
Fターム[2F069AA57]の内容
測定手段を特定しない測長装置 (16,435) | 測定内容 (3,272) | 形状パラメーター (256) | 表面アラサ (36)
Fターム[2F069AA57]に分類される特許
1 - 20 / 36
表面粗さ測定装置
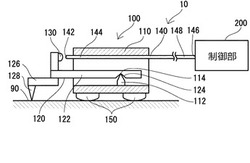
【課題】細管などの狭い部分の奥深くにまでスタイラスを挿入することができるように小型化することが可能な測定部を備えた表面粗さ測定装置を提供する。
【解決手段】表面粗さ測定装置10は、材料表面90に接触する触針128を有するスタイラス120と、スタイラス120を材料表面90に並行に対して走査するキャリッジ110と、スタイラス120に設けられ、触針128の上下動に応じて上下動する光反射部材130であって、該上下動の方向に湾曲した反射面を有する光反射部材130と、第1端面142が光反射部材130の反射面に面するように第1端部142がキャリッジ110に固定された細長い導光部材140であって、第2端面144から入射された光を第1端面142まで導き該第1端面142から出射して反射面に照射し、反射面で反射して第1端面142に入射する反射光を第2端面144まで導く導光部材140と、を備えている。
(もっと読む)
物品の表面性状判定方法

【課題】 物品の表面の筋目の存在を容易かつ精度良く判定できるようにする。
【解決手段】 第1工程で、物品の表面の位置に対する高さの関係を示す第1の曲線(粗さ曲線)を相互に平行な複数の測定ラインに沿って測定し、第2工程で、第1の曲線をフーリエ変換することで物品の表面の凹凸の周波数に対する振幅の関係を示す第2の曲線に変換し、第3工程で、複数の第2の曲線のピークの重なり状態に基づいて物品の表面に測定ラインに交差する方向の筋目が存在するか否かを判定するので、複数の測定ラインに沿って第1の曲線を求める始点位置がずれても筋目の存在を確実に判定することができ、しかも第2の曲線のピークの高さから筋目の深さあるいは高さを求めることができる。
(もっと読む)
表面性状測定機
【課題】測定時間の短縮が図れる表面性状測定機を提供する。
【解決手段】被測定物Wを載置する回転テーブル20と、被測定物の表面性状に応じた信号を発する検出手段30と、回転テーブルおよび検出手段を相対移動させる検出器駆動機構40と、検出手段からの信号を取り込み、この取り込んだ信号を処理して被測定物の形状や表面粗さなどの表面性状を求める処理装置60とを備える。検出手段は、複数の検出器31,32を含んで構成される。処理装置60は、複数の検出器31,32からの信号を順番に取り込んで処理する。
(もっと読む)
表面性状測定機の直角度誤差算出方法および校正用治具
【課題】簡易でかつ安価な校正用治具を用いて直角度誤差を簡易にかつ高精度に算出可能な表面性状測定機の直角度誤差算出方法および校正用治具を提供する。
【解決手段】3つの基準球62A〜62Cを校正プレート61に直角に配置した校正用治具60を、テーブル16上に配置し、接触式検出器20によって3つの基準球の中心座標を求め(第1測定工程)たのち、これら中心座標を結ぶ2つの直線の交差角度θ1を算出する(第1角度算出工程)。次に、校正用治具を、同一面内で90度回転させてテーブル上に配置し、接触式検出器によって3つの基準球の中心座標を求め(第2測定工程)たのち、これら中心座標を結ぶ2つの直線の交差角度θ2を算出する(第2角度算出工程)。最後に、交差角度θ1,θ2とからY軸駆動機構17の移動方向とX軸駆動機構48の移動方向との直角度誤差を算出する(直角度誤差算出工程)。
(もっと読む)
球体回転装置、球体回転方法及び球体回転装置を利用した応用機
【課題】 汎用性が大で簡単な構造で球体を満遍なく回転させることができるようにする。
【解決手段】 球体1を回転自在に受持する一対のローラ3,4と、この一対のローラ3,4をそれぞれ回転駆動するサーボモータ27,28と、前記両サーボモータ27,28を制御して前記球体1の1回転中に一対のローラ3,4の角速度を高低変化させながら一方のローラ3,4が高角速度のときに他方が低角速度となるように回転させる制御手段7とを備えている。また、前記制御手段7は、一対のローラ3,4を角速度高低変化させながら回転する途中に、球体1の少なくとも1回転における高角速度の時間長さを長短変更する回動制御機能43を有している。
(もっと読む)
熱電対接触式の表面粗さ測定方法及びワークの表面状態検出装置
【課題】広範囲の測定対象物に適応でき、インプロセスで表面粗さの変化量を検出することができるワークの表面状態検出方法及び装置を提供する。
【解決手段】一つの測定用熱電対202をワーク203の被測定面に対してこれに接触させた状態で相対運動させることにより発生する当該熱電対の熱起電力の変化量を測定し、この熱起電力の変化量から、測定用熱電対202と同一のデータ採取用熱電対を当該被測定面に対する場合と同一の接触条件及び相対運動条件で表面粗さが既知の基準面に接触させた状態で相対運動させることによって予め求めた熱起電力の変化量と前記基準面の表面粗さの変化量との相関関係データΔE=β・Ry(ΔEは前記相対運動開始時から測定時までの熱起電力の変化量、βは熱電対の接触条件及び相対運動条件に応じて熱起電力と表面粗さとの関係から導かれる粗さ係数、Ryは表面粗さ)に基づいて、被測定面の表面粗さの変化量を求める。
(もっと読む)
複合表面粗さ標準片
【課題】複数の種類の校正およびチェクが容易にできる粗さ標準片を提供する。
【解決手段】複数の測定領域14、16を、1つのブランク12の表面に連続して、もしくは相互に間隔を置いて作る。測定領域14、16の溝パターンは、深さ方向には同一の振幅を有する正弦波状であり、測定方向の波長がそれぞれ2.5mm、0.8mm、0.25mm、0.08mm、0.025mmである溝パターンの内の2乃至5種類の測定領域14、16を有しているようにする。測定方向の波長が測定方向の距離に対して直線的に変化するようにしたり、対数関数の関係を有して変化するようにしてもよい。あるいは、複数の測定領域14、16は、それぞれが正弦波状、三角波状、及び円弧を連ねた溝パターンを有し、これらが実質的に平坦な領域を挟んで配置されているようにしてもよい。
(もっと読む)
非接触式計測器を水中計測器とする補助装置
【課題】船舶プロペラの水中での粗度測定を、小さな測定面及び曲面でも簡単に計測可能な方法を提供する。
【解決手段】保護箱1に入れられた非接触式計測部をダイバーが測定面4に押し付け、気体供給ホース6より送られてきた気体を送気排水バルブ7から囲い部9に気体を送り、囲い部9にある水を、余水溜まり部10を経由して排水口20若しくは排水弁16より排水する。
(もっと読む)
測定データ無線転送システム
【課題】消費電力が低く、且つ混信の発生を防ぐことのできる測定データ無線転送システムを提供する。
【解決手段】複数の子機10と、各子機10から送信された測定データを受信する親機20とを備えた測定データ無線転送システム100において、子機10の各々は、初期設定時に親機20に対して、所定の基準時点から測定データを送信するまでの待ち時間を設定する待ち時間情報を含む設定データを要求する設定要求信号を出力し、親機20からの設定データに基づいて測定データの送信タイミングを制御し、測定データの送信タイミングには親機20との通信を行う通信部11を起動状態とさせ、当該測定データの送信後には通信部11を停止させ、親機20は、子機10の各々が互いに異なる送信タイミングで測定データを送信するよう待ち時間情報を決定し、設定要求信号に応じ、複数の子機10に対して待ち時間情報を含む設定データを送信する。
(もっと読む)
電子写真感光体等の電子写真装置用部品の表面形状評価方法
【課題】電子写真感光体等の電子写真装置用部品の表面形状を従来法よりも詳細に評価する方法を提供すること。
【解決手段】電子写真感光体等の電子写真装置用部品の表面の凹凸形状を表面粗さ計により測定して得た一次元データー配列を、ウェーブレット変換して高周波数成分から低周波数成分に至る複数の周波数成分に分離する多重解像度解析を行い、更に、ここで得た最低周波成分を間引きした一次元データー配列を作り、この一次元データー配列に対して更にウェーブレット変換を行なって、高周波数成分から低周波数成分に至る複数の周波数成分に分離する多重解像度解析を行い、得た多重解像度解析結果に対して、十点平均粗さ、最大高さを求める。
(もっと読む)
信号処理装置、および測定機
【課題】 適切な重み因子に基づくフィルタ処理により、データに適切に追従するフィルタ出力値を得る信号処理装置を提供する。
【解決手段】 ディジタル信号値を経路に沿った複数の区間に分割する。それぞれの区間ごとに、ディジタル信号値とこのディジタル信号値に対するフィルタ出力値との成分ごとの自乗和に基づく離隔量について中間値を算出する。区間内のディジタル信号値について、各区間における中間値に基づいて重み因子を算出するとともに更新する。算出された重み因子を用いたフィルタ演算を実行してディジタル信号値に対するフィルタ出力値を得る。
(もっと読む)
船の船体の状況或いは状態を調査し且つ決定するか、又は調査するか、或いは決定するシステムと方法
【課題】
船のドック入り間隔が選定でき、特に船の船体の状況或いは状態に依存して延長できるシステムと方法を提供すること。
【解決手段】
船の船体(10)の状況或いは状態、特に外板(12)を調査及び決定又はそのいずれか一方を行うシステム(100;100’)と方法を提供するために、特に船の船体(10)の状況或いは状態に依存して船のドック入り期間を延長させるように選択でき、外板(12)が特に少なくとも一つ格子或いは回路網によって細区分を備えていて、その細区分は船の船体(10)の状況或いは状態を調査し且つ決定するか、又は調査するか、或いは決定する少なくとも一つの浮動/潜水可能な調査/決定/測定ユニット(20、20’)と機能的に共働する。
(もっと読む)
ワーク評価方法およびワーク評価装置
【課題】超音波接合における不良品の発生を防止することができるワーク評価方法およびワーク評価装置を提供する。
【解決手段】本発明のワーク評価方法は、スキューネスを算出する段階およびワークの良否を判定する段階を有する。スキューネスを算出する段階は、超音波接合されるワークの表面粗さ測定結果から、ワークの表面粗さデータの高さ方向における偏り度合いを示すスキューネスを算出する。ワークの良否を判定する段階は、算出されるスキューネスに基づいて、超音波接合されるワークの良否を判定する。
(もっと読む)
面形状評価方法
【課題】官能検査の結果とその傾向が一致するようにショックラインの程度を数値化し,定量的な合否判定を可能にする面形状評価方法を提供すること。
【解決手段】本発明の面形状評価方法では,検査対象品のショックラインの深さおよび幅の測定を,ショックラインの両側の凸部の高さの差が1.5μm以内となるように検査対象品をセットした状態で,ショックラインと垂直な走査線上で行い,あらかじめ検査対象品の種類に応じて合否判定ラインが定められた深さ−幅空間に前記測定の結果を当てはめ,合否判定ラインより浅いまたは幅広側である場合にその検査対象品を合格と判定し,深いまたは幅狭側である場合にその検査対象品を不合格と判定するものである。
(もっと読む)
微細な凹凸の評価方法
【課題】測定された凹凸のデータをフーリエ変換して得られるパワースペクトルのグラフを、低波数側と高波数側の境界を設定することなく近似して評価することができる方法を提供する。
【解決手段】 測定された凹凸のデータをフーリエ変換して得られるパワースペクトルのグラフを、式(1)により近似し、
P=B×(A1/(1+f/fc) ) (1)
(Pは波数頻度、fは波数、A、B、fcはそれぞれ定数を表す。)
式(1)の係数の値を求めることを特徴とする微細な凹凸の評価方法。
(もっと読む)
画像形成装置用部品の表面粗さ評価方法及び評価システム並びに切削加工方法及び切削加工システム
【課題】電子写真感光体用基体等の画像形成装置用部品の表面粗さの測定において、測定対象面の局所的な変化や変異を感度良くかつ正確に把握可能にする。
【解決手段】電子写真感光体用基体等の画像形成装置用部品の表面の状態について、JIS B0601に定める断面曲線が求められ、その断面曲線上の等間隔位置における表面粗さ方向の位置データー列のウェーブレット変換等の多重解像度解析が行われ、その結果に基づいて表面粗さの状態が評価される。
(もっと読む)
形状測定機
【課題】本発明の目的は、表面粗さ測定が適正に行える形状測定機を提供することにある。
【解決手段】ワーク22の評価対象面の断面形状情報を含む測定データを出力する粗さセンサー14と、該ワーク22上の該粗さセンサー14位置を該評価対象面に沿って相対移動させ、その相対移動量を移動分解能Δθピッチでインデックス移動量情報として出力する相対移動機構12と、該粗さセンサー14からの測定データを、該相対移動機構12が移動分解能Δθ移動するのに要する時間よりも短い一定時間間隔tsでサンプリングするタイマーサンプリング手段16と、該相対移動機構12からのインデックス移動量情報に基づき該タイマーサンプリング手段16からの一定時間間隔tsの測定データを間隔定ピッチの測定データとし、該間隔定ピッチの測定データに基づきワーク22の表面粗さを評価するデータ処理機構18と、を備えたことを特徴とする形状測定機10。
(もっと読む)
ターボ機械部品の円筒形部分とテーパ部分との間の結合ゾーンのプロファイルを検査する方法
【課題】ターボ機械部品の円筒形部分とテーパ部分の間の結合ゾーンのプロファイルを検査する方法である。
【解決手段】-上記部品の表面プロファイルは、部品のテーパ部分に対応する少なくとも1つの第1ゾーンと、部品の円筒形部分とテーパ部分との間の結合部に対応する少なくとも1つの第2ゾーンと、部品の円筒形部分に対応する第3ゾーンとにより、幾何学的に画定されている。上記方法は、部品の表面プロファイルを測定(20)すること、測定された表面プロファイルから、そのゾーンのそれぞれに対する部品の表面に加わる接触圧力をモデル化(30)すること、および所定のしきい値と、部品の表面プロファイルの第2ゾーンに対してモデル化された接触圧力とを、比較(40)することを含む。
(もっと読む)
表面粗さ/形状測定装置及びそれを制御するプログラム
【課題】ワークの評価範囲の設定及び触針の評価範囲の開始位置への移動及び終了位置での移動停止が容易に且つ正確に行える表面粗さ/形状測定装置の実現。
【解決手段】触針28を有し、触針の変位信号を出力する測定子22と、測定子移動機構24とを備える表面粗さ/形状測定装置であって、オペレータの指示する評価範囲設定情報の入力部42,44と、評価範囲設定情報が入力された時の触針の被測定物の表面との初期接触位置Piから触針を接触させた状態で移動させて評価範囲設定情報に基づいて測定開始位置Psを決定する測定開始点検出部52と、触針を移動させ評価範囲設定情報に基づいて測定終了位置Peを決定する測定終了点検出部54と、評価範囲設定情報に基づいて評価範囲を決定する評価範囲決定部56とを備える。
(もっと読む)
相対関係測定方法、相対関係測定用治具、及び相対関係測定装置
【課題】 本発明の目的は、ワークの相対向する測定面間の相対関係を簡単に及び高精度に得ることのできる相対関係測定方法を提供することにある。
【解決手段】 治具14に保持されているトレース方向位置合わせ用ゲージ18、凹凸方向位置合わせ用ゲージ20の表側基準面20a及びワーク22の表側測定面22aの表面形状データを測定機28で取得する表面測定工程(S10)と、ワーク回転工程(S12)後の該ゲージ18、該ゲージ20の裏側基準面20b及びワーク22の裏側測定面22bを該測定機28で該測定トレース線に沿って走査し裏面形状データを取得する裏面測定工程(S14)と、トレース方向位置合わせ用ゲージ情報の持つ各特徴点情報に基づき該形状データのトレース方向の位置合わせを行い、また該ゲージ20の持つ平行及び寸法情報に基づき該形状データの凹凸検出方向の位置合わせを行うデータ間位置合わせ工程と、を備えたことを特徴とする相対関係測定方法。
(もっと読む)
1 - 20 / 36
[ Back to top ]