
Fターム[2G047BB01]の内容
超音波による材料の調査、分析 (29,493) | 超音波の適用法 (1,004) | 垂直法 (238)
Fターム[2G047BB01]に分類される特許
41 - 60 / 238
構造物内部状態計測システム及び構造物内部状態計測方法
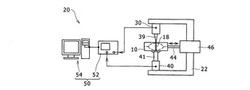
【課題】構造物内部状態計測において、超音波を用いてさらに精度よく、測定対象である構造物の内部状態を計測することである。
【解決手段】構造物内部状態計測システム20は、構造物10に超音波を印加供給する超音波供給部30と、構造物10の内部を伝播する超音波振動18を検出して超音波検出信号を出力する超音波検出部40と、構造物10を移動可能に支持する試料保持部44と、試料保持部44を移動させる走査機構部46と、超音波検出部40からの超音波検出信号を受け取り、これに周波数解析を行い、得られるスペクトル分布に基いて計測を行う内部計測部50を含んで構成される。
(もっと読む)
管状体の浸炭層測定方法及び装置

【課題】高い測定精度を保証し、浸炭層を精度よく的確に測定可能な管状体の浸炭層測定方法及び装置を提供する。
【解決手段】超音波を用いて管状体101の所定部位に形成される浸炭層を測定する。管状体101の外周に沿って一又は一対の探触子11を移動させ、浸炭層の通過による超音波特性の変化を検出し、この検出結果に基づき浸炭層深さを測定する。管状体101内を伝播する超音波経路が管状体101の略板厚中央部を通過するように、一対の探触子11の発信側から受信側へと超音波を発信する。
(もっと読む)
アクスルシャフトの検査方法
【課題】精度よく且つ容易に溶込み不良を判定することができるアクスルシャフトの検査方法を提供する。
【解決手段】互いに突合せ溶接された筒状部材2,3を具備するアクスルシャフト1を検査するための検査方法であり、まず、筒状部材2,3の内面2b,3b側に裏板7が当接された突合せ部6に溶接部Wを形成してなる接合部8に対し、計測器9のプローブ11を内面2b,3b側から裏板7に接触させ、接合部8の厚さを計測する。そして、突合せ部6の厚さtと裏板7の厚さtbとの合計値α以上の値が計測されない場合、溶込み不良と判定する。
(もっと読む)
遊戯施設の軌条又は滑走路の厚さ測定装置及び方法
【課題】検査に時間がかかることがなく、費用も低減できる遊戯施設の軌条又は滑走路の厚さ測定装置を提供する。
【解決手段】勾配のある軌条1を自重によって走行する移動体4に、軌条1の厚さを測定する厚さ計7、移動体4の走行距離を測定する距離計30を搭載する。厚さ計7が測定した厚さのデータ、及び距離計30が測定した走行距離のデータを演算装置35により信号処理し、遊戯施設の軌条1の厚さの摩耗量が所定未満であるかを評価する。移動体2を自重によって走行させながら厚さデータ及び距離データを得ることができるので、移動体2が軌条1を走行し終わるまでの短い時間で検査を終了することができる。
(もっと読む)
コンクリート構造物のひび割れ状態計測方法およびその装置
【課題】外乱に影響されにくく、かつ、受信波の強度を充分確保でき、ひび割れ状態を正確に計測し得るコンクリート構造物のひび割れ状態計測方法およびその装置を提供する。
【解決手段】ひび割れを隔てた一側から広帯域超音波を発信U1し、他側で広帯域超音波を受信U2し、送受信位置をずらして複数回送受信し、受信した広帯域受信波からフーリエ変換にて広帯域受信波スペクトルを求めU3、このスペクトルからフィルタを用いて所定周波数範囲のスペクトルを抽出して狭帯域受信波スペクトルを求めU4、狭帯域受信波スペクトルをフーリエ逆変換して時系列波を求めU5、該時系列波を時系列重み付け関数で切出すと共に、エンファシス処理を行なって処理波形を求めU6、処理波形から回折波の起生時刻を読出しU7、起生時刻に基づいて、ひび割れ状態を演算するU8ことを特徴とする。
(もっと読む)
アンカボルトの形状探査方法およびその装置
【課題】アンカボルトの長手方向側面に腐食があっても、中心周波数fKを徐々に小さくし、アンカボルトの腐食進行の度合や形状(湾曲、先端先鋭)による超音波伝達経緯中の減衰の影響を受けにくい相対的に低い周波数に基づいて時系列波を求め、反射波の起生を確保することができ、アンカボルトの形状探査に寄与するアンカボルトの形状探査方法およびその装置を提供する。
【解決手段】アンカボルト端面より広帯域超音波を発信S1し、同一端面で広帯域超音波を受信S2し、受信した広帯域受信波からフーリエ変換にて広帯域受信波スペクトルS3を求める第1演算機能と、広帯域受信波スペクトルS3より中心周波数をfKとする狭帯域スペクトルを抽出して、フーリエ逆変換にて狭帯域スペクトルの時系列波S5を、中心周波数fKを徐々に小さくしていく経緯の中で順次求める第2演算機能と、を備えた演算手段を設け、時系列波よりアンカボルト先端からの反射波の起生を求めるS6ことを特徴とする。
(もっと読む)
プレス成形における異常検出方法および装置
【課題】 パンチおよびダイを持つ金型で金属板を挟圧し、成形するプレス成形において、金型と金属板の境界面2での超音波の反射波を利用することによって、しわ、割れ等の成形良を検知する方法およびその装置を提供する。
【解決手段】パンチ3およびダイ4で金属板6を挟圧し、プレス成形する金型1において、パンチまたはダイまたは材料ホルダー5に超音波探触子7を配置し、金型と成形金属板との接触境界面2からの超音波反射波を得る事によって、正常な成形時としわ、割れ等の不良が発生した成形時の波形の変化を比較することにより、しわ、割れ等の成形不良が発生したかどうかを検出する。
(もっと読む)
フェーズドアレイ開口合成処理方法並びにその適用効果評価方法
【課題】検査対象物内に想定される欠陥の位置に応じて、開口合成法による方位分解能向上に適した周波数・振動子寸法をもつ探触子を選定可能とする。
【解決手段】評価式に基づいて、フェーズドアレイの振動子の周波数と振動子寸法から、予測される探触子からの傷の距離との関係で開口合成法による方位分解能の改善効果を評価し、開口合成処理の適用するか否かを評価したり、検査対象の材料に基づいて使用周波数を決定し、該使用周波数と予測される傷の探触子からの距離とで最大振動子寸法を選定し、その範囲内で前記フェーズドアレイの送信素子として用いる素子数を最大値に設定する。
(もっと読む)
はんだ接合の検査装置及びはんだ接合の検査方法
【課題】 半導体チップ11と基板12との間のはんだ14の接合状態を低コストで実施するはんだ接合の検査装置の提供。
【解決手段】 検査対象物10の表面近傍に設けられたワイヤボンディング装置のボンディングヘッド1中に含まれる超音波発振器と、この検査対象物10の裏面に設けられ、超音波発振装置から検査対象物10を通して伝達した超音波を受振する超音波受振子6と、超音波受振子6で受振した超音波の波形により検査対象物10のはんだ接合状態を判断する判断装置8とを備える。
(もっと読む)
超音波式応力測定装置及び超音波式応力測定方法
【課題】装置の大型化を防ぐと共に、作業効率の向上を図ることができる超音波式応力測定装置及び超音波式応力測定方法を提供すること。
【解決手段】第1及び第2の水平方向横波探触子P1,P2により、振動方向が水平方向の超音波音速度データを2つ得ることができる。これら2つの音速度データの平均値を求めれば、この平均値の音速度データは、2つの横波探触子P1,P2の中間位置つまり縦波探触子P0の位置で水平方向の横波超音波を送受信することにより得られたデータと見做すことができる。第1及び第2の垂直方向横波探触子P3,P4についても同様に考えることができる。したがって、図1(b)のように各探触子を配置すれば、駆動機構の力を借りなくても、探触子を入れ換えたのと同様の効果を得ることができる。
(もっと読む)
手探傷用超音波探傷器
【課題】本発明は、コンパクトで、被探傷部位の表面に位置決める作業がしやすく、かつ簡単な構造で、被探傷部位を一定探傷条件で走査させることができる手探傷用超音波探傷器を提供する。
【解決手段】本発明は、作業者が把持可能な把持部45をなし、内部にはシャフト7が配設された筒形のケース1と、シャフトの端部にシャフト軸心から偏心して設けられ、超音波をケース端の前方に対して出・入射させる超音波探傷子14と、シャフトと同軸に組み付いてケース内に収められ、シャフトを回転駆動させて超音波探傷子を偏心回転させるモータ部20と、シャフトとモータ部をケース内において直径方向に移動可能に支持する支持部4と、モータ部と超音波探傷子との間に設けられ、シャフトから伝達される駆動力によりシャフトをモータ部と共にケースの直径方向に移動させる走査機構部28とを具備した構造を採用した。
(もっと読む)
レーザクラッドバルブシートの内部検査方法
【課題】レーザクラッドバルブシートの内部検査を非破壊で行える、レーザクラッドバルブシートの内部検査方法を提供する。
【解決手段】レーザ光を照射しながら金属粉末を溝部11に供給して、当該溝部に肉盛り部を形成した後に、当該肉盛り部19を所定のシート形状に仕上げ加工して形成する、レーザクラッドバルブシート7の内部検査方法において、肉盛り部19の表層部を、仕上げ加工面L1から少なくとも超音波探傷器51の不感帯に対応する領域54を残して、バルブシート幅Sよりも広い範囲に亘って鏡面加工L2し、鏡面加工の領域Nよりも広い幅Rに亘って超音波探傷器51を走査し、超音波探傷器51の検査結果に基づいて肉盛り部19の良否を判定する。
(もっと読む)
データ収集装置
【課題】装置構成が簡単でしかも安価に、金属部材の状態データを金属部材の各箇所の位置に対応付けて収集できるデータ収集装置を提供することである。
【解決手段】金属部材表面の特定領域の少なくとも2箇所の表層部信号を検出する超音波探触子11で検出された表層部信号を金属部材表面の特定領域の基準位置として基準位置記憶部12に予め記憶しておき、金属部材表面の特定領域の各箇所の表層部信号と状態データとを状態検出部13で検出し、照合部14にて、状態検出部13で検出された金属部材表面の特定領域の各箇所の表層部信号のうち基準位置記憶部12に記憶された基準位置の表層部信号に該当する表層部信号を基準位置に対応付けるとともにその基準位置を基準にして金属部材表面の特定領域に位置情報を割り付け、照合部14で割り付けられた金属部材表面の特定領域の位置情報に対応付けて状態データを状態データ記憶部15に記憶する。
(もっと読む)
防食被覆の検査方法
【課題】 超音波を用いて、防食被覆のボイドを検査するばかりでなく、接着状態も検査しうる方法を提供する。
【解決手段】 上記課題は、防食被覆が施された被覆材の表面に超音波を略垂直方向から入射して反射した超音波信号を計測して、前記超音波信号の波形より空隙の有無と大きさを調べる第一ステップ、および防食被覆の施された被覆材の表面に超音波を略垂直方向から入射して、前記被覆材内の接着面および該接着面を透過した遠方側の境界面で反射した超音波信号値と接着力との相関関係により接着状態を評価する第二ステップよりなる防食被覆の検査方法によって解決される。
(もっと読む)
試料の非破壊検出方法及びその装置、並びに試験ユニット
【課題】本発明は、試料表面において非破壊で動作可能であり、従来の方法や装置と比較して精度が向上した、例えば探針などの機器の移動を検出する方法及び装置を提供する。
【解決手段】本発明は、試料に部分的に透過する信号を送信する送信ステップと、前記試料から反射される信号の少なくとも一部を検出する検出ステップと、前記検出ステップに応じて、移動データと前記試料の特性データとの両方を測定する測定ステップと、前記測定ステップの少なくとも一部に基づいて、前記試料の画像データを生成する生成ステップと、表示部に前記画像データを表示する表示ステップと、探針位置に従って前記試料のデータファイルから生成された前記試料の画像を前記表示部に前記画像データと同時に表示する画像表示ステップと、を備えることを特徴とする。
(もっと読む)
接合部検査方法及び接合部検査装置
【課題】 超音波接合により接合された接合部材の接合部において、検査用超音波を発生させてから接合部反射波ピーク強度が現れるまでの接合部反射時間を用いて接合強度を判定し、判定精度を向上すること。
【解決手段】 超音波発生装置により発生させた超音波を用いて、超音波接合による接合された接合部材の接合部から反射される反射波強度を計測し、接合部の接合強度の適否を判定する接合部検査方法において、前記超音波発生装置が前記超音波を発生させてから、接合部反射波ピーク強度SS2が現れるまでの接合部反射時間T2に基づいて、前記接合強度の適否を判定することを特徴とする接合部検査方法。
(もっと読む)
転がり軸受における潤滑状態観測方法
【課題】転がり軸受の軸受外輪と転動体の間に存在する潤滑油の不足状態や面荒れを観測可能な転がり軸受における潤滑状態観測方法を提供する。
【解決手段】転がり軸受Bが支持される軸受ハウジング4に取り付けられる超音波探触子5から超音波を軸受Bの軸受外輪1に向けて発生させ、軸受外輪1とボール2との境界からの反射波を測定することにより、軸受外輪1とボール2の間に存在する潤滑油や潤滑状態を観測する潤滑状態観測方法であって、超音波探触子5が受信した反射波からエコー高さ比Hを求めるエコー高さ比算出ステップと、求められたエコー高さ比Hの波形信号において、ハウジングと外輪の境界からの反射波のピーク位置から決まる超音波探触子5の音軸yよりも時間的に早い側に位置する波形の局所凸部Aと、音軸yよりも時間的に遅い側に位置する凹状波形部分のピーク位置と音軸yとのズレ量Δtに基づいて、潤滑状態を観測するステップと、を有する。
(もっと読む)
超音波測定方法
【課題】多層構造の物質に対し、その内部の薄い層(100μm以下)を精度よく計測することが可能な超音波測定方法を提供することを目的とする。
【解決手段】前述の課題を解決するために、本発明の超音波測定方法は、複数の界面を有する被測定物に超音波を照射し、前記被測定物の測定対象層の上側界面及び下側界面で反射した2つの反射波による波形を取得し、予め作成された複数種類の参照波形を有する参照波形テーブルと前記2つの反射波による波形とを比較して前記測定対象層の厚みを計測することを特徴とする。
(もっと読む)
超音波プローブ、プローブ着脱用移動台車、プローブ設置位置探索用移動台車、超音波プローブ着脱システム、および超音波プローブの取付方法
【課題】高温・高放射線環境下においても安定した振動計測が可能な超音波プローブを提供する。
【解決手段】原子炉圧力容器2の外側面から炉内構造物に対して超音波を送信し、反射した反射超音波を受信する超音波センサ41と、センサ面48に被覆されたカプラント43と、超音波センサ41を収納する超音波センサホルダ44と、センサ面48およびカプラント43を、原子炉圧力容器2の外側面に押し付ける方向に弾性力を付与する弾性体45と、超音波センサホルダ44を支持し、超音波センサホルダ44を原子炉圧力容器2の外側面に固定する磁力を備えたホルダ支持体46とを備え、センサ面48は、無負荷状態においてはホルダ支持体46の設置面となる面49よりも突出した。
(もっと読む)
非接触超音波探傷検査方法及び非接触超音波探傷検査装置
【課題】接触超音波探傷検査方法と同等ないしそれ以上に傷の検出精度及び検出能力を向上させ得る非接触超音波探傷検査方法及び非接触超音波探傷検査装置を提供する。
【解決手段】被検査体Wを挟んで送信側探触子3及び受信側探触子4を被検査体Wの両側に所定の距離をおいて各々配置し、送信側探触子3から超音波を被検査体Wに向けて送信すると共に、被検査体Wを透過した超音波を受信側探触子5で受信させて、透過した超音波の振幅値により被検査体W内部の傷の有無を判別するに際して、送信側探触子3と被検査体Wとの間の空間を耐圧壁10で覆うと共に、受信側探触子5と被検査体Wとの間の空間を耐圧壁11で覆い、これらの耐圧壁10,11で覆われた送信側空間及び受信側空間に存在する空気をそれぞれ加圧して高密度雰囲気を形成して、送信側探触子3から超音波を被検査体Wに向けて送信させる。
(もっと読む)
41 - 60 / 238
[ Back to top ]