
Fターム[2F062AA21]の内容
機械的手段の使用による測定装置 (14,257) | 測定内容 (2,477) | 長さ、寸法 (723)
Fターム[2F062AA21]の下位に属するFターム
Fターム[2F062AA21]に分類される特許
101 - 120 / 179
測定機

【課題】触針や接触子を破壊したり被測定物の測定対象部に傷をつけたりすることなく清浄な測定対象部を確保でき、測定の信頼性を向上させることができる測定機を提供する。
【解決手段】プローブ6と被測定物とを相対変位させながら被測定物の測定対象部Wにプローブ6を接触させ、そのときの相対変位量から被測定物の寸法等を測定する測定機であって、エアを供給または吸引するエア制御手段9を備え、プローブ6は、被測定物の測定対象部と当接される接触子61が先端に設けられた触針62と、エア制御手段9に接続され接触子61近傍にエアを噴出または接触子61近傍からエアを吸引する洗浄手段64と、を備え、洗浄手段64は、触針62と略同じ方向にエアを噴出または吸引することを特徴とする測定機。
(もっと読む)
背面形状分類判定方法及び背面形状分類判定装置

【課題】判定対象の背面形状に対して所定の分類中最も的確な分類を客観的に判定することができる背面形状判定分類方法及びそれを用いて自動的に判定を行う背面形状分類判定装置を提供することにある。
【解決手段】背面形状分類判定装置1は、人体背面の凹凸を関数化した背面形状データを複数のクラスタに分けて記憶した背面形状データベースを構成する記憶部11と、判定対象の背面形状を測定して当該判定対象の背面の凹凸を関数化した背面形状データを取得する背面形状取得手段と、前記判定対象の背面形状データと前記複数のクラスタに含まれる背面形状データとの間の距離に基づいて前記判定対象の背面形状が属するクラスタを決定する判定手段としての機能を備えた演算処理部11と、分離判定に基づいてレポートを表示する表示部12とを備えている。
(もっと読む)
伸び寸法測定装置
【課題】 衣料とこれを保持する手段との伸び測定に係る接触を必要最小限とし、その悪影響を抑えて正確な測定が行えると共に、保持箇所の付け替えの手間を省いて複数箇所の測定が連続して速やかに実施可能で、測定に係る工数を大幅に低減可能であり、測定作業が効率よく行える伸び寸法測定装置を提供する。
【解決手段】 衣料100を支持する足型板10を装置枠50に対し移動可能に配設すると共に、足型板間に収る測定アーム30、31を足型板10移動方向と直交する向きに移動可能として配設し、足型板10で測定アーム30、31と接触する衣料位置を調整の上、測定アーム30、31を幅方向に動かして衣料を内側から押広げる形で伸すことから、衣料100と測定アーム30、31との接触を必要最小限として正確な測定が行えると共に、複数の測定対象位置の測定が連続して速やかに実施でき、測定作業が効率よく行える。
(もっと読む)
圧着工具の検査装置
【課題】複数種の圧着工具の検査を可能とし,且つ熟練者を必要としないで均一な測定結果を得ることを可能とする。
【解決手段】接続導線を挿入した圧着端子を一対の圧着ブレード間で圧着して接続する圧着工具の検査装置であって,圧着工具の一対の圧着ブレードの一方の側面に沿って移動するように配置される接触子と,前記接触子の移動量を検知するセンサーと,
前記センサーにより検知される接触子の移動量から前記一対の圧着ブレード間の間隙の大きさを求め,求められた前記一対の圧着ブレード間の間隙の大きさを表示するアンプユニットを有する。
(もっと読む)
検査ゲージおよびこの検査ゲージを用いる検査方法
【課題】板ガラスの寸法精度の向上、スクリーン印刷技術の向上により、近年、着色膜未形成部の幅に対する許容値が小さくなり、厳しい検査が要求されるようになった。本発明は、着色膜未形成部分を検査するための簡便な検査ゲージを提供することを課題とする。
【解決手段】検査ゲージは、高分子製で、少なくとも1辺の平面状の端部を有し、該平面状の端部の端面に凸部が設けられ、該凸部の突起する長さが、板ガラスのエッジと着色膜のエッジとの間(着色膜未形成部)の幅に対する許容値に等しくする。この検査ゲージの平面状の端面を板ガラスエッジに押し当て、着色膜のエッジ位置と検査ゲージの凸部の先端とを比較し、着色膜のエッジと板ガラスのエッジとの間の幅が許容寸法以下かどうかを判別する
(もっと読む)
被測定物の幾何学的性状算出方法及び幾何学的性状プログラム、並びに輪郭形状測定装置
【課題】被測定物の表面に形成された輪郭形状を測定した形状測定データを用いて、当該輪郭形状の幾何学的性状を算出する際に、形状測定データのうちから、当該輪郭形状の幾何学的性状の算出に使用する範囲を指定する作業を自動化ないし半自動化する。
【解決手段】輪郭形状測定装置1に、輪郭形状を特定する幾何要素を含む設計データとこれに従って形成された被測定物表面の輪郭形状の形状測定データとの間の位置合わせを行う位置合わせ部61と、形状測定データに位置合わせされた設計データに含まれる幾何要素の外端の位置から、形状測定データのうち、幾何要素に対応して形成された輪郭形状を測定した範囲の外端を決定するデータ範囲決定部と63と、を設ける。
(もっと読む)
測定表示方法及び測定表示装置を備えた機械
【課題】測定手順を図形で案内し、どの段階まで測定動作が進行しているかの経過情報も表示できる測定表示方法及び測定表示装置を備えた機械を提供する。
【解決手段】NC工作機械1において、測定ヘッド3を用いてワーク7の穴の中心位置を手動操作によって求める場合、表示部45から測定種別を「穴測定」と指令すると、測定動作工程制御部21の働きにより表示部45に穴測定用の測定動作工程が表示される。作業者はその測定動作工程の矢印に案内されて測定動作を行うと、測定結果制御部31の働きにより、終了した測定動作工程の矢印の色が順次変わる。作業者は矢印の色の変化で次にどの測定動作工程を行えばよいかがわかる。演算部45は測定動作工程毎に取得した各位置座標の測定値から穴の中心位置を演算し、表示部45に送出する。
(もっと読む)
生コンクリート搬送車ドラムの内容物量測定方法および測定器具
【課題】 生コンクリート搬送車のドラム内の内容物量について、簡便・迅速に且つ正確・安価に測定することのできる測定方法および測定器具を提供することを課題とする。
【解決手段】 生コンクリート搬送車1のホッパ4の後端部のA点とホッパ4に付加した測定補助具7のB点の2点にて検尺棒5の一方端部を摺動自在に当接支持し、検尺棒5の他方端部の先端C点をドラム2内の生コンクリート6の液面に接触し、ホッパ4に設定した測定点であるA点またはB点と検尺棒5の先端C点との距離を検尺棒5にて検尺することにより、生コンクリート6の量を測定する
(もっと読む)
工具の位置決め方法及び装置
【課題】工作機械や測定機械の主軸に装着された工具や工具ホルダの回転方向の位置決めを、通常の工具測定手段を用いて、自動的に精度良く行う。
【解決手段】工作機械1の主軸に工具ホルダを介してヘールバイトを装着し、工具ホルダは円柱形状部の一部を削り落した平取り部で成る基準面を有する。回転位置決め制御手段13は、工具測定手段を用いて測定した主軸中心から工具ホルダの円柱面及び基準面までの複数箇所の半径の値の変化から、円柱面と基準面との境界点の回転位置を推定し、推定した回転位置を基にして工具ホルダの基準面を所望の方向に向ける概略位置決めを行う。その後基準面の2位置の位置測定を行って基準面の精密な回転位置決めを行う。
(もっと読む)
RFIDチップを一体化したスタイラス
【課題】測定工程自動化を可能とする測定装置を提供する。
【解決手段】第1端部E1及び第2端部E2を有する軸Sを備え、軸Sが第1端部E1に接触素子3を備え、軸Sは、第2端部E2によってホルダー1に装着可能であり、RFIDチップ50を備えたスタイラス2を伴う測定装置及び測定装置にあるスタイラスを特性化するデータを考慮する方法である。
(もっと読む)
表示パネルの検査装置および該検査装置を用いた検査方法
【課題】ガラス基板と偏光板との間の異物検査と偏光板の貼付位置検査とを行える検査装置を提供する。
【解決手段】矩形状のガラス基板の外周縁より所定距離をあけて偏光板がガラス基板に貼り付られている表示パネルにおける偏光板貼付位置検査手段と異物検査手段とを一体的に備え、前記異物検査手段を構成するバックライト型の検査ケースの表面開口側に、偏光板貼付位置検査手段を備えた検査台を搭載しており、前記検査台は、前記表示パネルが載置される光透過部と、載置される表示パネルの前記ガラス基板の連続する二辺を位置決めする位置決め部と、前記位置決め部に当接させたガラス基板の周縁から前記偏光板の周縁までの距離を測定する距離測定部材を設けている。
(もっと読む)
物指し付き櫛
【課題】美容師が櫛で髪の毛をとかして顧客の望む長さに切った場合、長さの確認を目視で行うことでしかできないため、望まれた長さになっているのか分かりにくかった。
【解決手段】櫛1に物指しの目盛りを付ける。目盛りは例えば、櫛の側面にセンチ、ミリの物指し目盛り2を切り込み・印刷・シール貼付け等によって付けたものである。
(もっと読む)
物体を測定するための方法
工作物(40)などの物体の寸法が公差に合致しているかどうかを決定するための「go、no−go」法について説明される。この方法は、座標測定機械、工作機械、旋盤などの測定装置に設置されたタッチトリガー、アナログ、または非接触プローブなどの測定プローブを使用する。この方法は、物体の公差に基づいた物体に対する経路の周囲で測定プローブを動かすステップを含む。物体に対する経路は、物体の最大公差に基づいた少なくとも1つの第1経路(46)と、物体の最小公差に基づいた第2経路(44)とを含んでよい。この方法は、測定プローブが経路の周囲で動かされる際、そのプローブによって取得されるあらゆるプローブ測定データを監視するステップと、測定プローブが経路の周囲で動かされる際、取得されるプローブ測定データの状態が変化する場合のみ物体の寸法が公差に合致していないことを示すステップと、をさらに含む。 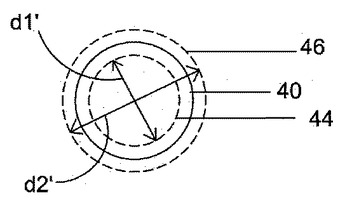 (もっと読む)
(もっと読む)
寸法測定ヘッド
【課題】 センサロッドとセンサヘッドを備えるリニアセンサ型のセンサを用いる際に、簡単な構成であっても、センサロッドを直動型として、センサ径およびストロークを大きくすることができ、高精度の測定が可能な寸法測定ヘッドを提供することである。
【解決手段】 可動アーム10が備える接触子1をワークWに当接して寸法を測定する際に、前記可動アーム10が、その先端部に前記接触子を備えるフィンガアーム2と、該フィンガアームの基部を支持する支持アーム4とを備えており、センサロッド5を前記支持アームの先端部に装着し、センサヘッド6をユニット基部8に固着して、前記フィンガアームの変位をセンサロッドの直動移動変位に変換する平行板バネ3を備えた平行移動機構部を介して前記支持アーム4と前記センサヘッド6とを連結した構成の寸法測定ヘッドHとした。
(もっと読む)
複数のパイプ部材の測定装置
本発明は、本質的に同じ長さに整えられた、少なくとも2つの棒形プロファイル材の長さを同時に検査するための測定装置および方法に関するものである。その際、2つの互いに向かい合う測定脚(30、40)の間に、少なくとも2つの部材(20)が長手方向(L)に隣り合い、規定の方法で積み重ねられた束の状態で、保持部(10)の上に位置決めされており、両方の測定脚(30、40)の少なくともひとつに取り付けられている移動装置(90)によって、両方の測定脚間の距離が縮小される。また、両方の測定脚(30、40)の少なくともひとつは、長手方向(L)に取り付けられた、ひとつの測定脚(30、40)に対して可動な、少なくともひとつの測定ピストン(60)を有し、両方の測定脚(30、40)の距離が縮小した後で、ひとつの部材(20)の端部が厳密にひとつの測定ピストン(60)と接触し、もう一方の端部が他方の測定脚(40)と接触することを特徴とする。 (もっと読む)
メジャーテープ取付部材
【課題】一人で且つ正確に作業可能な測距装置であるメジャーテープ取付部材の提供。
【解決手段】メジャーテープ取付部材は、鉛直方向調整部40には、下垂杆44を介して中間枠46が着脱自在に連結され、該中間枠46の下端には心棒径大部53の頭部を有する回転心棒52が懸垂され、該回転心棒52にはメジャーテープ固定部50が連結されたメジャーテープ取付部材において、前記メジャーテープ固定部50が、断面コ字形のメジャーテープ固定枠51からなり、該コ字形の上部面には締付板56を有するメジャーテープ締付ねじ55を1個又は2個有し、該コ字形の下部面には糸位置決凸58、糸溝57及び該糸溝57の後方の背壁には糸孔54を有し、更に背壁の背面に糸止め59を有する。
(もっと読む)
スプライン嵌合部品の製造方法
【課題】摺動抵抗力が予め設定された評価規格範囲の値となるスプライン嵌合部品を容易に製造できるスプライン嵌合部品の製造方法を提供する。
【解決手段】摺動抵抗力を評価規定範囲内の値とする予圧量の適正予圧範囲を求め、予圧量を適正予圧範囲内の値とするスプライン部の加工公差幅δを算出する。そして、ボール溝加工後の高精度加工部材6のボール溝Hiを測定してボール溝加工誤差幅δ2を求める。それから、加工公差幅δ及びボール溝加工誤差幅δ2に基づいて、低精度加工部材2のボール溝加工公差幅δ1を算出し、ボール溝加工誤差がボール溝加工公差幅δ1内の値となるように低精度加工部材2にボール溝加工を施す。これにより、スプライン部の予圧量を適正予圧範囲内の値とし、摺動抵抗力を評価規定範囲内の値とするボール溝を低精度加工部材に形成する。
(もっと読む)
管状物を検査する方法及び装置
本発明は、管状物(10)、特に紙スリーブを、円筒状圧力室で検査する方法、及び該方法を実施する装置(1)に関する。検査中の取扱性を向上させるために、本発明では、管状物(10)を検査する円筒状圧力室を使用する方法を提供するが、被検査管状物(10)を、圧力ケース(5)を介して中空円筒体(2)内に収容し、圧力ケース(5)は圧力媒体の作用を受けると、該圧力ケースが中空円筒体(2)に支持されるようになっている。圧力ケース(5)を中空円筒体(2)で支持する結果、圧力ケース(5)の容量が管状物に対して半径方向に変化可能なだけとなる。圧力ケース(5)の内面(12)がここで管状物(10)の表面に対して均一に自動的に配置され、更に増圧した場合に、所定の最終圧力に到達するまで圧縮強度を記録可能であり、或は管状物(10)への損傷が発生した場合には、最大圧縮強度を設定できる。 (もっと読む)
芯出し据付け方法及び誤差表示器
【課題】簡易な方法で芯出しが実現するとともに、据付けを迅速に行うことができる。
【解決手段】レベル誤差を求めるために使用される誤差表示器である。表面にX−Y座標2が表示された表示板1と、その表示板1に対し上記X−Y座標2の原点で回転可能に軸支され且つ表示板1の表面に沿って配置されたスライドバー3と、スライドバー3に案内されて当該スライドバー3に沿って直線的に往復移動可能なカーソル5と、を備える。上記カーソル5による上記X−Y座標2上の指示位置が視認可能となっている。
(もっと読む)
足サイズ換算器
【課題】サイズ表示方式の違い、靴によるサイズの違い、サイズ表示の間隔の違いによる対応のずれを修正して日本サイズを正確な外国サイズに換算する。
【解決手段】カード型の本体1にそれより小径のフィルム状の円板2を重ね、その中心に鳩目3を打ち込んで両者を接合し、本体1の表面に円板2を軸止する。本体1には円板2の外周に沿って円弧状の固定スケール4を刻成し、円板2の対向縁部に移動スケール5を刻成する。固定スケール4と移動スケール5は、いずれか一方を外国サイズ、他方を日本サイズとする。本体1には固定スケール4の他、円板2の外周に移動スケール5の移動方向と移動量を規定するマーカ6を刻成し、円板2の対向縁部にインデックス7を刻成する。靴の種類毎にマーカ6を設定し、その中の1つにインデックス7を合わせると該当の靴のサイズ表示に対する日本サイズの誤差が最小となる位置に移動スケール5がくるようになっている。
(もっと読む)
101 - 120 / 179
[ Back to top ]