
Fターム[2F068FF03]の内容
音響的手段による測長装置 (5,715) | 超音波の利用方法 (1,126) | 特定の送受波の波形 (286) | パルス波 (249)
Fターム[2F068FF03]の下位に属するFターム
バースト波;高周波パルス (39)
チャープパルス (8)
Fターム[2F068FF03]に分類される特許
21 - 40 / 202
超音波検査方法
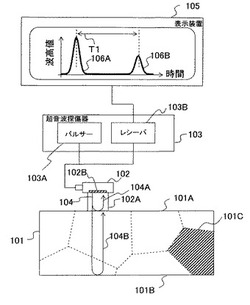
【課題】一方向凝固材鋳造物などの、金属凝固組織を構成する結晶粒が統計的なばらつきをもつ場合において、簡便にかつ精度良く厚さを測定する超音波検査方法を提供することにある。
【解決手段】超音波探触子102により、被検体101の表面101Aに対して垂直方向に縦波超音波を入射させる。縦波超音波の音速として、結晶方位<100>方向に伝搬する縦波音速と、<110>方向に伝搬する縦波音速と、<210>方向に伝搬する縦波音速の、3つの音速値の加算平均値を用いる。この超音波の音速と伝搬時間に基づいて、被検体101の厚さを測定する。
(もっと読む)
超音波検査方法

【課題】一方向凝固材鋳造物などの、金属凝固組織を構成する結晶粒が統計的なばらつきをもつ場合において、簡便にかつ精度良く厚さを測定する超音波検査方法を提供することにある。
【解決手段】音波探触子102により、被検体101の表面101Aに対して垂直方向に横波超音波を入射させる。横波超音波の伝搬時間として、音響異方性によって振動方向の異なる複数の波に分波される横波成分のうち、伝搬時間の短い横波成分の伝搬時間を用いる。この超音波の音速と伝搬時間に基づいて、被検体101の厚さを測定する。
(もっと読む)
ベンド管検査装置
【課題】同一平面内に多数の屈曲部を有するベンド管内に挿入して、肉厚測定や管内の損傷の有無を調べることが可能なベンド管検査装置を提供する。
【解決手段】複数のリンク材12が左右対となる回動係合部13を介して連結されたリンクチェーン14と、リンクチェーン14の回動係合部13に取付けられてリンクチェーン14の高さより直径が大きい板状車輪15と、リンクチェーン14の中央に挿通される屈曲可能なガイドホース16と、リンクチェーン14の先部に設けられた検査部17とを有し、回動係合部13は、一つのリンク材12の前側に対向して設けられ左右方向外側に向いた突出部18を有する幅狭連結板部19と、後側に対向して設けられ隣のリンク材12の突出部18が嵌入する丸孔部20を備える幅広連結板部21とを有し、板状車輪15は突出部18に設けられている。
(もっと読む)
位置測定装置及び位置測定方法
【課題】被測定対象物の測定部位に接触することなく、測定部位の位置を検出する。
【解決手段】刃先位置測定装置1は、液体中に浸したマイクロドリル4の刃先5に対して所定の距離だけ離した状態で配され、超音波を刃先5に放射して焦点に集める焦点型超音波センサ2bと、刃先5に対して所定の距離だけ離れて、焦点に位置する刃先5が反射する反射波を検出する検出部2を備える。また、検出部2によって検出される反射波の振幅の変化に基づいて、マイクロドリル4の刃先5が焦点に進入した位置を測定する測定部3と、を備える。
(もっと読む)
実長測定装置
【課題】地図の表面上の経路を簡易且つ正確に測定する実長測定装置を提供する。
【解決手段】地図の表面をなぞった経路の長さを計測する実長測定装置で、なぞり部と赤外線送出部と超音波送出部とが備えられる第一体と、なぞり部でなぞった経路の長さを求める第二体とで構成され、第二体に、赤外線送出部からの赤外線を受信する赤外線受信部と、超音波送出部からの超音波を受信する複数の超音波受信部と、赤外線受信部で受信された赤外線に対する複数の超音波受信部で受信された超音波夫々の遅延時間差によって超音波送出部から複数の超音波受信部までの夫々の距離を求めて第一体の位置を確知し、この確知を第一体からの赤外線と超音波とを受信する毎に行い、第一体の位置の変化量を累積加算して経路の長さを求める演算部とが備えられる。
(もっと読む)
肉厚測定方法
【課題】測定箇所が直接に目視できない狭い場所にある場合においても、精度良く、かつ、簡易に測定が可能な肉厚測定方法を提供することを目的とする。
【解決手段】測定対象物である伝熱管11の外壁面における減肉部分の表面に超音波振動子を押し当てて超音波を入射し、底面(内壁面)から反射される複数の底面エコーを受信し、連続して受信した底面エコーの受信時間差データに基づいて減肉部分の肉厚を測定する。このとき、底面エコーが3つ以上観測されたときに、最も減肉が大きい部分に超音波振動子21が当たっていると判定して肉厚測定を行う。このような方法によれば、減肉部分が狭い隙間内に存在し、減肉部分を目視しながら超音波振動子を押し当てる位置を正確に判断することが困難な場合であっても、減肉部分のうち最も大きく減肉している部分の減肉量をある程度正確に把握することが可能となる。
(もっと読む)
溶接システムおよび溶接方法
【課題】溶接中に、被溶接対象が高温状態でも安定した送受信感度で溶接検査を行なう。
【解決手段】溶接システムは、溶接機構1と、送信用レーザ光源4と、溶接機構1とともに被溶接対象2に対して移動しながら、送信用レーザ光源4で発生した送信用レーザ光を溶接後の被溶接対象2の表面に照射させて送信用超音波を発生させる送信用光学機構9と、受信用レーザ光を発生して被溶接対象に照射し、送信用超音波の反射によって得られる反射超音波を検出するための受信用レーザ光源5と、溶接機構1とともに被溶接対象2に対して移動しながら受信用レーザ光を、溶接後の被溶接対象の表面に照射し、被溶接対象2表面で散乱・反射したレーザ光を集光させる受信用光学機構10と、散乱・反射したレーザ光を干渉計測するための干渉計6と、を有する。
(もっと読む)
熱処理異常検出方法及び転がり軸受
【課題】形状,焼入れ条件等が種々異なる部材に適用可能であり、高周波焼入れが施された鋼製部材の熱処理異常を破壊することなく検出することができる方法を提供する。また、軸受部品の熱処理品質が保証された高性能の転がり軸受を提供する。
【解決手段】平滑化曲線が下記の条件A〜Cを全て満足する場合に、被検材に熱処理異常がないと判定する。条件A:焼入れ組織に起因し且つ強度が最も低い反射波の深さ位置よりも深い深さ位置に、極大ピークを有し、該極大ピークの反射波は、非焼入れ組織に起因し且つ表面散乱に起因する部分を除いて強度が最も高い。条件B:焼入れ組織に起因し且つ強度が最も低い反射波の強度が、所定の第一閾値以下である。条件C:非焼入れ組織に起因し且つ表面散乱に起因する部分を除いて強度が最も高い反射波の強度が、所定の第二閾値以上である。
(もっと読む)
紙葉類処理装置
【課題】 紙葉類に付着する小さな異物、あるいは紙葉類に生じた小さな欠損を感度よく検知、判別することが可能となる。
【解決手段】 搬送される紙葉類10に対して超音波を照射する超音波発生源16と、前記紙葉類10の搬送方向を横切る方向に配列され、前記紙葉類を通過した前記超音波の音圧を検出する複数の検出素子18−1〜18−nを有する検出アレイ18とを有し、
所定の標準値と前記音圧とを比較し、前記紙葉類の状態を判定する紙葉類処理装置。
(もっと読む)
超音波検査方法及びその装置
【課題】計測対象物の減肉量及び/又は減肉速度を算出し得る超音波検査方法及びその装置を提供する。
【解決手段】超音波探触子と、信号解析部と、減肉量算出部とを備える超音波検査装置であって、
信号解析部は、多重底面反射エコーのうちN回目及び(N+1)回目の底面反射エコーから、N回目の底面反射エコーの第1信号を含む第1データ長(ΔN1)と、(N+1)回目の底面反射エコーの第2信号を含む第2データ長(ΔN2)とを取得し、第1データ長(ΔN)及び第2データ長(ΔN)を相互相関演算で処理してピーク値(Nk)の位置を求め、
減肉量算出部は、ピーク値(Nk)と既知の計測対象物の音速(v)とを用いて計測対象物の肉厚を計測し、更に時間経過に伴って計測対象物の肉厚を再度計測し、時間経過に伴う複数の肉厚の値から減肉量及び/又は減肉速度を算出する。
(もっと読む)
管厚測定装置
【課題】厚さ急峻度を検出できる管厚測定装置を提供する。
【解決手段】厚さデータを、管周方向を列方向に、管軸方向を行方向に対応させた行列の要素データとして格納する行列ファイル手段3と、前記行列の要素データを行番第1優先、列番第2優先の昇順に所定の連続した基準範囲、スキップ範囲、比較範囲のデータとして記憶する列レジスタ手段4、および/または、前記行列の要素データを列番第1優先、行番第2優先の昇順に所定の連続した基準範囲、スキップ範囲、比較範囲のデータとして記憶する行レジスタ手段6と、基準範囲と比較範囲のデータから管周方向および/または管軸方向の厚さ急峻度を算出して所定の閾値と比較する厚さ急峻度評価手段5および/または7とを備えた。
(もっと読む)
超音波探触子及び超音波探傷装置
【課題】測定対象物から離すことなく任意の方向に移動させて高S/N比で厚さ又は亀裂深さを測定する。
【解決手段】超音波探触子10は、超音波振動子11と、前記超音波振動子と測定対象物100との間に配置され、超音波が通過する球体12と、前記球体を回転可能に保持する保持機構と、前記超音波振動子と前記球体との間で超音波を伝播させる液状媒体17とを備える。球体は、外殻12aと、外殻の内部に充填された液体12bとを備える。
(もっと読む)
無接触の管肉厚測定装置及び管肉厚測定
【課題】構造的に簡単な、無接触の管肉厚測定装置を提供する。
【解決手段】少なくとも2つのレーザー超音波測定ヘッド1を、旋回軸を中心に旋回可能な共通の旋回フレーム2に配置し、アブレーティブに励起される超音波によって管の肉厚を測定する。
(もっと読む)
位置検出装置、位置検出方法および移動体
【課題】 複数の移動体を同時に使用する場合に、他の移動体からの超音波による影響を受けることなく、それぞれの移動体の位置を正確に検出する。
【解決手段】 移動体が、トリガ信号送信手段と、前記移動体自身のトリガ信号以外のトリガ信号を受信するトリガ信号受信手段と、前記移動体が送信するトリガ信号および超音波の送信タイミングを前記移動体固有に設定された待機時間に基づいて制御する制御手段とを備え、レシーバが、トリガ信号受信手段と、相互に離れて配置された少なくとも2つの超音波受信手段と、受信した超音波から超音波到達時点を検出し、トリガ信号を受信した時点と前記超音波到達時点とから、超音波が移動体から超音波受信手段に到達するまでの超音波伝搬時間を算出する時間算出手段と、前記超音波伝搬時間と超音波受信手段相互の間隔長に基づき移動体の位置を算出する位置算出手段とを備える。
(もっと読む)
タイヤの摩耗を検出する方法
本発明は、ノイズフットプリントの複数の基本周波数成分を含むノイズフットプリントを放出する1組の少なくとも1つの摩耗警報ブザー(18)を有するタイヤ(10)の摩耗を検出する方法に関し、ノイズフットプリントの音を含みがちな音響信号を収集し(100)、音響信号は、周波数領域に収集された複数の基本周波数成分を含み;基本周波数成分の複数のシリーズを列挙し(206)、各列挙シリーズは、ノイズフットプリントの基本周波数成分の一部分を形成しがちであり;組に属するノイズフットプリントの一シリーズを列挙シリーズの中から選択し(302);ノイズフットプリントシリーズのローカル信頼性指標を求め(306);ローカル信頼性指標に基づいて求められた信頼性指標所定のしきい値よりも高い場合、タイヤ(10)の摩耗に関する警報を出す。  (もっと読む)
(もっと読む)
位置検知システムおよび位置検知方法
【課題】船体の外板におけるロボットの位置を精度良く検知できる位置検知技術を提供する。
【解決手段】ロボットの位置検知システムは、船体外板80の異なる位置に取り付けられ船体外板80に伝播させる音波を発信する2つの音源部31、32と、ロボット2Aに設けられ船体外板80を伝播した音波を受信する音波受信部25とを備えている。そして、この位置検知システムでは、各音源部31、32から発信された音波が船体外板80を伝播して音波受信部25で受信されるまでの各伝播時間と、船体外板80における各音源部31、32の位置情報とに基づき、ロボット2Aの位置を検知する。その結果、船体外板80におけるロボット2Aの位置を精度良く検知できる。
(もっと読む)
構造物内部状態計測システム及び構造物内部状態計測方法
【課題】構造物内部状態計測において、超音波を用いてさらに精度よく、測定対象である構造物の内部状態を計測することである。
【解決手段】構造物内部状態計測システム20は、構造物10に超音波を印加供給する超音波供給部30と、構造物10の内部を伝播する超音波振動18を検出して超音波検出信号を出力する超音波検出部40と、構造物10を移動可能に支持する試料保持部44と、試料保持部44を移動させる走査機構部46と、超音波検出部40からの超音波検出信号を受け取り、これに周波数解析を行い、得られるスペクトル分布に基いて計測を行う内部計測部50を含んで構成される。
(もっと読む)
物体の自動認識方法及び物体の自動認識装置
【課題】処理が複雑になることなく、超音波を用いてあらゆる材質の物体の距離計測と形状認識とを正確に行うことが可能な物体の自動認識方法及び物体の自動認識装置を提供する。
【解決手段】特定の空間を撮像してイメージ画像を取得する画像取得工程と、イメージ画像に基づいて、そのイメージ画像に写る輪郭を囲んだ小領域にて分割された輪郭画像を作成する画像処理工程と、前記空間に超音波を送信する超音波送信工程と、前記超音波が反射して生成された反射波を受信する超音波受信工程と、前記反射波の受信信号を測定して、この受信信号の強度に基づいて、空間の物体の存在及び距離を表示する受信信号分布画像を作成する受信信号測定工程と、前記輪郭画像と受信信号分布画像とを重合わせる重合わせ工程と、前記重合わせにより、前記輪郭画像において、受信信号が重なる小領域を物体の輪郭であると特定する物体特定工程とを備えた。
(もっと読む)
界面レベルの検出方法および固液分離槽の管理方法
【課題】汚泥堆積層と上澄水相との界面のみを検出するのではなく、汚泥堆積層内の層同士の界面を検出することができる方法と、この方法を用いた固液分離槽の管理方法を提供する。
【解決手段】汚泥は、固液分離槽20内を徐々に沈降していき、汚泥堆積層を形成する。この汚泥堆積層は、最上部が自由沈降層であり、その下側に順次、凝集沈降層、圧密沈降層および濃縮層が形成される。各層同士の間の界面を検出するための界面レベル計を用い、1〜60秒に5回以上受信信号強度を読み込み、その平均値を受信信号強度とする。このデータを用いて各層同士の間の界面を求める。
(もっと読む)
アクスルシャフトの検査方法
【課題】精度よく且つ容易に溶込み不良を判定することができるアクスルシャフトの検査方法を提供する。
【解決手段】互いに突合せ溶接された筒状部材2,3を具備するアクスルシャフト1を検査するための検査方法であり、まず、筒状部材2,3の内面2b,3b側に裏板7が当接された突合せ部6に溶接部Wを形成してなる接合部8に対し、計測器9のプローブ11を内面2b,3b側から裏板7に接触させ、接合部8の厚さを計測する。そして、突合せ部6の厚さtと裏板7の厚さtbとの合計値α以上の値が計測されない場合、溶込み不良と判定する。
(もっと読む)
21 - 40 / 202
[ Back to top ]