
Fターム[2F068BB23]の内容
音響的手段による測長装置 (5,715) | 対象物の形状、材質 (578) | 特定の物質 (159) | 金属(合金を含む) (84) | 鉄;鋼 (36)
Fターム[2F068BB23]に分類される特許
1 - 20 / 36
溶融部界面位置検出方法及びその装置
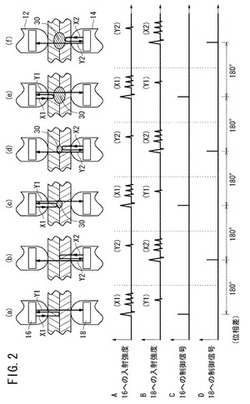
【課題】スポット溶接の最中にワークに生成する溶融部の界面の位置を精度よく且つ効率的に検出する。
【解決手段】第1溶接チップ12に設けられた第1送受信器16から、第1超音波を送信する。第1超音波の一部は溶融部30の界面で反射されて第1反射波X1となり、第1送受信器16に戻る。一方、別の一部は溶融部30を透過する第1透過波Y1となり、第2溶接チップ14に設けられた第2送受信器18に到達する。第1反射波X1の強度が十分に減衰した後、好ましくは位相差が180°となるようにして、第2送受信器18から第2超音波を送信する。第2超音波の一部は溶融部30の界面で反射されて第2反射波X2となり、第2送受信器18に戻る。一方、別の一部は溶融部30を透過する第2透過波Y2となり、第1送受信器16に到達する。以上の第1超音波・第2超音波の送信・受信を交互に繰り返す。
(もっと読む)
封水型探触子保持装置及びこれを用いた検査方法

【課題】 局部水浸法による超音波測定において超音波探触子と被検査体の表面との間に供給する水の量を減らすと共に被検査体の検査時に障害となる気泡の干渉を防ぐ。
【解決手段】 封水型探触子保持装置10を被検査体1に押し付けることで,環状の弾性部材からなる封水パッド12を被検査体1の表面に密着させ、外部から供給される水を給水路11aにより封水パッド12の内部に導入し、その内部に導入された水を超音波探触子2の側面を伝って下方の円筒状ハウジング18内に溜めた状態で、探触子2による測定を行う。
(もっと読む)
板厚測定装置
【課題】鋼管柱の地際部分の腐食の程度を容易に測定できる板厚測定装置を提供する。
【解決手段】板厚測定装置10は、探触子を保持する走査部20と、走査部20を制御する制御部30とを含み、円筒状の鋼管柱42の内周の所望の位置に走査部20が載置されたとき、探触子を用いて前記鋼管柱の板厚を測定する。走査部20に保持された探触子を鋼管柱の内周の所望の位置に位置させるには、探触子送り込み治具を用いる。探触子が探触子送り込み治具によって所望の位置に載置されたとき、走査部20を鋼管柱42の内周に沿って移動させ、探触子の探傷した探傷データを制御部30へ送信する。
(もっと読む)
超音波検査方法
【課題】一方向凝固材鋳造物などの、金属凝固組織を構成する結晶粒が統計的なばらつきをもつ場合において、簡便にかつ精度良く厚さを測定する超音波検査方法を提供することにある。
【解決手段】超音波探触子102により、被検体101の表面101Aに対して垂直方向に縦波超音波を入射させる。縦波超音波の音速として、結晶方位<100>方向に伝搬する縦波音速と、<110>方向に伝搬する縦波音速と、<210>方向に伝搬する縦波音速の、3つの音速値の加算平均値を用いる。この超音波の音速と伝搬時間に基づいて、被検体101の厚さを測定する。
(もっと読む)
超音波検査方法
【課題】一方向凝固材鋳造物などの、金属凝固組織を構成する結晶粒が統計的なばらつきをもつ場合において、簡便にかつ精度良く厚さを測定する超音波検査方法を提供することにある。
【解決手段】
送信用と受信用の2つの超音波探触子102B1,102B2を結晶成長方向に平行方向に対向させ、被検体101に対して斜め方向に縦波超音波を伝搬させる。これにより、音響異方性を有する結晶組織から構成される被検体101に対して超音波104A”,104B”を入射させ、被検体内を伝搬する超音波の音速と伝搬時間に基づいて、被検体の厚さを測定する。
(もっと読む)
構造物内部状態計測システム及び構造物内部状態計測方法
【課題】構造物内部状態計測において、超音波を用いてさらに精度よく、測定対象である構造物の内部状態を計測することである。
【解決手段】構造物内部状態計測システム20は、構造物10に超音波を印加供給する超音波供給部30と、構造物10の内部を伝播する超音波振動18を検出して超音波検出信号を出力する超音波検出部40と、構造物10を移動可能に支持する試料保持部44と、試料保持部44を移動させる走査機構部46と、超音波検出部40からの超音波検出信号を受け取り、これに周波数解析を行い、得られるスペクトル分布に基いて計測を行う内部計測部50を含んで構成される。
(もっと読む)
膜厚測定方法及び測定装置
【課題】下地上に形成された被膜の厚さを測定する膜厚測定方法及び測定装置において、特に袋内構造における内面被膜の厚さを該袋内構造の外側から非破壊的に測定する。
【解決手段】下地部材20の外面または内面に形成された被膜21,22の膜厚を測定する膜厚測定方法であって、前記下地部材の外面側から所定の周波数帯域を有する超音波を入射し、該入射した超音波の測定対象である被膜に対する共鳴する共鳴周波数fR(Hz)を求め、前記測定対象の被膜における膜内音速をC(m/s)とすると、該被膜の膜厚d(m)は、d=C/4fRにより求められる。
(もっと読む)
電磁超音波法による測定装置及び測定方法
【課題】レーザ超音波法に比較して安価な構成で実現できる電磁超音波法を用いて、材料の音速と同時に板厚を測定する。
【解決手段】本発明の電磁超音波法による測定装置は、電磁超音波を送信する送信センサTと送信センサTから送信された後、反射してきた超音波を受信する受信センサRを備え、受信センサRに電磁超音波が到達した時刻を基に材料の板厚を測定するものであって、1つの送信センサTと、送信センサと同一平面上に配備された少なくとも3つ以上の受信センサR1,R2,R3と、各受信センサR1,R2,R3への電磁超音波の到着時刻t1,t2,t3と受信センサR1,R2,R3の位置情報とに基づいて、材料の内部の音速と材料厚さHとを測定する測定部とを有する。
(もっと読む)
非破壊探傷方法とその装置
【課題】構造物や設備の操業や稼動を止めることなく、比較的低コストで、広範囲に一度に10数m以上の範囲の計測を迅速に行い、且つ、精度の良い亀裂の評価結果を提供する。
【解決手段】測定対象物104の測定される長さ方向(X方向)の被測定区間104Aを挟んで発振センサ120と受信センサ124とを該測定対象物104の厚みT部分に取付け、縦波Pの波長λpが該測定対象物104の幅Wよりも短くなるように、ガイド波102の単一の周波数信号の周波数Fを決定して出力させ、該出力された単一の周波数信号を位相変換して擬似ランダム信号とし前記縦波Pと横波Sとからなる発信波を発信し、前記被測定区間104Aを伝播してきた該縦波Pと横波Sの合成波であるガイド波102を受信センサ120で受信波として受信し、前記擬似ランダム信号と該受信波に従う信号との相関を取ることにより、該被測定区間104Aの亀裂104Bを評価する。
(もっと読む)
薄肉鋼管の肉厚測定方法
【要 約】
【課 題】エコーフィツティング処理によってエコーの時間間隔を決定する従来方式に代わり、エコーの時間間隔Δtを確実に決定することができ、管長手方向全長にほぼ連続して肉厚を測定できる薄肉鋼管の肉厚測定方法を提供する。
【解決手段】
光学干渉計(2a)で検出したエコーの周波数解析を行い、波数解析によって得られるスペクトル分布から、高周波のノイズ成分を除去したのち、最もエコーの振幅強度が大きいピーク周波数を抽出し、該ピーク周波数からエコーの時間間隔を決定し、下記式に基づき肉厚を計算することを特徴とする薄肉鋼管の肉厚測定方法。
記
肉厚=(1/2)×v×Δt×a
ただし、v:鋼中超音波伝播速度、Δt:エコーの時間間隔=tn−tn-1(tn:第nエコーの検出時刻、tn-1:第(n−1)エコーの検出時刻)、a:超音波伝播経路の幾何学補正値。
(もっと読む)
配管の検査装置及びその検査方法
【課題】配管の肉厚を簡単な構成で容易に測定可能な配管の検査装置及びその検査方法を提供する。
【解決手段】配管11の外側に、その外側線から一定の距離Dを有してガイドレール12を固定するガイドレール取付け工程と、ガイドレール12に走行台車13を取付け、走行台車13に、厚み測定センサ15が取付けられた回転リング14を、配管11の外側周方向に回転自在に取付ける厚み測定準備工程と、走行台車13をガイドレール12に沿って移動させ、回転リング14を配管11の軸心を中心としてその周方向に回転させて、厚み測定センサ15で測定された配管11の厚みを、走行台車13のガイドレール12上の位置、及び厚み測定センサ15の位置を検知する第1、第2の位置検知センサ16、17で得られた測定位置と共に表示する測定結果出力工程とを有する。
(もっと読む)
超音波探傷方法及び装置
【課題】圧延方向に延びる欠陥面積を高精度に且つ簡便に測定可能な装置等を提供する。
【解決手段】超音波探傷装置100は、被検査材Mの圧延方向に直交する方向に複数の振動子11を配列した一次元アレイ型超音波探触子10と、信号処理手段2とを備える。信号処理手段は、以下の(1)〜(6)を実行する。(1)被検査材の各断面について探傷信号の開口合成像を生成する。(2)振動子の配列方向についての探傷信号の最大値分布を生成する。(3)前記最大値分布に基づき、各断面における欠陥の幅を算出する。(4)被検査材の複数の断面における前記最大値分布から、圧延方向についての探傷信号の最大値分布を生成する。(5)圧延方向についての探傷信号の最大値分布に基づき欠陥の長さを算出する。(6)算出した欠陥の長さと算出した各断面の欠陥の幅とに基づき、欠陥の面積を算出する。
(もっと読む)
タンク底板の最大腐食速度推定方法
【課題】過去に測定して蓄積された標準的なタンクの板厚測定データを利用してタンク底板の最大腐食速度推定方法を提供する。
【解決手段】タンク底板の板厚をランダム、格子状、或いは千鳥状に、500点以上測定し、その測定して得られた各腐食深さ1aを該タンクの使用年数yで除し、且つその値を更に0.03以上且つ0.10以下の範囲の所定値で除して、1を加算した値からなる正規化腐食速度1bを求め、それらの正規化腐食速度1bを大きい順に並べ、各正規化腐食速度1b毎の板厚測定データ数を板厚測定データ総和数で除した該正規化腐食速度1bの上位順からなる上側累積確率1cを求め、該正規化腐食速度1bと、該上側累積確率1cとの両対数グラフ1dを求める。
(もっと読む)
連続鋳造鋳片の短辺形状測定装置
【課題】連続鋳造鋳片の短辺の形状を、幅変更中においても測定することができる形状測定装置を提供する。
【解決手段】連続鋳造鋳片の短辺面に対して水柱を形成する水柱ノズルと、その水柱ノズルの内部に設けられ、水柱を介して鋳片短辺面との距離を計測する超音波プローブとからなる距離計測器を、鋳片短辺幅方向に少なくとも3個並べて配設した鋳片短辺の形状測定装置であって、当該形状測定装置は、鋳片短辺サポートロールの下流に配設され、かつ、モールドの幅データをトラッキングし、あるいは、直前に測定した形状測定装置と鋳片短辺面との間の距離に基づき、形状測定装置と鋳片短辺面との間の距離を一定に制御する。
(もっと読む)
電磁超音波測定装置および電磁超音波を用いた板厚および応力の測定方法
【課題】安価に短時間で材料の厚さおよび応力測定のできる電磁超音波測定装置を提供する。
【解決手段】測定対象板の表面で超音波を発生させる。このとき、横波、または、縦波の音速を仮定する(S11)。受信した共鳴スペクトルの波形を算出し(S12)、まず、板厚を算出する(S13)。次に、板厚に基づいて音速を算出する(S14)。算出した音速に基づいて、音響複屈折Bまたは音速比Rを求める。求めた音響複屈折B、または、音速比Rから応力を算出する(S15)。その後、求めた板厚および応力を表示部に表示する(S16)。
(もっと読む)
管の評価方法及び管の評価プログラム
【課題】 複数の地点の肉厚データを総合的に評価して管が正常であるか否かを自動的に判定できるようにする。
【解決手段】 内部超音波探傷法で管の各地点の肉厚を測定して、それを記憶装置に記録する。その記録データをコンピュータに読み込んで評価を開始する。所定の肉厚しきい値を割り込んでいる肉厚データに関して、軸方向の複数の肉厚データに基づいて軸方向の評価をして、正常であるか再評価が必要であるかを決定する。また、同様の肉厚データに関して、周方向の複数の肉厚データに基づいて周方向の評価をして、正常であるか再評価が必要であるかを決定する。さらに、最小肉厚部の応力を評価して、正常であるか再評価が必要であるかを決定する。再評価が必要であるとされた肉厚データについては、孔食評価を実施して、最終的に、管が正常であるか異常であるかを判断する。
(もっと読む)
液中鋼構造物の非接触型厚み測定方法及び装置
【課題】液中鋼構造物に付着した付着物を除去することなく、液中鋼構造物に対する連続的な厚み測定を実現することが可能な、低コストで信頼性の高い液中鋼構造物の非接触型厚み測定方法及び装置を提供する。
【解決手段】超音波送受波器51を被測定対象物である液中鋼構造物53に対して非接触の状態で離間配置させ、超音波送受波器51から液中鋼構造物53に対して超音波を放射し、液中鋼構造物53から反射される反射波を超音波送受波器51により受波し、受波した反射波を相関処理することによって、液中鋼構造物53の表面からの表面反射波と液中鋼構造物53の裏面からの裏面反射波とを抽出する。表面反射波と裏面反射波との超音波送受波器51に対する到達時間の差を求めることによって、液中鋼構造物53の厚みを算出することができる。
(もっと読む)
埋設物健全性分別装置
【課題】トンネル、法面、アンカーの充填材接着、施工状況を非破壊に診断する方法。防護柵支柱、金属支柱、地下タンク等の、埋設構造物の腐食健全性診断を可能とする。
【解決手段】構造物と境界面で発生する、微小反射信号を詳細に解析するために、バースト波の周波数を循環変化させて送受信すると共に、信号波形解析に障害となる計測再現性を確保するために、受信感度、送信電圧を可変送信周波数に同期して補正を行って、得られた周波数ごとの微小反射信号をデジタル処理し、信号波形の特徴を抽出して分別可能な装置を実現した。
(もっと読む)
材料厚さモニタリングシステムおよび材料厚さ測定方法
【課題】プラント運転中にも材料厚さの測定・モニタリングが可能であると同時に、効率的にかつ高精度に材料厚さを測定可能とする。
【解決手段】材料10表面に貼着された光ファイバセンサ3と、この光ファイバセンサ3中に光を供給するための光源2と、上記光ファイバセンサ3の近傍に配置され上記材料中に超音波を入射させる超音波発振装置4と、上記超音波の反射波を検出することによって波長が変化した光であって光ファイバセンサ3を透過した光と供給した際の光の波長とのシフト量を電気信号に変換するための光電変換装置5と、増幅器6と、その増幅された電気信号から材料厚さを算出するための演算装置7と、予め求められた波長のシフト量と入射された超音波の周波数との関係および各種材料内における超音波速度のデータが格納されたデータベース7aと、材料厚さの算出結果を出力する出力装置8と、上記全ての機器を制御する制御用計算機9とを備える。
(もっと読む)
高温用超音波探触子
【課題】高温の被検体38に対する超音波を用いた探傷や厚み測定等の各種検査を精度良く実施する。
【解決手段】導電性材料の被検体38に対向する開口2を有する導電性材料で形成された筐体21の外面に信号端子24設け、筐体21内に振動子28を収納すると共に、一端が信号端子24の正極33側に電気的に接続され、他端が振動子28の上面に当接して振動子28を被検体38に付勢する正極側ばね部材30と、一端が筐体21に固定され他端が被検体38に当接する負極側ばね部材35とを設けることによって、230℃〜240℃の溶融点温度のはんだの使用を排除し、結果的に、高温の被検体の検査を実施できる。
(もっと読む)
1 - 20 / 36
[ Back to top ]