
Fターム[2F062BB04]の内容
機械的手段の使用による測定装置 (14,257) | 測定対象物の形状 (440) | 長尺体 (257) | 管状体 (99)
Fターム[2F062BB04]に分類される特許
1 - 20 / 99
真円度測定装置
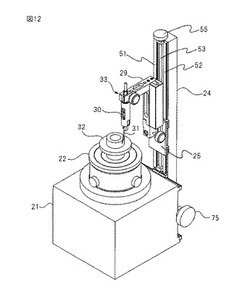
【課題】測定位置および方向を変える場合でも、検出器の取り付けを変更せずに検出器ホルダの取り付け方向のみを変更すればよく、測定点が測定平面からずれない真円度測定装置の実現。
【解決手段】ベース21と、載置されたワーク32を回転する回転台22と、回転台の回転軸に対して平行に伸び、回転台の回転軸とワークの測定点を含む測定平面に平行に移動可能なコラム24と、コラムに沿って移動可能に支持されたキャリッジ25と、キャリッジに取り付けられた検出器ホルダ29と、測定子31が測定平面で変位可能なように、検出器ホルダに取り付けられた検出器30と、を有し、検出器ホルダは、測定平面に垂直な回転軸を中心とした異なる回転位置でキャリッジに取り付け可能で、異なる回転位置に取り付けても測定子が測定平面で変位可能な状態が維持される真円度測定装置。
(もっと読む)
改良径測定装置

【課題】改良径測定における検知精度の向上を図ることができる。
【解決手段】改良径測定装置は、スイッチ本体12bとこのスイッチ本体12bに対して近接離反可能な先端部12aとを有し、先端部12aが境界面の未改良地盤に当接して押圧された所定位置を検出するとともに、断面視で湾曲した長尺棒状をなす延伸可能な計測体6の先端に固定された検知装置10を備えており、計測体6の送り出しとともに、検知装置10を改良体の径方向に延出させることで、改良体の径寸法を測定する構成とした。
(もっと読む)
ベンド管用測定治具
【課題】構造が簡単で、かつ、使い勝手に優れ、しかもベンド管の管芯長を正確に計測することのできるベンド管用測定治具を提供する。
【解決手段】ベンド管の管芯長を計測するためのベンド管用測定治具10であって、ベンド管の表面に載置可能な第1ブロックB1を備え、第1ブロックの下面2には、逆V字状に凹んだ溝部3が形成され、第1ブロックの上面4には、溝部の溝条方向と直交する方向における第1ブロックの上面の水平状態を測定する水平器5と、溝部の溝条位置と対向する位置で管芯長の測定治具を設置する基準部6と、が設けられ、溝部、水平器及び基準部を備えた第1ブロックと同様に構成された第2ブロックB2と、第1ブロックの溝部の溝条方向と第2ブロックの溝部の溝条方向とが同一軸心上を移動するように、第1ブロックおよび第2ブロックの少なくとも一方を移動自在に保持するガイド部材7a,7bと、を備えている。
(もっと読む)
真円度測定機
【課題】 被測定物の真円度の測定を迅速かつ正確になすことができる真円度測定機を提供する。
【解決手段】 測定子19を被測定物7の外周面に接触させた状態で、被測定物7を軸心廻りに回転させて、被測定物7の外周面の変位を変位測定器2により測定し、該測定結果の情報を管制部4に送信し、管制部4で前記情報により算出された結果により被測定物7の真円度の測定を行うようにした真円度測定機であり、機械テーブル33に吸着解除可能に吸着されるマグネット吸着部30とマグネット吸着部30に対して移動調整可能とされた測定器取付部とを有するマグネットスタンド3を具備し、変位測定器2をマグネットスタンド3の測定器取付部に取り付けて、変位測定器2の測定子19を被測定物7の外周面に接触させるようにした。
(もっと読む)
接触式プローブおよびその製造方法
【課題】微細な孔内の形状測定が行えるとともに屈曲部分の干渉が回避できる接触式プローブおよびその製造方法を提供すること。
【解決手段】直径100μm未満の微細孔内の形状等を測定するために用いられる接触式プローブ10として、棒状のステム11と、前記ステム11に対して交叉方向へ延びるチップ12と、前記チップ12と前記ステム11とを接合する接合部13とを設け、前記ステム11と前記チップ12との間の挟み角αが90度以下であるとする。
(もっと読む)
管の変形検査具
【課題】管の端部の歪みを全周に亘って簡単に確認できる検査具を提供すること。
【解決手段】芯出し部材2と、芯出し部材の中心側に回転軸4を介して旋回可能に取り付けた枝部材3とを備えて、芯出し部材2の両端側に回転軸4と平行に突出する掛け部22,22’を設け、その各掛け部に、芯出し部材を管Pの端部に固定する把持片を芯出し部材の長手方向に進退可能に取り付け、芯出し部材2の両端側と枝部材3の先端側に、回転軸4からの距離を表示する目印を取り付けた。
これにより、検査具1の回転軸4を管の軸心に合わせて、枝部材3を管Pの端部に沿って管の軸心周りに真円を描くように旋回させることができるから、枝部材3の先端側に付けた目印の軌跡と管外面との管径方向の距離を確認して、管の全周に亘って管の歪みを確認することができる。
(もっと読む)
円形状特性測定方法、装置及びプログラム
【課題】操作者の負担を増すことなく、最適な条件で精度の良い測定が可能な円形状特性測定方法、装置及びプログラムを提供することが可能となる。
【解決手段】円形状特性測定装置は、円形断面を有する被測定物の円形断面の輪郭形状を測定し測定データを得る形状測定機と、形状測定機で得られた測定データに対して転がり円処理及びフィルタ処理を行って得られた輪郭データに基づいて円形断面の円形状特性を算出する演算処理装置とを有する。演算処理装置は、フィルタ処理のカットオフ値、最小サンプリング点数、及び転がり円処理における円形断面の径と測定子の径の比からなる3つのパラメータのうちの1つを入力する入力装置と、3つのパラメータの関係を記憶し、入力されたパラメータから他の2つのパラメータを決定するパラメータテーブルと、最小サンプリング点数に基づいて測定データを間引き処理する間引き処理部とを備える。
(もっと読む)
内径計測装置およびその方法
【課題】管状の被計測物の内径を容易に計測することができる内径計測装置およびその方法を提供する。
【解決手段】被計測物2の中空部分に挿入される円筒形の測定棒11と、測定棒11の周方向に互いにほぼ等間隔かつ軸方向にほぼ等しい位置に測定棒11表面に対してほぼ垂直に設けられ、伸縮自在である複数の伸縮棒12と、測定棒11とほぼ同軸上に設けられ、被計測物2に対して直接または間接的に固定され測定棒11を被計測物2に対して平行に支持する支持体13とを有する。測定棒11表面から被計測物2の内面に接触する各伸縮棒12の先端までの長さと、測定棒11の直径とに基づいて、伸縮棒12の先端位置に対する外接円の直径を求め、外接円の直径から被計測物2の内径を求める。
(もっと読む)
表面性状測定機
【課題】測定アームを交換しても、測定アームのバランスを自動的に調整し、使い勝手および作業効率の向上が期待できる表面性状測定機を提供する。
【解決手段】表面性状測定機において、測定アーム24は、ブラケット22に回転軸23を支点として円弧運動可能に支持された第1測定アーム24Aと、これの先端に着脱機構25を介して着脱可能に設けられ先端にスタイラス26A,26Bを有する第2測定アーム24Bとを含んで構成される。測定アームを円弧運動方向へ付勢しスタイラスに測定力を付与する測定力付与手段は、測定アームを回転軸を支点として円弧運動方向へ付勢するボイスコイル62を含んで構成される。第2測定アームの交換後に、ボイルコイルに通電する電流を調整して測定アームのバランスを調整するバランス調整手段が設けられる。
(もっと読む)
表面性状測定機
【課題】穴の内面測定時に、測定アームの姿勢を切り替えても、スタイラスや被測定物を損傷することが少ない表面性状測定機を提供する。
【解決手段】揺動可能な測定アーム24、この測定アームの先端に設けられた一対のスタイラス26A,26B、および、測定アームの揺動量を検出する検出部27を有するスタイラス変位検出器20と、被測定物を載置するステージと、検出器とステージとを相対移動させる相対移動機構とを備えた表面性状測定機において、測定アームが揺動方向の一方向に付勢される姿勢および他方向に付勢される姿勢に切り替える測定アーム姿勢切替機構60と、測定アーム姿勢切替機構によって測定アームの姿勢が切替動作された際に、測定アームの切替動作速度を予め設定された速度に制御する速度制御機構70とを備える。
(もっと読む)
弾性を有するチューブの内径測定方法、測定装置
【課題】弾性を有するチューブの高精度な内径測定方法を実現する。
【解決手段】弾性を有するチューブ50を外径方向から圧縮軸21を用いて圧縮すること、チューブ50の圧縮変位量を、変位センサー25を用いて測定すること、チューブ50の圧縮荷重を荷重検出器20を用いて測定すること、圧縮変位量の変化に対する圧縮荷重の変化の変曲点を解析処理装置30で検出することを含み、変曲点における圧縮変位量を内径測定値とする。
(もっと読む)
フレア加工寸法測定用治具
【課題】フレア加工寸法測定用治具において、フレア加工により形成されたフレア部の開口端の外径が規定の寸法であるか否かを容易に測定することができるようにする。
【解決手段】フレア加工寸法測定用治具10は、冷媒銅管12の筒部14に嵌り合う筒部嵌合部24と、筒部嵌合部24に接続され、冷媒銅管12のフレア部16に対応するように形成され、このフレア部16に面接触するフレア部接触部28とを有する。フレア部16に面接触するフレア部接触部28の表面は、規格のA寸法を有するフレア部16の開口端18が接触する領域と、そのA寸法より小さい寸法を有するフレア部16の開口端18が接触する領域とが、目視により識別可能に形成されている。この構成により、冷媒銅管12のフレア部16に治具10を装着するだけで、フレア加工寸法が規定のA寸法内であるか否かを、容易に測定することができる。
(もっと読む)
離隔距離測定装置
【課題】地中に埋設する管路相互の離隔距離の測定作業の容易化および高精度化を図り、測定作業にかかる作業者の負担軽減を図ること。
【解決手段】寸法計測用の指標110aが設けられた第1の測定部材110と、第1の測定部材110の延出方向と直交する他方向に延出し、少なくとも一つが第1の測定部材110に対して相対的に移動可能に当該第1の測定部材110に連結された複数の第2の測定部材120と、を備え、複数の第2の測定部材120の少なくとも一つを第1の測定部材110に対して移動させることによって複数の第2の測定部材120どうしの間隔を変更可能とした離隔距離測定装置100を構成した。
(もっと読む)
真円度測定装置及びその心ずれ量補正方法
【課題】測定物の母線と検出点とのずれ量である心ずれ量を算出して補正することにより、基準となる測定物の直径値とは異なる直径値を有する測定物であっても正確な直径値を算出する。
【解決手段】測定物の中心と回転の中心を一致させて、測定物を検出器に対して相対的に回転させ、測定物の真円度を測定する真円度測定装置において、基準測定物に対する前記検出器の検出方向と直交する方向に前記基準測定物を移動させる手段と、前記基準測定物を基準位置から前記検出器の検出方向と直交する方向に移動させたときの各位置における検出値の変化量に基づいて、前記基準測定物の母線と前記検出器の前記基準測定物に対する検出点とのずれ量である心ずれ量を算出する手段と、前記算出した心ずれ量に基づいて、任意の測定物の測定値を補正する手段とを備えたことを特徴とする。
(もっと読む)
真円度測定装置及びその心ずれ量補正方法
【課題】測定物の母線と検出点とのずれ量である心ずれ量を算出して補正することにより、基準となる測定物の直径値とは異なる直径値を有する測定物であっても正確な直径値を算出する。
【解決手段】測定物の中心と回転の中心を一致させて、測定物を検出器に対して相対的に回転させ、測定物の真円度を測定する真円度測定装置において、直径値既知の基準測定物と前記検出器を前記基準測定物の母線と平行に相対的に移動して前記基準測定物の対向する2つの検出点でそれぞれ測定を行い、その測定差を検出する手段と、前記測定差に基づいて、前記基準測定物の母線と前記検出点とのずれ量である心ずれ量を算出する手段と、前記算出した心ずれ量に基づいて、任意の測定物の測定値を補正する手段と、を備えたことを特徴とする真円度測定装置を提供する。
(もっと読む)
ワーク寸法測定装置
【課題】円形ワーク等を含む種々のワークの形状を短時間で簡易かつ正確に測定できるワーク寸法測定装置を提供する。
【解決手段】ワークWを挟んで両側に位置させられ、ワークWに向けて一定長の線状レーザ光Lを照射する一対のレーザ変位計4A,4Bと、これらレーザ変位計4A,4Bを互いに対向する方向で離間ないし接近方向へ移動させるスライダ機構2A,2Bと、ワークWに照射された線状レーザ光LがワークWの表面に線像を生じさせた際の移動距離に基づいてワークWの外形寸法を算出するパソコン6とを備える。ワークWは円形であり、その外周面に生じる線像は頂点を有する円弧状をなし、パソコン6は上記移動距離と頂点の位置に基づいてワークWの外径を算出する。
(もっと読む)
計測治具および配管の断面形状計測方法
【課題】配管周りのスペースが狭くても、安価な構成で、配管の軸方向に直交する断面の外径を好適に計測することができる計測治具および配管の断面形状計測方法を提供する。
【解決手段】エルボ1の軸方向に直交する断面の外径を計測する計測治具5であって、エルボ1に取付可能に構成され、エルボ1の外径よりも大径となる円形の計測枠11と、計測枠11に形成され、ダイヤルゲージ30を挿入可能に、計測枠11の径方向に貫通形成した計測穴12と、を備え、計測枠11は、真円との誤差が予め計測され、計測穴12は、計測枠11の周方向に複数設けられている。
(もっと読む)
変位量測定装置
【課題】簡素で安価な装置でありながら、測定の信頼性を向上し得て、しかも実際に揺動が発生するまでメンテナンスを不要とすることができる変位量測定装置を提供する。
【解決手段】本発明は、基準構造物としての建物の壁面11と壁面11に設けられた対象構造物としての配管12とが外力の作用によって非同期に揺動した場合に、壁面11に対する配管12の相対変位量を測定するために、壁面11に対する変位が拘束された固定体13と、固定体13に支持されて配管12の被測定部15の変位によって元の状態へと復元不能に変形する記録体14と、を備える。
(もっと読む)
シールド機
【課題】テールプレートのひずみ及びテールエンドクリアランスを測定可能なシールド機及びクリアランス測定方法を提供する。
【解決手段】油圧ジャッキ17の押圧部13にはクリアランス計15が設置される。クリアランス計15は、スキンプレート3内周面とセグメント9の外周面の隙間であるテールクリアランス25を測定する。テールプレート11にはひずみ計21とストローク計23が設置される。ひずみ計21は、テールプレート11のひずみを測定するためのものであり、テールプレート11のスキンプレート3側と、テールプレート11後端部に2箇所設置される。ストローク計23は、テールプレート11後端の内周面とセグメント9外周面の隙間であるテールエンドクリアランス27を測定する為のもので、テールプレート11の後端部内面に設置される。
(もっと読む)
円筒体の円周寸法測定装置および円周寸法測定方法
【課題】円筒体の円周寸法(外周長)を簡単な方法でかつ精度良く測定することができ、このような測定作業の効率を向上させることができる円筒体の円周寸法測定装置および円周寸法測定方法を提供する。
【解決手段】円筒体の円周寸法測定装置10は、印刷用ロール50の外周面にそれぞれ当接されるべき2つの平面14を有し、これらの2つの平面14が所定の角度θをなして配置される本体部12と、印刷用ロール50の軸方向に直交する平面において本体部12の2つの平面14の交点Pから印刷用ロール50の外周面までの最短距離Yを測定する距離測定部20と、を備えている。
(もっと読む)
1 - 20 / 99
[ Back to top ]