
Fターム[2F065BB08]の内容
光学的手段による測長装置 (194,290) | 対象物−形態;性質 (11,481) | 立体;曲面 (3,471) | 管;中空体 (455)
Fターム[2F065BB08]に分類される特許
1 - 20 / 455
三次元計測方法、三次元計測装置及び三次元計測プログラム
測定補助器具、レーザトラッカー、およびこれらを用いた直径測定方法
下水圧送管路におけるピグ位置検出装置
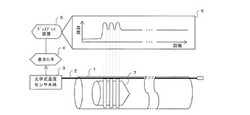
【課題】下水圧送管路内に走行させて堆積物等を除去する洗浄用ピグの走行位置を検出する場合、管路途中でピグが停止した場合は、その位置を正確に検出することが出来なかった。
【解決手段】下水圧送管路1の内壁面に、管路内を走行する洗浄用ピグ7が接触するようにセンサ用光ファイバ2を配設し、光学式温度センサ本体3からセンサ用光ファイバ2にパルス光を入射させ、センサ用光ファイバから出射される後方散乱光を測定系に導いてセンサ用光ファイバの長手方向の温度を測定し、ディスプレイ装置5に測定した温度情報を監視画面6として表示する。走行する洗浄用ピグ7がセンサ用光ファイバ2に接触して生じる摩擦により発生した熱の温度を光学式温度センサ本体で測定することにより、洗浄用ピグ7の走行位置を監視する。
(もっと読む)
固定部材検出ユニット、固定部材解体システム、固定部材解体方法、およびプログラム

【課題】解体対象を固定している固定部材の位置の検出精度を高めること。
【解決手段】解体対象を撮像した撮像画像から、前記解体対象を固定している固定部材の画像として予め決められている固定部材画像を検出する固定部材画像検出部と、前記固定部材画像検出部により検出された前記固定部材画像の位置を示す位置情報を算出する位置情報取得部と、前記解体対象を固定している複数の前記固定部材の予め決められた位置関係を示す配置パターンと前記位置情報とに基づき、前記固定部材画像検出部によって検出された前記固定部材画像が前記配置パターンに含まれる前記複数の固定部材に対応するか否かを判定する配置パターン対応確認部と、を備える。
(もっと読む)
管の内面曲がり測定装置およびそれを用いた測定方法
【課題】管の内面曲がりを定量的に測定できるとともに、様々な内径の鋼管に対応できる管の内面曲がり測定装置およびそれを用いた測定方法を提供する。
【解決手段】被測定材である管の長手方向に移動可能なヘッド21と、ヘッド21によって管10の周方向に揺動可能に支持され、管10の内面までの距離を測定する第1距離計22と、管10の長手方向におけるヘッド21の位置を測定する第2距離計(図示なし)と、ヘッド21の移動および第1距離計22の揺動を制御する制御手段とを備えることを特徴とする管の内面曲がり測定装置20である。本発明では、内面曲がり測定装置20が管10の長手方向に垂直な面におけるヘッド21の変位を測定する変位計を備え、ヘッド21を、管10を長手方向を水平にした状態で該管の内面上を走行する走行機構、および、第1距離計22の揺動軸を水平に維持する維持機構を有する走行装置に設けるのが好ましい。
(もっと読む)
管端検査装置
【課題】管端部の加工部について、寸法精度と加工面の状態とを共に自動的に検査することができ、しかもインライン化が可能なよう検査装置全体のコンパクト化を可能にした、管端検査装置を提供する。
【解決手段】端部を加工した管2の管端加工部を検査する管端検査装置である。管端加工部の形状を計測するレーザ変位計42と、管端加工部の表面を撮影する撮像装置62と、レーザ変位計42及び撮像装置62を管端加工部の周方向に沿って移動させることにより、レーザ変位計42のレーザビームスポット及び撮像装置62の焦点を管端加工部の周方向に沿って周回させる回転テーブル(周回手段)と、を備える。
(もっと読む)
挿通孔の閉塞率評価システム、閉塞率評価方法及び閉塞率評価プログラム
【課題】蒸気発生器の挿通孔の閉塞率を容易に把握することができる閉塞率評価システム、閉塞率評価方法及び閉塞率評価プログラムを提供する。
【解決手段】本発明の挿通孔の閉塞率評価システムは、伝熱管と、伝熱管を通すための挿通孔が形成された管支持板とを備え、挿通孔が伝熱管が挿入された際にその周方向に形成される複数の隙間部を有する熱交換器に適用され、管支持板は長軸と短軸との比率が1.0以上2.0以下となる範囲内で3次元で楕円形状の模式図で表示され、各々の管支持板は重ならないように直列に配置され、3次元の楕円形状で表示した模式図を挿通孔の閉塞率を調査して得られた挿通孔の閉塞率の値に応じて色分けして表示する可視化処理を有することを特徴とする。
(もっと読む)
視線分析装置、視線計測システム、方法、プログラム、記録媒体
【課題】本発明の課題は、被験者の視線を推定・追跡することで、評価対象印刷物の掲載情報または陳列棚の商品の注目度を分析評価するシステムを提供することである。
【解決手段】
メガネを通して見るシーン画像とシーン画像上の注視点座標を視線分析装置に送信する視線追跡メガネと、基準画像および基準画像の分割画像の、特徴点の座標と特徴量を記憶する手段と、視線追跡メガネからシーン画像と注視点座標を受信する手段と、シーン画像の特徴点の特徴量と分割画像の特徴点の特徴量とに基づき最も類似度評価の高い特徴点を組み合せる手段と、最も多い組合せ個数を持つ分割画像の特徴点の座標とシーン画像の特徴点の座標に基づいて座標変換行列を算出する手段と、座標変換行列とシーン画像上の注視点座標から算出した分割画像上の注視点座標を、基準画像に変換して注視点マークを合成する手段と、を備える視線分析装置と、特徴とする視線計測システムである。
(もっと読む)
コークス炉の炉壁診断方法およびコークス炉の炉壁補修方法
【課題】老朽化したコークス炉における炭化室の炉壁の変形状態(壁面の凹凸、窯幅の変化)を、炭化室内部に測定装置を入れることなく、炭化室外部から簡便に精度良く測定することができるコークス炉の炉壁診断方法およびコークス炉の炉壁補修方法を提供する。
【解決手段】炭化室10の外側にレーザー式3次元形状測定装置20を配置し、レーザー式3次元形状測定装置20によって、蓋12をとった状態の窯口11から斜めにレーザー21を照射して、炉壁(壁面)13の形状を点群として測定する工程を、炭化室10の左右の壁面13a、13bに対して独立して実施した後、左右を独立して測定した壁面の形状を、炭化室10周辺の基準物22を元に合成して、一つの形状データ(点群)にまとめて左右合成炉壁形状とし、その左右合成炉壁形状から左右の壁面間の距離(窯幅)を計算して、炉壁形状(壁面の凹凸、窯幅の変化)の診断を行う。
(もっと読む)
空隙量測定装置及び空隙量測定方法
【課題】着用物の種別に関わらず身体との間の空隙量を正確に測定することのできる空隙量測定装置及び空隙量測定方法を提供すること。
【解決手段】空隙量測定装置1は、人体模型20を載置する台座部12及び測定対象物に対してレーザー光を投光することで当該測定対象物までの距離を測定するセンサ部11を備える距離測定装置10と、センサ部11のレーザー光を透過する部材で構成され、上部が開口するとともにその内部が空洞状に形成された人体模型20と、距離測定装置10が測定した距離から着用物と人体模型との間の空隙量を算出する演算装置30と、を備える。このとき、センサ部11は、人体模型20の内部から当該人体模型20に着用された着用物の着用面に対してレーザー光を投光することで着用面までの距離を測定し、演算装置30は、着用物の着用面までの距離から空隙量を算出する。
(もっと読む)
柱状物体抽出方法、柱状物体抽出プログラム、及び柱状物体抽出装置
【課題】本願発明の課題は、柱状物体の空間情報を得るためには多くの労力と時間を要する、大量の柱状物体を漏れなく抽出することが難しい、あらかじめ柱状物体を認識しなければならない、といった問題を解決することであり、大量の計測データの中から、正確かつ短時間で、柱状物体を自動抽出する柱状物体抽出方法、柱状物体抽出プログラム、及び柱状物体抽出装置を提供することにある。
【解決手段】本願発明の柱状物体抽出方法は、計測点群から柱状物体を抽出する方法であり、計測点群からそれぞれ独立した領域ごとにセグメントデータを得るセグメンテーション工程と、細線化処理を行うことで立設物形状データを得る細線化工程と、主成分分析を行って固有値から算出される特徴量に基づいて形状分類を与える形状分類工程と、特徴量等に基づいて立設物の柱状判定を行う柱状物体判定工程を備える方法である。
(もっと読む)
タービン組立静止部品の位置計測装置
【課題】熟練者でなくても容易迅速にタービン組立静止部品の位置を計測する装置を提供する。
【解決手段】位置計測装置は、タービンの回転中心に沿ってレーザー光21を出射するレーザー光源部1と、レーザー光の光軸に対して45度の傾斜角度で配置され、上記出射レーザー光の一部を90度の角度で反射してタービンの静止部品11に照射する反射鏡兼透過鏡33と、この鏡を透過したレーザー光を受光する第1の受光器34と、上記静止部品に照射されて反射し上記反射鏡兼透過鏡を透過したレーザー光を受光する第2の受光器35と、上記反射鏡兼透過鏡と第1の受光器と第2の受光器とを収容する筺体31と、受信信号を演算してレーザー光源部から静止部品までの回転中心に沿う距離と上記回転中心から静止部品表面までの距離を演算する制御演算装置2とを備え、上記筺体がタービンの回転中心周りに回転自在に構成されている。
(もっと読む)
回転駆動機構
【課題】複雑な加工を必要とすることなく、有線の装置を360度またはこれを少し超える程度の角度で回転させることができるようにした、回転駆動機構を提供する。
【解決手段】有線装置を搭載して、基板20に対し正逆方向に回転可能に設けられた回転テーブル21と、回転テーブル21に設けられた第1ドグ28と、基板20に設けられて第1ドグ28に押圧されることで変位する第2ドグ29と、第2ドグ29の変位によって押圧されることで回転テーブル21の回転を停止させる一対の規制部とを備えた回転駆動機構である。一対の規制部は回転テーブル21が初期位置から360度以上の設定角度正回転した際に、第2ドグ29に押圧されるように基板20上に配置された第1規制部35aと、回転テーブル21が初期位置から360度以上の設定角度逆回転した際に、第2ドグ29に押圧されるように基板20上に配置された第2規制部35bとを有している。
(もっと読む)
コールドピルガー圧延管を製造する方法及び装置
【課題】コールドピルガー圧延時に、変形加工工程中に得られた測定データに基づいて、少なくとも1つの変形加工工具の位置調節を可能にする、自動化可能な製造方法及びこのために好適な装置を提供する。
【解決手段】外側から管8に作用する少なくとも1つの変形加工工具4に、少なくとも1つの位置調節装置7が作用結合されており、位置調節装置7は、測定装置5に接続されているようにした。
(もっと読む)
ホースクリップ組付け状態検査方法
【課題】ホースクリップが周方向の所定位置に組付けられているかどうかを容易に管理することが可能なホースクリップ組付け状態検査方法を提供する。
【解決手段】ゴムホース及びこのゴムホースに組み付けられたホースクリップをカメラで撮像する工程と、これらのゴムホース及びホースクリップの画像を検査パターンに画像処理する工程と、この検査パターンを、予めホースクリップの合格パターンとして記憶されたホースクリップの所定周方向組付け位置のパターンと比較する工程と、ホースクリップの周方向組付け位置の合否を判定する工程と、を備える。
(もっと読む)
物品径の測定方法
【課題】センサ等を物品内に挿入することなく当該物品の内径や外径を効率的に測定する。
【解決手段】回転テーブル1上に載置された物品2の内周面21と、物品2の外に配設され回転テーブル1の回転軸13からの距離が判明している校正面4aとに、物品2の外に配設した二次元レーザ変位計3のスキャン線を位置させて、内周面21と校正面4aとの変位差を二次元レーザ変位計3にて測定し、上記距離と変位差に基づいて内周面21の半径を算出する。二次元レーザ変位計3のレーザ射出点とスキャン線を含む面上に、回転テーブル1の回転軸13が位置するように変位計3が配置されており、回転テーブル1を回転させて、内周面21とこれと径方向対称位置にある他の内周面における各半径を算出して、これら半径の値を合計することで物品2の直径を算出する。
(もっと読む)
自走式管内検査カメラ装置および管径変換ユニット
【課題】2倍強の管径差をもつ広範な管径(350mm〜800mm)を対象に、検査対象となる配管内を円滑にかつ適正な速度で走行して、管内を斑なく的確に観察できる自走式管内検査カメラ装置を提供する。
【解決手段】走行ユニットを構成する管径変換ユニット1と管径変換ユニット1に選択的に結合される管径変換アダプタ用取付アダプタ13および第1乃至第3の管径変換アダプタ(CA1)〜(CA3)とにより複数種の管径に対応した自走式管内検査カメラ装置の管径変換ユニットを構成している。
(もっと読む)
円筒部材の検査法および検査装置
【課題】被検査対象物であるワークに対して加工したり、他の部位を装着したりすることなく、ワーク全周の疵を安定して検出することが可能な検査方法および検査装置を提供する。
【解決手段】ワークWの円筒面を検査部4にて検査するための検査装置および検査方法である。回転軸心L1,L2が相互に平行に配設されている一対の回転軸11,12にてワークを支持させた状態で、回転体11,12をワークに接触させる。一対の回転軸11,12を回転駆動させることにより、回転体31をワークとともに回転させる。回転軸11,12とワークWとの間に滑りが生じることなくワークWがその軸心廻りに1回転する基準時間での回転体31の回転状態を検出する。回転状態に基づいてワークWと回転軸11,12との間に滑りがあるか否かを判断しつつ、ワークWの画像を撮像する。
(もっと読む)
管内面検査装置およびその検査方法
【課題】管内面の状態や寸法によらずに管内面を検査することができる管内面検査装置およびその検査方法を提供する。
【解決手段】本発明の実施形態は、管2内面の検査箇所にパターンを有するパターン光P1を管2内面の周方向にわたって投影する投影手段11と、検査箇所に投影され反射されたパターン光を反射パターン光P2として投影する表示手段12と、反射パターン光P2の形状を観測する観測手段13とを備える。
(もっと読む)
シート状部材の巻き付け状態の検査方法及び検査装置
【課題】成形ドラムに巻き付けられたシート状部材の巻き付け状態を精度良く測定する。
【解決手段】ドラム周方向Cに沿った検出範囲Dを持つ二次元レーザセンサ12を用い、成形ドラム50をドラム幅方向Xに移動させながら、成形ドラム50に巻き付けられたシート状部材70に対し、シート状部材70の全幅を含む範囲で二次元レーザセンサ12によりレーザ光Lを照射して、反射面までの距離データを取得し、得られた距離データに基づいてシート状部材70の幅方向両端部78,80の位置を求める。好ましくは、成形ドラム50の全幅を含む範囲で上記距離データを取得し、成形ドラム50の幅方向両端部62,64の位置も求めることである。また、シート状部材70の接合部76が二次元レーザセンサ12の検出範囲D内に入るように位置合わせした上で、上記距離データを取得して、接合部76を検査することが好ましい。
(もっと読む)
1 - 20 / 455
[ Back to top ]