top ]