
Fターム[2G047AC05]の内容
超音波による材料の調査、分析 (29,493) | 特殊な調査・分析対象 (848) | 機械類、その部品 (247)
Fターム[2G047AC05]の下位に属するFターム
タービン (52)
ボルト、ドリル、工具 (16)
回転軸、軸受 (57)
Fターム[2G047AC05]に分類される特許
1 - 20 / 122
超音波検査装置及び超音波検査方法
【課題】高温環境で、長期間にわたるプラントの稼動/運転停止の際の熱サイクルにより繰り返される熱衝撃に対して超音波センサの接合を維持する。
【解決手段】被検査対象に設置して超音波を送受信し、被検査対象の高温状態でモニタリングを行う超音波センサを用いた超音波検査装置において、超音波センサに超音波センサを加熱するヒータと超音波センサの温度を測定する温度センサを設ける。
(もっと読む)
アルミダイカスト部品の欠陥検出方法

【課題】実際のアルミダイカスト部品の内部欠陥、特に破断チル層の状態を適正に検出することが可能なアルミダイカスト部品の欠陥検出方法を提供する。
【解決手段】超音波探傷で得られる画像及びX線CTで得られる画像の同一欠陥に対する欠陥面積が同等になるように予め両者の画像出力を調整し、アルミダイカスト部品の予め設定された所定範囲の内部欠陥を超音波探傷及びX線CTし、当該所定範囲の超音波探傷による内部欠陥を画像解析して求めた欠陥面積の総和を超音波探傷による欠陥総量として算出し、当該所定範囲のX線CTによる内部欠陥を画像解析して求めた欠陥面積の総和をX線CTによる欠陥総量として算出し、超音波探傷による欠陥総量からX線CTによる欠陥総量を減じてアルミダイカスト部品の予め設定された所定範囲の破断チル層の総量を算出する。
(もっと読む)
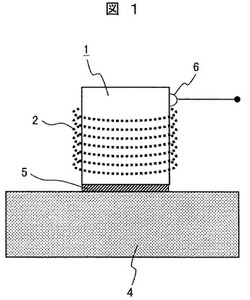
アルミダイカスト部品強度評価方法及びアルミダイカスト部品
【課題】実際のアルミダイカスト部品の強度を適正に評価することができるアルミダイカスト部品強度評価方法を提供する。
【解決手段】予め行った捻り試験で破壊し且つ予め応力解析で求めた電動パワーステアリング装置のコラムハウジング(アルミダイカスト部品)1の呼応力部であるキーロック部5の所定範囲の内部欠陥を超音波探傷し、当該所定範囲の内部欠陥の最大欠陥面積が所定値以下であるときにコラムハウジング1が所定の強度を有すると評価することにより、実際のアルミダイカスト部品であるコラムハウジング1の強度を適正に評価することができる。また、前記アルミダイカスト部品強度評価方法で強度評価し、キーロック部5の所定範囲の内部欠陥の最大欠陥面積を0.8mm2以下とすることにより、所定の強度のコラムハウジング1を得ることができる。
(もっと読む)
撮像システムおよび撮像方法
【課題】非破壊試験に関し、特に超音波イメージングに関する。トランスデューサ素子からなるアレイを有する携帯型の超音波撮像システムを動作させる、適応型のビーム形成の撮像方法が開示される。
【解決手段】この方法は、アレイ20における異なるサブアパーチャ1-3を用いて、それぞれの送信に伴う複数のビーム形成の超音波信号を送信するステップと、反射超音波信号を受信して、それぞれの個別のサブアパーチャの送信のもとでのDASのビーム形成をもたらすステップとを含む。それぞれのサブアパーチャの送信からの、受信され時間遅延した信号におけるコヒーレントエネルギーの割合に基づいてコヒーレンス係数が計算される。定められたサブアパーチャの送信のもとでのすべてのビーム形成のイメージングは、適応可能なコヒーレンスで重み付けされ、最終的なビーム形成の出力に合成される。
(もっと読む)
溶接検査装置
【課題】多様な仕様の強度部品の溶接状態を、工場内で全品検査することを現実的に可能とする簡便でコンパクトな構成の溶接検査装置を提供する。
【解決手段】溶接検査装置1の検査部30は、金属製のプレス成形品に対して撃力を印加する打撃部材104、打撃部材に駆動力を印加する駆動機構108、及び駆動機構による駆動力の印加方向とは逆向きに打撃部材を付勢する付勢部材110を有する打撃装置と、打撃部材により打撃されたプレス成形品から発生する音波が入力されるマイクロホン120と、マイクロホンに入力された音波の波形特性に応じてプレス成形品の溶接状態を検出する検出装置130と、を備える。ここで、打撃部材が、駆動機構による駆動力が切られ、かつ、付勢部材により印加方向とは逆向きに付勢された状態で、プレス成形品に撃力を印加すると共に、プレス成形品に撃力を印加した後は、付勢部材により印加方向とは逆向きに強制的に引き戻される。
(もっと読む)
トランスデューサ装置、およびトランスデューサ装置を組み立てるための方法
【課題】ローラトランスデューサ装置の重量を軽減し実用性を高める。
【解決手段】中心部104、中心部104内に配置され信号を送受信するように構成されたトランスデューサ200、および相対的回転をするために中心部104に取り付けられた管状部材102を備えるトランスデューサ装置100が提供され、管状部材102内には流体が配置される。本装置はさらに、管状部材102の内側の容積を占有するために管状部材102の内側に配置された重量軽減デバイス202を備え、重量軽減デバイス202は、流体を介してトランスデューサ200から管状部材102へ伝送経路を設けるように構成される。
(もっと読む)
アルミダイカスト部品強度評価方法及びアルミダイカスト部品
【課題】実際のアルミダイカスト部品の強度を適正に評価することができるアルミダイカスト部品強度評価方法を提供する。
【解決手段】予め応力解析で求めたアルミダイカスト部品1の高応力部5の所定範囲の内部欠陥を超音波探傷し、当該所定範囲の内部欠陥の最大欠陥面積が所定値以下であるときに当該アルミダイカスト部品1が所定の強度を有すると評価することにより、実際のアルミダイカスト部品1の強度を適正に評価することができる。また、前記アルミダイカスト部品強度評価方法で強度評価し、高応力部5の所定範囲の内部欠陥の最大欠陥面積を0.8mm2以下とすることにより、所定の強度のアルミダイカスト部品1を得ることができる。
(もっと読む)
構造健全性監視システム
【課題】複雑性が低下し、費用が削減され、取付けの簡単な構造健全性監視システムを提供する。
【解決手段】構造健全性監視システム、例えば航空機構造の非破壊評価に使用されるシステムに関する。2つのトランスデューサーが平行に整列しないように構造物と動作可能に接触するように配置された少なくとも3つのトランスデューサーを含む構造健全性監視システムを使用して、構造物内の一以上の異常を評価する。トランスデューサーは構造物を通って伝播する弾性波を励起し、構造物内の全ての異常からの反射が3つのトランスデューサーによって収集される。収集されたこれらの信号は解析されて、構造物内の異常が特定される。飛行時間技術は、異常の位置を決定するために使用される。
(もっと読む)
診断装置及び診断方法
【課題】超音波の結合効率に影響されることなく、鋼より線の腐食を診断することができる。
【解決手段】診断装置10は、鋼より線に超音波を入射させ、当該入射させた超音波の反射波を受信する超音波探触子2と、鋼より線において超音波探触子2からの距離が所定の範囲内にある領域からの超音波の反射波である後方散乱成分の強度と、腐食度合いを判定する対象領域からの超音波の反射波の強度とに基づいて、鋼より線の結合効率を含まない判定値を算出する判定値算出部と、判定値算出部により算出された判定値に基づいて、鋼より線の腐食度合いを判定する判定部とを備える。
(もっと読む)
超音波探傷装置及び超音波探傷方法
【課題】ロータシャフトの超音波検査において、非解体検査によりき裂高さを測定し、探傷結果の信頼性を向上させる。
【解決手段】ロータシャフトの外周面に対し斜めに超音波を入射させる超音波探触子を用いて検査する超音波探傷装置であって、超音波探触子位置制御手段と、当該探傷部位の形状情報を記憶する形状情報記憶手段と、超音波探触子位置制御手段から得た超音波探触子の位置および向き情報に基づいて探傷結果を形状記憶情報手段に記憶された形状情報上に表示する探傷結果表示手段を備える。さらに、超音波信号と超音波探触子位置制御手段の情報に基づいた超音波照射方向に対応した形状断面情報に基づいて形状あるいは欠陥から超音波信号が反射すると予測される信号位置を照合する超音波信号照合手段と、複数の信号から欠陥特徴点を抽出する欠陥特徴点抽出手段と、欠陥特徴点判別手段に得られた信号からき裂高さを算出するき裂高さ算出手段を備える。
(もっと読む)
位相化アレーシーケンス走査を使用したスイング型逆止め弁の試験
【課題】弁を対象とした非侵入性検査技術を提供する。
【解決手段】適正なプログラムをもつコンピュータが、位相化アレーシーケンスの信号を生成する。遅れをもつパルサーにおいて、この信号がマルチプレクサーを介して被試験弁に装着されたウォーターウエッジに送られる。開放位置から閉鎖位置までの弁のシーケンシャルな動作について、超音波信号が弁に満たされている流体を介して送信され、圧電結晶素子で反射され、マルチプレクサーに送り返される。信号を加算統合することによって、弁の動作に関する画像を生成でき、弁が適正に動作しているかどうかを判定できる。ウォーターウエッジを使用すると、ウォーターウエッジの屈折角が、弁に満たされている流体と同じであるため、弁の上部プレートが消えているように見える。
(もっと読む)
鋳造品の検査方法
【課題】高温状態にある鋳造品の検査を行うことができる鋳造品の検査方法を提供する。
【解決手段】鋳造品の検査方法であって、鋳造品表面において熱放射赤外線比率が基準値よりも高い高放射領域(擬似黒体部)の赤外線強度を検出するとともに、鋳造品表面において検査対象として定められた検査領域の赤外線強度を検出するステップ(S2、S4)と、検査領域の赤外線強度と高放射領域の赤外線強度との比率(熱放射赤外線比率)を算出するステップ(S6)を有している。
(もっと読む)
円柱体の超音波探傷方法および円柱体の超音波探傷装置
【課題】圧延ロールの表面や表面直下に存在する欠陥(表面欠陥)を超音波探傷する際に、表面欠陥の方向性にかかわらず十分な検出を行うこと。
【解決手段】回転する被検体2である円柱体の表面から一定の距離に、超音波プローブ1を保持し、超音波プローブ1から音響結合媒体である水3を介して円柱体へ超音波を伝搬させると共に、円柱体表面や表面直下に存在する欠陥を検出する場合、超音波プローブ1は、被検体2の表面の全方位に向けて被検体2へ漏洩表面波WRを励起させる斜角入射波の送波を行うとともに、被検体2の表面を伝搬してきた漏洩表面波WRからモード変換によって生成された縦波である漏洩波の受波とを行う超音波振動子4を有する。
(もっと読む)
超音波探傷方法及び被検査対象物構造
【課題】不感帯領域を生じさせない超音波探傷方法及び被検査対象物構造を提供すること。
【解決手段】表面に凹部162と凸部161を有する被検査対象物の当該表面側に探触子20を配置し、移動させた探触子20から超音波21を発信し、被検査対象物内の検査面31で反射した超音波を受信して、当該受信波から検査面31の状態を求める場合に、被検査対象物16とは伝わる音の速度が異なる物質からなり、超音波21を屈折させる調整部材17を被検査対象物16内の所定箇所に埋設したものを使用し、凹部162と凸部161の範囲における超音波の通過を見た場合に、凹部162のみを通過した超音波と、凸部161のみを通過した超音波から検査面31の各箇所の状態を求めるようにした超音波探傷方法。
(もっと読む)
管肉厚測定装置
【課題】検査体の表面にキズや凹み等の損傷部が存在する場合であっても精度よく且つ簡単に肉厚測定を行なうことができる管肉厚測定装置を提供する。
【解決手段】超音波探傷により管50の肉厚測定を行なう管肉厚測定装置において、局部水浸式の超音波探触子10と、内部に接触媒質が充填される媒質空間を形成する筒体21、筒体の一端側に設けられ管の外表面に対応した曲率に形成された開口部22、筒体の他端側に設けられ超音波探触子10を保持する保持部及び媒質空間を封止する蓋部23を有する治具本体2と、開口部22の端縁と管50の外表面との間に介装されるシール部材3と、媒質空間に接触媒質を注入する媒質注入手段4と、治具本体2を管50の外表面に押圧固定する固定手段とを備え、固定手段によりシール部材3を介して治具本体2を管50の外表面に固定した状態で超音波探触子10により管の肉厚を測定する構成とした。
(もっと読む)
超音波肉厚測定装置及び超音波肉厚測定方法
【課題】炉底管の上部の肉厚を容易に測定することができる超音波肉厚測定装置を提供する。
【解決手段】超音波肉厚測定装置2は、炉底管11の下方に設けられ超音波を炉底管11に向けて送信すると共に炉底管11からのエコーを受信する超音波探触子21と、超音波探触子21に超音波を送信させると共に、炉底管内に充填された接触媒質を介して炉底管11の上部に伝搬した超音波の炉底管11内外面からのエコーを超音波探触子に受信させ、超音波探触子からエコーに相当する電気信号を取得する制御部22と、制御部22が取得した電気信号に基づいて炉底管11内外面からのエコーの伝搬時間の時間差を検出し、時間差に基づいて炉底管11の上部の肉厚を算出する演算部23とを備える。
(もっと読む)
歯部の検査方法及び検査装置
【課題】簡易に且つ所定精度での歯部の状態の検出が可能な検査技術を提供する。
【解決手段】筒状部材の内径面に歯部11が形成されたトルク伝達要素に対する、上記歯部11の状態を外径面10a側から超音波探傷で検査する歯部11の検査方法である。径方向で上記歯部11位置と重なる上記筒状部材の外径面10a位置から歯先に向けて超音波を入射し、その入射した超音波における、歯先先端面11aから直接反射して戻ってきた底面エコーと、歯の両側面及び歯先先端面11aの3カ所で反射して戻ってきた遅れエコーとを上記外径面10a側で検出し、その検出した底面エコーと遅れエコーの時間差に基づき歯部11の歯先厚を推定する。
(もっと読む)
超音波探傷装置および超音波探傷方法
【課題】検査対象の表面が複雑な形状に形成された場合でも、精度が高い検出結果が得られる超音波探傷装置を提供する。
【解決手段】複数の超音波素子を駆動して検査対象2に超音波を入射し、その検査対象2からの反射超音波を受信する超音波プローブ1と、超音波プローブ1が反射超音波を受信した受信信号を解析して探傷結果を算出する解析手段7とを備える。解析手段7は、超音波が入射する検査対象2の表面情報に基づいて求めた超音波の伝搬経路を用いて探傷結果を算出する。
(もっと読む)
圧延ロールの超音波探傷方法およびその方法に用いられる圧延ロール
【課題】 圧延ロール表層部のクラックの発生、進展をオンラインで探傷できる圧延ロールの超音波探傷方法およびその方法に用いられる圧延ロールを提供する。
【解決手段】 圧延ロールのオンライン超音波探傷方法であって、ロール軸部にロールの回転軸線と同軸状にロール軸部の端面から内方に向かって延びる超音波探触子を収容するための収容孔を有し、超音波探触子を配設した軸体の片側を収容孔の内部に収容し、該超音波探触子から超音波を収容孔の内面からロール外層の表面に向かって入射、伝播させ、ロール外層の表層部に存在するクラックからの反射波を受信することによりクラックを検出する。
(もっと読む)
超音波探傷方法
【課題】細い管体の内周面に発生した微細な欠陥であっても、確実・明確に検出する。
【解決手段】超音波探触子30に備えた集束型の振動子31から、超音波UTを、管体1の内周面1inに向けて出力する。超音波UTの管体1への入射角θは45°を越え、55°以内または60°以内であり、超音波UTの集束位置Fは、管体1の厚さ方向に関して半分の位置よりも内周面側である。このようにして超音波UTを管体1に入射するため、欠陥面エコーEpと欠陥先端エコーEtが確実に発生して、欠陥Kの検出及びサイジングを正確に行うことができる。
(もっと読む)
1 - 20 / 122
[ Back to top ]