
Fターム[2F069AA21]の内容
測定手段を特定しない測長装置 (16,435) | 測定内容 (3,272) | 偏心量;同心度 (34)
Fターム[2F069AA21]に分類される特許
1 - 20 / 34
トレッドトランスファー、及びそれを用いたトレッドトランスファーとシェーピングフォーマとの芯ズレ評価方法
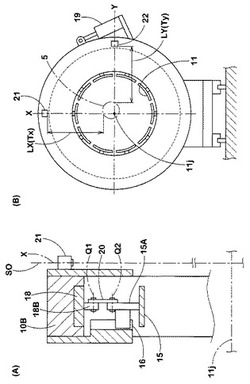
【課題】トレッドトランスファーとシェーピングフォーマとの芯ズレを、迅速に評価でき、生産ラインの精度低下を早期にフィードバックしうるとともに、装置コストの上昇を最小限に抑えうるトレッドトランスファー、及びそれを用いたトレッドトランスファーとシェーピングフォーマとの芯ズレ評価方法を提供する。
【解決手段】トレッドリングを、シェーピングフォーマに保持された生タイヤ基体の半径方向外側のトレッド貼付位置まで搬送しかつ保持するトレッドトランスファーである。トレッドトランスファーのリング状移動台に、トレッド保持リング11の軸心11jとは直角な基準面S0上にて前記軸心11jを通るX軸上に配される第1のレーザ距離センサ21と、このX軸とは直交する向きのY軸上に配される第2のレーザ距離センサ22とを設ける。前記第1、2のレーザ距離センサ21、22にてシェーピングフォーマの支持軸5までの距離を測定する。
(もっと読む)
変位センサシステムに適用する拡張ユニット

【課題】センサシステムを構成するアンプユニットから時系列的に得られる計測データに対して所望の解析処理を適用し、その解析結果に対応する出力を生成することが可能なセンサシステムに適用される拡張ユニットを提供すること。
【解決手段】アンプユニットに連装される拡張ユニットには、計測データ蓄積メモリと、伝送ラインを介して到来する計測データを取得して前記メモリに蓄積する計測データ取得手段と、蓄積された一連の計測データを所定のアルゴリズムに従って解析するデータ解析手段と、データ解析結果を判定する判定手段と、判定結果に対応する制御信号を外部へと出力する出力手段とを具備する。計測アルゴリズムが部品化された複数の処理プログラムが拡張ユニットに組み込まれており、パソコンからの指示に従って、処理プログラムが選択され、選択された処理プログラムが所定の順序で実行される。
(もっと読む)
転がり軸受の振動値予測方法及び転がり軸受の製造方法
【課題】転がり軸受の組み付けに先だって、転がり軸受の振動値を予測することができる、或いは振動値を制御することができる転がり軸受の振動値予測方法及び転がり軸受の製造方法を提供する。
【解決手段】外輪軌道面11a及び内輪軌道面12aにおけるうねりの中でnZ(n:正の整数)山、(nZ+1)山、及び(nZ−1)山成分の外輪振幅総和値及び内輪振幅総和値と、転動体13の転動面13aにおけるうねりの中で2m(m:正の整数)山成分の転動体振幅総和値と、から統合振幅総和値を求めると共に、統合振幅総和値が既知の転がり軸受10を回転させたときの振動値を測定して、統合振幅総和値と振動値との相間関係を求め、この相間関係に基づいて使用する転がり軸受10に対して計算された統合振幅総和値から振動値を、或いは、振動値から使用する転がり軸受10に許容される統合振幅総和値を予測する。
(もっと読む)
振れ測定位置設定方法
【課題】効率的に工具の振れ測定位置を設定することができる振れ測定位置設定方法を提供すること。
【解決手段】振れ測定装置20は、測定範囲DB32により、複数の工具Tのそれぞれにおける振れセンサ21の振れ測定値が要件値となる第1の測定位置から、この振れ測定値が振れセンサ21の測定限界値となる第2の測定位置までの範囲を、この複数の工具Tの取付位置からの距離に対する振れ測定可能範囲Dmとして予め記憶する。また、振れ測定装置20は、距離センサ22により測定された、工具Tの取付位置から先端までの距離と、測定範囲DB32に基づいて、振れセンサ21の工具Tの振れ測定可能範囲Dmを算出し、算出された振れ測定可能範囲Dmに基づいて、振れセンサ21の振れ測定位置を設定する。
(もっと読む)
偏心測定装置
【課題】モータを運転した際に、モータから振動や騒音、うなりを生じる場合、モータを取り外して、偏心の有無や、偏心の状態を確認する必要があった。
【解決手段】モータを取り外すことなく、固定子フレームに3個またはそれ以上の個数の加速度センサを取り付け、センサから得られる周波数成分を解析することで、モータの偏心の有無や、偏心の状態を測定することを特徴とする。本発明により、モータの偏心の測定が容易にできることとなる。
(もっと読む)
光学式やタッチプローブ型の測定機構部及び軸体支持機構部を有する軸体測定装置及び該装置による軸体の諸元及び精度の測定方法
【課題】 一体構造の装置で任意の形状の軸体の各部の諸元,精度等を効率的に、かつ高精度に測定できる軸体測定装置及びそれによる軸体の諸元及び精度の測定方法を提供する。
【解決手段】 軸体測定装置100は軸体200の外径,真円度,振れ,偏芯,キズ等を測定する光学式測定機構部1と、軸体200の幅寸法や振れ等を測定するタッチプローブ型測定機構部2と、軸体200を支持する軸体支持機構部3と、これ等の制御部4等を一体構造に配置したものからなる。また、タッチプローブ型測定機構部2の接触子2a等の位置調整等を行う接触子補正具7が設けられている。また、測定方法の1つとして外径寸法は軸体200に光学式測定機構部1の投光部1aから光線を当てて通過光線を受光部1bで測定することにより容易に求められる。
(もっと読む)
一軸コンバインドプラント及びこの一軸コンバインドプラントの起動方法
【課題】本発明は、クラッチ嵌合時の2つの軸の軸ずれを測定する軸ずれ測定装置及びこの軸ずれ測定装置を備えた一軸コンバインドプラントを提供することを目的とする。
【解決手段】制御装置10において、ガスタービン3の軸3aと蒸気タービン5の軸5aとの軸ずれ量を測定し、測定した軸ずれ量に応じて蒸気タービン5の回転速度の昇速率及びヒートソーク時間を設定し、クラッチ7が軸3a,5aを結合するときの軸ずれ量が許容範囲内に収まるようにする。
(もっと読む)
自動調芯嵌合クラッチを用いた駆動力伝達機構における軸ズレ量検知方法
【課題】自動調芯嵌合クラッチにおける軸ズレ量の検知を簡単な構成で、運転中に正確に行うことができる、自動調芯嵌合クラッチを用いた駆動力伝達機構における軸ズレ量検知方法を提供することが課題である。
【解決手段】自動調芯嵌合クラッチを介し、第1の駆動源の回転軸と第2の駆動源の回転軸とを結合させて被駆動体に駆動力を伝達するようにした駆動力伝達機構において、第1の駆動源の回転軸と第2の駆動源の回転軸のそれぞれにおける軸位置変動量を非接触センサで計測し、自動調芯嵌合クラッチによる前記第1の駆動源の回転軸と第2の駆動源の回転軸の結合時におけるそれぞれの回転軸の軸位置変動量測定結果により、前記第1の駆動源の回転軸に対する第2の駆動源の回転軸の相対的軸ズレ量を検知するようにした。
(もっと読む)
作業車両
【課題】従来、この種のホイールバランスの検査を行う装置は、車両とは別に独立した装置から構成され、検査をする車輪は、車両に装着する前か、又は車両から取り外して検査しなければならない課題があった。
【解決手段】この発明は、上記課題を解決するために、車体1に装備した傾斜センサ2の検出情報に基づいて、該車体1もしくは該車体1に対してローリング自在に連結する作業機を自動的に水平制御する制御装置3を備えた作業車両において、前記傾斜センサ2は、車体1に軸装している車輪4のホイールバランスをチエックするモードを選択すると、前記検出情報を車輪4の偏芯等を判定するチエック情報として利用できる構成とした作業車両の構成とする。
(もっと読む)
真円度測定装置、真円度測定方法、及び真円度測定プログラム
【課題】偏心位置が回転軸から大きく離れている場合であっても、高精度で偏心位置が求められる真円度測定装置、真円度測定方法、及び真円度測定プログラムを提供する。
【解決手段】真円度測定装置は、回転駆動手段によるワーク4の回転角、及びその回転角に対応する回転軸からワーク4の表面までの距離を測定値Pとして取得する測定値取得部を備える。また、真円度測定装置は、中心位置(a,b)を変動可能なパラメータとする円形状の補正円CLを設定し、測定値Pから補正円CLの中心位置に向かう方向の、各測定値Pと補正円CLとの間の距離の2乗和が、最小値となるように、補正円CLの中心位置及び半径値を計算し、その計算した補正円CLの中心位置(a,b)を偏心位置とする偏心計算部を備える。
(もっと読む)
流体動圧軸受の検査方法及びこの流体動圧軸受を備えたスピンドルモータ
【課題】 流体動圧軸受を高精度に検査すること。
【解決手段】 気体を給送して、スリーブ6の軸受孔の下側開口からラジアル間隙50及び軸受孔の上側開口を経てロータハブ12の上壁部12aの外方に向かう気体の流れを起こして、ロータ部10を浮上させる。ロータ部10を浮上させた状態で、変位計40を用いてロータ部10の回転と同期した振れの大きさを測定する。
(もっと読む)
非接触ブレード振動測定装置及び方法
回転ブレード(10)で形成されたローター(3)の外周にセンサー(6,7,8,9)が配置され、信号検出ユニット(14)及び評価ユニット(13)を備えた非接触ブレード振動測定装置であって、ローターの位置及び/またはハウジングの歪みを測定するために供給される、ことを特徴とする、非接触ブレード振動測定装置。
さらに、本発明に係る方法は、非接触ブレード振動測定のために特定された方法である。本発明は、先行技術の技術的な問題を回避し、非接触ブレード振動測定のための、改良された装置及び改良された方法を提供する。特に、本発明における改良によって、ローターの半径方向への移動とハウジングの歪み(楕円変形)の測定データへの影響が回避されるようになり、すべての条件下で振動解析に対する高い振幅解析能を保つことができる。
【代表図】図1 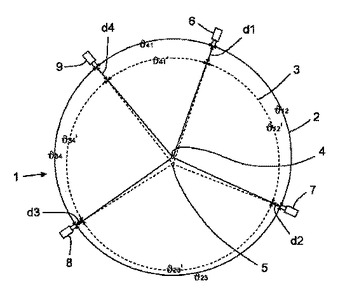 (もっと読む)
(もっと読む)
アレイ形状金型の製造方法、走査加工装置
【課題】アレイ形状金型の個々のアレイ要素のピッチ誤差や形状誤差を最小にし、高精度で加工する。
【解決手段】アレイ形状金型210となるワーク200に対する複数のアレイ要素211の加工において、最初に配列中央の一つのアレイ要素211を加工して、アレイ形状金型210の全体に対する偏心誤差および理想形状からの形状誤差を計測し、当該偏心誤差および形状誤差が許容値以下になるように加工データを修正し、その後、修正された加工データによって他の全てのアレイ要素211を加工する。これにより個々のアレイ要素211の形状誤差は許容値内に収まり、配列ピッチの誤差は、加工機の位置決め精度の水準で維持され、高精度のアレイ要素211を有するアレイ形状金型210を製作することができる。
(もっと読む)
管状体の振れ測定方法及びその装置
【課題】回転する管状体の振れをより正確かつ迅速に測定できる測定方法とその装置を提供すること。
【解決手段】回転可能な管端チャックへ管状体の内側面を押圧する状態で当該管状体の一端部を保持させ、管端チャックにより前記管状体を回転させながら、管状体の他端部内の計測位置から管状体の内周までの距離を計測して回転角度毎の計測値を得るとともに、管状体の外周から離れた測定位置から管状体の外周までの距離を測定して回転角度毎の測定値を得、前記計測値に演算処理を施すことにより管状体の他端部の内径中心を算出して当該管状体の仮想中心軸を求め、前記測定位置において管端チャックの回転軸線と直交する面における前記回転軸線に対する前記仮想中心軸の偏倚量により前記測定値を補正する手段を含む。
(もっと読む)
円筒体の形状測定方法および同装置
【課題】測定装置の複雑化を招くことなく、形状測定の信頼性を確保することができる円筒体の形状測定方法を提供する。
【解決手段】円筒体90の両側端部近傍の内周面92に一対の基準部20,20を当接させたまま円筒体90を回転させ、円筒体90の外側から基準部20,20に対峙する位置31,31において、円筒体90の回転に伴う前記円筒体90の外周面91の半径方向の変位量を変位検出器によって検出する。一方、形状測定されるべき円筒体90が存在しないときに、この円筒体90の変位量測定を行う変位検出器を用いて基準部20,20の回転に伴う変位量検出を行い、この一対の基準部20,20の変位量に応じて、円筒体90の変位量検出を補正する。
(もっと読む)
回転体測定方法
【課題】高次の次数kを考えた場合でも、正しく計算できない次数kが出てくるということがなく、回転体の形状r(θ)、ひいては回転振れ量x(θ)、y(θ)を正しく求めることができる回転体測定装置20および方法を提供する。
【解決手段】4本以上の検出器を用いて、(22)式および(23)式の分母にくる倍率係数α1k、β1k等が均一になる検出器の角度配置を複数組選択する。(22)式および(23)式の分母が0となる部分は複数組の間で補完しあうように倍率H1k、H2k(結果的に倍率係数α1k、β1k等)を選択する。この補完しあう倍率係数α1k、β1k等(結果的にAak、Bak)を用いて形状r(θ)と回転振れ量x(θ)、y(θ)を求める。
(もっと読む)
円筒体の形状測定方法および同装置
【課題】測定装置の複雑化を招くことなく、形状測定の信頼性を確保することができる円筒体の形状測定方法を提供する。
【解決手段】円筒体90の両側端部近傍の内周面92に一対の基準部20,20を当接させたまま円筒体90を回転させ、円筒体90の外側から基準部20,20に対峙する位置31,31において、円筒体90の回転に伴う前記円筒体90の外周面91の半径方向の変位量を変位検出器によって検出する。一方、形状測定されるべき円筒体90が存在しないときに、この円筒体90の変位量測定を行う変位検出器を用いて基準部の位置検出を行い、形状測定の基準とする基準部20,20の位置ずれを未然に検出する。
(もっと読む)
光学素子測定用治具、並びに、光学素子の面形状測定装置及び方法
【課題】 光学素子を確実に固定することによって高精度の形状測定を可能にし、好ましくは、光学素子を表裏の両面から計測することができる光学素子測定用治具を提供すること。
【解決手段】 この光学素子測定用治具10において、3つの球面部30と、3つの当接部材50A,50B,50Cとは、光学素子OEの外縁部PAに沿って等間隔で互い違いに配置されている。この結果、球面部30と当接部材50A,50B,50Cとの干渉を防止しつつ両者を効率的に配置でき、基板20上に光学素子OEを安定した状態で固定することができる。つまり、球面部30や光学素子OEの光学面の計測を確実に行うことができ、その作業性を高めることができる。
(もっと読む)
ホイ−ルアライメント測定方法およびその測定装置
【課題】 例えば前輪のト−角測定および調整に好適で、車両のステアリング機構によるヒステリシス情報を基にアライメント測定し、実際のアライメント状態に合致した正確なアライメント情報を得られるとともに、簡単な構成によって測定値のバラツキを低減し、測定値の再現性の向上を図れる、ホイ−ルアライメント測定方法およびその測定装置を提供すること。
【解決手段】 水平面と平行に回動可能な複数のロ−ラ20に車輪21を載置する。
前記車輪20のアライメントを測定するホイ−ルアライメント測定方法であること。
前記車輪20に連係するステアリングホイ−ル28を、そのステアリング機構のヒステリシス位置情報を基に所定角度回動する。
前記ステアリングホイ−ル28の所定角度回動位置でアライメント測定する。
(もっと読む)
ホイ−ルアライメント測定方法およびその測定装置
【課題】 例えば前輪のト−角測定および調整に好適で、車両のステアリング機構によるヒステリシス情報を基にアライメントを測定し、実際のアライメント状態に合致した正確なアライメント情報を得られるとともに、測定値のバラツキを低減し、測定値の再現性の向上を図れる、ホイ−ルアライメント測定方法およびその測定装置を提供すること。
【解決手段】 水平面と平行に回動可能なロ−ラフレ−ム32に設けた複数のロ−ラ33に車輪34を載置する。
前記車輪34のアライメントを測定するアライメント測定方法であること。
前記ロ−ラフレ−ム32を、被検車両のステアリング機構のヒステリシス位置情報を基に所定角度回動する。
ロ−ラフレ−ム32の前記回動位置でアライメントを測定する。
(もっと読む)
1 - 20 / 34
[ Back to top ]