
Fターム[2F069AA55]の内容
測定手段を特定しない測長装置 (16,435) | 測定内容 (3,272) | 形状パラメーター (256) | 真直度 (34)
Fターム[2F069AA55]に分類される特許
1 - 20 / 34
非接触座標測定機の真直度評価方法および真直度評価装置
【課題】
非接触座標測定機の真直度の評価作業に時間が掛からないようにする。
【解決手段】
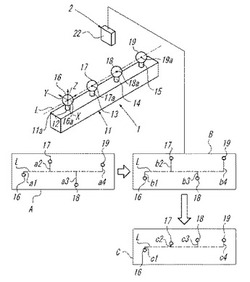
直方体形の基材11と基材11の長さ方向に間隔を介して固定された複数の球体16,17,18,19とからなる評価用標準器1を高精度の接触座標測定機で測定して評価用標準器1の球体16,17,18,19の中心の位置の真直度についての校正値Aを得る第1の手順と、評価する非接触座標測定機2で評価用標準器1を測定して評価用標準器1の球体16,17,18,19の中心の位置の真直度についての測定値Bを得る第2の手順と、測定値Bから校正値Aを引いた補正値Cから非接触座標測定機2の真直度を評価する第3の手順とを実行する。
(もっと読む)
長尺体の直線度の経時変化を把握する方法、システム

【課題】長尺体の直線度の経時変化を把握する方法およびシステムを提供すること。
【解決手段】長尺体の直線度の経時変化を把握する方法は、角速度センサーが取り付けられた移動体を、長尺体にガイドされながら移動させる移動工程(S3)と、前記移動体が移動した際の前記角速度センサーの姿勢の変化の情報を前記角速度センサーが取得する取得工程(S4)と、前記角速度センサーの姿勢の変化の情報と前記長尺体における移動中の前記角速度センサーの位置との関係を、情報処理部が関連づけして情報処理する情報処理工程(S5)と、定期的に前記移動体を移動させ、その都度前記情報処理部が前記情報処理し、該情報処理した結果の経時変化を、記憶部が記憶する記憶工程(S6)と、を具備することを特徴とする。
(もっと読む)
長尺体の直線度測定装置、長尺体の直線度測定方法
【課題】長尺体の直線度を容易に測定することを考慮した直線度測定装置を提供すること。
【解決手段】長尺体13の直線度測定装置1は、第1直線ガイド部材2と、第2直線ガイド部材3と、移動体4と、角速度センサー(5)と、情報処理部10と、測定対象の長尺体13と前記第2直線ガイド部材3とが一つの直線軸を形成するように、前記測定対象の長尺体13を取り付け可能な取り付け部11と、を備え、前記移動体4が、前記第1直線ガイド部材2と前記長尺体13とにガイドされて一の方向へ移動し、前記移動体4が移動している間の前記角速度センサー(5)の姿勢の変化の情報と前記長尺体13における移動中の前記角速度センサー(5)の位置との関係を、前記情報処理部10が関連づけして情報処理することにより前記長尺体13の直線度を測定する構成であることを特徴とする。
(もっと読む)
直線度検査方法
【課題】設置場所の制限を軽減すると共に、コストの増加を抑えて、被検査物の端辺の直線度を検査可能な直線度検査方法を提供する。
【解決手段】この課題を解決するために、被検査物7の平面視における端辺8の直線度を検査する検査方法であって、前記端辺8までの距離に対応した情報を検出する距離検出部2と、被検査物7を距離検出部2に対して端辺8の一端9側から他端10側に向けて移動させる移動手段4と、距離検出部2の検出結果から端辺8の直線度を求める情報処理部1と、を備えると共に、距離検出部2が移動手段4による移動動作の移動方向Tに沿って並ぶ二つ以上のセンサ3を有し、被検査物7の移動量がセンサ3の間隔Lのセンサ3の数から1減算した値以下の整数倍になる毎に、距離検出部2が前記情報の検出動作を行うものとした。
(もっと読む)
表面性状測定機の直角度誤差算出方法および校正用治具
【課題】簡易でかつ安価な校正用治具を用いて直角度誤差を簡易にかつ高精度に算出可能な表面性状測定機の直角度誤差算出方法および校正用治具を提供する。
【解決手段】3つの基準球62A〜62Cを校正プレート61に直角に配置した校正用治具60を、テーブル16上に配置し、接触式検出器20によって3つの基準球の中心座標を求め(第1測定工程)たのち、これら中心座標を結ぶ2つの直線の交差角度θ1を算出する(第1角度算出工程)。次に、校正用治具を、同一面内で90度回転させてテーブル上に配置し、接触式検出器によって3つの基準球の中心座標を求め(第2測定工程)たのち、これら中心座標を結ぶ2つの直線の交差角度θ2を算出する(第2角度算出工程)。最後に、交差角度θ1,θ2とからY軸駆動機構17の移動方向とX軸駆動機構48の移動方向との直角度誤差を算出する(直角度誤差算出工程)。
(もっと読む)
被加工物の真直度校正方法
【課題】 表面形状測定装置を介して工作機械のワークテーブル上の加工ワークの真直度を測定し、その測定された真直度の値を校正する方法の提供。
【解決手段】 一対の平面鏡(M1,M2)を距離d離して両端に設けた姿勢表示物体2を1個、変位センサ4を用い、長尺の被測定物(加工ワーク)wを距離dずつ移動さして変位センサ4により被測定物の真直度を測定し、この測定値に含まれる装置の運動誤差誤差を差し引く校正を行うので、短い姿勢表示物体2を用いて長い被測定物の真直度を校正することができる。
(もっと読む)
測定用長尺状物の位置決め治具
【課題】 表面形状測定装置を介して工作機械のワークテーブル上の加工ワークの真直度を測定する際に使用する被測定物用位置決め治具の提供。
【解決手段】 位置決め治具7は、案内レール8a上をx軸方向に移動可能な基台8b上面の一方の端面近くに、ベース8cを設け、その上の一方の端にキネマカップリング機構9aを、他方の端に高さ位置調整機構9bとチルト機構9cを設けた。
(もっと読む)
エンコーダ・フィードバック、誤差マッピング、および空気圧制御を用いた誤差補償システム
【課題】エンコーダ・フィードバック、誤差マッピング、および空気圧制御を用いた誤差補償システムを提供する。
【解決手段】リニア・エンコーダ23は、移動式往復台25の側面に設置した一対の側面リニア・エンコーダ23−1、23−1’と、移動式往復台25の一側部の下部に設置した一対の下面リニア・エンコーダ23−2、23−2’とで構成され、このように構成されたリニア・エンコーダ23が、基準マーク、垂直位置誤差を補償するためのLトラック、および水平位置[誤差]を補償するためのTトラックを有するスケールに沿って移動することで、高い精度レベルで平面度、ピッチ、真直度、ヨー、およびロールに関連した誤差を補償するものであり、したがって、加工することが不可能である部分を最小限にし、加工コストを減少させ、精密なステージを実現する。
(もっと読む)
産業機械
【課題】使用する環境の温度変化や、経時変化などの影響があっても適切に空間精度補正をすることができる産業機械の提供。
【解決手段】産業機械としての三次元測定機1は、ガイド部212と、コラム221とで構成され、Y軸方向に沿って移動する移動機構と、コラム221の角度を検出する2軸角度計32と、移動機構を制御する制御装置4とを備える。制御装置4は、角度誤差取得部42と、パラメータ生成部43と、補正部44とを備える。角度誤差取得部42は、コラム221を移動させたときに2軸角度計32にて検出される角度に基づいて、コラム221の位置に対するコラム221の角度誤差を取得する。パラメータ生成部43は、角度誤差取得部42にて取得されるコラム221の角度誤差をコラム221の位置で積分することで真直度補正パラメータを生成する。補正部44は、パラメータ生成部43にて生成される真直度補正パラメータに基づいて、移動機構の運動誤差を補正する。
(もっと読む)
座標位置決め装置を用いて得られる測定値の誤差の補正
測定プローブ(18)を有する座標位置決め装置を操作する方法が記載される。方法は、一連の公称同一の部品の内の第一の部品(24)を選択する工程であって、少なくとも、第一の部品(24)の一つ以上の構造と関連する第一の基準幾何学的特性は知られている工程を含む。また、第一の部品(24)の一つ以上の構造を測定するために、座標位置決め装置を用い、そこから、第一の基準幾何学的特性に対応する、第一の測定幾何学的特性を決定する工程が実行される。それから、第一の基準幾何学的特性と第一測定幾何学的特性との間の差異を記述する、第一の特性補正値が決定される。座標位置決め装置は、それから、一連の公称同一の部品の内の一つ以上の他の部品の一つ以上の構造を測定するために用いられ、各々の他の部品に対して、第一の基準幾何学的特性に対応する、他の測定幾何学的特性が決定される。それから、第一の特性補正値が、各々の他の測定幾何学的特性に適用される。対応する座標位置決め装置が、また、記載される。 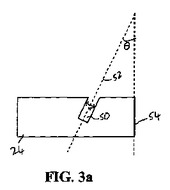 (もっと読む)
(もっと読む)
真直度測定装置
【課題】ゼロ点ずれを精度良く検出すること。
【解決手段】第1の形状測定器(P1,P1′)と、第2の形状測定器(P3,P3′)と、第3の形状測定器(P5,P5′)と、形状測定器(P1〜P5′)を支持する支持部材(7)を有し移動方向下流側に向って第1の形状測定器(P1,P1′)と第2の形状測定器(P1,P1′)と第3の形状測定器(P1,P1′)とが配置された測定ユニット(U1)と、第1の形状測定器(P1,P1′)と第2の形状測定器(P3,P3′)との相対的な位置ずれ量を測定する測定ユニット(U1)と一体的に移動可能な第1のずれ量測定器(36)と、第1の形状測定器(P1,P1′)と第3の形状測定器(P5,P5′)との相対的な位置ずれ量を測定する測定ユニット(U1)と一体的に移動可能な第2のずれ量測定器(37)と、を備えた真直度測定装置(A)。
(もっと読む)
校正装置及び真直形状測定装置
【課題】3点法プローブのゼロ点校正を3点法の環境に対するロバスト性を維持しながら、迅速に、精度よく、かつ簡便に実現できる校正装置及び真直形状測定装置を提供する。
【解決手段】校正対象となる3つの変位センサSS1〜SS3を円板CP1〜CP3に対して相対的に固定し、回転角θ=0度において3つの円板CP1〜CP3の円周を、各変位センサセンサSS1〜SS3を用いて測定して第1の測定値を求め、且つ回転角θ=180度において3つの円板CP1〜CP3の円周を、変位センサセンサSS1〜SS3を用いて測定して第2の測定値を求め、第1の測定値と第2の測定値とに基づいて、前記変位センサを校正できる
(もっと読む)
形状測定装置
【課題】長尺大面積の直線形状や、面形状の測定における逐次3点法の零点調整を、工作機械やそれに類似する測定システム上に簡便に実現することができ、反転法と異なり長尺の被測定物の被測定対象面を置き直すことがなく測定ができる形状測定装置を提供する。
【解決手段】
形状測定装置は、変位センサ41〜43の検出感度軸方向Kが水平面に含まれるとともに互いに反対方向となる第2姿勢位置D2及び第3姿勢位置D3、及び水平面と直交する鉛直方向に向ける第1姿勢位置D1を取り得るようにホルダ38を回転自在に支持する姿勢可変機構を備える。形状測定装置は基準幅直定規を変位センサ41〜43の配列方向を走査方向として、該走査方向に走査測定することで得られる幅真直形状と基準幅直定規の校正値を比較することで変位センサ41〜43の零点調整誤差を算出し、被測定物の断面形状を逐次3点法で測定して、零点調整誤差に基づき校正する。
(もっと読む)
真直度測定方法及び真直度測定装置
【課題】 3個の変位計のゼロ点調整を高精度に行うことなく、測定対象物の表面プロファイルを算出することができる真直度測定方法を提供する。
【解決手段】 第1の方向に並び、相対位置が固定された3個の変位計と、測定対象物との一方(可動物)を他方(固定物)に対して第1の方向に移動させながら、3個の変位計から、それぞれ測定対象物の表面において第1の方向に延在する測定対象線に沿って並ぶ3つの被測定点までの距離を測定する。3個の変位計の測定結果に基づいて、可動物に対する相対位置が固定された基準点の軌跡である倣い曲線のプロファイルを算出する。倣い曲線の算出されたプロファイルの2次成分を、事前に測定されている倣い曲線のプロファイルの2次成分に基づいて補正する。補正された倣い曲線のプロファイルに基づいて、測定対象物の表面のプロファイルを算出する。
(もっと読む)
真直度測定方法及び真直度測定装置
【課題】 測定対象物の表面プロファイルを、容易に算出することができる真直度測定方法を提供する。
【解決手段】 第1の方向に並ぶ3個の変位計と、測定対象物との一方(稼動物)を他方(固定物)に対して第1の方向に移動させながら、3個の変位計から、それぞれ測定対象物の表面において第1の方向に延在する測定対象線に沿って並ぶ3つの被測定点までの距離を測定する。測定対象線に沿う表面プロファイル、可動物に固定された基準点の軌跡である倣い曲線のプロファイル、及び可動物の移動に伴うピッチング成分のプロファイルうち、2つのプロイファイルで規定される解の候補を複数個決定する。表面プロファイル、倣い曲線のプロファル、及びピッチング成分のプロファイルうち、解の候補に規定されていないプロファイルに基づいて定義される評価関数の値を適応度として、複数の解の候補に遺伝的アルゴリズムを適用し、最も適応度の高い解の候補を抽出する。
(もっと読む)
長尺円筒部材の真直度計測治具とその計測方法
【課題】長さが2mを超える長尺円筒部材に計測用の罫書を施すことなく、長尺円筒部材の真直度を高精度に計測することができる長尺円筒部材の真直度計測治具とその計測方法を提供する。
【解決手段】真直度計測治具10は、治具本体12と水準器18からなる。治具本体12の下面12aは求心構造13を有し、求心構造により治具本体を長尺円筒部材1の外径上部又は内径下部に水平を保持して載せると、長尺円筒部材の中心軸Z−Zから同一高さ及び同一向きの「求心位置」を維持する。さらに、治具本体12は、オートレベル又はトランシットでピッチングを計測可能な上下方向の高さ変位計測目盛20Aと、トランシットでヨーイングを計測可能な幅方向の幅変位計測目盛20Bとを備える。
(もっと読む)
真直度測定装置
【課題】真直度を効率よく測定することができる真直度測定装置を提供すること。
【解決手段】本発明の真直度測定装置10は、被測定物M上を自走可能であり反射ミラーを載置した筐体11と、筐体11とは別に設置されたオートコリメータ12と、筐体11の走行距離データ、及びオートコリメータ12からの傾斜データを処理し被測定物Mの真直度を算出する解析用コンピュータ13とを備えている。筐体11は、その底面側にタイヤ8a、8bを有し、タイヤ8bの回転によって筐体11の走行距離が求められ、その走行距離は解析用コンピュータ13に入力されて被測定物M上における筐体11の位置が算出される。
(もっと読む)
幾何学量計測方法及び幾何学量計測装置
【課題】センサヘッドにおけるセンサの設置ずれ量及びセンサヘッドと計測対象との間の相対傾斜に起因する誤差を無くすことのできる幾何学量計測方法を提供する。
【解決手段】少なくとも3個のセンサを配置したセンサヘッドを計測対象に沿って相対移動させ、各センサから得られる検出信号を用いて計測対象表面の幾何学量を計測する。予め、基準平面30に対して真直度の計測を行い、両側のセンサの基準点を結ぶ線分からの中央のセンサの基準点の計測方向に関するずれ量を算出すると共に、基準平面とセンサヘッドとの間の相対傾斜とずれ量との間の関係を対のデータとして補正テーブルを作成する。幾何学量の計測に際しては、計測対象とセンサヘッドとの間の相対傾斜を算出し、かつ前記補正テーブルを参照して前記算出されたずれ量を取り出し、該取り出したずれ量と3個のセンサから得られた検出信号を用いて計測対象表面の幾何学量を演算する。
(もっと読む)
パターン生成装置及び表面の物理特性を測定するための装置
【課題】パターンを書き込む際に生じるあらゆる物理的変形に無関係に、オブジェクトの表面にパターンを書き込むための方法及びパターン生成装置を提供すること。
【解決手段】本発明は、露光装置での使用を対象とするオブジェクトの表面にパターンを書き込むための方法であって、表面を備えた厚さTのオブジェクトをパターン生成装置のステージの上に配置するステップと、表面を多数の測定ポイントに分割するステップであって、隣接する2つの測定ポイントが所定の最大距離を越えない距離Pで間を隔てられているステップと、各測定ポイントにおける表面の勾配を決定するステップと、各測定ポイントのx−y平面における二次元局部オフセットdを勾配及びオブジェクトの厚さTの関数として計算するステップと、前記表面に書き込むパターンを、二次元局部オフセットdを使用して修正するステップとを含む方法を提供する。
(もっと読む)
ハニカム構造体用載置台、及び、ハニカム構造体の検査装置
【課題】 ハニカム構造体の端面外周に欠けやクラック等が発生することなく載置することができるハニカム構造体用載置台を提供すること。
【解決手段】 ハニカム構造体の外周を含む端面全体と接する構造体載置面を有する載置部材と、上記ハニカム構造体が上記載置部材に先がけて載置される予備載置面を有する予備載置部材と、上記予備載置部材を上記載置部材に対して相対的に上下動させる昇降機構とを備え、上記予備載置面は、上記構造体載置面と平行であり、上記ハニカム構造体の端面と重ね合わせた場合、上記予備載置面の形状は、外周全体が上記ハニカム構造体の端面の外周より内側に存在しうるような形状であることを特徴とするハニカム構造体用載置台。
(もっと読む)
1 - 20 / 34
[ Back to top ]