
Fターム[2G051BA20]の内容
光学的手段による材料の調査の特殊な応用 (70,229) | 光源 (5,299) | その他 (387)
Fターム[2G051BA20]に分類される特許
141 - 160 / 387
外観検査方法及び外観検査装置
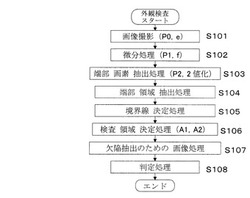
【課題】外観検査方法及び外観検査装置において、検査対象物の周縁部分が曲面である場合でも、周縁部分を含めて精度の良い欠陥検出を可能とする。
【解決手段】曲面部を含んだ検査対象画像P0を得て(S101)、これから微分画像P1を得る(S102)。この微分画像P1上の各画素から所定の微分値以上となる端部画素を抽出した2値化画像P2を得る(S103)。各端部画素により連結される領域を端部領域とし(S104)、端部領域において、検査対象物の端側の画素からなる第1の境界線と、対象物の内側の画素からなる第2の境界線を決定する(S105)。各境界線に基づき、端部側の第1の検査領域A1と、内部側の第2の検査領域A2とを決定する(S106)。これら各検査領域A1、A2とにおいてそれぞれ異なる検査条件で欠陥検査を行う。
(もっと読む)
曲面加工品質評価方法

【課題】プレス加工による曲げ加工曲面について、該曲面からの反射光の輝度のばらつきの影響が低減された高精度の加工品質評価(曲げ加工状態の良否判定)を可能とする。
【解決手段】プレス加工により曲げ加工された曲面にパターン光を照射し(102)、そのパターン光の反射像を2次元FFTを用いてパワースペクトルに変換し(102〜103)、その低周波数域の行方向と列方向の各ピーク値の座標を行単位、列単位で抽出する(105)。抽出された各ピーク値座標の、上記パワースペクトルの行,列各方向の原点座標からの分散値を各々算出し(106)、その分散値によって上記曲面の加工品質を評価するようにして(108)、曲げ加工曲面からの反射光の輝度のばらつきの影響を受け難い加工品質評価を可能とした。
(もっと読む)
透明塗布液の塗布具合の検査システム
【課題】本発明の目的は、透明塗布液に検出剤を添加せずに塗布具合を検査するシステムおよび方法を提供することにある。
【解決手段】本発明の検査システム10は、基材12および塗布液14から放射される赤外線を検知し、赤外線を基材12および塗布液14の表面温度に変換して画像を生成する赤外線サーモグラフ16と、その画像から塗布液14が基材12の所定位置に所定形状で塗布されているか否かを判断する判断手段18とを含む。塗布液14には何ら検出剤は添加しないで塗布液14の検査をおこなう。
(もっと読む)
表面検査方法及び装置
【課題】2波長方式で多層構造の被検体の内部を正確に測定できる表面検査方法及び装置を提供する。
【解決手段】 短波長と長波長の波長を出射する光源部から光束を被検体の被検面に対して所定の入射角で同時又は択一的に入射させ、光源部からの光束の種類、及び第1光強度検出部からの出力に基づき、射出される少なくとも長波長の光束の強度を調整し、短波長の光束を照射した際の第1光強度検出部の出力と、長波長の光束を照射した際の第1光強度検出部の出力とを比較し、長波長の光束を照射した際の第1光強度検出部の出力にのみ現れる信号を、内部対象物からの検出信号と判別し、かつ、長波長の光束の強度を調整し、その内部対象物からの検出信号が消失する付近の消失レベルを求め、消失レベルよりも高いレベルに、長波長の光束の第1強度を設定し、第1強度の長波長の光束により得られる第1光強度検出部の出力に基づき、被検体内部の対象物を測定する。
(もっと読む)
非破壊検査装置および選別装置
【課題】光源を立ち上げてから判定開始までの時間を短縮することができる非破壊検査装置およびこれを備えた選別装置を提供する。
【解決手段】判定部(制御装置50)の記憶手段52には、前記光源35bを立ち上げてからの時間trと前記光源35bの照射光量Iinとの関係を示す時間−光量関係が記憶されている。一方、判定部の計時手段P1により、光源35bを立ち上げてからの時間trが計測される。そして、前記受光部(光電素子36b)において受光された受光量Ioutについて、判定部の演算手段P2により、記憶手段52から時間−光量関係を読み出し、計時手段P1により計測された時間trにおける光源35bからの照射光量Iinと、安定時における光源35bからの照射光量Isとの関係が演算され、当該演算結果に基づいて、補正手段P3により、前記受光量Ioutについてのデータが補正される。
(もっと読む)
照明装置、画像測定装置
【課題】簡便な構成であって被測定物への光照射角度を変化させる照明装置を提供する。
【解決手段】光源110と、反射ミラーユニット120と、を備える。
光源110は、その位置が固定されており、かつ、対物レンズの光軸Aから離間する方向へ向けて光を発射する。外側反射ミラー(光学部材)130と、内側反射ミラー(光学部材)140と、を備えている。外側反射ミラー130と内側反射ミラー140とは互いの相対位置が固定されてユニット化されている。そして、反射ミラーユニット120は、光軸Aに沿った方向に変位可能であり、すなわち、光源110に対して上下動可能である。外側反射ミラー130の自由曲面部131と内側反射ミラー140の反射面とは、光の入射位置によって光の反射方向が異なる。
(もっと読む)
シート状部材の破断原因解析方法
【課題】設備費用の増加を招くことなく、シート部材の搬送中に破断が生じた際に、確実に破断前における上記シート部材の状態を確認して破断原因を特定することができるシート部材の破断原因解析方法を提供する。
【解決手段】複数のロール3に沿って搬送されるシート状部材2を、上記搬送方向の複数箇所に配置されたカメラ5によって毎秒nコマ撮影し、各々のカメラ5から出力された各コマの撮影画像を、一定容量を有する記録媒体16に順次上書きすることにより連続的に録画する際に、各々のカメラ5の設置位置におけるシート状部材2の搬送速度を検出し、当該検出情報に基づいて、上記搬送速度が減速した際に、シート状部材2の全長を連続して撮影可能な範囲内において、上記nコマの撮影画像のうちのコマ数を間引いた撮影画像を上記記録媒体16に録画することを特徴とする。
(もっと読む)
欠陥検査装置
【課題】欠陥検査を効率的に、かつ確実に行えるようにする。
【解決手段】欠陥検査装置1は、搬送部2でアライメントした基板Wを端面検査部3に搬送させ、端面検査部3と平面検査部4に順番に搬送し、それぞれで端面検査、表面検査、裏面検査を行わせる。端面検査部3で得られた端面画像から基板Wのノッチ位置を検出し、ノッチ位置を基準とする座標系に変換する。表面検査又は裏面検査で取得した画像からは、基準位置に対する基板中心と、回転方向におけるノッチ位置を抽出する。端面画像と表面画像及び裏面画像をノッチ位置や基板の中心位置に基づいて3次元座標系の画像に変換し、3次元形状で表示部6に表示させる。
(もっと読む)
外観検査装置及び外観検査方法
【課題】安価で安全であり、被検査物の被検査面に線状の像を映出し当該線状の像により被検査物の良否の判断を行うことができる外観検査装置、及び当該外観検査装置を用いて行う外観検査方法の提供。
【解決手段】外観検査装置1のLED20は略円柱形状部21を有し、LED20は、載置台10の載置面に対して略45°の角度で傾斜した状態が維持されるようにして、略円筒形状部が被検査物2の被検査面たる外周面2Bに対向し、且つ光軸方向が筋状溝に垂直をなすように8個配置される。LED20はLED保持手段により保持され、LED保持手段は、8個のLED20を等間隔で一直線状に並べた状態のままで、その一直線の指向する方向を変えるように回転軸を中心として回転可能とする回転手段を有する。LED20の発光により該外周面2B上に線状の像20Cが映出される。
(もっと読む)
板ガラス検査
規則ECE R43に従って実施したフラグメンテーション検査後に、単独の強化ガラスプライのフラグメンテーションパターンを精査する方法を開示する。この方法は、透明な支持手段の第1側面の側に位置する細条状光源を用いて、光透過中の強化ガラスプライの第1部分を照明して透過させるステップを有する。強化ガラスプライの第1部分の画像を、透明な支持手段の第2側面の側に位置し、細条状光源に整列しかつこの細条状光源対する相対的な位置に固定した撮像装置によって取得する。一連の強化ガラスの画像を収集および分析し、フラグメンテーションパターンの画像を生成する。このようなイメージングを行う装置についても開示する。 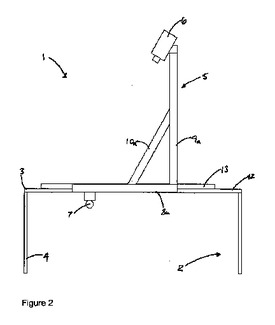 (もっと読む)
(もっと読む)
検査装置及び検査方法、並びにパターン基板の製造方法
【課題】正確な検査を短時間で行うことができる検査装置及び検査方法ならびにパターン基板の製造方法を提供すること。
【解決手段】本発明の一態様にかかる検査装置は、フォトマスク33を透過した透過光とフォトマスク33で反射した反射光とを用いて検査を行う検査装置1であって、レンズ32の視野60の一部である同時照明領域62を、フォトマスク33のレンズ32側から照明する反射照明光源21と、同時照明領域62と同時照明領域62以外の透過照明領域61とを照明する透過照明光学系10と、同時照明領域62からの透過光と反射光とを、レンズ32を介して検出する合成像用センサ44と、透過照明領域61からの透過光を、レンズ32を介して検出する透過像用センサ43とを備えるものである。
(もっと読む)
丸棒検査装置及び丸棒検査方法
【課題】
光源と受光センサのみの簡易な装置で容易に丸棒の外周面の疵等を検出することができる丸棒検査装置及び丸棒検査方法を提供することにある。
【解決手段】
丸棒の軸に略垂直に該外周面に光を照射する光源と、丸棒の軸断面視で、丸棒の軸における光源の入射方向とのなす角度が90度を超え180度未満になるように設けられた受光センサとを備え、光源からの光の外周面での反射光を受光センサで受光し、受光した光のレベルから外周面を検査することを特徴とする。
(もっと読む)
外観検査装置および外観検査方法
【課題】大きさや形状が異なるむらが混在する場合においても、むらの検出を安定して自動的かつ効率的に行うことができる外観検査装置及び外観検査方法を提供する。
【解決手段】中心領域平均算出部14は、対象画素に対応する中心領域における輝度(画像データにおける各画素の濃淡値)の平均値(中心領域平均輝度)を算出する。周辺領域1平均算出部151〜周辺領域N平均算出部15Nは、同様に、この中心領域に対応する周辺領域1〜周辺領域Nにおける各画素の濃淡値の平均値(周辺領域N平均輝度)を算出する。次に、平均差分算出部16は、中心領域平均輝度と周辺領域1平均輝度〜周辺領域N平均輝度との差分値(差分値1〜差分値N)を算出する。さらに、平均差分算出部16は、差分値1〜差分値Nの中から代表値(代表差分値)を抽出する。この外観検査装置1においては、この代表差分値を用いてむらの検出を行う。
(もっと読む)
光透過性部材の欠陥検出装置及び方法
【課題】偏光板を用いた欠陥の検出を精度良く行う。
【解決手段】走行するフイルム16と投光器22との間に第1偏光板25を設置する。そのフイルム16と受光器24との間に、第1偏光板25の偏光方向と直交するようにして第2偏光板26を設置する。第1及び第2偏光板25,26はヨウ素系偏光板から構成される。投光器22と第1偏光板25との間にバンドパスフィルタ27を設置する。バンドパスフィルタ27は、投光器22からの光のうち波長域が420nm以下及び700nm以上の光を除去する。これにより、欠陥があるフイルム16が位置するとき以外には、第1及び第2偏光板25,26から特定の偏光面の光以外の光が出ることが無くなり、欠陥に対する検出の精度を向上させることができる。
(もっと読む)
撮像ユニット及びこれを用いた外観検査装置
【課題】大きな被検体に対しても装置を大型化することなく対応でき、撮像部や投光部に不具合が生じた場合においても容易に交換可能な外観検査装置及びこれを用いた外観検査方法を提供する。
【解決手段】投光部32から被検体2の表面に照明光が線状に照射され、照明光の被検体2からの反射光を受光し、これを集光する少なくとも1つのレンズ32dと、レンズ32dにより集光された光を結像する線状に配された複数の撮像素子32cとからなる撮像部32を分離可能な筐体に納めた撮像ユニット22とされ、撮像ユニット22を被検体2の幅寸法に合わせて複数連結して一つの連結撮像ユニットに構成する。
(もっと読む)
物体の検査方法及び検査装置
【課題】
本発明は、物体、特にその表面形態を検査するための方法及び装置(01,17)に関する。
【解決手段】
装置(01,17)は検査対象の物体の表面部分の上に、とりわけ手によって配置される移設可能な箱体(02)と、少なくとも3つの光源(06)と、検査対象の物体の表面部分を基準に傾斜した入射角で伸びる光線軸と、から構成される。光源(07)は箱体の内部に配置され、箱体(02)にある光アパーチャ(08)を通過し検査対象の表面部分を照らす。装置(01,17)はさらには検査対象の表面部分で反射した光を検出するための少なくとも1つ以上の光センサー(09)と、光源(06)と光センサー(09)に接続される制御評価ユニットと、から構成される。光源(06)は、光線軸(07)が異なった非平行の基準面に伸びるように配置される。  (もっと読む)
(もっと読む)
半導体製造システム用分析装置
【課題】試料セルの取り外しを要せず、簡単且つ正確に試料セル内壁の異常を検出できる半導体製造システム用分析装置を提供する。
【解決手段】異なる2種類の液体を選択的に収容する試料セル1と、前記各液体での吸収が略等しく屈折度合いが異なる所定波長の光を、前記試料セル1に照射する光照射部23aと、前記各液体を前記試料セル1にそれぞれ収容した状態で、前記光照射部23aの照射により前記試料セル1を透過してくる光を検出する光検出器23と、前記光検出器23で検出した前記各状態での検出光量に関する値である検出光量関連値を比較し、その比較結果に基づいて、前記試料セル1の汚れや傷などの異常の有無を判定可能に出力する判定部23eと、を具備するようにした。
(もっと読む)
容器検査方法及び容器検査装置
【課題】容器を正確に品質検査することができる容器検査方法及び容器検査装置を提供する。
【解決手段】容器頂壁のフィンが折り畳まれた容器14を、連続的に並進させて搬送する搬送手段と、容器の頂壁のフィン23端を覗くように容器の斜め側方向に配設され、照射光を照射する光源30と、容器の頂壁のフィンの上方に配設され、フィン端から反射光を検知する画像センサ31と、画像センサが検知した反射光のパターンから、容器の良否を判定する判定手段と、判定手段からの出力に基づいて、不良品を排出する排出手段とを含むことである。
(もっと読む)
欠陥検出装置および欠陥検出方法
【課題】入射光を散乱する性質を有する対象面において周囲に対して凸状または凹状となる欠陥を容易に精度よく検出する。
【解決手段】欠陥検出装置1は、板金加工物である対象物9の対象面91上にフラッシュ光である光束81を導く光照射部2、光の照射方向とは反対側に配置されて対象面91を撮像する撮像部3、および、対象物9を光照射部2および撮像部3に対して相対的かつ連続的に移動する移動機構4を備え、対象物9が連続的に移動する間に光の照射および撮像が繰り返される。光照射部2の光軸J1と撮像領域の法線Nとのなす角θ1は70°以上90°未満とされ、撮像部3の光軸J2と法線Nとのなす角θ2は0°以上42°以下とされる。さらに、撮像領域の各位置に入射する光の入射方向の範囲の半角が0°以上3°以下とされる。これにより、撮像部3により取得された画像中の影として対象面91上の欠陥を容易に精度よく検出することができる。
(もっと読む)
軸受の潤滑剤劣化検出装置
【課題】 コンパクトに配置できてメンテナンスなどにおける取り扱いも容易で、軸受内の潤滑剤の劣化状態を正確に検出できる軸受の潤滑剤劣化検出装置を提供する。
【解決手段】 潤滑剤劣化検出装置1は、発光素子2および受光素子3と、中間に潤滑剤を介在させる検出ギャップ部7を有し前記発光素子2から受光素子3へ光を導く導光部材4A,4Bと、判定手段6と、センサケース10とを備える。判定手段6は、受光素子2の出力から前記検出ギャップ部7内の潤滑剤に混入している異物の量を推定する手段である。センサケース10には、発光素子2、受光素子3、および導光部材4A,4Bが取付けられる。軸受21が取付けられたハウジング25の前記軸受21の端面を覆う軸受端面覆い部26にセンサケース10を取付け、前記導光部材4A,4Bの前記検出ギャップ部7を、ハウジング25の前記軸受端面覆い部26と軸受21の端面との間の空間内に配置する。
(もっと読む)
141 - 160 / 387
[ Back to top ]