
Fターム[2B200CA02]の内容
単板の加工・合板製造 (2,826) | 目的、効果 (419) | 生産効率向上、高速化 (78)
Fターム[2B200CA02]に分類される特許
1 - 20 / 78
多段圧密加工装置
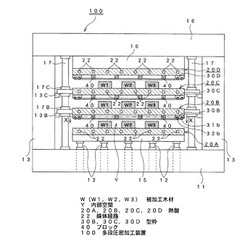
【課題】被加工木材を多段に積層し,それを一括してプレス圧縮する1工程の動作中に特定の段の被加工木材の加圧圧縮により,当該特定の段のみの被加工木材の加圧力を一定とし,他の段の被加工木材の加工温度と加圧力の1つ以上を異にする制御が自在なこと。
【解決手段】被加工木材Wを上下の面で挟み,被加工木材Wを加熱及び圧縮する複数対の熱盤20が被加工木材Wの加熱及び圧縮を開始し,対の熱盤20による圧縮で被加工木材Wの厚みが特定厚みに到達したとき,被加工木材Wの圧縮を停止し,被加工木材Wを上下の面で挟む熱盤20に被加工木材Wを圧縮する外力を与えるプレス機構10の押圧エネルギを特定厚みに到達していない木材の圧縮に使用すると共に,特定厚みに到達した被加工木材Wと特定厚みに到達していない被加工木材Wの温度制御を分離して行うものである。
(もっと読む)
改質木質材の製造方法

【課題】寸法精度が高く、寸法安定性にも優れた改質木質材を歩留り良く効率的に製造することができる改質木質材の製造方法を提供すること。
【解決手段】本発明の改質木質材の製造方法は、単板等の構成要素どうしを結合して得た木質材1を180℃以上の高温で加熱処理することを特徴とする。木質材は、例えばLVL、合板、集成材等である。
(もっと読む)
斜行型合板の製造方法
【課題】斜行合板を、設備費を少なくし且つ生産性良く製造する。
【解決手段】辺11a及び辺11bを有する合板11を、辺11aに対し傾斜した切断線11cで間隔Lをおいて順次切断して、帯状合板13a、13b、帯状合板13c、13d・・・を製造し、次いでこれら帯状合板の、2個の切断線11cを、異なる帯状合板同士で互いに同一直線上に位置する状態として、辺11aまたは辺11bで接合して接合合板15,17とし、次に接合合板15,17を切断線11cに直角に適宜間隔で切断する。
(もっと読む)
木質化粧板及びその製造方法
【課題】 表面化粧材を水性接着剤で加熱加圧処理する際に、反りが発生し難い木質化粧板を提供する。
【解決手段】 基板1の上に木質繊維板2が接着され、その木質繊維板2の表面に水性接着剤6を介して表面化粧材5が一体化された木質化粧板7であって、木質繊維板2が、減圧状態で加湿加熱処理されたものであることを特徴とする。
(もっと読む)
合板パッチング装置
【課題】スピードと正確性に優れたパッチング装置を提供する。
【解決手段】単板3の欠点部分を検出し場所を特定する検出装置と、穿孔機及びパッチ嵌め込み器を有し固定配置されたパッチングユニット1,2と、単板3を保持して運搬し検出装置によって制御される手段5,7とを備える合板用のパッチング装置であって、各単板用パッチング装置は、単板3の進行方向についてパッチング装置の実質的に中央に位置するパッチングユニット1,2を2つ以上備える。
(もっと読む)
ベニヤ板用の生単板脱水絞り装置
【課題】複数の生単板から水分を絞る際に含水率のばらつきを是正し、また繊維方向のワレが生じにくい絞り装置を提供する。
【解決手段】ベニヤ板用の多数の生単板を上下に積層した状態で、その積層状生単板を上下方向に加圧・圧縮することにより積層状生単板の水分を絞ってその含水率を減少させる生単板絞り装置である。これは、積層状生単板を支持する定盤と、その定盤の上方に設けられ、該定盤に対して接近・離間可能な加圧部材と、その加圧部材を駆動して前記積層生単板に押し付ける加圧シリンダと、前記定盤に対して上下方向に移動可能に設けられ、該定盤から上方に向かい起立して前記積層状生単板の少なくとも対向する2辺の垂直壁に接触又はごく近接し、前記加圧部材による加圧時の前記積層状生単板の移動又は延伸を規制するとともに、その加圧部材の下降行程において該加圧部材を当接させ、その当接後は該加圧部材の下降に伴ってそれと一体的に下降する規制部材と、を含む。
(もっと読む)
単板刺着・吸着複合フィーダー
【課題】小巾の短尺単板を接合することなくバラ積みしたバラ積み単板の自動取り出しおよび供給の高速化を可能とするフィーダー
【解決手段】堆積単板群から最上層の単板を取り出して搬出するフィーダーであって、ピックアップ装置、吸着装置および送り装置を備えており、前記ピックアップ装置は、先端に刺着具を備えた昇降機器が堆積単板の搬出方向における少なくともいずれか一方の端部を刺着する位置に設置され、上昇位置が搬送ラインであり、下降位置が堆積単板の最上面であり、前記吸着装置は、堆積単板の搬出方向中央部に位置し、吸着面が前記ピックアップ装置の昇降機器の上昇位置に配置され、前記送り装置は、前記吸着装置の搬送方向両側に配置されている、ことを特徴とする単板刺着・吸着複合フィーダー。
(もっと読む)
表層材及び建築材
【課題】 本発明は、無垢材の天然感を呈する意匠性の良さを天然木材から効率良く切り出し、無垢材を切り出した残りで従来ならば捨てている端材も有効に使い切ることが出来、しかも本来の無垢材の天然感を呈する意匠性の良さと同等の効果を発揮出来る表層材及びそれを用いた建築材を提供することを可能にすることを目的としている。
【解決手段】 長手方向に1枚からなる第1の薄無垢板材2と、第1の薄無垢板材2と同じ樹種からなり且つ該第1の薄無垢板材2の短手方向及び長手方向において複数の集成片が集成されてなる第2の薄無垢板材3とを有し、第2の薄無垢板材3上に第1の薄無垢板材2が接着されたことを特徴とする。
【選択図】 図2  (もっと読む)
(もっと読む)
斜行単板の製造方法及び装置
【課題】 通常の単板から、その繊維方向に対して斜めに切断することなく、繊維方向が傾斜した斜行単板を効率的に製造する。
【解決手段】 木製単板をその繊維方向が長さ方向になるように短冊状に切断して複数の短冊形状板を得る第1工程と、隣り合う短冊形状板の一方を長さ方向にずらす第2工程と、該短冊形状板の一方と他方の側縁を結合する第3工程と、結合した短冊形状板を並列状態で該短冊形状板の長さ方向から傾いた方向に移動させる第4工程と、該並列状態で移動する短冊形状板をその移動方向において所定の長さに裁断して斜行単板を形成する第5工程とを備える。
(もっと読む)
ベニヤ単板の乾燥方法及びベニヤ単板の乾燥装置
【課題】熱盤の加熱面に付着する異物を適確に除去して、常に良好な乾燥処理を行う。
【解決手段】少なくとも一対の対向する離隔状態の熱盤34Bの間に単板aを搬入すると共に、対向する熱盤同士を閉塞して単板aを所望時間だけ熱圧し、該単板aを乾燥する乾燥方法であって、乾燥済の単板aの搬出動作に使用すべく、対向する熱盤34Bの間へ昇降可能に介入させる搬出用把持部材45e・45hの下端部に、各々が、各熱盤34Bの加熱面の全幅と同等の幅を有し、且つ、各々の先端部が、対向する熱盤34Bの夫々の加熱面へ弾性変位可能に当接する薄板状の摺接部材兼用のガイド板を具備し、単板aの搬出動作に関連させて、搬出用把持部材45e・45hを下降させる際に、前記摺接部材兼用のガイド板の先端部によって、対向する熱盤34Bの加熱面を掻き取り清掃してから、図示しない搬入用把持部材を介して、次に乾燥すべき単板を搬入し、熱圧する。
(もっと読む)
積層板の製造方法
【課題】接着剤の硬化に要する時間の短縮化を図れる積層板の製造方法を提供すること。
【解決手段】積層工程では、塗布工程で塗布された樹脂板20の各側面に塗布された樹脂接着剤が木板10及び樹脂板20の互いに対向する側面の間に介設されるように、木板10及び樹脂板20が交互に積層される。その後、行われる圧締工程では、木板10及び樹脂板20の互いに対向する各側面同士を接着するために、積層された木板10及び樹脂板20の側面が積層方向に加圧されると共に木板10及び樹脂板20が加圧された状態で木板10及び樹脂板20の平面13,23と直交する積層板1の上下方向から電磁波が照射される。よって、樹脂接着剤を誘電加熱して内部から発熱させるので、外部から加熱する場合と比べて、熱効率が高く経済的であると共に、電磁波電力の自在な制御などにより、スピーディーな温度制御ができる。
(もっと読む)
表面強化型天然木型材及びその製造方法
【課題】本発明によって既存技術での問題が解決でき、密度が小さく、表面強度が高く、耐腐食レベルがII級以上に達し、含水率が安定した各気候に適合する天然木型材を提供する。
【解決手段】本発明は木質型材及びその製造方法に関わるのであって、特に軟質木素材型材及びその製造方法に関わるのである。本発明は下記の技術案により実現できる。一種の表面強化型天然木型材であって、圧縮密着層と、前記圧縮密着層に自然層の繊維が繋がれた自然層と、が含まれ、その全体の密度が350〜750kg/m3で、含水率が5〜12%で、耐腐食等級がII級以上で、重量損失が24%以下である、一種の表面強化型天然木型材。本発明は特に床材の製作に適用する。
(もっと読む)
積層材の製造方法
【課題】軽量で、水により膨潤せず、植物茎の質感と意匠性に富んだ積層材を得る。
【解決手段】複数の植物茎を互いに平行に配列してシート状物を形成し、複数のシート状物をシート状物を構成する植物茎が互いに交差するように積層して第1積層体を形成する。第1積層体を熱圧成形して第1積層成形体を形成し、この第1積層成形体をその積層面に垂直にかつその構成要素である植物茎に平行に又は直交するようにスライスして複数のスライス片を得る。平面状の基材に複数のスライス片をスライス面が接着面となるように配列して第1層を形成することにより第2積層体を得る。第2積層体を冷圧成形又は熱圧成形して板状の第2積層成形体からなる積層材を形成する。この積層材に透明なフィルムを貼合せ、フィルムを有する積層材をクッション材を用いて冷圧成形して、フィルム表層に第2積層成形体の表層を構成する木質の硬さに応じた凹凸を付与する。
(もっと読む)
セパレーテッドスカーフ面の形成方法
【課題】セパレーテッドスカーフ面が精度良く形成できる形成方法を提供する。
【解決手段】適宜形状の切刃を有するカッターの1個又は複数個を、複数個の場合には、相互にカッターn個分(nは、1以上の整数)の間隔を隔てて、回転軸に嵌装して成る溝部分加工部材(選択図には、図示せず)を、板材10の端部の表裏面に対して斜交状に移動させて、板材10の端部へ適数条の溝10aを限定的(部分的)に形成する動作と、板材10又は溝部分加工部材の少なくともいずれか片方を、適宜距離づつ板材の幅方向へ移動させる動作とを、所望回数だけ交互に繰り返すことにより、所望の断面形状を有する溝10aの所要条数を、板材10の幅方向に対して並列状に形成するに際し、各カッターの左右の空間等を活用して、板材10の端部が拘束できる部材を配設し、溝を形成する時期には、新たに溝が形成される部位の近傍を暫時拘束しながら、限定的に溝を形成する。
(もっと読む)
木質板の製造方法
【課題】山反り不良の発生を抑制し、反りのばらつきが少なく、反り具合がほぼ一定で安定した山反りの木質基材を得、品質が良好な木質板を効率よく製造すること。
【解決手段】中密度繊維板2と合板3の接着面2a、3aの間に保湿層4を介在させて中密度繊維板と合板を水性の接着剤によって貼り合せ、複合化した後、複合体5を下から上に順に積み上げ、積み上げたものをプレスし、接着剤を硬化させて中密度繊維板と合板が接着した木質基材1を得る。
(もっと読む)
合板のスカーフ接合方法
【課題】湿気硬化型ウレタン樹脂系ホットメルト接着剤を採用することにより、合板のスカーフ接合に要するサイクルタイムを大幅に短縮し、生産性の向上を図る。
【解決手段】合板(1)をその厚み(T)が7.5〜35mm、幅(W)が900〜1250mm並びに長さ(L)が1600〜5000mmの合板(1)とし、そのスカーフ比が1:5〜1:10にシェービング加工されたスカーフ斜面(3f)(3r)へ、湿気硬化型ウレタン樹脂系ホットメルト接着剤(5)を100〜170g/m2 だけ塗布して、油圧コールドプレス(6a)(6b)により圧締圧力が0.8〜1.0MPaのもとで10〜20秒間冷圧硬化させる。
(もっと読む)
レゾール型フェノール樹脂、その製造方法および用途
【課題】低温接着性に優れ、120℃程度の低温で厚みが15mm以上の厚物合板を製造することができ、さらに合板の生産性等にも優れるレゾール型フェノール樹脂、その製造方法および用途を提供する。
【解決手段】
本発明のレゾール型フェノール樹脂は、THF可溶分のゲルパーミエーションクロマトグラム(GPC)チャート上の面積比率において、1核体および2核体の含有量が6%以下である。
(もっと読む)
木材の木殺の装置と応用
【課題】 機能性木材加工の課題は、木材に如何に透過性を付与するかである。これまでの技術では減圧加圧又木材加熱又プレスによる細胞破壊が主であった。減圧加圧法は加圧容器が必要であり薬剤の注入時間も長い。またプレスによる加工方法は木材にひび割れが入る欠点があり実用化されていない。そしてすべて流れ作業が不可能であった。
【解決手段】 木材を瞬間的に殴打すると、細胞破壊は無数に起きるが、ひび割れは発生しない。
送り装置での送材行程で、先端の丸い突起で高速連打することにより、あらゆる諸条件下でも細胞破壊が可能になる。又細胞破壊後の薬液剤注入においても加熱振動高水圧噴射を組み合わせることで、不燃木材、通電木材、防腐木材等各種多方面の機能性木材の量産が流れ作業で可能になる。
(もっと読む)
ロール巻き化粧シートの枚葉自動貼方法と化粧シートの枚葉自動貼装置
【課題】 化粧シートを台板に貼り付けする方法において、ロール状の化粧シートを連続で貼り付けする方法では、ロール交換時に巻始めと巻き終わりの化粧シートが無駄になる。また化粧シートを一旦枚葉にカットしてから貼り合わせる方法では、工程や設備面積が増え、化粧シートによっては巻き癖の影響で生産性が低下する問題があった。
【解決手段】 化粧シートはロール状で供給可能とし、化粧シートの先端と台板先端を位置決めして挟み込んだ後、台板先端から後端に向けて化粧シートの貼り合せと接着を行い、台板後端で化粧シートを切り離すと同時に次の化粧シート先端を位置決め保持することで、台板の投入に応じた枚葉生産を可能とした。
(もっと読む)
シミュレーション方法、シミュレーション装置およびシミュレーションプログラム
【課題】節を有する木材であっても適切な圧縮成形を行うことを可能にし、歩留まりの向上を実現することができるシミュレーション方法、シミュレーション装置およびシミュレーションプログラムを提供する。
【解決手段】記憶手段が記憶する画像データを読み出し、この読み出した画像データを用いた画像認識を行うことによってブランク材の表面に表出している節を検出し、節が検出された場合、記憶手段が記憶するブランク材の形状情報を参照することによって該節の形状を推定し、この推定結果に基づいて、該節の一部を含み、かつ該節の部分の厚さがブランク材を圧縮した後の厚さと略等しくなるようにブランク材の切削箇所および切削形状を決定する。
(もっと読む)
1 - 20 / 78
[ Back to top ]