
Fターム[2F068KK12]の内容
音響的手段による測長装置 (5,715) | 探触子一般 (698) | 送受波一体型 (165)
Fターム[2F068KK12]の下位に属するFターム
送信;受信の振動子兼用型 (35)
Fターム[2F068KK12]に分類される特許
41 - 60 / 130
車高測定装置
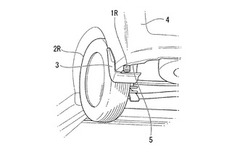
【課題】車体と路面との距離を高精度に測定が可能な車高測定装置を提供する。
【解決手段】車体4に設けられ、車体4と路面との距離を超音波を用いて測定する車高測定装置1Rは、超音波を路面の所定部位に向けて発信するとともに前記所定部位から跳ね返った反射波を受信する受発信手段を備え、前記所定部位は、自車の移動に伴い自車の車輪が踏んだ跡であり、前記受発信手段の車体4に対する取り付け位置は、車幅方向において車両直進時の左後輪2Rの車輪幅内であり、且つ、左後輪2Rに対し車体後方側に設けられたマッドガード3の後方とした。
(もっと読む)
高放射線環境下で平面形状を測定する装置および測定する方法

【課題】対象物の被測定平面の全体を高放射線下において遠隔的に、非接触方式で、精度良くかつ効率良く形状測定できる形状測定装置および測定方法を提供する。
【解決手段】被測定平面との距離を検出する第1の超音波距離センサと、この第1の超音波距離センサを基準面であるXY平面内で可動に保持するXYテーブルと、第1の超音波距離センサのXY平面内におけるXY座標の位置を検出する位置検出装置とを備える。第1の超音波距離センサの測定値を較正するための較正用試験片と、対象物との位置関係を把握するための第2の超音波距離センサをさらに備える。
(もっと読む)
膜厚計測方法および膜厚計測装置
【課題】水中での計測やプローブによる計測が適さない場合であっても、インラインで十分な計測精度を得ることができる膜厚計測方法を提供すること。
【解決手段】円筒状のローラ10の外周面(ローラ外周面11)に接触した状態で移動する膜状またはシート状の部材(シート電極20)を計測対象とする膜厚計測方法であって、超音波を送受信する超音波センサ30を、ローラ10の内部に、超音波を送受信する側がローラ10の径方向の外側を向く姿勢で設け、超音波センサ30によるシート電極20に対する超音波の送受信をローラ外周面11を形成する周壁部12を介して行うことで得られる検出信号に基づいて、シート電極20についての膜厚の計測を行う。
(もっと読む)
超音波肉厚算出方法及びその装置
【課題】信号強度のピーク値を適切に特定し、配管の肉厚を好適に測定し得る超音波肉厚算出方法及びその装置を提供する。
【解決手段】計測対象物1からの多重底面反射エコーに対し、N回目及び(N+1)回目の底面反射エコーを時間ゲート(t0−t1)の間に位置させるように第1設定値(t0)と第2設定値(t1)を配置し、更に分割設定値(tx)を配置し、多重底面反射エコーの信号を、第1設定値(t0)から分割設定値(tx)までの第1信号と、分割設定値(tx)から第2設定値(t1)までの第2信号とに分離し、第1信号と第2信号の一方に補正値を追加し、データ長を一致させた第1データ長(ΔN)及び第2データ長(ΔN)を相互相関演算で処理してピーク値(Nk)の位置を求め、ピーク値(Nk)と既知の計測対象物1の音速(v)とを用いて計測対象物1の肉厚を算出する。
(もっと読む)
溶接溶け込み深さ評価方法
【課題】レーザ溶接による封缶後に超音波を用いて溶接溶け込み深さを評価する溶接溶け込み深さ評価方法を提供する。
【解決手段】缶体9と、蓋部材10とをレーザ溶接して形成されるワーク2における溶接部11の溶接溶け込み深さDを評価する溶接溶け込み深さ評価方法であって、ワーク2に対して超音波を送信しつつ走査してエコー信号を取得するエコー信号取得工程と、前記蓋部材10表面及び前記缶体9と前記蓋部材10との界面のそれぞれに対応するエコー信号を、画像化する画像化工程と、画像化された表面エコー画像Aと界面エコー画像Bを2値化された画像にする2値化工程と、2値化された表面エコー画像Aから2値化された界面エコー画像Bを減算する減算工程と、減算された画像から前記溶接部11の輪郭を抽出する輪郭抽出工程と、前記輪郭に基づいて前記溶接部の溶接溶け込み深さDを算出して前記溶接部11の良否判定を行う判定工程と、を有する。
(もっと読む)
板厚の測定方法及び板厚検査装置
【課題】厚みの異なる外槽と内槽とからなる二重構造容器の内槽の板厚を超音波パルスの送受信により測定する方法を提供する。
【解決手段】外槽1bと内槽1aの空隙に超音波伝達物質9を充填した後、超音波センサ5により超音波パルスを内槽1a方向に向けて送受信し、超音波センサ5に受信して記録された超音波パルス信号の振幅強度が経過時間に従い減衰している超音波パルス信号群並びにその間隔ΔTを求め、次に超音波パルス信号群には属さず、かつ最初に記録された超音波パルス信号Aと超音波パルス信号群には属さず、超音波パルス信号Aとの間隔がΔTではなく、かつ最初に記録された超音波パルス信号との間隔を求め、その間隔と超音波パルスの伝播速度に基づいて内槽1aの板厚を演算する。
(もっと読む)
真円度の外れた容器を検出するシステムと方法
【課題】判定が高精度に行われる、容器検査システムを提供する。
【解決手段】新たに製造された容器20の品質を自動的に検査するための改良されたシステム及び方法であって、真円度が所定量を超えている容器を検出して除外し、通過した容器は受容可能な品質のものであることを保証する、システムと方法が開示されている。1つ又はそれ以上の超音波センサー50、64、66、68が、回転する容器に対して固定位置に設置されている。何れかのセンサーが、センサーと容器との間の距離が許容可能範囲外であることを検出すれば、その容器は除外される。
(もっと読む)
基板処理装置
【課題】基板色に拘わらず、感度調整などの設定調整作業が不要であり、かつ透明基板などについても高精度に検出可能な検出装置を有する基板処理装置を提供することを目的とする。
【解決手段】基台と、前記基台上に設けられる搬送路に沿ってプリント基板を直接的、或いは板状の基板支持体を介して間接的に搬送する搬送装置と、前記プリント基板、及び前記基板支持体を搬送対象物と定義したときに、前記搬送路上にて設定された検出位置における前記搬送対象物の有無を検出する検出装置と、前記搬送装置によって前記基台上の作業位置に搬入された前記プリント基板に対して半田ペーストの印刷、接着剤の塗布、電子部品の実装、基板検査など予め決められた処理を実行する実行部と、を備えた基板処理装置であって、前記検出装置は、超音波を送波する送波動作とその反射波を受波する受波動作を行う超音波センサ30である。
(もっと読む)
音響トランスデューサ
【課題】製造及び組立が容易な導波管支持機構及び減衰機構を提供する。
【解決手段】音響導波管4に対する導波管サスペンション2及びモジュール式構造であり、電流パルスを伝送することによってねじれ歪波あるいは縦歪波を発生する導波管4と共に使用するための減衰素子6を有している。減衰素子6は音響歪波の反射を防止するためのものであり、導波管を取り囲むスリーブ27と、スリーブ27へ圧力を加えるための機構29を有している。スリーブ27は導波管4へ圧力を加えることによって、減衰素子のスリーブ27によって取り囲まれている導波管4の長さに沿って音響歪波エネルギを徐々に減衰させて、音響歪波の反射を防止している。また、リターン導体1の位置が測定システムの応答によって決められ、ピックアップコイル13から受信される信号のリンギングを最小限に抑えるようになっている。
(もっと読む)
音響トランスデューサ用のブラケット
【課題】製造及び組立が容易な導波管支持機構及び減衰機構を提供する。
【解決手段】音響導波管4に対する導波管サスペンション2及びモジュール式構造であり、電流パルスを伝送することによってねじれ歪波あるいは縦歪波を発生する導波管4と共に使用するための減衰素子6を有している。減衰素子6は音響歪波の反射を防止するためのものであり、導波管を取り囲むスリーブ27と、スリーブ27へ圧力を加えるための機構29を有している。スリーブ27は導波管4へ圧力を加えることによって、減衰素子のスリーブ27によって取り囲まれている導波管4の長さに沿って音響歪波エネルギを徐々に減衰させて、音響歪波の反射を防止している。また、リターン導体1の位置が測定システムの応答によって決められ、ピックアップコイル13から受信される信号のリンギングを最小限に抑えるようになっている。
(もっと読む)
位置検出システム及び位置検出方法
【課題】長距離を移動する移動体の位置を精度良く検出できる位置検出システムを提供する。
【解決手段】両面に反射面が形成された反射板6が、クレーン本体2の移動経路に沿って、間隔が全て異なるようにして複数配置される。反射板支持フレーム5に内蔵される姿勢状態検出装置は、各反射板6の姿勢状態を検出する。測距装置3は、クレーン本体2と共に移動し、移動経路における前後方向に測定波を出射し、各方向について、反射板6によって反射された測定波の反射波を検出することで、当該反射板6までの距離を計測する。制御装置7は、測距装置3の計測結果と、姿勢状態検出装置の検出結果と、に基づいて、クレーン本体2の現在位置を求める。反射板6は、クレーン本体2が接近した際、測定波を反射可能な姿勢からクレーン本体2の通過を妨げない姿勢に切り替わる。
(もっと読む)
耐火物の厚み測定用端子
【課題】耐火物の厚みの測定箇所の選択の自由度を向上させ、しかも精度よく耐耐火物の厚みを測定する
【解決手段】筒状の本体2は、その上面が露出するようにカーボンブロックCに埋設して固定されている。本体2内には、カーボンブロックC側から順に、接合材7、圧電素子6、接合材9、電極8、絶縁ワッシャ10、バネ11及びバネ押え部材12が配置されている。本体2の上端には、外側面にネジ山13aが形成された固定部材13が配置され、本体2と螺合して固定されている。固定部材13は、バネ11を圧縮した状態で本体2に固定され、圧電素子6及び接合材7は、バネ11によってカーボンブロックC側に付勢されている。接合材7の測定用端面7aは、カーボンブロックCの表面に付勢されて密着している。
(もっと読む)
超音波検査(UT)を三次元座標測定機(CMM)と統合するための方法及びシステム
【課題】機械構成要素を測定するのに使用する測定装置を組立てる方法を提供する。
【解決手段】本方法は、三次元座標測定機(CMM)を準備するステップを含む。本方法はまた、超音波検査(UT)機能及びCMM機能を組合せて検査プローブを形成するステップを含む。検査プローブは、該検査プローブがCMM機能を使用して機械構成要素の外部境界を測定しかつほぼ同時にUT機能を使用して該機械構成要素の内部境界を測定するようにCMM上に取付けられる。
(もっと読む)
超音波技法を用いて材料の厚みを測定するための方法
本発明は、多層構造の材料の厚みを測定するための方法に関する。この方法は、1つ又は複数の超音波変換器5を用いて、異なる周波数を含む1つ又は複数の超音波信号を2つ以上の材料1、2から成る多層構造内に送信すること、使用中の周波数においてその音響特性が異なる材料を測定すること、1つ又は複数の超音波変換器を用いて、多層構造の前面及び背面から反射される超音波信号を測定すること、並びに反射された超音波信号から多層構造内の材料の厚みを求めることを含む。 (もっと読む)
テンプレート
【課題】肉厚測定用センサ検知部の肉厚測定位置をマーキングするために用いられるマーキング用テンプレートを提供する。
【解決手段】少なくとも2箇所以上切れ込まれた長溝12と、被測定物を測定するセンサ検知部の大きさに対応した大きさに開口された円穴11とを備えたマーキング用テンプレート10を提供する。上記構成により、所定の肉厚測定位置の中心に上記円穴11を当てて上記長溝12を介して配管表面1上に直線形状のマーク3を施せば、当該マーク3の延長線上に交わる交点を中心として、所定の肉厚測定位置を一意に特定することが可能となる。そのため、上記所定の肉厚測定位置に、円状のマーク5、超音波接触媒質などを塗布したり拭き取ったりする作業を何度も行なっても、前回肉厚測定した位置とズレが生じることなく、精度の高い肉厚測定結果を得ることが可能となる。
(もっと読む)
杭体形状測定方法及び装置
【課題】杭体の測定孔から弾性波を発振させ、杭体外周面からの反射波を検出することによって杭体外周面までの距離を測定し、杭体の形状(場合によっては品質など)を推定(測定)するプローブとして、超磁歪素子を採用して杭体の形状などを測定する杭体形状測定方法及び装置を提供する。
【解決手段】プローブ4は超磁歪素子5とコンデンサ型マイクロホン6を組み合わせた構成とし、超磁歪素子5により弾性波を発振させ、コンデンサ型マイクロホン6により反射波を受振させ、同反射波のピークを検出することにより杭体1の断面形状等を測定する。
(もっと読む)
電磁超音波測定装置および電磁超音波を用いた板厚および応力の測定方法
【課題】安価に短時間で材料の厚さおよび応力測定のできる電磁超音波測定装置を提供する。
【解決手段】測定対象板の表面で超音波を発生させる。このとき、横波、または、縦波の音速を仮定する(S11)。受信した共鳴スペクトルの波形を算出し(S12)、まず、板厚を算出する(S13)。次に、板厚に基づいて音速を算出する(S14)。算出した音速に基づいて、音響複屈折Bまたは音速比Rを求める。求めた音響複屈折B、または、音速比Rから応力を算出する(S15)。その後、求めた板厚および応力を表示部に表示する(S16)。
(もっと読む)
ドラム缶検査装置
【課題】ドラム缶の内面側に発生する腐食、あるいは錆、あるいは物理的な要因による磨耗などの断面欠損を、簡単な構造で、確実に、しかも迅速に検査して検出し、その発生位置が特定できる。
【解決手段】ドラム缶1の内面側に発生する断面欠損を外面側から検出するドラム缶検査装置であり、横波の超音波によりドラム缶1の内面に発生する減肉箇所の検出及び範囲を推定する検査を行う検査超音波器を備え、検査超音波器は、ドラム缶1の天板円周外縁部11aまたは底板円周外縁部12aに取り付けたドラム缶1の側板10の検査を行うための超音波を発生する複数個の超音波探触子2aを有する。
(もっと読む)
管の評価方法及び管の評価プログラム
【課題】 複数の地点の肉厚データを総合的に評価して管が正常であるか否かを自動的に判定できるようにする。
【解決手段】 内部超音波探傷法で管の各地点の肉厚を測定して、それを記憶装置に記録する。その記録データをコンピュータに読み込んで評価を開始する。所定の肉厚しきい値を割り込んでいる肉厚データに関して、軸方向の複数の肉厚データに基づいて軸方向の評価をして、正常であるか再評価が必要であるかを決定する。また、同様の肉厚データに関して、周方向の複数の肉厚データに基づいて周方向の評価をして、正常であるか再評価が必要であるかを決定する。さらに、最小肉厚部の応力を評価して、正常であるか再評価が必要であるかを決定する。再評価が必要であるとされた肉厚データについては、孔食評価を実施して、最終的に、管が正常であるか異常であるかを判断する。
(もっと読む)
液中鋼構造物の非接触型厚み測定方法及び装置
【課題】液中鋼構造物に付着した付着物を除去することなく、液中鋼構造物に対する連続的な厚み測定を実現することが可能な、低コストで信頼性の高い液中鋼構造物の非接触型厚み測定方法及び装置を提供する。
【解決手段】超音波送受波器51を被測定対象物である液中鋼構造物53に対して非接触の状態で離間配置させ、超音波送受波器51から液中鋼構造物53に対して超音波を放射し、液中鋼構造物53から反射される反射波を超音波送受波器51により受波し、受波した反射波を相関処理することによって、液中鋼構造物53の表面からの表面反射波と液中鋼構造物53の裏面からの裏面反射波とを抽出する。表面反射波と裏面反射波との超音波送受波器51に対する到達時間の差を求めることによって、液中鋼構造物53の厚みを算出することができる。
(もっと読む)
41 - 60 / 130
[ Back to top ]